Лидеры




Популярный контент
Показан контент с высокой репутацией 01.04.2012 во всех областях
-
С тех пор как запустил отопление в доме обноружилась серьезная проблема - при отключении электроэнергии , что бывало несколько раз за зиму , отключается и отопление . Бензогенератор покупать - накладно , и морока. Решил сочинить ветрогенератор , для начала небольшой мощности . Пару недель по нету лазил и в течении недели в свободное время на работе собирал. Так как вариант пробный , особо не продумывал и красоту не наводил . Но всеже получилось в итоге очень даже ничего - расчитывал для зарядки 12 В , 7 А/ч аккумулятора. Зарядка начинается на ветре 2-3 м/с . На 7 м/с ток зарядки 0.8 - 0.9 А. Диаметр винта 1.3 м. (мощноватый получился винт для такого гены) Однофазный , 12 катушек , 12+12 магнитов 15/5 Защита опрокидыванием. Итогом доволен , осталось покрасить его какследует ,этот генератор пойдет в сад как и расчитывал в случае успеха . Вот теперь думаю какой генератор применить для зарядки аккумулятора покрупней.
 7 баллов
7 баллов -
Высшее образование (техническое,сварочное пр-во) может понадобиться,если Вы планируете стать ИТР (мастером,технологом или инженером по сварке).Лучше учиться в базовом ОУ той отрасли,где хотите работать.Закончить "абы что",чтобы работать "абы где" не лучший вариант.Для сварщика достаточно диплома о окончании профтехучилища,сертифицированных курсов и т.п.Но дальше как повезёт,я знаю хороших сварщиков с образованием в 8 классов и плохих мастеров по сварке с законченной ленинградской "Корабелкой".Карьера зависит от личных качеств,а не от образования.3 балла
-
Краткое руководство для переговоров со сторонними организациями. 1)Отказ:"Если не хочешь что-то делать,заломи такую сумму,чтоб сами отказались от услуг.Как дополнительный бонус-больше никогда обращаться не будут". 2)Гарантия:"Гарантия истекает в момент вывоза изделия с места изготовления.Ремонт негарантийного случая происходит на условиях двойной оплаты и второго пункта "Краткого руководства". 