Лидеры




Популярный контент
Показан контент с высокой репутацией 16.05.2012 во всех областях
-
ТВА-40. Конус приварен к обечайке в нижнем положении, толщина 10мм. Обратная сторона. Фланец 280мм в вертикальном положении. Проволока св08г2с ф1мм газ микс 2.
 5 баллов
5 баллов -
Особенности работы сварочных инверторов от автономных источников электропитания Особенности работы сварочных инверторов от автономных источников электропитания В последнее время появляется все больше автономных установок, оборудованных сварочными постами. Это различные передвижные ремонтные мастерские, аварийные машины и т.п. В них на различные шасси установлена коробка отбора мощности с генератором или дизель - генератор и различные потребители, в том числе - сварочные посты. Нередко предпочте-ние отдается инверторным сварочным аппаратам из-за их сравнительно высокого КПД (10 - 15 кВт при токе сварки до 250 А) и небольших габаритах и массы. К сожалению, производители подобных машин часто довольно формально подходят к их комплектации, ограничиваясь подбором генератора и сварочных источников исходя только из мощностных характеристик. Зачастую это приводит к выходу из строя сварочных аппаратов, а не редко и самих генераторов. При работе сварочных инверторов от автономных электромашинных источников электропитания необходимо учитывать особенности и тех и других. Так, при индуктивной нагрузке (сварочный трансформатор), внешняя характеристика синхронного генератора имеет резко падающий характер, причем с уменьшением cos падение напряжения усиливается (рис.1, X>0). При активно-емкостной нагрузке (сварочный инвертор) cos опережающий и с ростом потребляемого тока напряжение возрастает тем сильнее, чем меньше cos (рис.1, X<0). При U=0 (короткое замыкание) все характеристики пересекаются в одной точке, соответствующей значению тока трехфазного короткого замыкания. Поскольку большинство потребителей имеют активно-индуктивный характер потребляемого тока, изготовители генераторов вводят дополнительную положительную обратную связь по току для компенсации падения напряжения на нагрузке. Т.е. с ростом тока в нагрузке генератор повышает напряжение. Инверторные источники, как потребители, имеют емкостной характер, поэтому с ростом тока в нагрузке напряжение возрастает, а наличие положительной обратной связи по току при-водит к еще большему росту напряжения. Результатом может быть выход из строя инвертора или самого генератора из-за перенапряжений. Структурная схема типичного инверторного сварочного источника представлена на рис.2. Трехфазное напряжение выпрямляется неуправляемым выпрямителем В и сглаживается емкостным фильтром CФ. Инвертор И преобразует постоянное напряжение в переменное повышенной частоты, которое понижается трансформатором и выпрямляется неуправляемым выпрямителем, а далее, через индуктивный фильтр LФ поступает в нагрузку RН. На рис.3. приведены осциллограммы линейного напряжения на входе обычного инверторного источника (ток сварки 150 А) при питании от синхронного генератора АД-30 мощностью 30 кВт. Емкость конденсатора фильтра CФ равна 40 мкФ. Как видно, кривая линейного напряжения имеет значительные искажения, а амплитуда превышает 700 В. Уменьшение емкости фильтра в 4 раза снижает амплитуду линейного напряжения до 610 В, но в кривой потребляемого тока появляется высокочастотная составляющая, равная частоте инвертирования, что, конечно, не желательно. С ростом потребляемого тока действующее значение напряжения генератора возрастает, причем приращение напряжения зависит от соотношения потребляемой и номинальной мощности генератора. Так при питании 4-х обычных сварочных инверторов с суммарной потребляемой мощностью 34 кВт от генератора БГ-100 оно составило 10 В, а при питании такого же количества инверторов от генератора БГ-60 составило 40 В, при этом амплитудное значение линейного напряжения возросло с 540 до 696 В. Генератор БГ-30 допускает нормальную работу только одного обычного инверторного источника без принятия дополнительных мероприятий. Именно по этой причине многие изготовители инверторных источников указывают, что суммарная потребляемая мощность не должна быть больше 50% номинальной мощности автономного генератора. Возникает практическая потребность либо заказывать генераторы с корректорами напряжения адаптированными для работы с активно-емкостной нагрузкой, либо использовать серийно выпускаемые генераторы с двойным запасом мощности, либо приспосабливать