Лидеры




Популярный контент
Показан контент с высокой репутацией 21.05.2012 во всех областях
-
- Понятно... За мою трудовую деятельность мне пришлось поработать чисто газорезчиком около двух лет, из них год на ручной разделительной а остальное период на плазме "Кристалл", машина "Огонёк"-резка по копирам,газовый труборез с приводом и не помню модель-ездила машинка с горелкой по линейке прям по листу, -распускали листы на полосы.Так вот к чему я... пока работал тоже размышлял над каким-либо новаторскими изобретениями, приспособами и пришел к выводу, что всё придумано до нас, все "помощники" описаны в учебниках по газорезке и прибавить больше нечего. Разве, что кардинально изменятся конструкции горелок для разделительной резки... а так, горелки-резаки существуют чёрти с каких годов и в общем-то без каких-либо изменений. Используя направляющую в виде уголка, швеллера и тп что мы имеем?- всё равно приходится резать по ориентиру: метки, птички, полоски... а получаем неудобства такие как: недостаточный обзор места реза, плюс пламя "заворачивается" о полку швеллера и быстро перегревает резак,-получаем хлопки и обратки. "Приспособы"громоздки, в карман не положишь, усложнения конструкций в виде магнитов и т п себя не оправдают в плане оперативности.Вот такое моё мнение.4 балла
-
Бюджетный вариант предполагает диапазон материалов по ценовой линейке и марке производителя. Металлопластик и полипропилен, давно нашли свое применение и к слову сказать являются альтернативой ( блин Автогену)3 балла
-
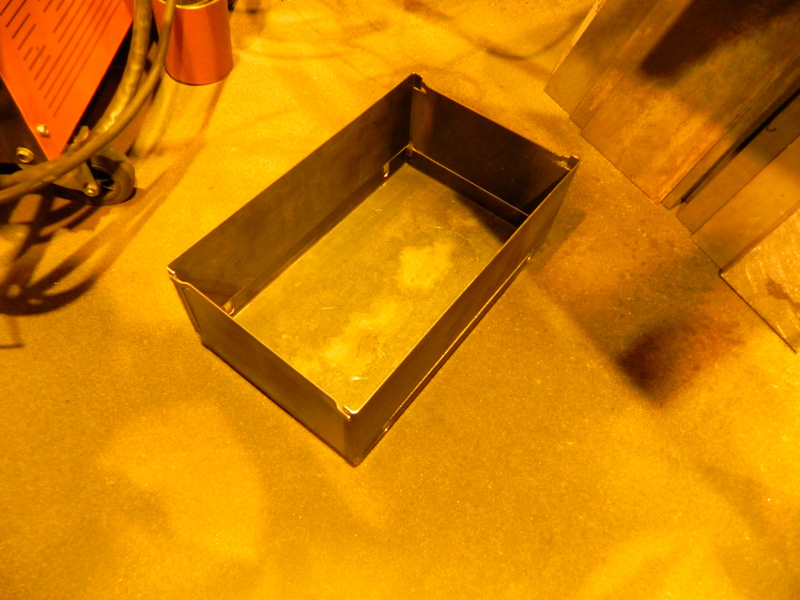
Потребовалось изготовить небольшой бункер. Решили сваять из обрезков Нехватило чуток, пришлось наростить немного Уголок и лист (S=3+2) проволока 0.8, U=20В, подача=9.5м/мин, газ CO2~7-8л/мин Что получилось
 2 балла
2 балла -
Варенная сваебойка прошла рубеж в 100 свай....2 балла
-
Не каждый полуавтомат может нормально сваривать алюминий! К источникам особенных требований нет - жесткая характеристика (синергетика, конечно лучше). А вот к механизму подачи и горелке требования как раз особые. Главная проблема подачи алюминиевой проволоки - высокий коэффициент трения. Поэтому стандартная 3х метровая горелка (даже с тефлоновым каналом) и изогнутым гусаком НЕ ГОДИТСЯ! Изгиб гусака и неизбежные (и непредсказуемые) загибы горелки не дадут проволоке стабильно подаваться, высока вероятность дефектов. Поэтому существуют и выпускаются разными изготовителями (на память - ВЭМЗ, АЛВО-сварка, Технотрон) специальные полуавтоматы для сварки алюминия - ПРМ-4 (ищите поиском). Его особенности: - горелка пистолетного типа, проволока в горелке идет по прямой, трение минимально; - короткий фторопластовый канал, около метра (трение минимально), реально чуть длиннее вытянутой руки, потому что: - 4х-роликовый механизм подачи - ранцевого типа (сварщик или носит его за плечами во время работы, или приносит его на место сварки и ставит рядом), иные конструкции для работы с короткими каналами не прижились.2 балла
-
Делаю борта для минисамосвала, будет - минимусорка. Так-как тариф - "очень дружеский" заказчик был привлечён к покраске своих новых бортов, а также будет привлечён (наверно завтра) к клепанию листов люминя на борта, ну захотел он люминь. Потом ещё е...я будет с их установкой на грузовичок. Борта в вертикальном состояние - 1600мм. Верхние борта, будут откидываться наружу на 180 градусов и вовнутрь на 90 градусов, чтобы мусор прижимать. Ручёнки мои шаловливые, так и норовят утопить вольфрам в ванне. С кисточкой - заказчик.