3)Оплата работ по изготовлению опытного образца:"Первые две прихватки выполняются бесплатно.В стоимость третьей прихватки включаются первые две.Прим.:прихватки могут выполняться двумя способами.а)кое-как б)как нибудь". 4)Сроковый график:"При срочном изготовлении партии изделий качество сварки напрямую зависит от заготовки и качества сборки.Поэтому оплата сварочных работ авансируется и не зависит от качества сварки". 5)Обязанности сторон:"Сварщик всегда прав,а заказчик обязан выполнять все его прихоти". Комментировать не буду,но успешно применяю с 1999 года.2 балла
-
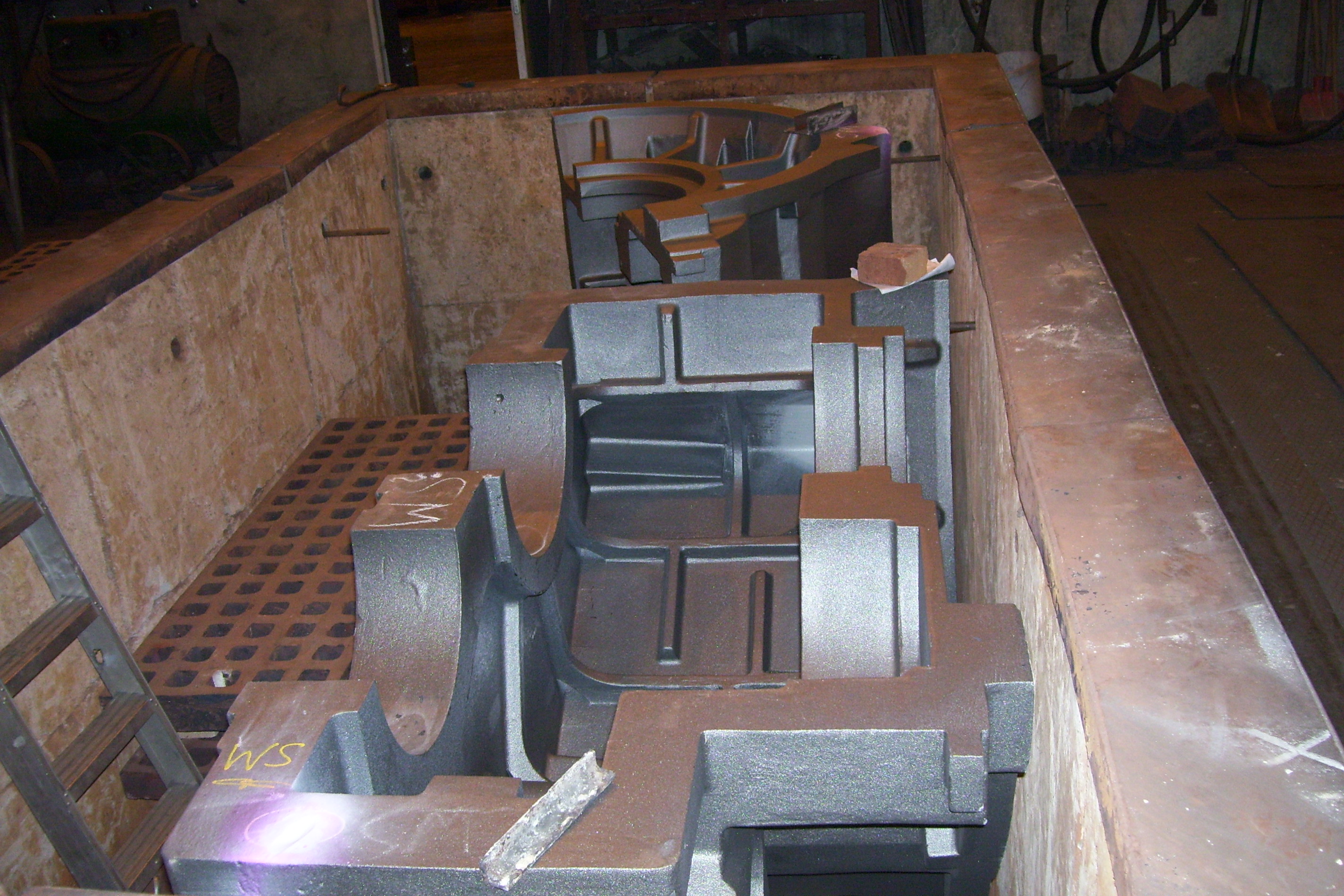
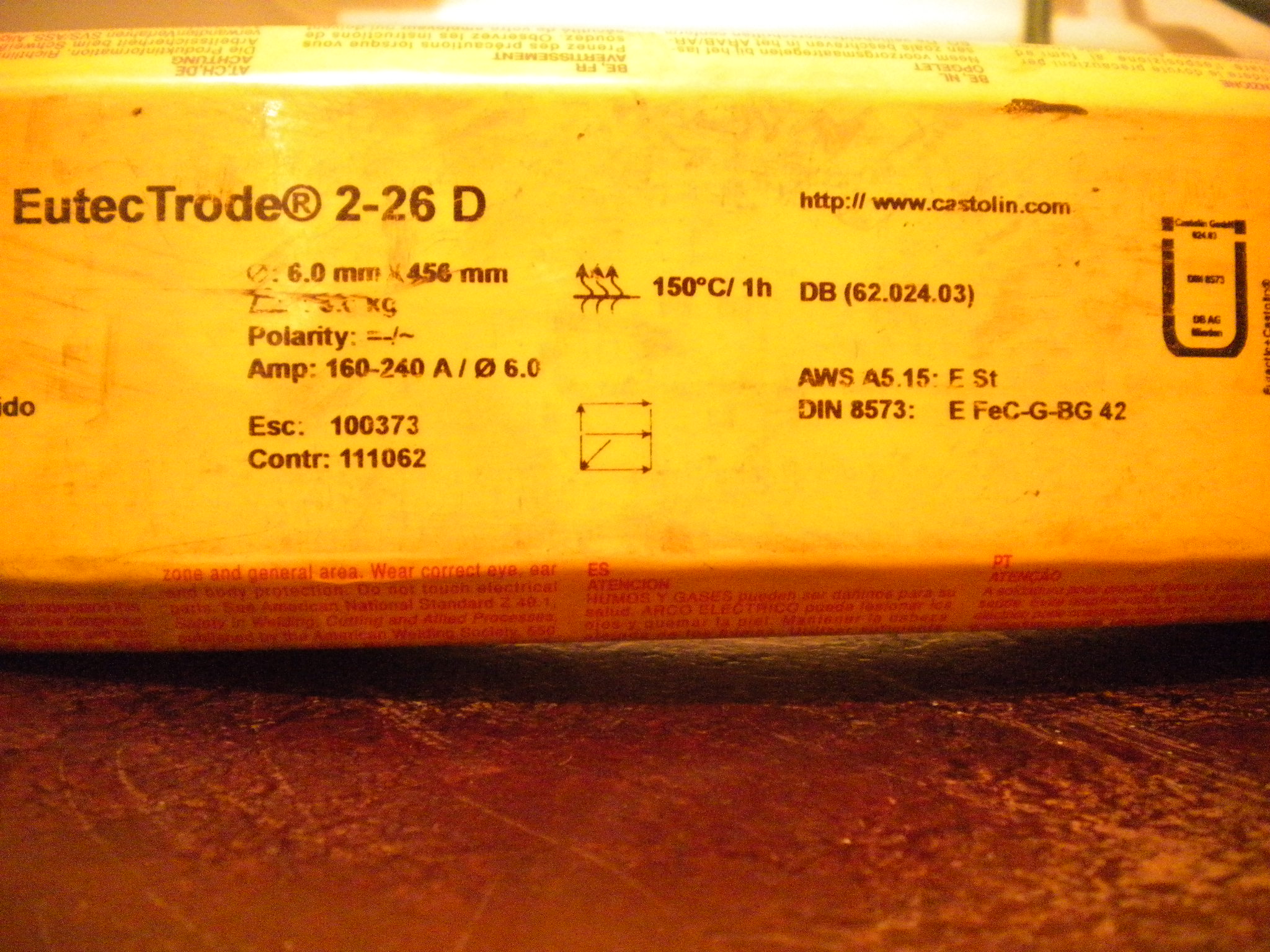
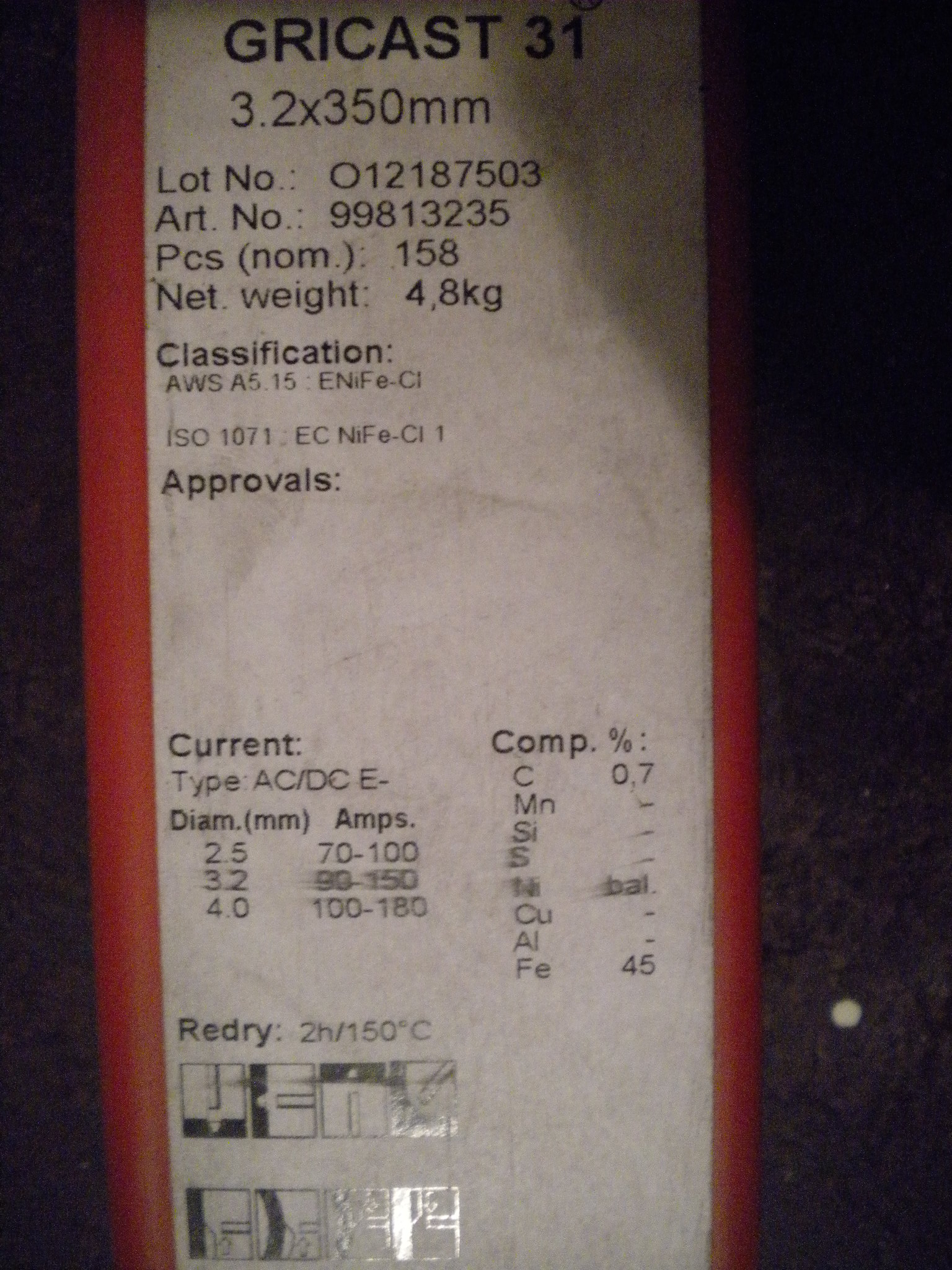
Посмотрел способ сварки чугуна у Spec.Тоже очень понравилось.Для малых деталей отличная идея.Я варил в основном большые детали.На горячую.Я варил электродами.Всеми тремя способами-холодный,полугорячий и горячий.Выкладываю свои фотографии.Первые четыре фотографии-сварка на холодную.Следующие пять-сварка на горячую в печах.Затем идёт шкафы управления подогрева печей.Затем идёт шлем с фильтром для сварки на горячую и потом простой шлем для сварки на холодную.И последние-электроды,которыми мы варили.
1 балл
-
Да я бы рад не браться,но когда он груженый и товар портиться,а водила чуть не плачет и готов заплатить любые деньги лишь бы доехать,приходится. Не очень хочется чтобы потом обо мне плохо отзывались. Сегодня варил ось на "Скании" (переломилась в десяти сантиметрах от рессоры) сделал все как описал Миротворец, только электродом LB и разделывал болгаркой .На разделку и сварку ушло почти четыре часа с перекурами и переодеванием (весь день дождь) особое внимание уделил корню.Водитель обещал позвонить через недельку.Груз 38 тонн.1 балл
-
Брат помощником машиниста работал, рассказывал. Вызывают машиниста электровоза к начальству за не санкционированную остановку на путях. Он оправдывается, " Товарищь начальник, коровы ,шпала им в задницу, ссуть и ссуть беспрестанно на путях, вот и буксанул состав маненько.1 балл
-
