Активность
- Последний час
-
 Смеси М11/12: до 5%,СО2; до 3% О2; до 5%Н2
Смеси М11/12: до 5%,СО2; до 3% О2; до 5%Н2 - Сегодня
-
Как-то думалось ,что все чашки алмазных кругов сделаны из алюминиевого сплава,но это не так. Новая чашка с тещиной. Было намерение как-то привести ее рабочее состояние,но это металлизированный пластик,а на вид алюминиевый сплав.

-
 Да , 304. у нас воду не хлорируют (спасибо). листы 2000 *1000 *2 . -10500 руб лист. Резать мало , поверхность для сборки есть, варить буду тиг в пульсе - так привык (глаза только устают ). Смесь с 2% кислоты будет - попробую полуавтоматом, надо же свой опыт получить . По периметру сверху труба , 5 штуцеров под краны , какие-то усилители внутри , чтобы не раздуло (это в другой теме спрошу) . Вопрос по цене и человеко-часах актуален .
Да , 304. у нас воду не хлорируют (спасибо). листы 2000 *1000 *2 . -10500 руб лист. Резать мало , поверхность для сборки есть, варить буду тиг в пульсе - так привык (глаза только устают ). Смесь с 2% кислоты будет - попробую полуавтоматом, надо же свой опыт получить . По периметру сверху труба , 5 штуцеров под краны , какие-то усилители внутри , чтобы не раздуло (это в другой теме спрошу) . Вопрос по цене и человеко-часах актуален . -
Скореее 304, учтите, она достаточно слаба супротив хлоросодержащих веществ
-
Удачной работы и с наступающим Новым Годом, Если буде желание расскажите о работе аппарата- с меня подарок (бытовой аппапрат ММА)
-
 Она денег стоит... Из нержи - нет, из алюминия - есть, вдвоем, ТИГом - рабочий день. Самое главное - нарезку и подготовку деталей делал не я, а заказчик. И вся расходка была за его счет.
Она денег стоит... Из нержи - нет, из алюминия - есть, вдвоем, ТИГом - рабочий день. Самое главное - нарезку и подготовку деталей делал не я, а заказчик. И вся расходка была за его счет. -
предположительно 308 , точно узнаю при встрече. Смесь не проблема , проволока для п.а есть. Мне зададут вопрос - "сколько будет стоить ?" У вас есть опыт в изготовлении подобных вещей , сколько времени уйдет на 1 бак ?
-
Так и варите ТИГом! П/а быстрее и, может быть, дешевле (тому, кто умеет))), но нужна и проволока, и смесь и навык. Кстати, нержа-то для бака какая?
-
Вопрос про стоимость . Нержавейку варю тиг ,не достаточно красиво но не прожигаю и надежно . Стаж в коммерческой сварке более 6 лет . Просто под полуавтомат не было объема , можно попробовать будет.
-
Форсаж 200 АС/DC
-
Полуавтомату пофиг, что сваривать. А вот вам к этому п/а надо проволоку подходящую да смесь газовую. А диски-то чем свариваете?
-
Здравствуйте. Обратились сварить две емкости из нерж.стали 2000*1000*1000 мм. 2мм. - толщина , просто для воды . По мелочевке варю нержавейку . Вообще работу рассчитываю от 1000 руб./час , бывает до 1500 , бывает и меньше 1000 . Диск заварить 1200- 1500 если простая трещина , если по спице то дороже. Диски отработаны ,а тут не понятно совершенно от какой суммы плясать , и сколько времени уйдет ? Есть полуавтомат "викинг" , который вроде как варит нержавейку, но пока не пробовал. Прошу помочь .
-
 Может есть схема удгу-122 и всд-125.........нигде не могу найти (((
Может есть схема удгу-122 и всд-125.........нигде не могу найти ((( -
Да вообще шаман!))
- Вчера
-
Алексей, Специалист с большой буквы. Сколько опыта и знаний... для меня это темный лес... Успехов!
-
я тоже попробовал собрать трансформатор для токовых клещей из трансформатора от микроволновки. Результаты меня не порадовали и методом увеличения железа и сечения вторичной обмотки добился вполне приличных результатов. Видеофайл скидывать не стал,т.к. весит почти 1,5 Гб. Дам ссылку на рутуб. https://rutube.ru/video/bf4cbdf5ab014c0281af92e3ecd17e6e/
-
 Я не должен тут давать советы, ибо не сварщик, но всеж: а если наваривание шнека делать короткими участками, то может и уводить не будет? Такое видел, когда мне варили площадку (правильнее назвать это корзина) под лебедку.