2 балла
-
всем здравствовать. я такие делаю...металл 4 мм, по периметру обвожу уголком. это все подарочные экземпляры
2 балла
-
У меня в первый раз хуже получалось. А вот положение электрода это вообще дело тёмное, поясню: Вам нужно следить за сварочной ванной, а не за 45-тью градусами к каждой пластине. Т.е. Распологать электрод в таком положении, чтоб расплавленный металл уложить равномерно на обе детали. Допустим примерно по 3-и мм на каждую сторону, тем более что вы используете электроды уони, а там шлак отжимается дугой и хорошо видно, как ведет себя будующий шов. Когда мне первый раз попались уони, я три сигареты выкурил, прежде чем научился их правильно зажигать ) А то, что равномерности нет, так это прийдет со временем. Нужно выработать равномерность ведения электрода. Чтоб быстрее научиться равномерности я сделал небольшую канавку (0.5 мм - просто провёл диском ) и сделал поперечную разметку через 5 мм (царапал гвоздём). Пару раз можно просто провести электрод держа в руке (или провести просто возле линейки или размотанной рулетки) , а потом и проварить пластину. Поперечная разметка поможет оценивать скорость ведения. Сейчас скорее всего вы будете переводить взгляд со сварочной ванны на разметку, в дальнейшем научитесь следить за скоростью боковым зрением, а взгляд будет прикован к ванне. Ну и когда наберётесь опыта, рука просто "запомнит" с какой скоростью надо вести. Пластину с разметкой советовал бы пройти пару раз, не больше, а можно и не варить вовсе - само со временем придет. Удачи и успехов )2 балла
-