А я опять про EWM http://evrotek.spb.ru/catalog/welding/MIG-MAG/3746/ раз ограничений нет. КЛООС интересен,довольно крут,возможности впечатляют......1 балл
-
Перешли на угольные лепестки, чаще меняем.1 балл
-
Всё правильно и главное корень должен быть проварен по всей длине разрыва иначе порвёт снова.1 балл
-
Старый сварщик Козлов корявыми буквами пишет заявление,а молодые друзья под руку советуют.Читает результат:"Прошу Вас предоставить мне день **.**.**** года за свой счёт с последующей отработкой,за ранее отработанное время **.**.****г". Всё правильно?..Только что вошедший сварщик, с ходу советует внизу поставить подпись:"На этом целую Вас,Козлов.Дата и подпись".В смысле: вас (во множественном числе)- козлов... p.s. В общем хохоте как-то потерялось,что слишком жирно будет один день одновременно и за свой счёт,и с последующей отработкой,и за отработанное.А фраза так в обиходе и осталась...1 балл
-
Прям "народная сказка":"Данный сварочный аппарат изготовлен по высококлассной инверторной технологии. Благодаря мощным компонентам MOSFETS и PWM технологиям, несмотря на компактность трансформатора, данное оборудование очень эффективно в работе. Оно имеет следующие характеристики: стабильные показатели, надёжность, легко переносное, эффективное и с низким уровнем шума. В процессе работы в режиме TIG данное оборудование характеризуется постоянным выходным сварочным током, который не меняется от изменения длины дуги. При коротком замыкании электрода, напряжение дуги автоматически снижается до 0 Вольт, что не позволяет повредиться электроду и избавляет от загрязнения свариваемый металл".1 балл
-
Brima TIG 180A http://www.midasot.ru/catalog/c2/g64/tig180a/ В г. Кемерово его стоимость составляет 11 860 руб. В интернет-магазинах можно его найти в пределах 10 000р.1 балл
-
