Активность
- Последний час
-
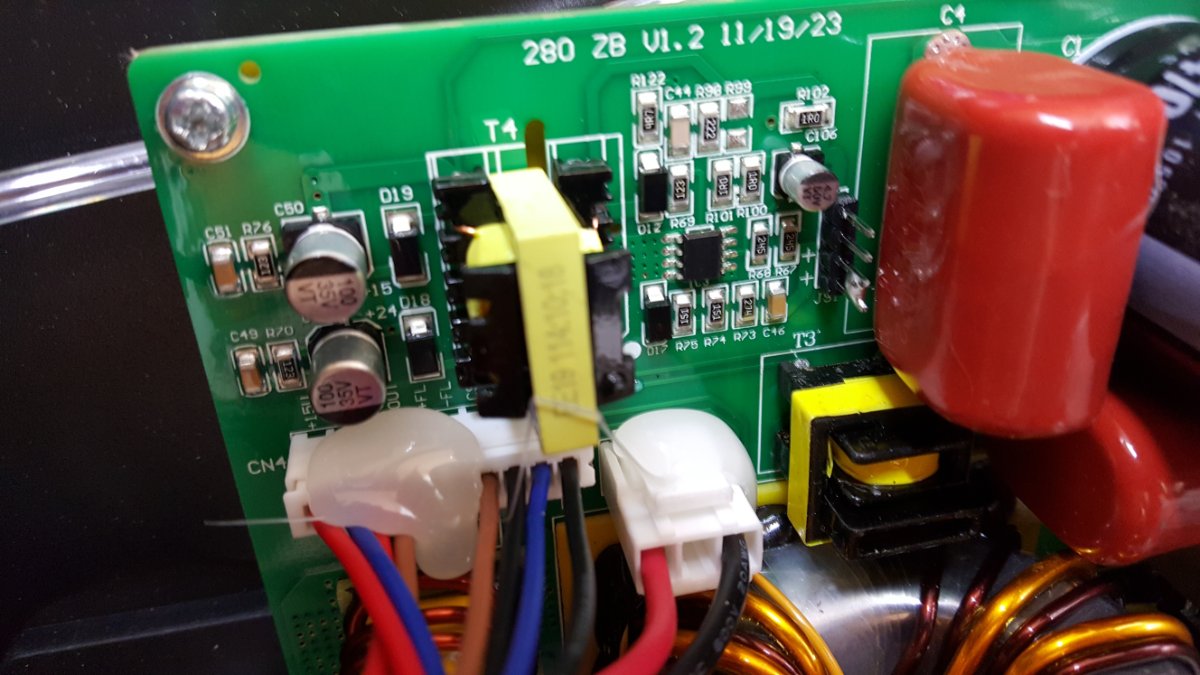
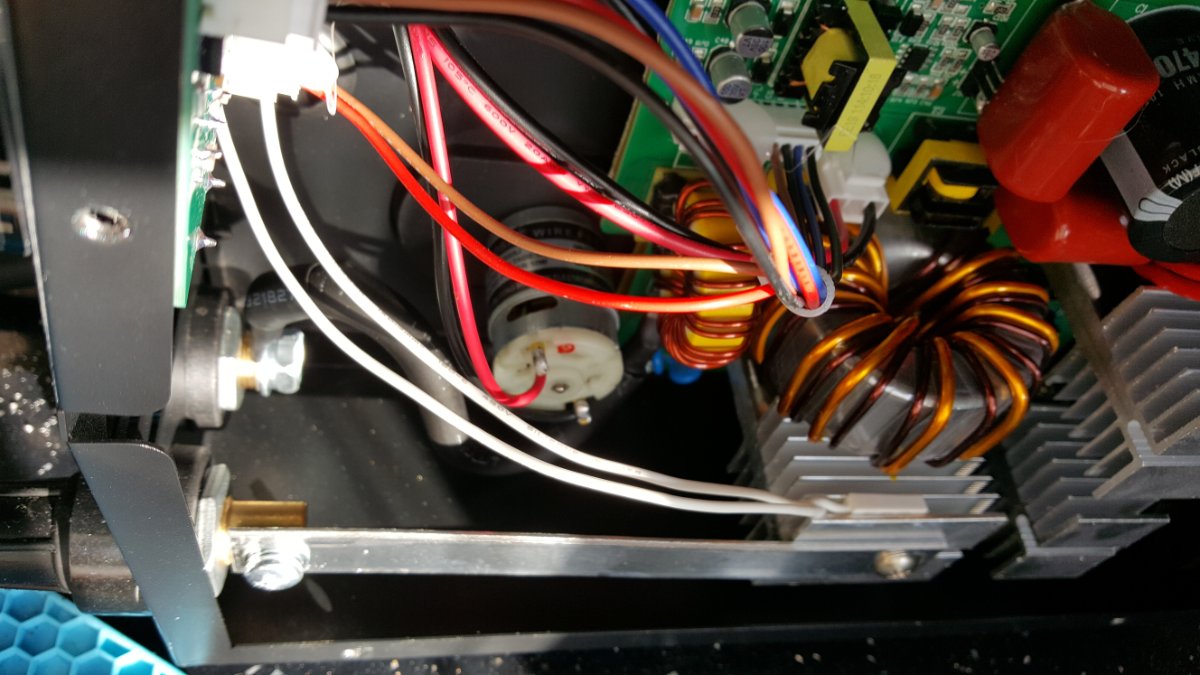
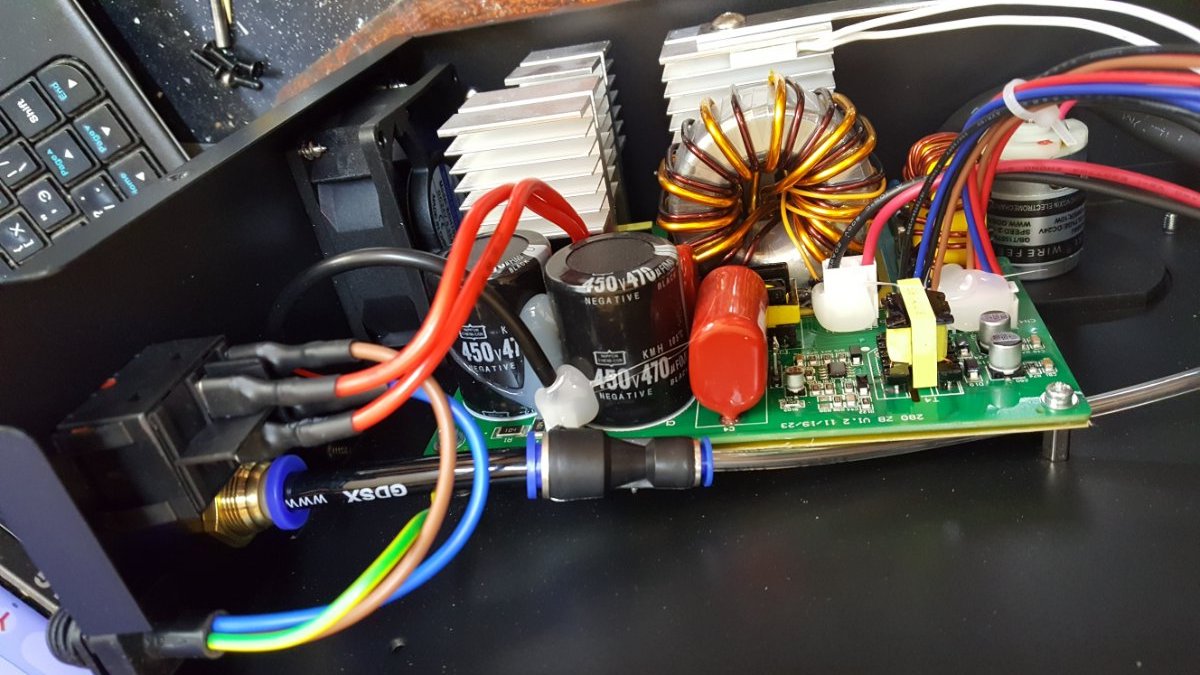
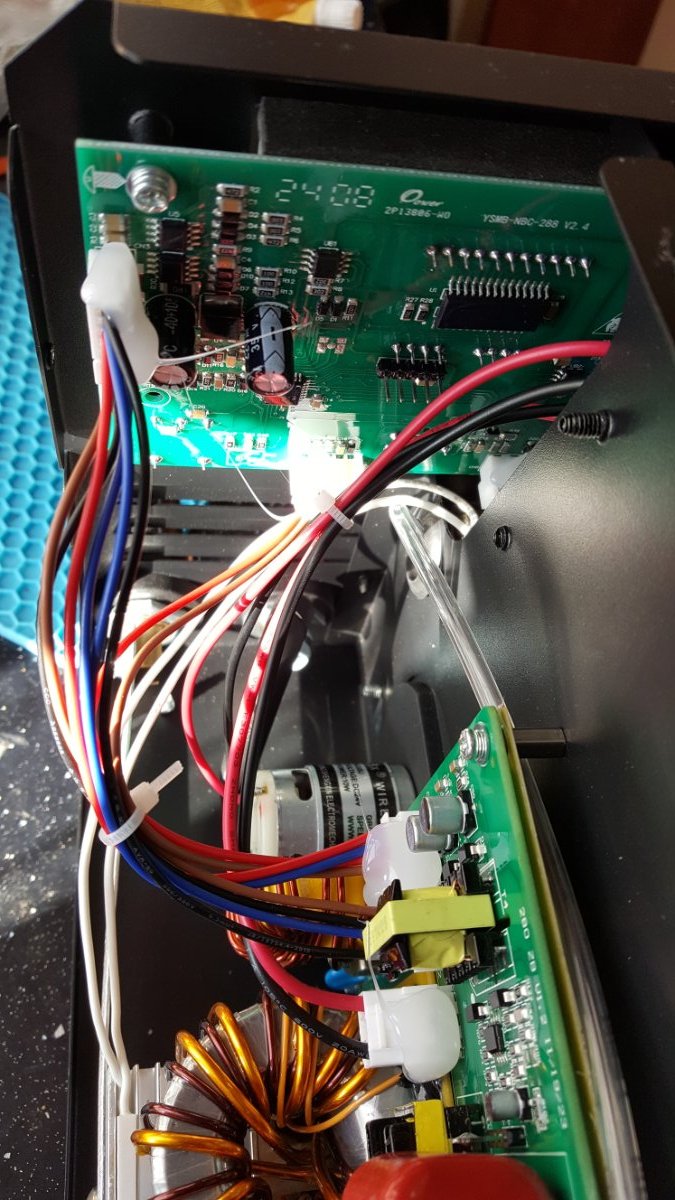
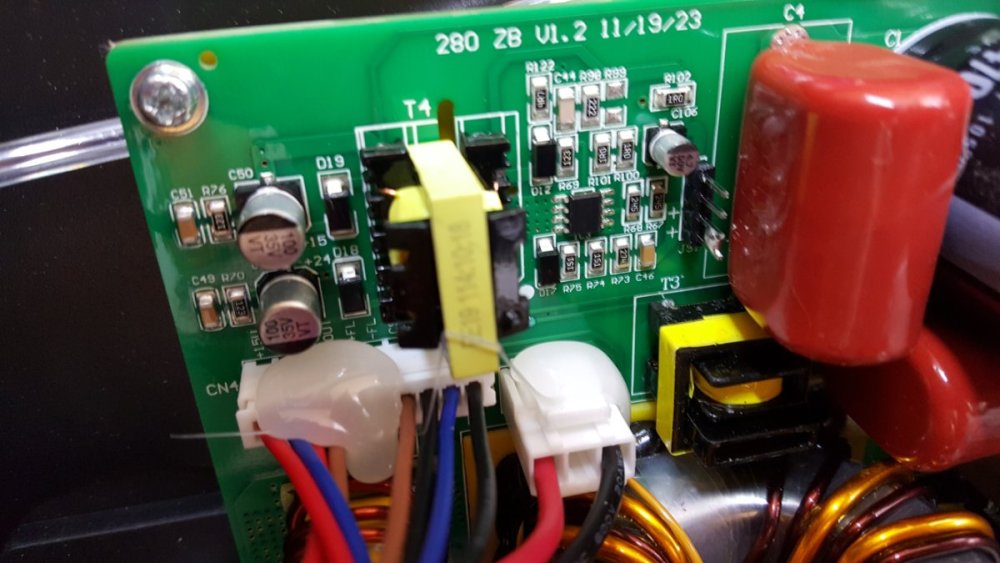
