Активность
- Последний час
-
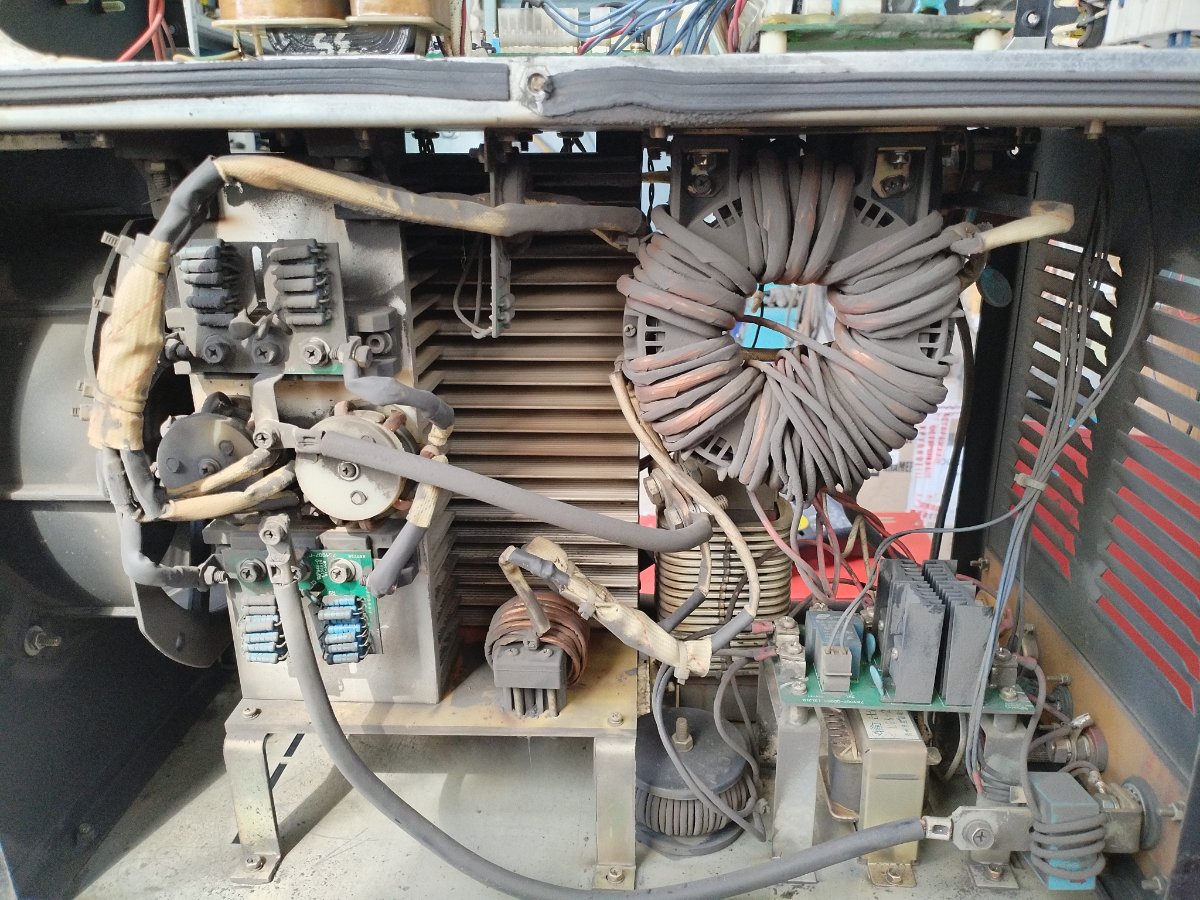