Оживлю тему . Дно: http://i025.radikal.ru/1106/b5/98bf522b7516.jpg Вид снизу,ноги: http://s42.radikal.ru/i096/1106/09/6084953af372.jpg Укладка стенок: http://i058.radikal.ru/1106/53/3023dab9daf4.jpg http://s03.radikal.ru/i176/1106/f8/188e0d841819.jpg Фиксация(заодно и ноги фиксируются) и,собственно,ручка.Ручка на фото временная,ниже она доработана. http://s014.radikal.ru/i329/1106/78/4657b96ca150.jpg В разобранном состоянии: http://s59.radikal.ru/i164/1106/74/92f921c5eb35.jpg ...собранном: http://i013.radikal.ru/1106/53/bfc5cffdb93c.jpg В действии : http://s006.radikal.ru/i215/1106/80/ee35d7e6b22c.jpg Металл "чернуха",3мм.Разбирается-собирается пару минут,не повело за год использования(другие сборки служат уже 3 года без изменений).2 балла
-
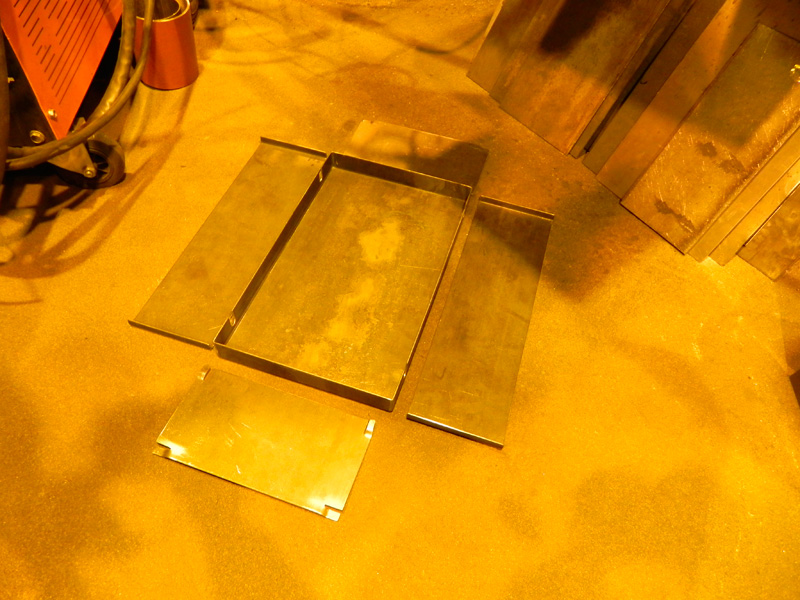
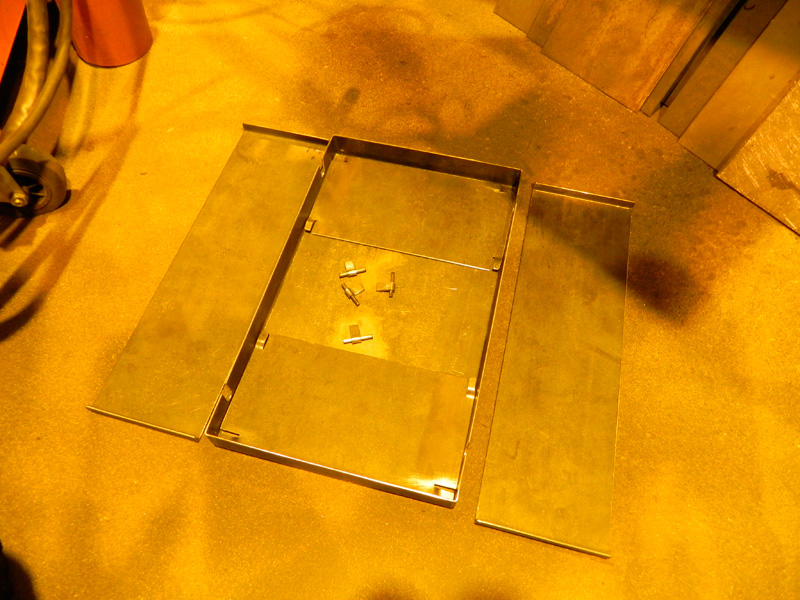
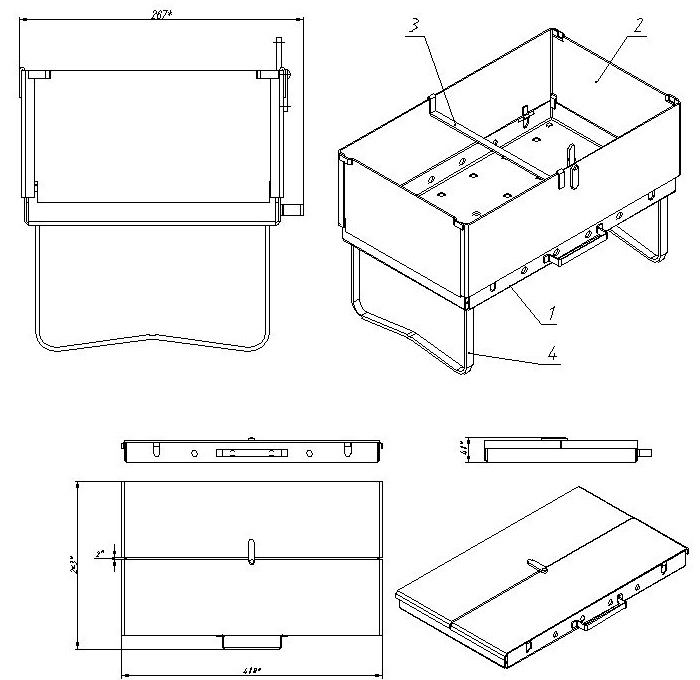
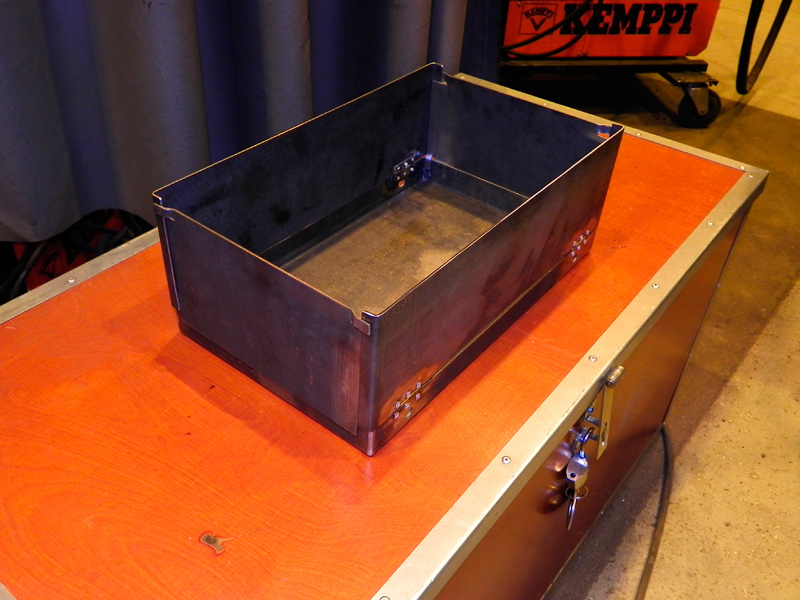
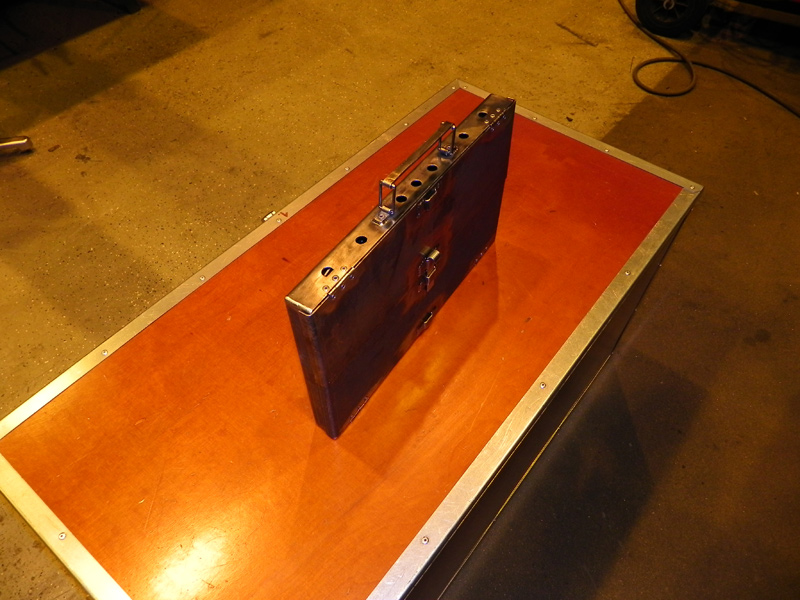
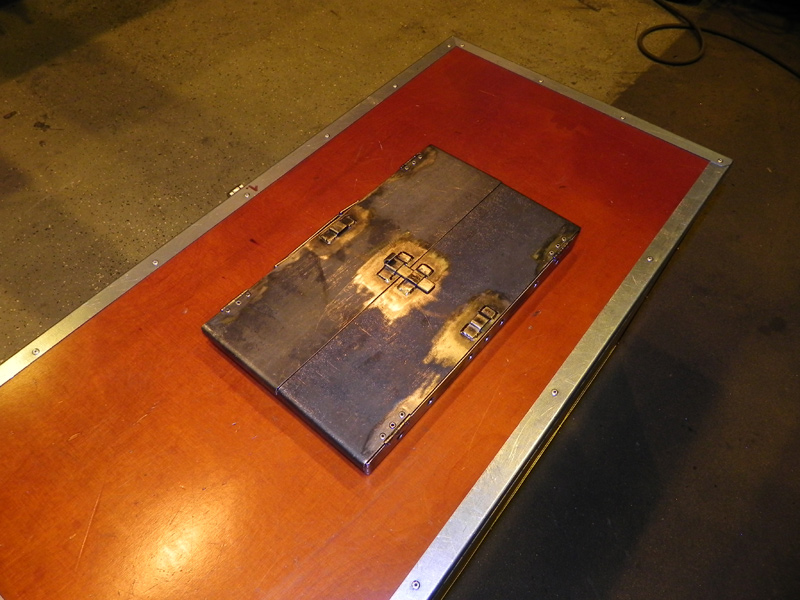
Идея сделать для дома и семьи мангал, витала давно. Решение изготовить пришло, к делу. С начало определил для себя задачи. Мангал должен быть компактным, разборным и не занимать много места. В городских условиях это не мало важно. Не стал изобретать велосипед, порывшись в интернете, нашел пару подходящих моделей. Остановился на одной из них. (Кстати в сое время нечто подобное видел в российских магазинах - может и сейчас есть) В собранном состоянии в виде чемоданчика. mangal_skladnoi.rar mangal-skladnoi.pdf Прикрепляю саму документацию, возможно кому либо пригодится. Материал: листовое железо (чермет) толщина 2 мм. Нарублено и согнуто на станках. Обрезание кромок: угло-шлифовальная машинка. Оговорюсь сразу. По ходу изготовления некоторые детали будут отличаться от оригинала документации. К примеру я не вижу целесообразности в том что