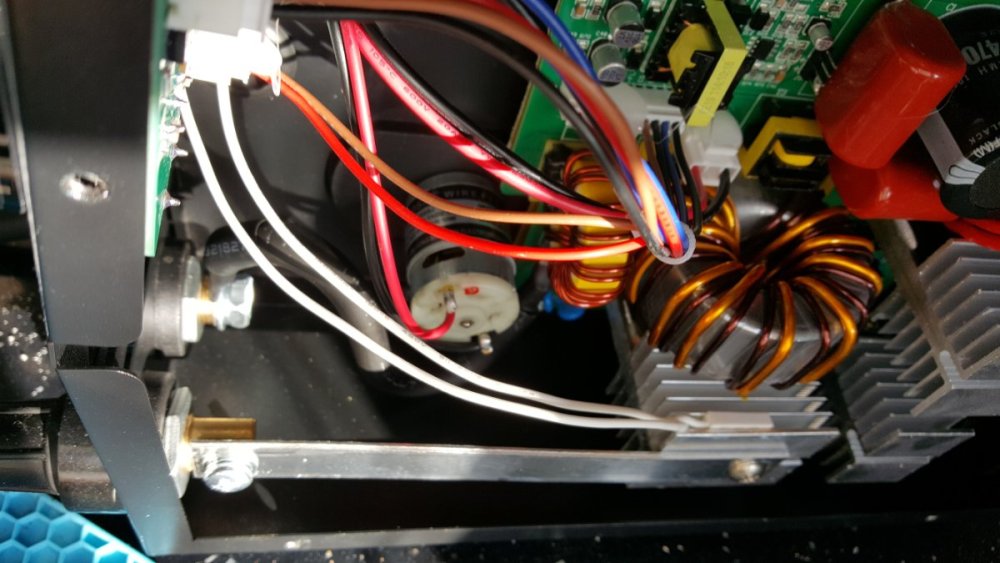
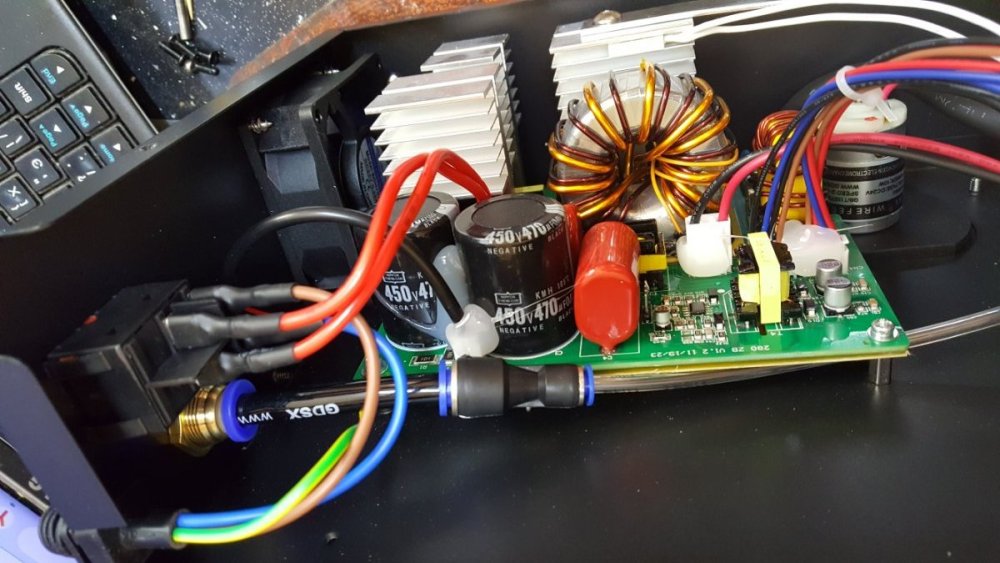
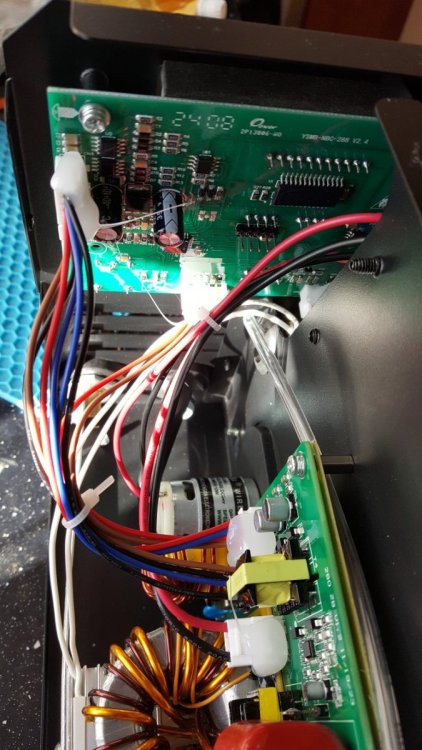
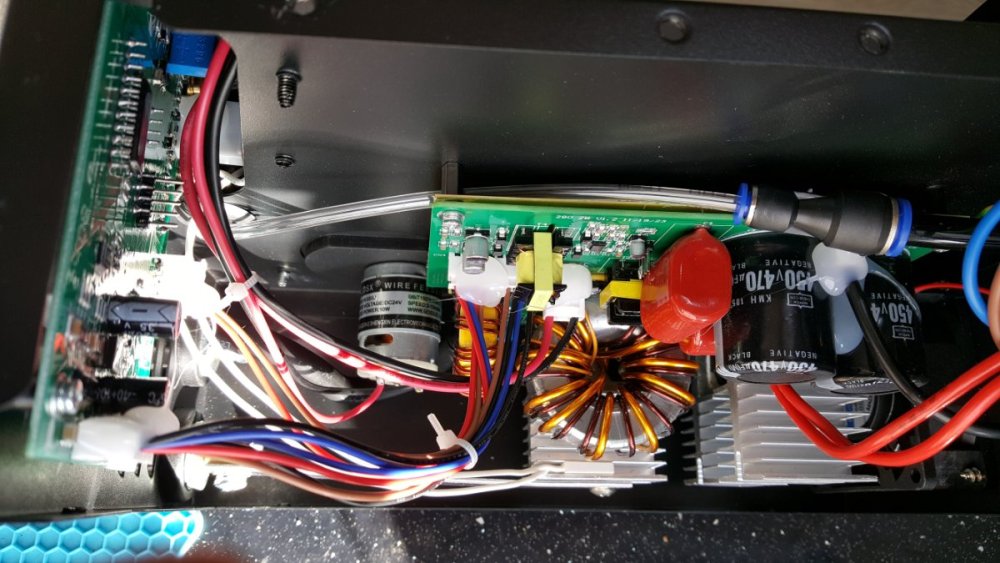
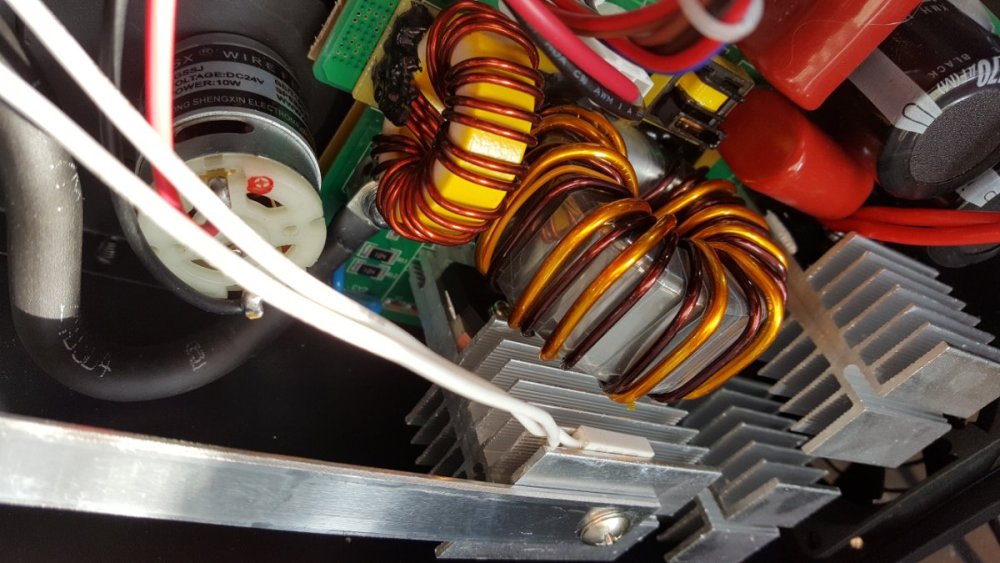
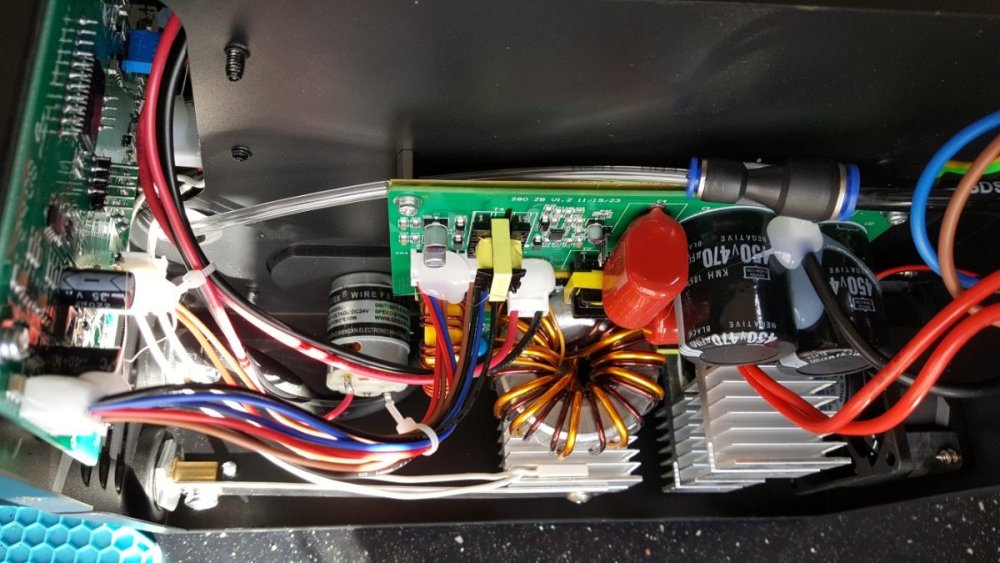
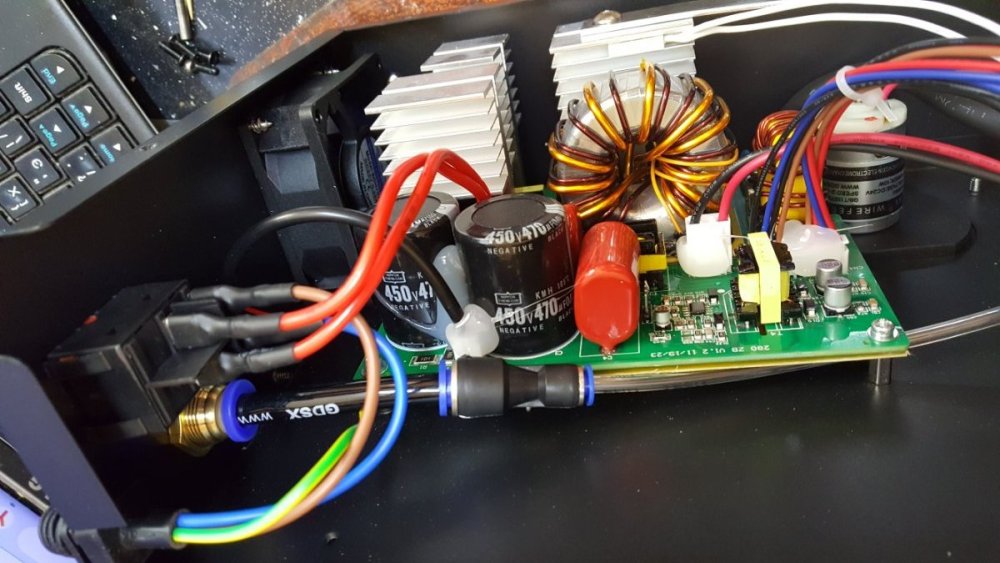
а чего тут говорить? Надо было говорить с продавцом до покупки. А теперь либо сразу сдать либо пользоваться ... какое-то время. Судя по разъемам, алюминиевым шинам, размерам радиаторов и прочее, то 100 А с малым + у него может и есть, но и то, наверное не долго. В целом, если будет хорошо себя вести на проволоке 0.6, то кузовщину варить будет самое оно. А вот как он будет себя вести уже с 0.8, это вопрос. Про 1.0 и говорить не приходится. А по электродам, двоечка его потолок. Ну 3мм электрод то он наверное подожжет, но на сколько его хватит если будет не один электрод в час Самым слабым вижу это плату управления. Насколько можно сделать что-то с силой, тот еще вопрос. Если и ставить мощнее транзисторы, то им охлаждения точно мало будет и скорее всего его не улучшить по-мощностным характеристикам. На маленький байонетах, ток 150А максимум и уже они греются сами. Плюс идет нагрев и кабелей. Поэтому аппарат на полочку в гараж мечты, что оно как бы есть и поиграться, вполне.