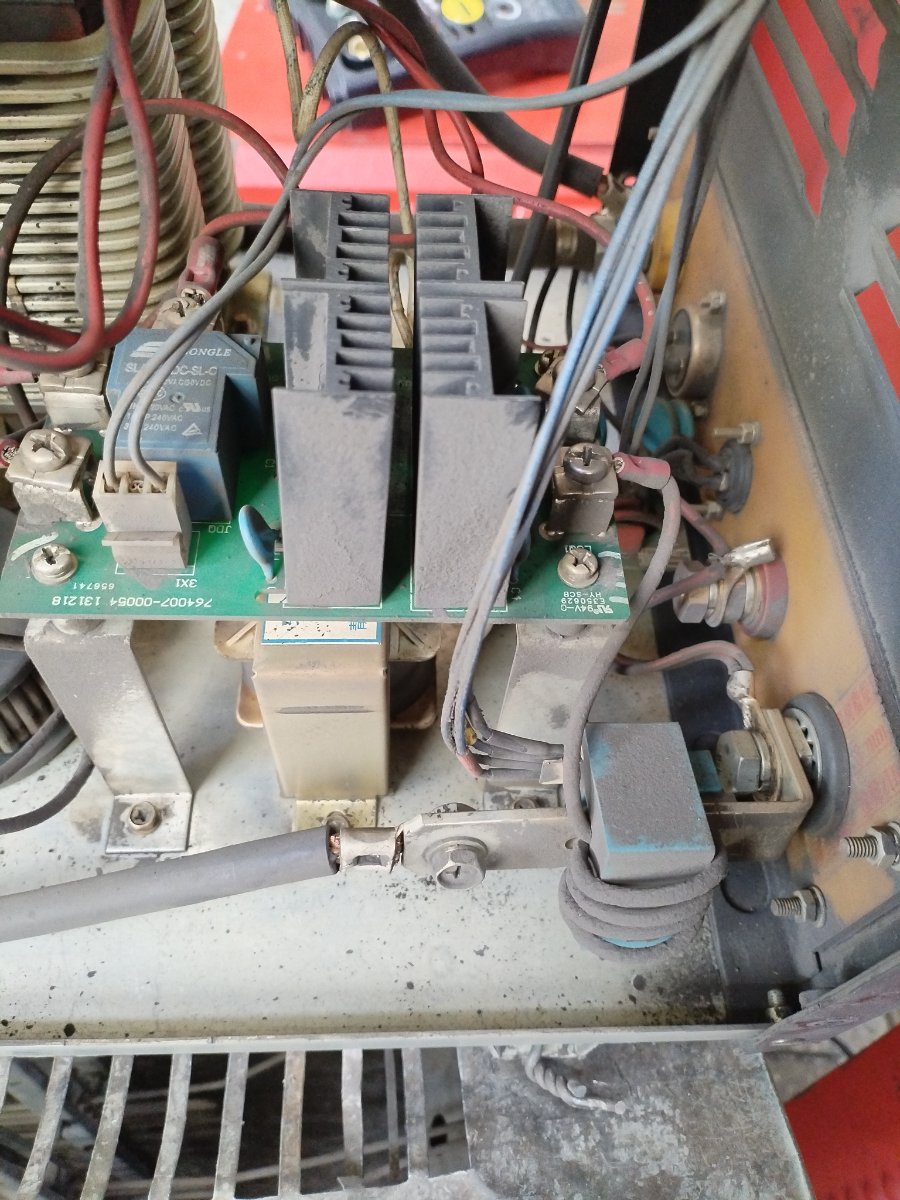
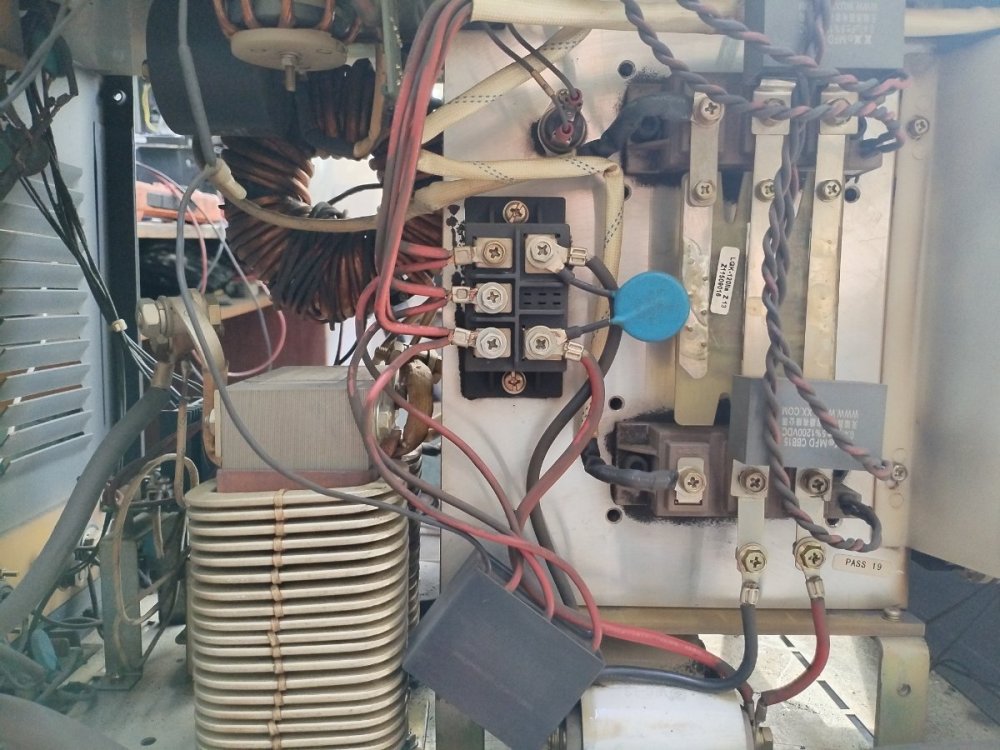