@alek956 Здравствуй. Почитал...Порадовался за тебя. тема мне очень близка. Сходу вопрос: почему не в тему "электрогенерация"? Тоже скоро буду мудрить генератор на дачу. У меня в наличии автогенератор от "Бычка" 14V 90А (примерно 1200Ват). Диаметр винта будет 2.5 - 3 метра. 5 лопастей. Цепной мультипликатор (антипод редуктора) для выхода на 2000 - 3000 оборотов на валу генератора. Втулку винта снабжу системой изменения шага винта ( автоматическая установка угла атаки лопастей + "флюгирование" при ураганных нагрузках, "вытягивание" при малых ветрах). На твоём ветряке советую хвостовую балку удлинить в 1.5-2 раза, слишком малое плечо для стабилизации по "рысканию". Почему я выбрал генератор от "Бычка"?- да у него есть разъём для подключения 3-х фазного провода (мимо выпрямителя) это даёт минимальные потери тока при большой длине провода и его малом сечении, а уж выпрямительный мост можно непосредственно у батарей соорудить. Вот такие пироги для зарядки аккумуляторов покрупней. Ваш Сом1 балл
-
Шов трескается в зоне термического воздействия, там где метал закалился. Я практиковался на предприятии где изготавливаются рамы для фур Вольво, Рено. Вся работа происходит по чертежам со строгим соблюдением технологий. Мне показывали фото рентгена и разрезов швов с дефектами, после того как выборочная рама была отослана в Швецию, где специалисты Вольво на стенде её проверяли. Рама должна была выдержать 2 миллиона циклов нагрузки, а лопнула на 56 тысячном. Но оговорюсь, это была рама которая была сварена только-только после открытия предприятия. Сейчас качество на высшем уровне. Мне кажется, если нет возможности провести необходимую подготовку, или не хватает мастерства, то лучше не браться за раму. Это лично моё мнение. без обид. А, ещё. Нужно обеспечить плавный переход на основной металл, чтобы небыло подрезов. Потому-что именно с подреза начинается трещина. Это я тоже видел на фотках. Удачи!1 балл
-
Это очень дорогой источник, удовлетворит любые требования. Можете поблагодарить немецкий народ. http://www.cloos.de/QINEO/ru/produkte/lichtbogen/pulse/index.php1 балл
-
Вы сначала расскажите, зачем Вы это написали, цитируя меня.... Это было мне адресовано? Вы где-то видели, что я сказал: "ОТК/Регистр и т.д. и т.п. обязан принять"? Я вроде ясно выразился, что от внешних воздействий, фактора случайности, человеческого фактора(можно еще поупражняться в фразеологии ) никто не застрахован..1 балл