- Сегодня
-
Заборчик подварить сойдёт.Аппарат на 120-130А. хорошую самозащитку и вперёд. Рутилом будет хорошо варить,возможно потянет и основные.
-
А поговорить
- Вчера
-
 Louisehutty присоединился к сообществу
Louisehutty присоединился к сообществу -
 Замена труб со сваркой. 8(926)439-37-51. https://t.me/gazosvarka2S Telegram
Замена труб со сваркой. 8(926)439-37-51. https://t.me/gazosvarka2S Telegram -
 Руслан1988 присоединился к сообществу
Руслан1988 присоединился к сообществу -
 Вот еще три копейки в тему . Электроды OK 74.78 Тип покрытия - основной Электрод для сварки высокопрочных углеродистых и низколегированных сталей, обеспечивающий высокую ударную вязкость сварного шва до -60°С. Применяется для сварки рельс и элементов железных дорог, конструкций, работающих при низких температурах в т.ч. для хранения сжиженных природных газов. Покрытие отличается низкой гигроскопичностью. Высокая устойчивость против растрескивания.
Вот еще три копейки в тему . Электроды OK 74.78 Тип покрытия - основной Электрод для сварки высокопрочных углеродистых и низколегированных сталей, обеспечивающий высокую ударную вязкость сварного шва до -60°С. Применяется для сварки рельс и элементов железных дорог, конструкций, работающих при низких температурах в т.ч. для хранения сжиженных природных газов. Покрытие отличается низкой гигроскопичностью. Высокая устойчивость против растрескивания. -
А от нас то вы что хотите? Я бы и аппарат ММА в такие деньги не стал бы покупать, а тут полуавтомат типа))
-
Купил "игрушечный" аппарат - боюсь включать. Нет - кнопку-то я нажимал - что-то показывает. Боюсь варить - надо отправить обратно только если нет следов использования. Извиняет только цена чуда - 6.5 тр



-
 cngMut присоединился к сообществу
cngMut присоединился к сообществу -
 lyusi07 присоединился к сообществу
lyusi07 присоединился к сообществу -
 evgeha68ru присоединился к сообществу
evgeha68ru присоединился к сообществу - Последняя неделя
-
 Конечно не идеально а хорошего описка
Конечно не идеально а хорошего описка -
Примерно вот так баланс на нуле "индуктивность"минус один ток 205 ампер брызг совершенно нету

-
Вот именно 144 параметра влияют на образования дуги а точнее электромагнитного поля за счёт которого происходит перенос метала в сварочную ванну и смешивания металла между собой но на аппарате это обозначается значком индуктивности поэтому я и назвал его так .а при сварке в импульсном режиме изменения баланса подачи проволоки и напряжения конечно тоже влияет на длину конуса но в зависимости каким током свариваеш метал этот параметр постоянно приходится менять если хочешь добиться идеального шва и без брызг
-
 Вы представляете, как происходит работа процесса МИГ/МАГ в импульсном режиме?Как идёт процесс в классическом варианте, с КЗ-переносом?Что такое критический ток и струйный режим знаете? Поэтому ознакомьтесь с темой про машины Эвоспарк, здесь на форуме.Там есть информация про данную регулировку в импульсном режиме от разработчиков ПО.
Вы представляете, как происходит работа процесса МИГ/МАГ в импульсном режиме?Как идёт процесс в классическом варианте, с КЗ-переносом?Что такое критический ток и струйный режим знаете? Поэтому ознакомьтесь с темой про машины Эвоспарк, здесь на форуме.Там есть информация про данную регулировку в импульсном режиме от разработчиков ПО. -
На дисплее нарисована катушка со стрелкой по диагонали на электро схеме обычно обозначается как индукционная катушка (дроссель)поэтому я это так назвал а какие процессы на самом деле применяют в современных аппаратах для изменение длины дуги я не знаю
-
Может быть чем угодно, кроме индуктивности/динамики дуги.