инверторы для обеспечения нормальной работы. Первый путь потребует более значительного времени, второй ведет к неоправданным затратам. Рассмотрим некоторые разумные варианты решения этой проблемы. Снижение напряжения холостого хода генератора с 380В до 350 - 360В и повышение частоты до 52 Гц позволяют обеспечить нормальную работу источников. Например, при питании 4-х источников с потреблением по 12-15 кВт от генератора БГ-60 линейное напряжение возрастает до нормальных 380 В. Это решение приемлемо для генераторов мощностью от 60 кВт, но не всегда работает на генераторах меньшей мощности. Включение дополнительной нагрузки в виде сушильных шкафов мощностью 4 кВт снижает приращение напряжения на 4В при питании от генератора БГ-100, а при питании от БГ-60 на 74В. При этом лучше иметь на каждый сварочный пост свою электропечь, а их работу организовать так, чтобы они потребляли электроэнергию от генератора непрерывно в соответствии с [2], когда выключение терморегулятором одной электропечи сопровождалось бы включением другой. Такой путь несколько ограничен в применении. Включение последовательно в каждый сетевой провод индуктивности и увеличение емко-сти Сф позволяет обеспечить работу двух источников с потреблением 12-15 кВт от генератора мощностью 30 кВт. Такой вариант решения требует дополнительных фильтров и вмешательства в сварочный источник. Для устранения искажений напряжения генератора и уменьшения высокочастотных гармоник необходимо введение радиофильтра и сглаживающих конденсаторов в соответствии с рекомендациями завода изготовителя генератора и [3]. В ряде случаев необходимо модернизировать регулятор напряжения генератора (блок корректора напряжения), так как при дуговой сварке могут возникнуть низкочастотные колебания напряжения, при которых мгновенные значения напряжения генератора превысят допустимые для данного типа инверторного источника. Например, вместо положительной обратной связи по току ввести отрицательную и изменить параметры корректирующих звеньев регулятора. Это требует вмешательства в генератор и не всегда приводит к желаемому результату. Использование в инверторе LC-фильтра вместо емкостного благоприятно сказывается на работе генератора. Это позволяет исключить перенапряжения и полностью использовать мощность генератора. Инверторный источник для сварки покрытыми электродами ДС 250.33 предназначен для работы в тяжелых трассовых условиях, снабжен встроенными LC-фильтрами и адаптирован для работы от автономных генераторов.Источник: Гецкин О. Б., Кудров И. В., Яров В. М. Особенности работы сварочных инверторов от автономных источников питания / / Сварочное производство. 2004. № 4. С. 53 – 55.4 балла
-
сегодня по экспериментировал с радиатором, в двухуровневом режиме, удобственно. Нагреваешь стартовым током, потом переходишь на основной, потом не прерывая дуги, что бы не расплавилась стенка, уменьшаешь ток до матового цвета алюминия, и опять нагреваешь основным током. Стенка не плывет. Пока не понял импульсную работу.
3 балла
-
som а я уже кучу лет истекаю слезами..одна барышня продавала двушку горизонталку курковку 32 калибра..ну такая милая ружбайка..причем на моих глазах шибанула ей по белке с 10 метров и снесла ей голову..шубка целая...стоит над трупиком и плачет а мужики ей рецепты сьёма шкуры травят...в общем от такого шока она и продала пуху..и я теперь плачу что не поспел к продаже((( а вот на ура охотничья байка моего папаши...жил в нашем городе один великий чингачгук что мочил белок "ажно ф глаз" слава по окраине лютая..и был этот коренной индеец такой крутой что ходил на охоту только один (ишь хайзе рэмбо унд мишу один голыми руками капут) но както в лесной сторожке стрелканулись мой батя и этот яйцелоп вождь остолопов...у рэмбы полный ворох белок.все как одна "убитые ф глаз" ...и тут мужики догоняют что а выстрелов не слышали..индеец с 16калибром...стволы чистые...а с 16 калибра одной дробиной белку в глаз-кучность не позволяет..в общем наш легендарный оцеола ловил белок на силки и моргалки им пробивал гвоздём..вот так рождаются мифы а ещё когда пахал в "кодаке" печатнул одну фотку (жалею что дубль себе не сделал) мужики походу ездили к Норильску и вальнули мэдвэдя...и фотались с добычей...мочка носа у мишы была размером с голову человека...я никогда не видел таких крупных зверюг..причем это был бурый..такую шайтанаму повстречать мой батя тоже один раз встречался с дядей мишей..батя наверно никогда в жизни так быстро не бегал...ну и дедову ружбайку там посеял..эх..растет где то сейчас в глухомани рощица курковых двухстволок и ещё байка про технику безопасности с огнестрелом...гуляем по лесу предками потомками..мы-малышня свалили играть в войнушку...дядя пошёл нас искать и решил попугать..стал рычать как медведь...батя в лагере напрягся-в лесу дети напоролись на медведя..хвать ружбай и двинул нас спасать..а мы козявки только и услышали..сперва рёв медведя..и минуту спустя..кытихххх...кытиххххх..бежим в испуге в лагерь..а там наши предки..бледные..дробь из себя выковыривают3 балла