отверстия для поддува находятся на дне, по моему мнению их лучше расположить на боковых крышках. Это будет и в целях пожаробезопасности лучше (не будут сыпаться угли) и в целях вентиляции, поскольку использоваться будут уже только угли (растопка дров не предусматривается в моем случае). На начальном этапе ряд фотографий, что уже сделано на сегодняшний день. После новогодних праздников продолжу свой отчет. Ниже: сварка угловых соединений TIG'ом с последующей механической обработкой поверхности шва угло-шлифовальной машинкой. Первоначально следуя документации, собирался установить петли, но решил все же окультурить и поставить заводские. Прикрепляю ниже фото то что предполагается по документации, но конечный результат будет иной. Придется вварить фрагменты обрезанного и на это место, поставить на заклепках штампованные петли. Предполагаю, что так же их все же для усиления обварю по краям. И так следующий этап. Вварил вырезанные сегменты и после обработки швов и места под петли - установил их. Первым делом поставил на заклепки (тут я тупанул, вместо нержавейки поставил алюминивые - после переклепаю) и затем обварил тигом (лучше бы полуавтоматом варил, место не совсем удобное - швы все кривые - ну не до красоты) Принимает окончательный вид. Заменил на нержавеющие заклепки. Поставил ручку для переноски (обварка тигом). Добавил на стенки петли , для фиксации в собраном положении (для наглядности не закрыл полностью). Окончательный вариант. Прорези для фиксации шампуров в вертикальном положении решил не делать, время покажет ... Остается дождаться тепла и проверить на деле.
1 балл
-