-
куплю круги тиролит по алюминию отрезные и зачистные, в не большом количестве, 125мм
-
Индуктивность при сварке пульсом оказывает немного другое действие чем в линейном режиме при уменьшении индуктивности дуга более концентрированная и более стабильная но также и длина дуги становится короче и появляются брызги ,при увеличении индуктивности длина и ширина дуги увеличивается но концентрация и стабильность ухудшается что также приводит к разбрызгиванию.на моем аппарате при сварке материала толщиной от 4мм и больше я уменьшаю индуктивность на одну единицу из десяти от стандарта при сварке 2мм увеличиваю на на одну единицу от стандарта .
-
 У меня организация. Линдегаз вроде ушли, гляну. 200 не обязательно, просто понимать за какой объём цена и стоит ли искать маленький баллон на 200 или взять на 150. Большие баллоны уже есть и они на 200. Цены с НДС? И баллоны ещё на 10 и 20 литров интересны. Если можно, фото и параметры их при случае. Иногда попадаются тяжёлые из непонятной трубы закатанные криво. Углекислоту ещё куда ни шло, но 150 в такой баллон дуть рискованно.
У меня организация. Линдегаз вроде ушли, гляну. 200 не обязательно, просто понимать за какой объём цена и стоит ли искать маленький баллон на 200 или взять на 150. Большие баллоны уже есть и они на 200. Цены с НДС? И баллоны ещё на 10 и 20 литров интересны. Если можно, фото и параметры их при случае. Иногда попадаются тяжёлые из непонятной трубы закатанные криво. Углекислоту ещё куда ни шло, но 150 в такой баллон дуть рискованно. -
 они и с юриками у кого малый объем то же не очень... А еще только со своими баллонами работают. Чужие давно перестали брать.
они и с юриками у кого малый объем то же не очень... А еще только со своими баллонами работают. Чужие давно перестали брать. -
 если в баллон промаркирован как углекислотный, такой баллон аргоном заправлять не будем, вы же сами будете потом плеваться на низкое качество газа и копоть при сварке качаем только 150атм, если надо 200 - попробуйте в линде газ или эр ликид как-нибудь пробиться, но очень маловероятно, что из этой затеи хоть что-нибудь получиться, с физ.лицами они в нашем регионе насколько я знаю не работают с ценами на сайте можете ознакомиться https://www.primagaz.ru/promishlennie-gazi/argon-v-ch/argon-v-ch-ballon-V40l
если в баллон промаркирован как углекислотный, такой баллон аргоном заправлять не будем, вы же сами будете потом плеваться на низкое качество газа и копоть при сварке качаем только 150атм, если надо 200 - попробуйте в линде газ или эр ликид как-нибудь пробиться, но очень маловероятно, что из этой затеи хоть что-нибудь получиться, с физ.лицами они в нашем регионе насколько я знаю не работают с ценами на сайте можете ознакомиться https://www.primagaz.ru/promishlennie-gazi/argon-v-ch/argon-v-ch-ballon-V40l -
А что по цене и какое давление? У меня баллоны на 200 атмосфер есть, с действующей аттестацией только после углекислоты. Есть пустые такие, надо делать аттестацию. На время для начала подумываю взять небольшой мобильный баллон для аргона попробовать. Литров 5-10, может 20 если лёгкий люминь или композит. Есть смысл брать на 200 атмосфер, или всё равно только 150 получится заправить?
-
Приезжайте) макулатурный проезд д.7 в будние дни с 9:00-16:30 если вопросы как найти возникнут - звоните, номер в профиле указан
-
Решил освоить сварку неплавким электродом в связи с чем возникла потребность в аргоне. Может кто знает где в С-Пб. есть реальная заправка баллонов аргоном а не обмен? Баллоны у меня свои, менять не вариант.
-
 Harley Davidson. Соревнование, у кого (яйца больше)) колесо шире. На жёлтого в том году сделал диск. А в этом году уже и синенький братан раздался яйцами вширь
Harley Davidson. Соревнование, у кого (яйца больше)) колесо шире. На жёлтого в том году сделал диск. А в этом году уже и синенький братан раздался яйцами вширь










-
Видосик на эту же тему-
-
Актуально? Подробнее можно, какой комплект? Стол вижу, резак вижу. Что за стол, какие приводы? Источник есть?
-
https://www.yaplakal.com/findpost/134003655/forum2/topic2782275.html