-
Такая же ситуация произошла и со мной. Три года назад в Камышинском водоканале начал наплавлять латунь в аргоне на зеркало задвижек ,так они даже должностную инструкцию переписали. Я и напарник написали по собственному,я ушел ,а он сконючил, пыхтит и сейчас за ту же зарплату в 12000. Хоть и Шацкова (директор) давно сняли,а никаких прибавок за цветник нет и думаю не будет. Любит работодатель нашу инициативу,а вот оплачивать ни кто не хочет.3 балла
-
Это действительно, пагубная привычка. В резаках и горелках установлены инжеторы. Их задача - подсасывать горючий газ чтобы не образовывалась смесь до инжектора. Если при поджиге открывать сначала горючий газ инжектор не работает, газ попадает в доинжекторную зону и при определенных условиях там может рвануть. Что мешает слегка (на 1/4 - 1/3 оборота примерно) открыть кислород (заработал инжектор), потом горючий газ, поджечь смесь и отрегулировать пламя? Скорее всего не правильно учили. Им так удобнее. И практически никто не проверяет эту пресловутую инжекцию, хотя в инструкциях пишут о необходипости периодической проверки. Но все это до случая. Несчастного. Мне приходилось видеть в клочья разорванные шланги и стоящего рядом заикающегося сварщика с обожженными руками и бровями.2 балла
-
Да, чего там приклад, корешок мой вообще заснул! Я с ним частенько, на утей да фазанов гоняю.
2 балла
-
Как не назови лишь бы нормальная была для работы (женского рода ?), а слово присадок вызывает ненормальный осадок . Если не во множественном числе .1 балл
-
Про шабрение суть в том,что "перед сваркой обработать напильником".1 балл
-
Гыыыыыыыы!!!! А мы, когда надо снять для сварки сдвоенное колено выхлопной системы (для этого надо автобус аккуратно подогнать задом на край смотровой ямы) орём гонщикам (водилы, перемещающие автобусы по территории парка): " Повесь задницу на яму, чтоб штаны снять!!!" Табельщицы в экстазе!1 балл
-
А сила действия магнита при нагревании не ослабевает? Идея ,в принципе,хорошая. Для прямых резов одно время использовал профильную трубу с заглушенными торцами и приваренным сверху штуцером - для залива воды,но надо учесть,что вода иногда "плюётся" через штуцер.Проблема всех направляющих,это их коробление в ходе резки,не один швеллер и уголок ушёл в утиль.Эта приблуда у меня проходила довольно-таки долго,пока один "пользователь" не использовал её на сухую.А для фаски в качестве направляющей подходит уголок - и опора, и угол постоянный.Ну а для круга-циркуль.1 балл
-
Вставлю и свои пять копеек) Самые паршивые держаки с которыми приходилось работать это "Сатурн",что 500 что 250 амперники это просто ужас, зажим никакой- электрод не держится , пластмасса плавится легко, обработка канавок отсутствует-рельеф напоминает горный хребет))) Самый лучший что был это "PRAGMA-3" крепчайший зажим(3 сваренных последовательно электрода держал хорошо,а это электрод длинной более метра :crazy: ) только вот крепких падений боится, пластик хоть и прочный но раскалывается. А на прошлой неделе привезли опять нонейм(, штамповка из миллиметровой стали с нанотонким меднением и почти полным отсутствием канавок под электрод .Пришлось сразу разбирать,напаивать медь и самому резать канавки, но всёравно на токах около 200 А греется очень сильно.1 балл
-
К швам претензии всегда могут возникнуть даже там, где применяются готовые смеси и путЁвое оборудование. Интересней увидеть эти самые швы в самодельной смеси и комментарии к ним.1 балл
-
Поднял руку высоко вверх и резко опустил вниз...Новую сочиню,исчо лучче будет.1 балл
-
Если честно, то я в этом отношении аболтус, потому что изредка и сейчас поджигаю возле металла, старая привычка даёт о себе знать. А так Helper прав, если поджигать смесь (а не один горючий газ), то и быстрее намного, и на ветру не тухнет.1 балл
-
Всегда так поджигаю (по правильному) и пламя не срывает, даже на ветру, на улице.