-
http://www.invertora.ru/Svarochnyj-apparatinvertor-ine-poluavtomat-kmp460-p-2404.html1 балл
-
@владимир из камышина, Главная особенность это разделка кромок плазменным резаком(потому что ломаются обычно там где даже резаком сложно подлезать). Если нет возможности проварить корень, то за сварку рам лучше не браться. Первый проход проварка корня; ток 100А проволока Св08 1,2мм газ смесь Ар + СО2 20% короткими валиками с лева на права поперек трещины с прерыванием дуги и не перегревая металл, но с образованием обратного валика. Второй и третий проход ток 110А точно так же но валики должны быть тонкие и перекрывать друг друга. Четвёртый проход ток 120А валик во всю ширину разделки с небольшим заходом на основной металл, валики плотные и в зависимости от теплопотерь можно сплошным швом, но не перегревая металл(3-5 валиков и прерывание дуги( если честно, то каждый случай сварки рам очень индивидуальный)). Пятый валик перекрывает в каждую сторону минимум 5 мм варится так же но без прерывания дуги. Шов получается широкий выпуклый довольно ровный. Вертикал варится только с верху вниз. Если клиент просит скрыть следы сварки, то пятый валик не варится. Таким способом варю с 1994г правда раньше с СО2 и проволокой 1мм, а ток такой же. Правда гиморно это и долго, иногда на 30см шва уходит целый день(с подготовкой).1 балл
-
Вредность будет зависеть от условий работы и зарплаты. Ваша зарплата будет зависеть от условий работы и квалификации.Квалификация будет зависеть от образования и опыта работы.Опыт работы везде требуется разный.У нас "адекватным специалистом" становятся через 5-7 лет.За границей достаточно трудно устроиться без опыта,квалификации и образования,в том числе знания языка.Условия везде разные и зачастую противоречивые.Извините за слишком общие ответы.Нужно учитывать слишком многие факторы...Будет больше конкретики в вопросах и ответы будут полнее.1 балл