Ну раз открыл тему,начну с себя.С детства как то тянуло к технике,к железу.С 10 лет были всякие мопеды,мотоциклы.После школы ПТУ,профессия токарь,потом шахта,электро-слесарь.Но все время была мечта иметь хороший гараж с оборудованием,и делать то что никто не делает,По наследству достался домик от бабушки,выстроил гараж,и мечта потихоньку становилась реальностью.Начинал с автогена,потом полуавтомат,Сейчас 3 года ТИГ.Много читал о технологии сварки,практика в гараже-Сварочного образования нет,так что сильно не кричите и камни не кидайте.Стараюсь всегда как сапер,без права на ошибку сделать все быстро и качественно.Вот вроде и все.1 балл
-
Доброго всем, господа сварные. Хотелось бы услышать ваше мнение по поводу этих произведений.
1 балл
-
Вчера подвёл меня :китаец: . отказался варить в сложной ситуации . после тех -осмотра автомобиля где мне указали на неисправность задних тормозов . заказал в магазине новые колодки (с зади барабаны). я ещё в магазине сказал продавану что не верю названию на коробке :бош: . лучше б сразу иироглифами писали . не в водили в обман . вобщем поднял задок . скинул колёса . разобрал тормозные механизмы . собрал в как должно . барабаны не лезут . размеры новых оказались с разбегом 5 мм . стал болгарить .напилить и промахнулся . лишка снял . ну думаю у меня аппарат под рукой . который за три года не подводил не разу . включаю загорелась лампочка перегрева . всё работает но тока нет . куда было деватся . позвонил друзьям и знакомым привезли другой аппарат . всё сделали . Сегодня возил в ремонт . починили . но веры к этому агрегату уже больше нет . мастер который чинил (1200руб обошлось) сказал что за неделю уже третий этой марки . p.s В работе за три года аппарат больше простаивал в гараже . в ообщем даже не оправдал 9500 цены .