Я не должен тут давать советы, ибо не сварщик, но всеж: а если наваривание шнека делать короткими участками, то может и уводить не будет? Такое видел, когда мне варили площадку (правильнее назвать это корзина) под лебедку. -
 767567567 присоединился к сообществу
767567567 присоединился к сообществу - Последняя неделя
-
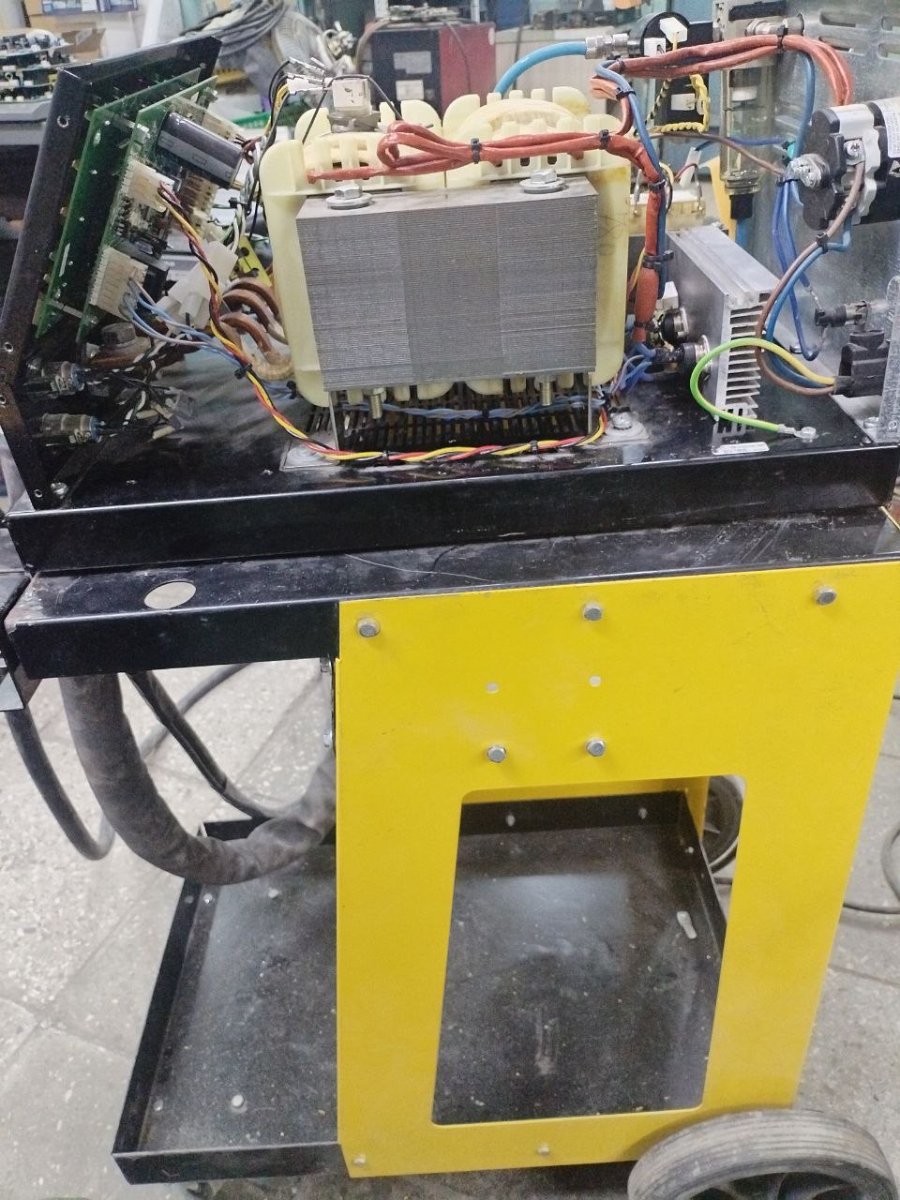
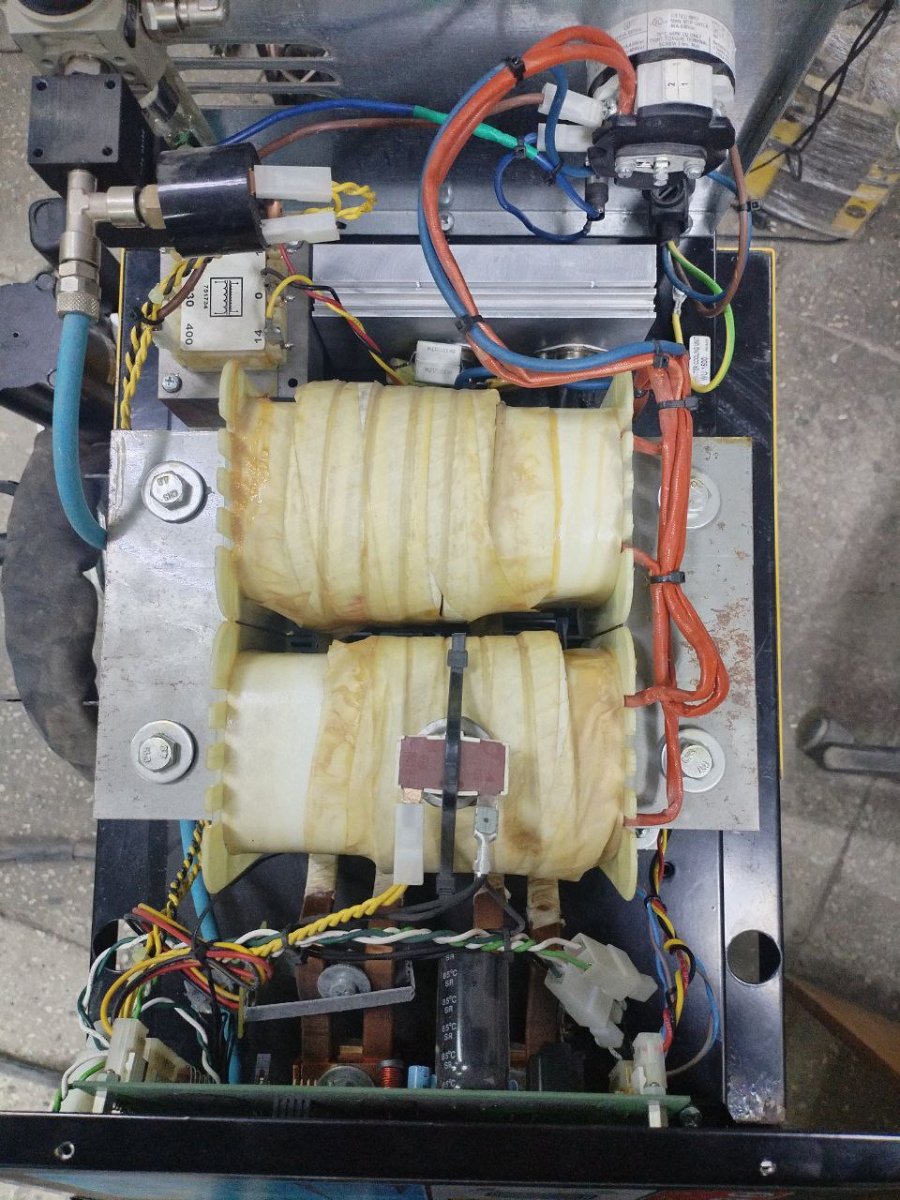
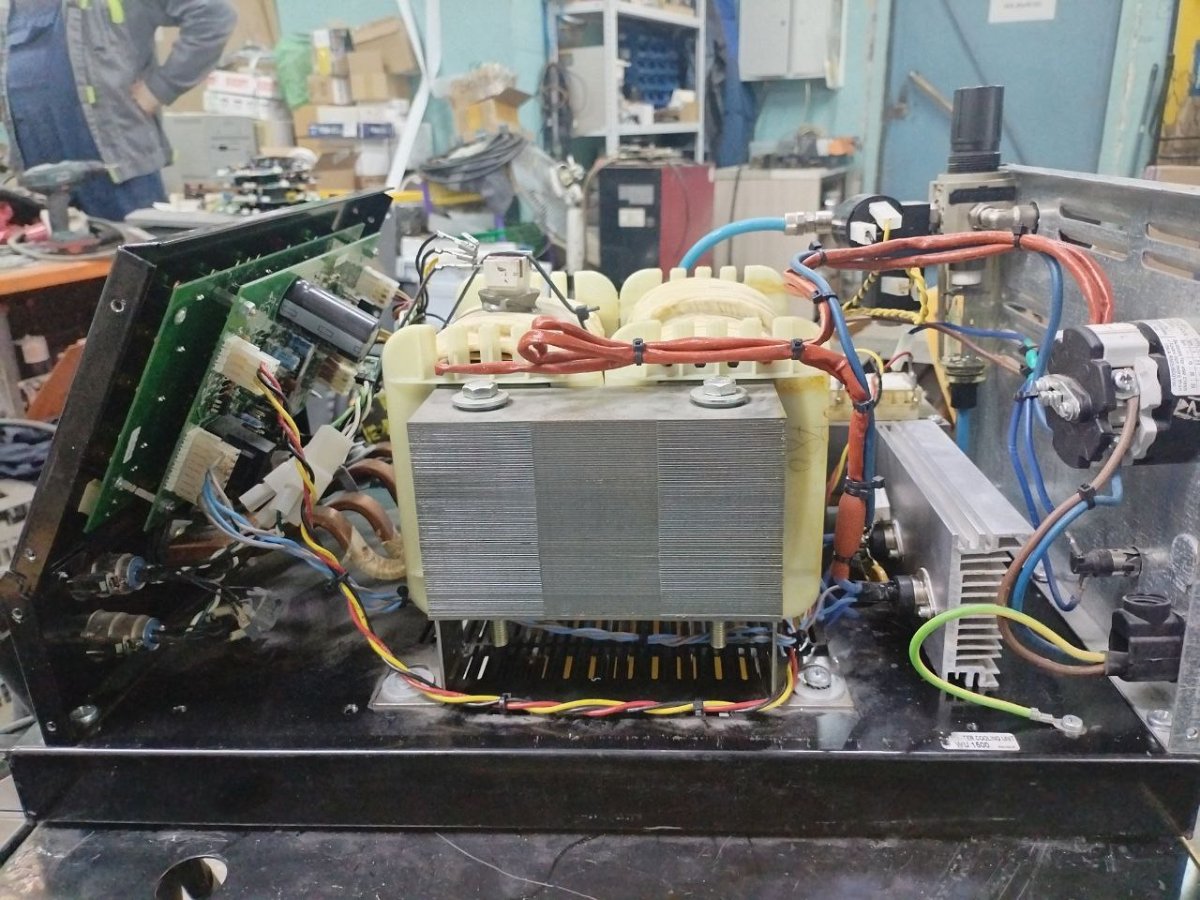
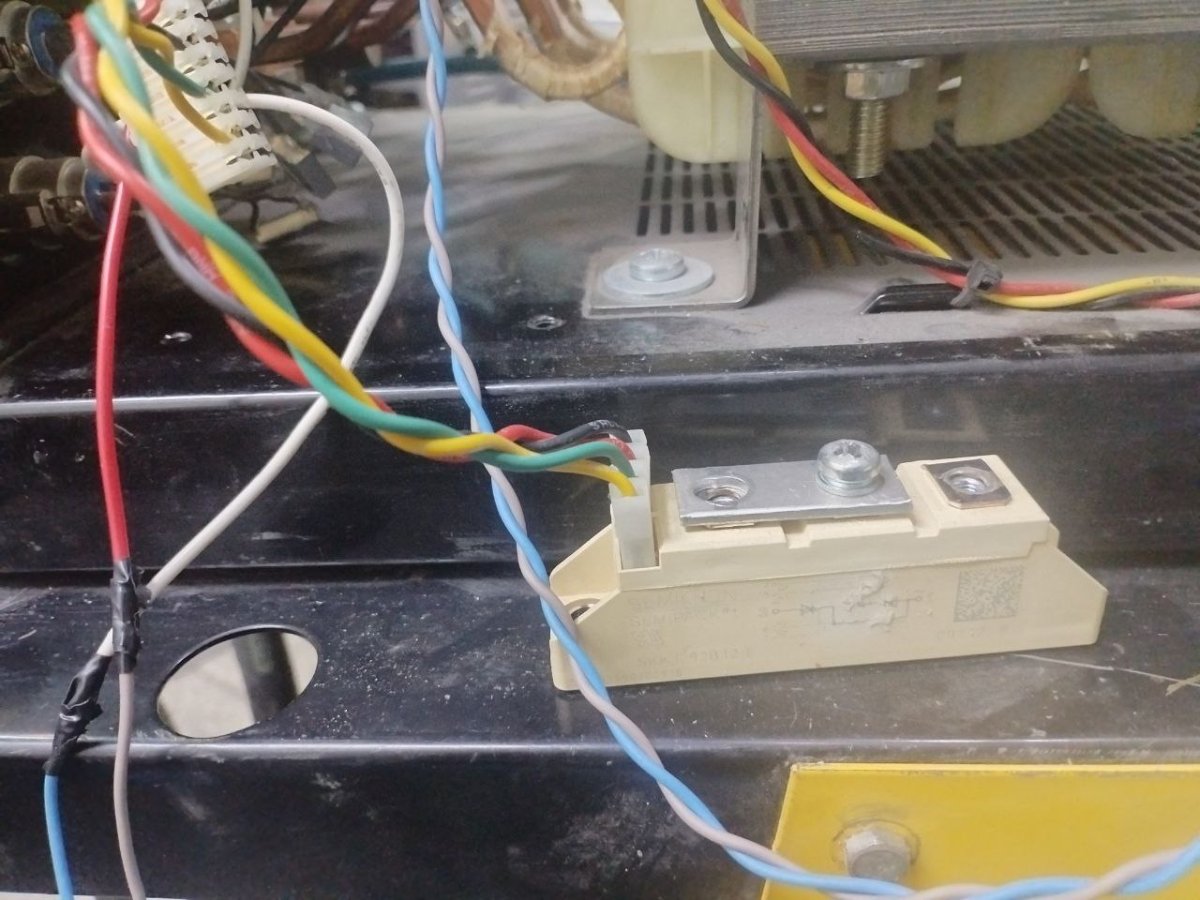
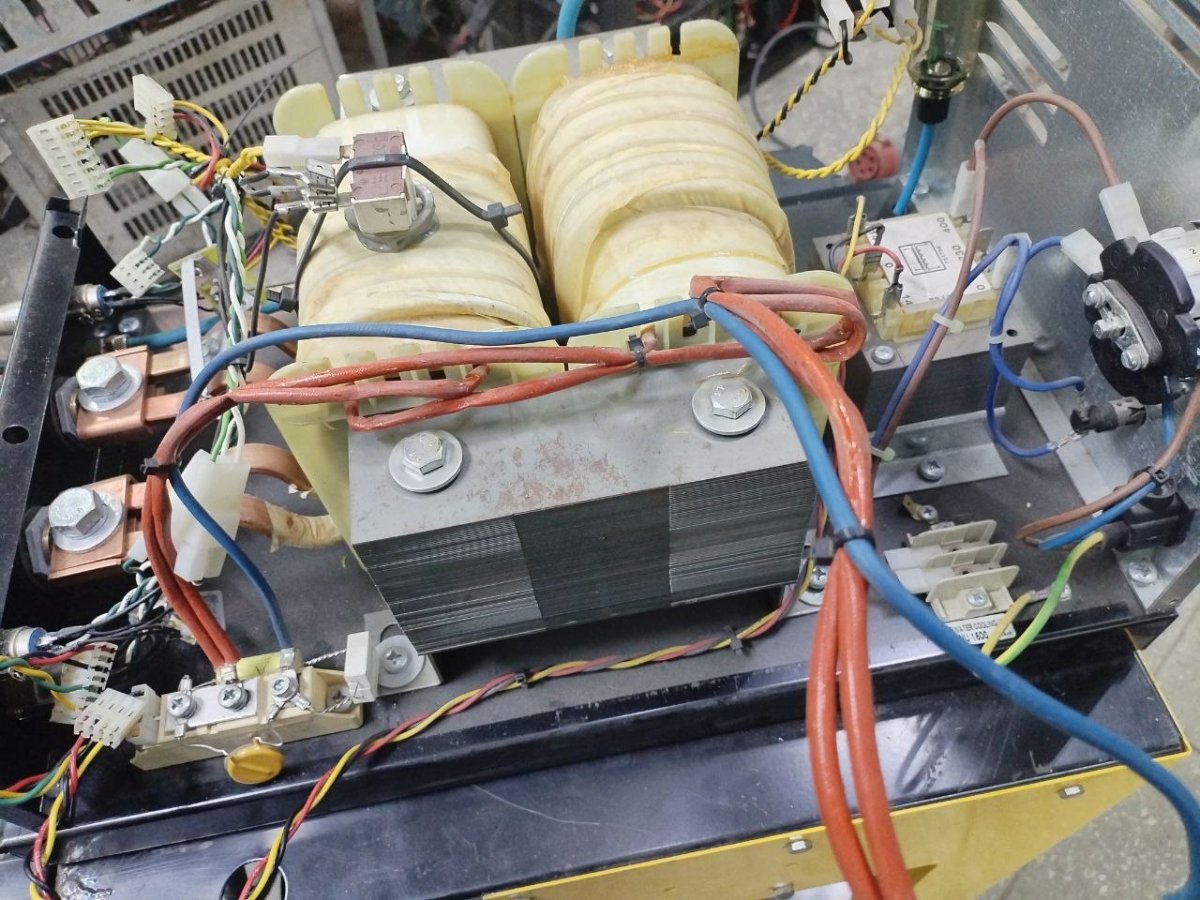
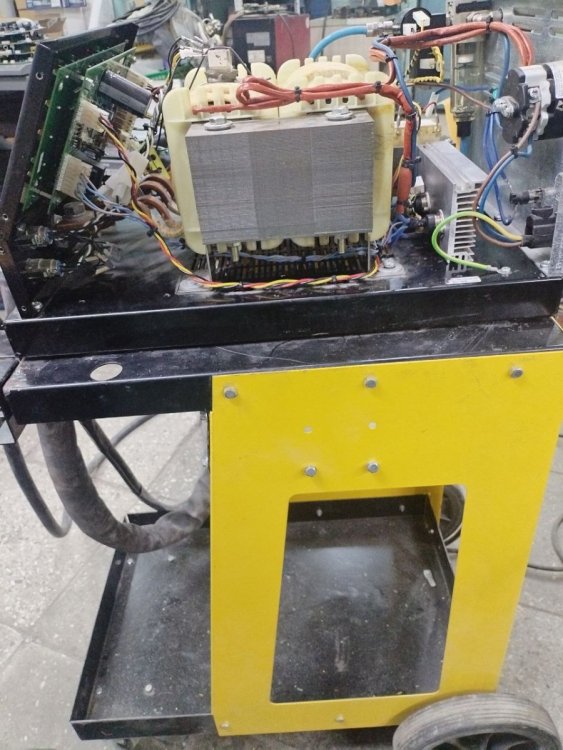
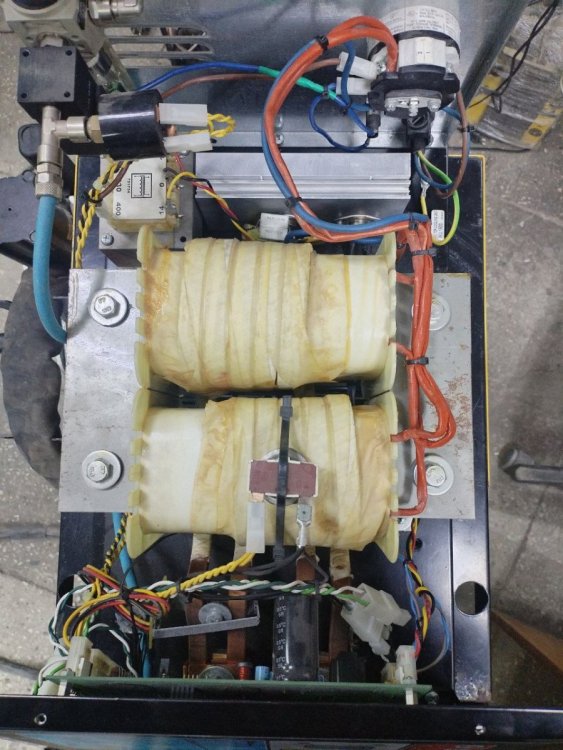