-
рад что смог быть полезным1 балл
-
Это нормальная практика.Сначала вынесут мозги,потом обвинят в некомпетентности и передадут в другое место,а потом разрешат продолжить повторно загубленное "в другом месте" дело.Не принимайте близко... Можно ещё раздобыть бор-фрезу (машинку),тоже нужная и полезная штука.1 балл
-
СВП-2 d=1.2 СО2 .Вертикальный шов 52+3-1 на 12+3-1.Тупой угол: Подварочный шов:12+3 mm. Острый угол:1 балл
-
Прошу прощения, но это ПИПЕЦ! Практики, теоретики... Вы сами задали вопрос на который нельзя однозначно ответить. Фрониус или другой полуавтомат, можно и нужно настроить. Для заварки корня шва, специально покупают SТT2, от линкольна или аналоги есть у других производителей. Это как раз для труб, газ, нефтянка. Далее "заливают шов" обычным полуавтоматом. В таком случае вы получаете однозначно качественное соединение, но при ПРАВИЛЬНОМ выборе проволоки и газа. Если сразу варить трубы под высокое, т.е. без доподлнительной подготовки, то велика вероятность получение не 100% качественного результата (корень шва не стабильный или возможны не провары). Фрониус как и другие производители не делают полуавтоматов, которые сами вынюхивают шов и делают за тебя работу. И так и этак его надо настраивать. Брызги, поры, неровности и пр. это результат ошибок. Если применять смесь, то полуавтомат можно вывести на струйный перенос металла. В таком случае брызг нет и не будет вообще. Если капельный перенос металла, то от свойств источника будет зависить как сильно он брызжет, какой газ применяете и какую провлоку и конечно как вы ведете дугу. При первом разгорании дуги, так или иначе есть брызги. Далее если правильно настроено: скорость подачи, ток, проволока, газ, скорость ведения горелки, то вы будете получать постоянный шов без брызг и пор. Поэтому нужно всем понять что же вы хотели, т.е. какую консультацию. Либо ручником (ММА) либо полуавтоматом (МИГ\МАГ) варите, свойства металла есть свойства металла. Прекратили сварку для перхвата или смены дислокации, значит однозначно надо делать перекрытие и т.д. А практиков здесь более чем полно. И поэтому есть кому подсказать и помочь с вашей бедой. Чем больше конкретики в вопросе тем больше конкретных ответов.1 балл