1 балл
-
Не надо хаить пропилен . лично мне много нервов спас . переносили обратку -подачу с шести на восемь . девять метров . если после этого мне пришлось бы удлинять на каждую батарею сваркой . чтоб со мной было . а с пропиленом легко и просто . режем плеть . выставляем . варю соски под :американки: на шести метрах . всё это поднимаем высоко . а дальше уже пропиленом опускаем . был один момент где пропиленом сделать не дали . это из за цены труб . на колориферы 32 -25 трубы пришлось делать в ставки . по два метра .1 балл
-
Скорее наоборот, на больших токах 300А и более магнитное дутье заметно. При сварке мангала никакого дутья не будет!1 балл
-
Япошки и америкашки-самые помешаные на ТБ народности. Около года работал в американской компании CBI, надзор над качеством работ и исполнением ТБ вела японская компания CTSD. Были случаи, когда монтажник пойманый за тем что режет болгаркой искрами от себя, увольнялся. Мало того, монтажников могли уволить за то, что под маской нет очков. Cварных тоже хотели поначалу приучить работать в очках и маске, но обычно, узнав о себе много нового, тбшники бежали жаловаться супервайзеру, на что тот обычно отвечал- сварщик сможет заменить монтажника в любой момент, а монтажник сварщика никогда. Поэтому нас не сокращали и не увольняли за мелкие провинности.1 балл
-
Да, шикарно, только вот надолго ли? Поживём - увидем, воля заказчика, зато очень лёгкие. Продолжаем, сегодня заказчик сверлил, а я клепал, на четыре борта ушло чуть больше четырёхсот заклёпок, задний борт хочет зашить нержавой - 1мм.
1 балл
-
Это варистор, защита от перенапряжения. Покупайте на замену в магазине радиодеталей, такой же по диаметру (23 мм), на 150 вольт. Раз сгорел - перенапряжение было. Непосредственно на работу аппарата не влияет, хотя цепочку лучше восстановить... Дуга бегает по другой причине - несоответствие тока диаметру электрода. Пятно контакта дуги с электродом имеет определенный диаметр, и если оно меньше диаметра торца электрода, дуга начинает бегать по торцу. Возьмите (для данного случая) более тонкий электрод, ну. или почаще затачивайте имеющийся. Рекомендаций по выбору диаметра электрода в зависимости от тока множество.1 балл
-
русского сантехника непобедить....)
1 балл
-
Дошла очередь и до меня... Звать меня Евгений, в 16 лет пошел работать на ТЭЦ учеником слесаря. Попались очень высококлассные учителя, в слесарке стоял станок токарный. Освоил его на среднем уровне, затем у сварного попросился поварить, вроде получалось. Видя это начальник цеха в приказном порядке (не хотел я быть сварщиком) отправил на вечерние курсы (благодарен ему по сей день). Пришел, посмотрел и сказал, что приду только на экзамены. Сдал с отличием сразу на 4 разряд. Сварочный путь начал в ЖКХ на газосварке. В 2001 году переехали с Байкала на родину, на Алтай. Попал к частнику на котлы отопления, поработал,а потом решил, что сам могу....и вот уже 10 лет работаю сам на себя. Сейчас вообще хорошо, попался цех в аренду с токарным станком (так что я в шоколаде). Делаю практически всё, начиная от кастрюль, техники и кончая сложными металлоконструкциями. Не давно взял п/а, осваиваю потихоньку. Хочу еще организовать холодную ковку (приспособы высматриваю в ютубе) первую для завивки волют уже сделал. Хочу еще аргон освоить, но сначала его надо купить. Вроде всё...1 балл
-
Ничего себе ширина зачистки!!! Слесаря плачут?1 балл
-
Конечно сочуствовать оборудование еле дышит, а объемы работы на нем большие. И меня порой удивляет почему он еще жив с 1986 года. И самое печальное это то что все оборудование морально устарело, а требуют высокого качества, все швы почти 1ой категории. А так нормально все, вроде как обещают купить новый источник. В соседнем цехе уже приобрели Кемпи, достаточно функциональный, теперь думают как бы его приспособить к автоматической головке которая для него не предназначена Кстати забыл рассказать еще про ремонт алюминиевых швов, сам столкнулся однажды. При нескольких подварках сварного шва, в околошовной зоне происходит перегрев металла и выгорание магния, что приводит к охрупчиванию алюминия, простыми словами под рентгеном он смотрится как рыхлая губка и появляются трещины. И если АМг6 еще можно оживить, то Амг3 и тем более Амц почти невозможно. Поэтому желательно варить алюминий за один подход избегая ремонта шва и подварок.1 балл