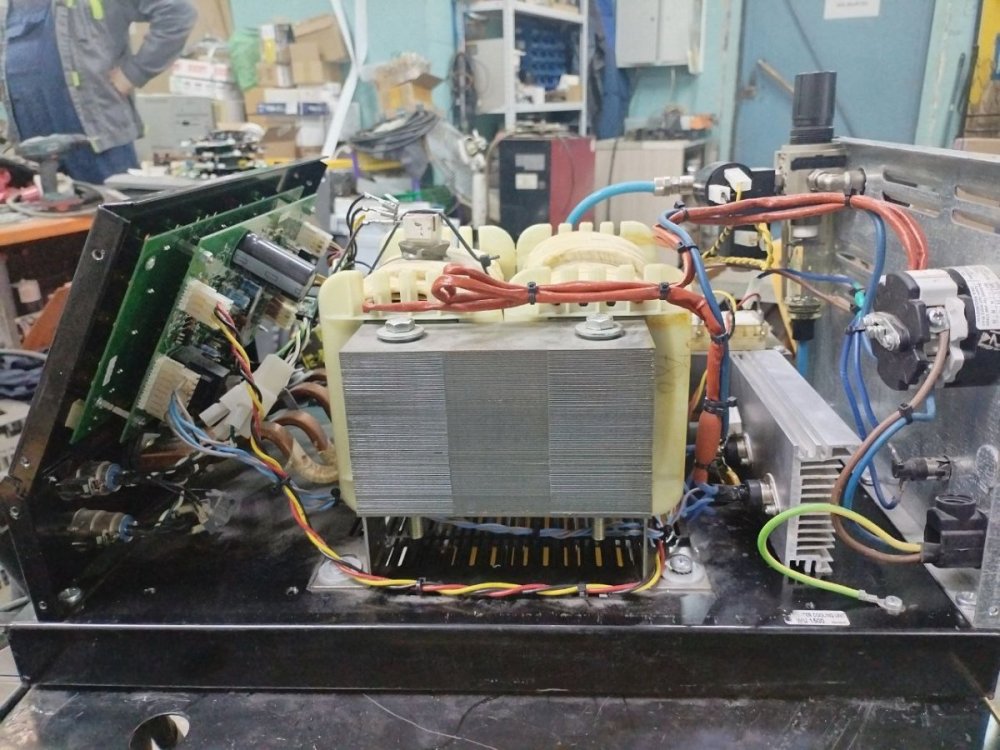
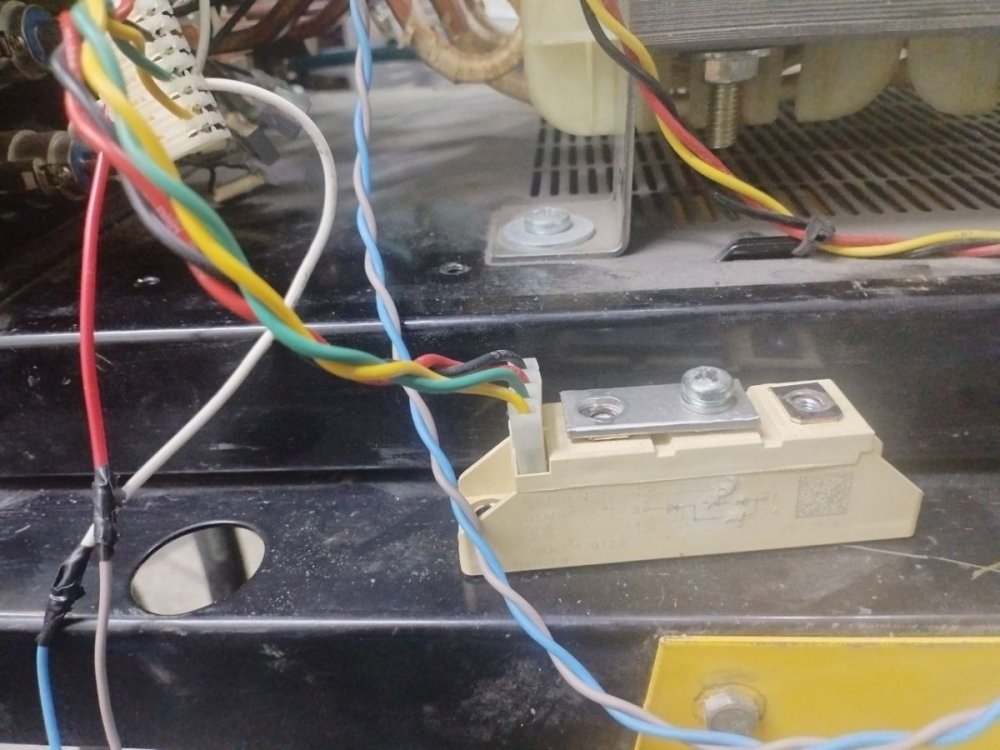
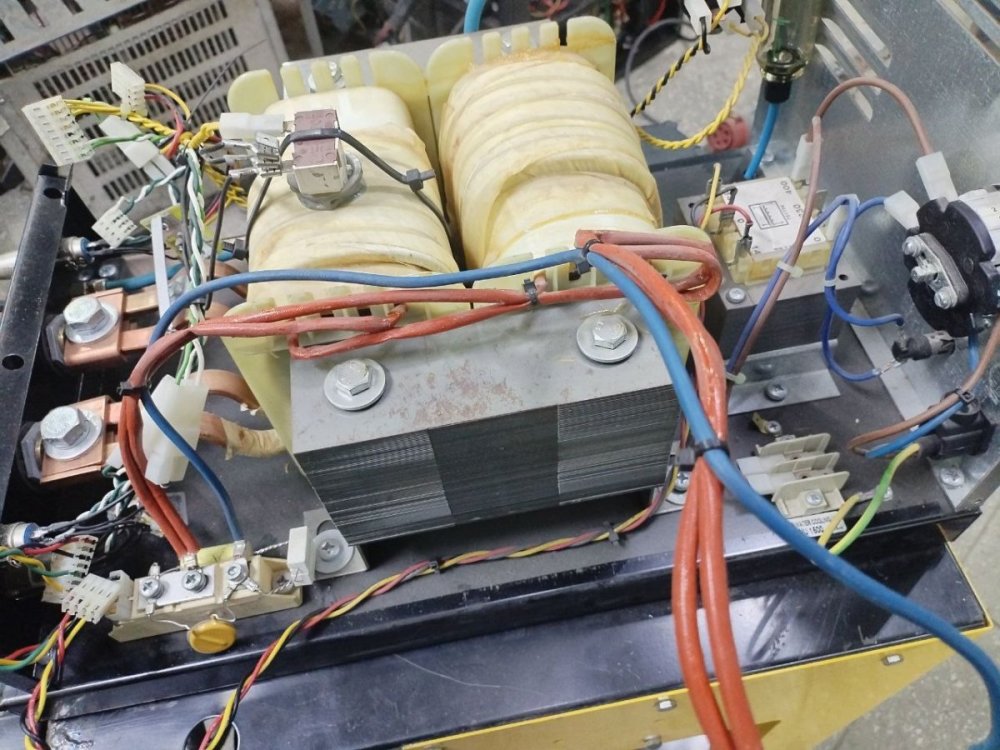
Привезли споттер и КМ в одном корпусе. Жалоба на непровар и выбивание автоматов. Проверили тестером, всё ОК. Модуль целый. Но более ничего не показывало, потому решил на соплях сделать