-
Из-за второго стекла идет отражение на первое. Потому и двоится. Ставь одно стекло.1 балл
-
Отвечу на утверждение Pofigist'a по поводу того, что "техника сварки под давлением не существует!" Есть она, ента техника. Ее мне подсказал один очень опытный сантехник: Разжечь дугу на расстоянии 4-5 см от места потека, на длинной дуге медленно подходить к поре. Из нее повалит пар и она будет очень хорошо видна. Далее резкий и точный тычек именно в пору, с неменее резким отрывом. Если все правильно сделанно, то пора "заклепана". Перекрываем еще одним тычком и затем провариваем без отрыва. В этой технике нужна сноровка. Скажу честно, у меня получалось 50\50... А моему напарнику эта техника далась с первого раза и уверенно ей пользуется. А мне проще никуда не торопиться, а если уж (чего греха таить бывало раньше), то лучше спущу водицу и переварю )))1 балл
-
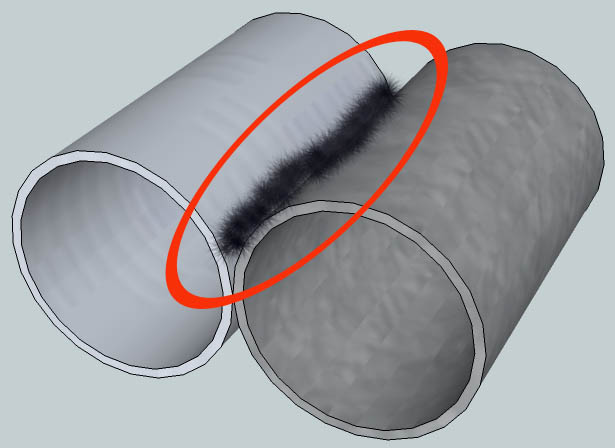
Мне почему-то кажется, что плохо варить, получается, из-за того, что я варю не ровный металл, а стык двух труб (см. картинку) т.к. пробовал просто сверху делать шов, вполне терпимо получается. Кстати пробовал варить с минусом на электроде, тои сегодня (второй день работы с инвертором ) я уже больше натренировался, тли и вправду варит лучше. А электроды МР3 древние дата выпуска апрель 2002 года, валялись в гараже сырые, просушил на печке стали более менее, только вот искры, почему то сыпаться во все стороны.
1 балл
-
Спасибо за понимание, насчет прочитал кучу книг это я конечно загнул! Купил сегодня держатель электрода за 150р. производства Израиля, посмотрим как теперь эта китайско-еврейское чудо заработает. Порылся в гараже и нашел всетаки бумажку от электродов, как оказалось это МР-3М и как написано в инструкции "минус на электроде", проверил провода на инвесторе, оказалось на электроде плюс. Как я понял если на электроде плюс то он греется сильнее, минус сильнее греется свариваемый металл. Но не пойму в каком случае куда прикручивать плюс/минус. Насчет того не вижу дугу или ванну, то ванну не видно, вижу дугу и дым вокруг.1 балл