1 балл
-
А меня тоже взяли на мероприятие... за костром следить хи хи. (выезд после отхода воды после паводка)
1 балл
-
@АВН, эта тема в последнее время что только не пережила - удалялась, объединялась, перемещалась, чистилась. Единственное, что пока только не горела. Сделал пересчет всех тем и счетчиков на форуме. Дата там была верная указана, просто некоторые сообщения "потерялись". @svarnjuk, не во всем виновата опера1 балл
-
Иногда у нас в бригаде.... Всего два снимка с разрывом 30сек На второй паре снимков приготовление кофе в тайге.
1 балл
-
Это не моя но тоже легальная . все в основном перешли на 12 тый калибр. но для уток 16 самое то .1 балл
-
одна прихватка сверху и по бокам ниже середины, а с потолка сразу не отрывая и зазоры почти не стягивает, от 76 до 530. А вообще самый большой варил 1400, под просвет.1 балл
-
Вы правы.Варю под просвет с 1998г., отрыв электрода в нашем деле не любят,а вообще электрод любит движение и металл нужно видеть и чувствовать.1 балл
-
Автомат с какой характеристикой? В,С,D,....Номинал автомата я бы завышать не стал - раз под нагрузкой не выбивает. А вот заменить автомат на последующую характеристику и с тем - же номиналом будет правильно1 балл
-
По поводу смешивания газов кустарным способом всегда есть сомнения, иначе как объяснить высокую стоимость этих устройств, только поэтому коллеги будут мастырить все новые самодельные мешалки. http://смеситель газ...attach_id=509091 балл
-
Название темы правильное . а дальше перепутали . Это УОНИ для постоянного тока . а трансформатор переменного . (если на нём не установлены диоды) . если всё так то варить будет трудновато . электроды залипать начнут . варит конечно и так варили накручивая силу тока . но лутше (найдите . займите .купите) инвертор и на обратной полярности всё пойдёт . хотя прихватывать уонями не самый хороший вариант . надо с собой кусок наждачного камня держать . чиркать по нему обмазкой .1 балл
-
Мой знакомый коллега рассказал историю, как с ним поступил работодатель. Устроился он на черное трубье и варил по тихому спокойно и все было хорошо, в цехе было оборудование для алюминия, но пока не было заказов. Поц был принят чисто на трубу чернуху и нерж. Пришло время и заказы на алюминий, кто в прошлом варил его на заводе ушли из-за низкой оплаты, а коллега взял держак в руки и на лег на сварку, исходя из спортивного интереса, заворив несколько деталей отлично вспомнил металл, переплавку и красоту св.шва и положил держак, в общем на алюминий тоже, самоутвердившись так сказать. Начальству очень понравились швы и у них возник вопрос, почему он не продолжает варить алюм. Ты дескать бросай чернуху, мы на нее найдем человека и берись обратно за алюм. Но тот возразил, я же принят на чернуху, это изначальный наш договор и отходить от него не собираюсь, а по алюм., это уже другая цена. И они тут начали, ты сварщиком принят, ты должен варить все, эта твоя работа. Не хочешь работать, пиши заявление и свободен. Коллега говорит, работать с нерж. и чернухой стану, как и работал, а алюминий варить не буду. Все же выгнали пацана, пришлось уйти. Принцип-великая и безумная сила тупизны, бессмыслица и разруха, движимая жадностью1 балл
-
Случайно на старой флешке нашел фотографии, c буднями на севере Сахалина на фото 2,4,5 получилось так низко потому что делал захлестик одним эксковатором,одна плеть около 200 метров, другая около 80. На фото 6-лиса благодаря которой нас чаще снабжали новыми крагами, так как та любила очень таскать именно подгоревшие с запашком, умудрялась даже из вагончика стянуть, на обед тоже к нам приходила.