аналог модуля на дискретных компонентах от больших контактных машин. Сделал, проверил, работает отлично. Модуль мал по теплоотдаче. Подгорел видимо один тиристор и происходило замагничивание силового транса, вот и выбивало автомат. Перекомпоновал немного детали, нашёл хороший радиатор, тиристоры давно готовы были под него. Совпало всё просто отлично. Собрали, работает как часы. Мощно, ровно и правильно. На последних двух фото видно, как и какие компоненты были ранее установлены.



-
-
 vahnik60 присоединился к сообществу
vahnik60 присоединился к сообществу -
Добрый день. Нефтегазовое месторождение
-
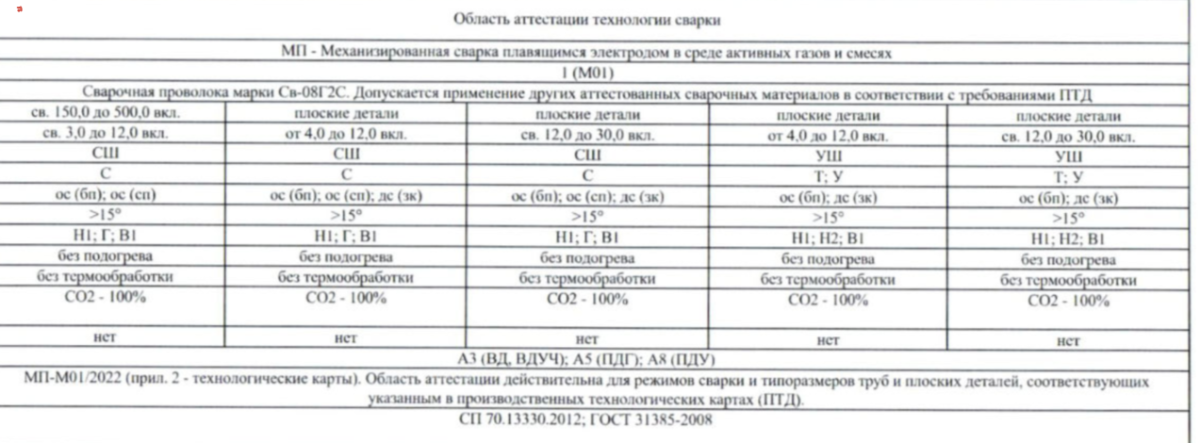
 Доброго времени! Есть диапазоны толщин полученные организацией в НАКС, например с 4 до 12 мм и с 12 до 30 мм. Как понимать для сварки могу ли я разработать ОТК приварки листа 4 мм+ 15 мм. Либо это критерий рамок для разработки ОТК пример: только с 4 до 12 мм.