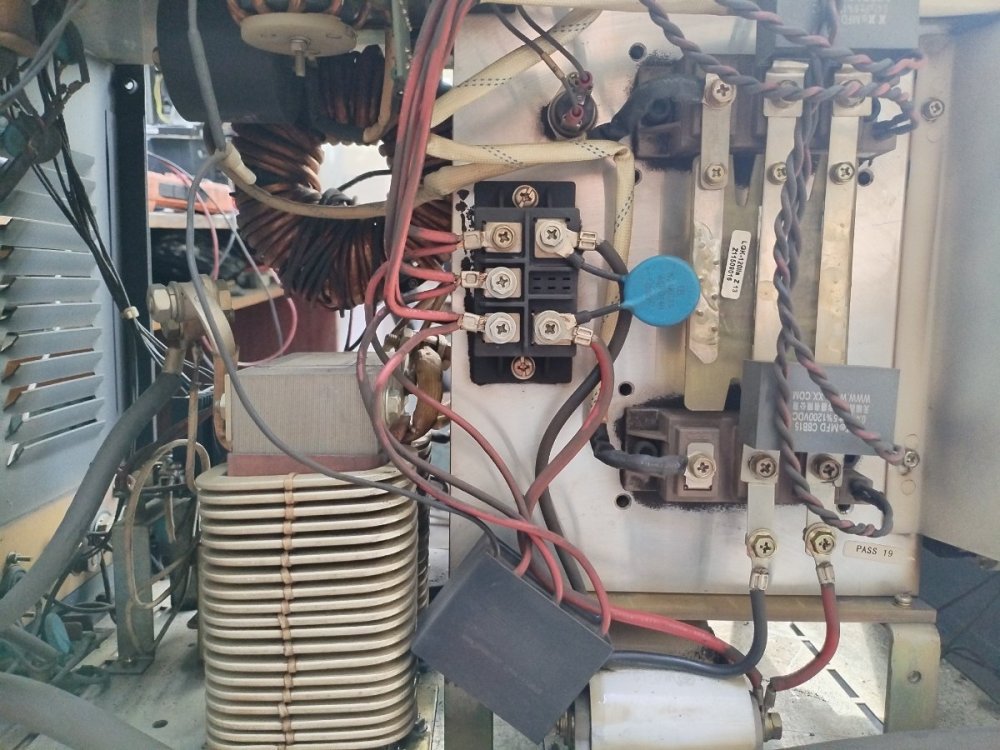