1 балл
-
Всем привет. Работаю на заводе, варю военные заказы, иногда даже на космос. В общем, работаем на старом оборудовании, для сварки алюминия используется в основном ТИР. Электрод используем только чистый вольфрам, который имеет зеленоватый оттенок В общем за полтора года работы, узнал целую кучу нюансов по сварке алюминия. И хотел рассказать про природу возникновения трещин околошовной зоны. Как когда то мне объяснили наши умные теоретики, поверхность алюминия которая покрыта окисной пленой находясь на воздухе насыщается водородом который и является причиной возникновения трещин. Поэтому перед сваркой некоторых деталей, особенно тонких, необходимо выполнять сушку при температуре около 2000С и в течении часа ну и при возможности под вакуумом. А после этого выполняется зачистка, причем зачистка выполняется только шабрением, никакие щетки и болгарки не уберут полностью окислы. Это все рассказал для тех кому требуется высокое качество шва. При соблюдении всех условий шов будет идеальным и под рентгеном и при испытаниях на герметичность.1 балл
-
Посмотрел ссылку ещё раз. Ну это у меня история как с инвертором получается что ли??? Если тут купил за 17,000 руб то в интернет магазине в Москве 8,000 руб. И вот маска Спедглаз 100 V тут 10,000 руб то предпологаю что она в Москве будет под 4-5 тыс руб. Значит этот "Хамелеон" ESAB Origo-Tech 9-13 не такой уж и дешевый по сравнению с спедглаз. Ё маё может выписать. Вот за ворота расчитаются и как раз мне хватит. А то на спедглаз за 10,000 руб мне как то далеко.1 балл
-
Всё зависит от требований аттестационного центра:область аттестации,используемые св.материалы и подобные серьёзности.Если допускают сварку рутилом,то,соответственно,от "безотрыва" придётся отказаться-потому как нереально сие сварить напроход из-за особенностей этого типа электродов.А если требуют вести сварку основным типом св.электродов,то "частые прерывания" являются нарушением технологии сварки-возможны "косяки" шва и налицо неправильные режимы сварки и низкий уровень квалификации.1 балл
-
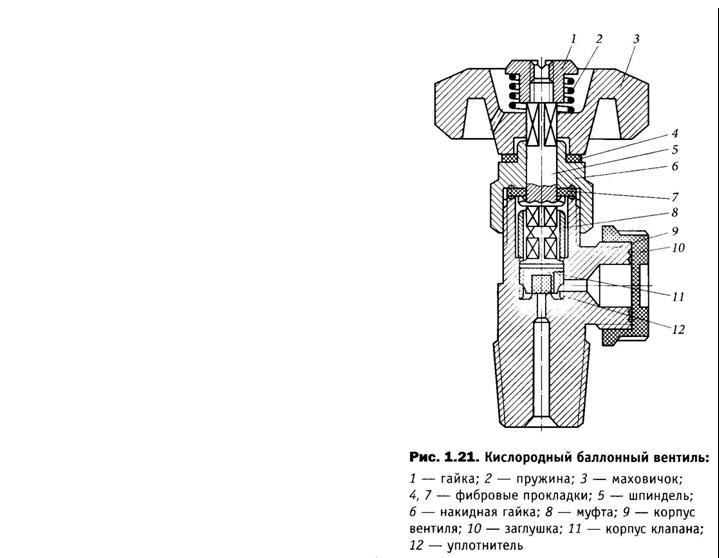
Прокладка №7, при затяжке накидной гайки №6 она обжимает шпиндель №5. Если прокладку сам будеш изготавливать бери паронит толщиной 2-3 мм, отверстие под шпиндель делай чуть меньше, что бы на шпиндель прокладка одевалась как можно плотнее.1 балл
-
Ещё можно,сначала попробовать подтянуть накидную гайку-(6)и сверху гайку-(1),в большинстве случаев помогает,если эффекта нет-то тогда как советует tig1 балл
-
Скорее всего просто обменял пустой балон на полный. А там прокладка вентиля "убитая". Вот и травит. Вентиль снять, отвернуть колпачек, заменить прокладку.
1 балл