Доброго времени! Есть диапазоны толщин полученные организацией в НАКС, например с 4 до 12 мм и с 12 до 30 мм. Как понимать для сварки могу ли я разработать ОТК приварки листа 4 мм+ 15 мм. Либо это критерий рамок для разработки ОТК пример: только с 4 до 12 мм.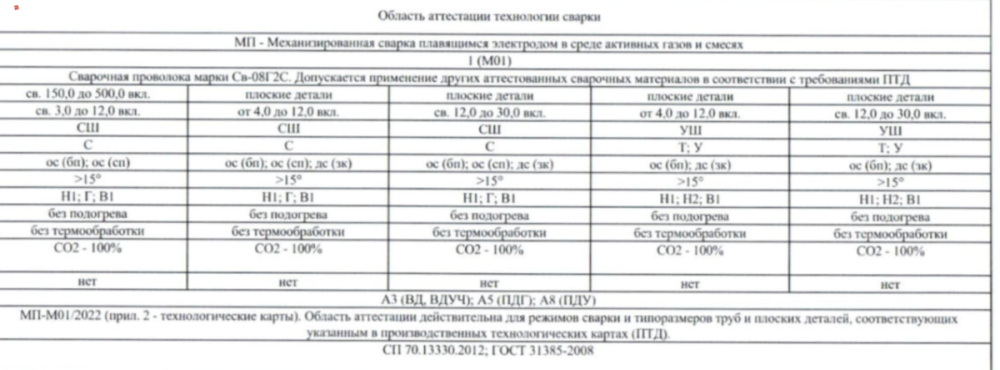
-
Поддон Опель (GM). AlSi9Cu3-F-литейная надпись. Казалось бы,обычный сплав,но... Опять это "но". Обыкновенная трещина,разветвленная порядка 150-180мм.Что сложного? Вырезать,выжечь масло и заварить. Обычно полчаса,даже меньше,но эта работа заняла около 4часов.Поддон старой машины.Сплав неплотный,большая насыщенность маслом и присутствие железа в сплаве. Пениться,пористость при нагреве,притом на всей площади поддона. Наварка-вырезка,наварка -вирезка и так без конца. Пришлось прибегать к режимам:треугольник,подогрев,4047 и ток 76а -и это для поддона. Даже не думал,что на поддонах придется применить пайку костолином 192,но пришлось и,в общем-то,надо сказать,с нормальным результатом. Дело в том,что на границе сплавления образуется течь,так как сплав слишком пористый и его надо герметизировать-похож на сахар -рафинад под горячей водой. К этом надо добавить возникновение горячих трещин-это тоже надо учитывать.












- 3 328 ответов
-
- 7
-

-

-
- технологии
- TIG
- (и ещё 1 )
-
 Kоnt присоединился к сообществу
Kоnt присоединился к сообществу -
 Tigerious присоединился к сообществу
Tigerious присоединился к сообществу -
 SandraDeath присоединился к сообществу
SandraDeath присоединился к сообществу -
 DennisTat присоединился к сообществу
DennisTat присоединился к сообществу -
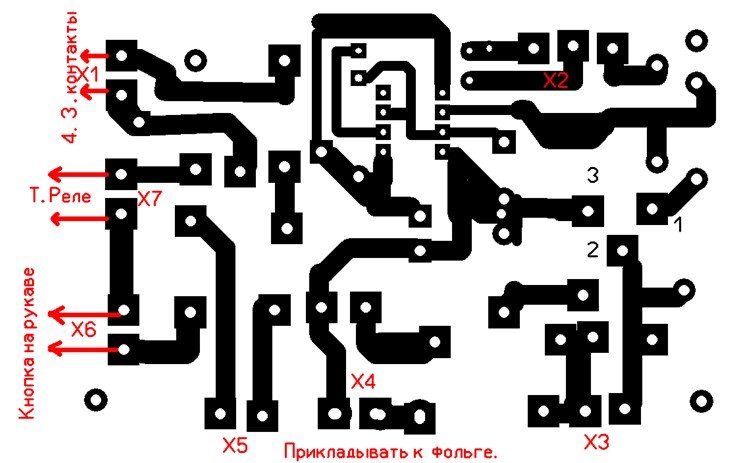
Здравствуйте уважаемые коллеги .Приношу извинение что предоставил не точно печатную плату на первой страницы где выложил печатку , нет соединение от Т.реле с релюшкой .Исправляюсь выкладываю исправную печатку .Печатка в формате Sprint Layout 6.0 Файл LAY (lay) 18Плата.lay6
-
 KodxTrumplaf присоединился к сообществу
KodxTrumplaf присоединился к сообществу -
Хороший ты человек! Давай дружить?
-
Если так.. В дальнейшем это будет только в цене расти.