-
@kmnp,если бы всё было так просто,то никто не покупал бы смесители газов.Объясните мне, как Вы по расходомеру ставите 82 и 18 процентов?1 балл
-
Для меня это единственный праздник в году. В Деда Мороза я не верю с садика, поэтому Н.Г. праздник для дочки. День рождения последние 5 лет на работе отмечаю, да и только ради тех, с кем работаю.В армию меня не взяли (ничего не платил) с формулировкой примерно: "...таких не берут в космонавты...". Сегодня пошел в кинотеатр на фильм "Мстители" - не жалею, я любитель комиксов, поэтому в восторге. И пусть это (как все говорят) "кино пиндосов", но на мой взгляд это очередной фильм о том, что добро должно быть с кулаками. В общем, с праздником всех, коллеги ))).1 балл
-
Для сомневающихся
1 балл
-
Когда "гонишь" шов на трубе и длительные закпинки нежелательны (это чтобы по горячему начать после замены электрода),тогда поймёшь выгоду винта и прищепки,а заодно и вилки (слабая - электрод болтается,жёсткая - часто кончик электрода сгибается,а под углом вставить,так это мало того,что угол не всегда стандартный,так ещё и попыхтеть надо)1 балл
-
@АВН, Ну главное разъяснили, что есть "такая"и "такая" и еще была "такая". ФилАрк думаю что вряд ли придется использовать, у нас не так все глобально. А по наличию терпения, просвещать непросвещенных, старожилам форума можно позавидовать1 балл
-
Зря вы придумали, что сварка без отрыва производительнее. Если расматривать неповоротный стык трубы или вертикал, то производительность примерно равна. Тоесть при сварке трубы без отрыва - на потолок, переход с потолка на вертикал и вертикале приходится варить на относительно низком токе(чтобы ванна не ушла, правельно сформировать шов и небыло подрезов). При этом скорость сварки снижается. А при сварке в отрыв, можно поставить больше току и быстро заполнять стык "крупными мазками ". Что же касается того, что до трубы допустили нас двоих, то потому что, мы вели сварку правильно, согласно требованию. А почему такое требование, да потому - При сварке без отрыва сварочный ток низкий и тепловложение в сварное соединение меньше, ктому же шов ложится равномерно, а не скачкообразно и тепло распределяется равномернее. Благодаря чему в метале шва и околошовной зоне возникает меньше напряжений и деформаций, поэтому сварное соединение будет прочнее. Тоесть, при сварке в метале шва и околошовной зоне, кто то может с умничать и сказать, что эта зона называется ЗТВ - не надо, я это знаю. Так вот в метале шва и околошовной зоне образуются, напряжения и деформации, которые не только влияют на прочностные характиристики соединения, но и могут приводить к дефектам, таким как горячие и холодные трещены. Так вот, чтобы уменьшить эти самые наряжения и деформации в металле, следует варить без отрыва. А еще для снижения напряжений и деформаций, трубы начиная с 219 варят два сварщика(одновременно), причем в определенной последовательности, а трубы с d 530 четверо. Это если соблюдать технологию, хотя как показывает практика технологию соблюдают мало где, у нас на газопроводах пока еще соблюдается, но и то не вся. Вернемся к с отрывом или без - Белаз в 5м посте верно заметил варите где как можете, ибо нельзя сравнивать ремонтируемую гнелую трубу,где давление врятли превысит 10кгс и газапровод от куста до компрессорной станции работающий при -50С, с рабочим давлением 250кгс. Мое лично мнение варить надо без отрыва - так меня учили(переучивали), так от меня требуют и это согласно технологии. [Конечно я соглашусь с любым, кто скажет, что нет смысла варить без отрыва старый ржавый глушитель и его следует заварить, запаять, заплавить как получится] P.S. Видно сейчас опять попрет жесткая критика, найдутся знатоки материаловедения и металургии, начнется обсуждение кристализации и всяко различных деформаций. Опять вспомнят иесуса и Дедушку Ленина приплетут Петра I и тд и тп. Ксожалению в дебатах участвовать не буду,ибо нахожусь на Ямбургском месторождении и инет только через телефон.А писать емкие посты с телефона не удобно. Если не лень будет пофотаю на телефон свои стыки чтонибудь еще, и по приезду домой выложу. Всем досвидания! Люблю, целую, жду гостинцев.1 балл