-
AnaTolik Не понимаю, как это "не всегда бывает достаточно подачи проволоки "?... В таком случае должен прерваться процесс сварки из-за обрыва дуги. На том построена система полуавтоматической сварки: скорость подачи должна быть равна скорости плавления проволоки. В крайних, дурацких, пределах проволока либо утыкается в ванну, либо гаснет дуга... Скоростью подачи проволоки в небольших пределах от рабочей точки регулируется длина дуги: на короткой напряжение меньше, на длинной - больше. В первом случае перенос металла мелкокапельный, во втором - крупнокапельный. Величина напряжения прямо пропорциональна ширине шва. Это если не делать колебательных движений. А за счет их амплитуды и частоты можно наплавить сколь угодно высоту и ширину усиления отделочного слоя. Если у Вас получается настолько крупнокапельный процесс, что они попадают не в ванну, а в сопло, то это значит, что неправильно выбран режим...1 балл
-
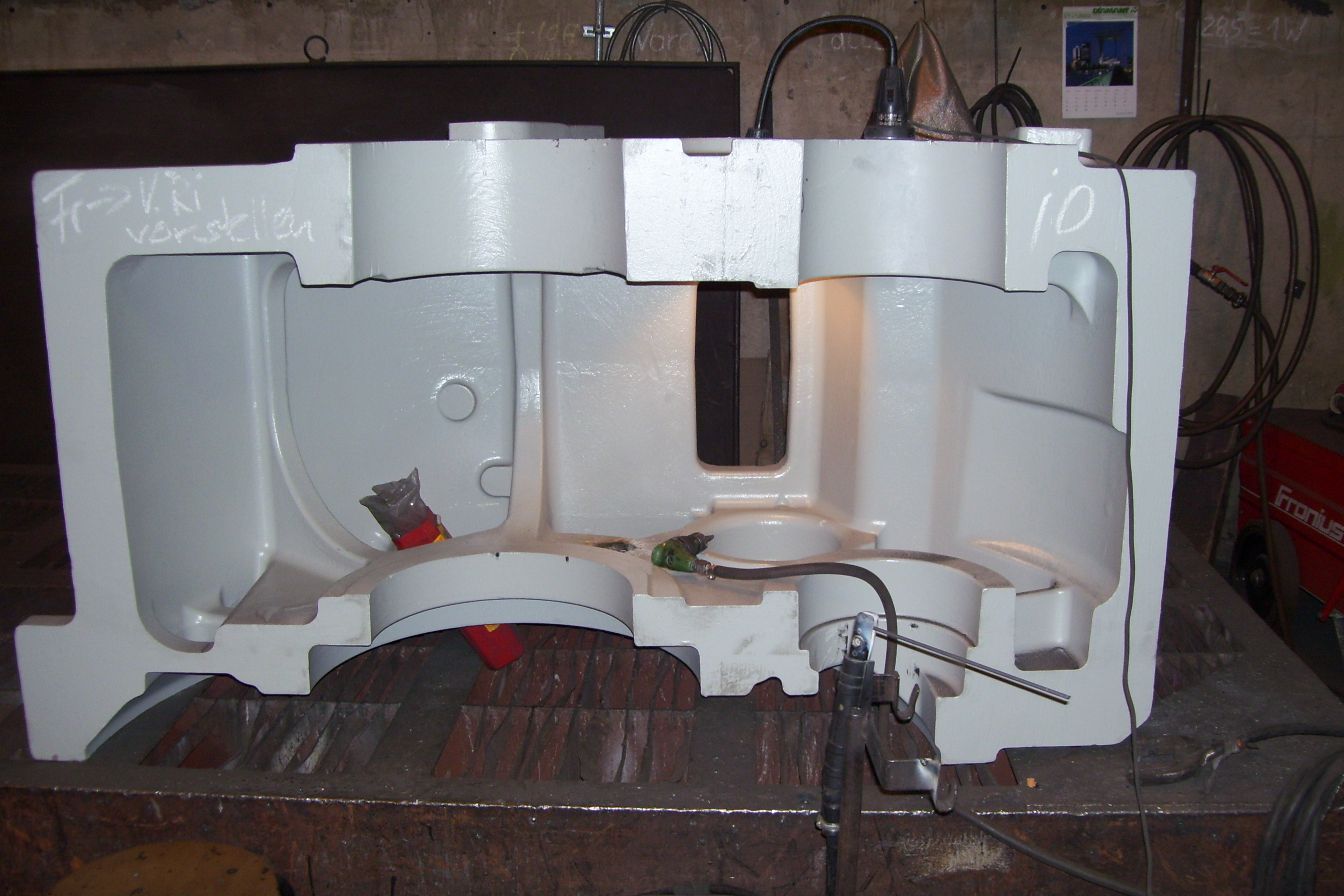
92.58 побыстрому (срочно ) варил , внутри корпуса куча шестерен и сальники , подогрел до 150 гр. и проварил с обоих сторон попеременно . Начал из нутри чтоб если и потянуло то "внутрь" - подгонки плоскости меньше . Так и получилось - слегка внутро потянуло .
1 балл
-
Сегодня чугунный патрубок варил. Выкладываю как пример сварки детали, где поводки практически не допустимы, оба конца соединяются с другими механизмами машины по плоскостям, их перекос при сборке создаст проблемы. Можно, конечно, кондуктор изготовить, но деталь единичная, стоимость изготовления кондуктора сопоставима с изготовлением новой детали из стали. Технология сварки подобных деталей описывалась неоднократно (напр. сварка коллекторов). Это разделка места сварки, высталление, предварительный нагрев резаком до 600 - 700С зоны сварки, сварка порошком ПР-НД42СР. Охлаждение.
1 балл