-
Вот мой , работаю им уже 2 года . Недавно сварганел , уж больно я к ним привык Про запас
1 балл
-
Электрододержатель для ручной дуговой сварки DE 2300 (Германия).Нагрузка.......................300 A.ПВ...................................60% .? электрода................2-6.3 мм.Сварочный кабель...35-70 мм2.Гайка крепления........М8 Овальная теплоизолирующая рукоятка. Жесткая фиксация электрода в четырех положениях Изоляционные материалы, выдерживающие высокие механические и технически нагрузки
1 балл
-
А почему такие тупые вопросы задаю?Сам мангалами занимаюсь.Варю иногда.Могу последний свой "шедевр" показать.Свояку на день рождения подарок.
1 балл
-
вопрос направлен больше на безопасность,чем на технологию и квалификацию.с любой топливной емкостью подготовительных работ больше,чем собственно сам ремонт, емкость не варится к раме,значит есть возможность ее снять для удобства работ из под дизтоплива. я лично не готовил,а делал так: шланг от мощного компрессора в емкость- непосредственно к месту трещины и спокойно работаю,но элементарно осушить все же нужно,например ветошью.с бензином сложней,убирать остатки топлива приходится особенно тщательно, потом шланг к выхлопной трубе,не просто в емкость ,а именно к месту трещины,мыть водой дело бесполезное,ремонт с заполнением водой и последующим наложением накладки успешно живет,трещину элементарно засверливают по краям,1 балл
-
Есть похожий вариант немного проще в изготовлении ..JPG]
1 балл
-
К сожалению при социализме нас не учили эффективно продавать свой труд. Поэтому сложилась такая практика, что труд высококлассного специалиста на рынке стоит столько же сколько стоит труд новичка. Многие работодатели этим пользуются. Как только классные специалисты подают голос их тут же увольняют и набирают новичков. Итог такой практики - фирма разваливается. Но постепенно ситуация меняется. Нужно искать нормальных работодателей, но на это уйдет уйма времени.1 балл
-
Ребята, расскажу Вам то, что сам вообщем то изобрел. Варить чистым аргоном можно полу автоматом нержавейку. Все дело в сопле. Его следует заказать токарю на выходе что бы размер был его 22 мм, у стандартных 14 идет. Тем самым защита лучше и еще, не забываем открывать подачу аргона побольше,для этого подойдет наш кислородный редуктор, еще советского образца, импортные не подойдут для этого, так как имеют выходную подачу база максимальную ниже, чем наш. Поверьте, не один километр заварил. Емкости, просто листы толщина 6-12мм, как в потолочном угловой и нахлесточный, так и вертикал, можно и поднимать и отпускать, только когда сверху вниз сложность заключается в том,что бы подобрать ток, скорость сварки и подачу проволоки. Спорил со мной один технолог с не без известного завода Комсомолец, пока сам своими глазами не увидел швы, просто Он не хотел мне делать сопло, Говоря,это тебе ни че не даст, заказал сам, и показал вещи! Тот говорит,всю жизнь живу Но такое первый раз вижу. Век живи век учись, сам себе Он добавил. Скажу честно, не у каждого это получается, металл очень капризный и с ним приходится туго, Но и его можно понять в среде аргона и привыкнуть, правда коптит конечно, Но варить друзья, МОЖНО! Не хвалюсь, когда ушел с одного завода, где львиную долю стыков вываривал подобным способом и те кого научил, тоже ушли, теперь там используют смесь аргон кислота, долго пытались другие сварщики повторить наши результаты. Все это осталось в прошлом. Жадность фраера... По старой пословице. Завод на грани развала.1 балл