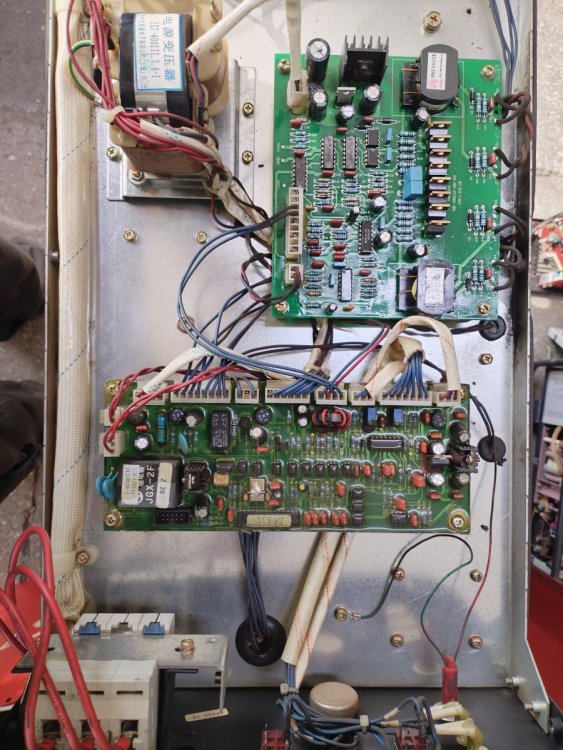
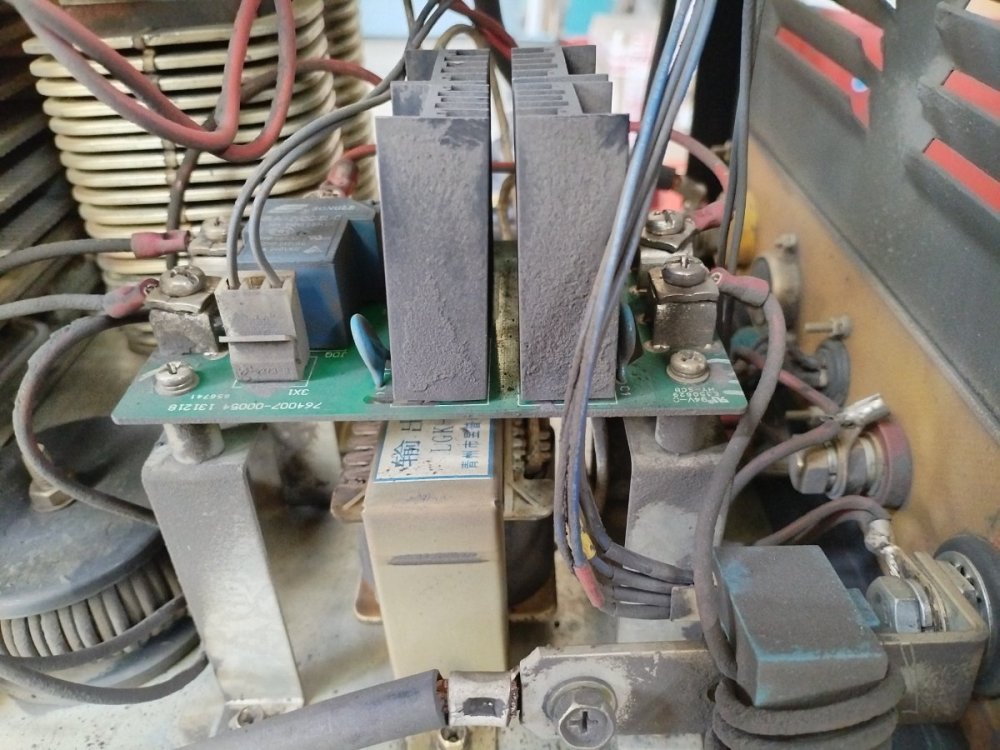
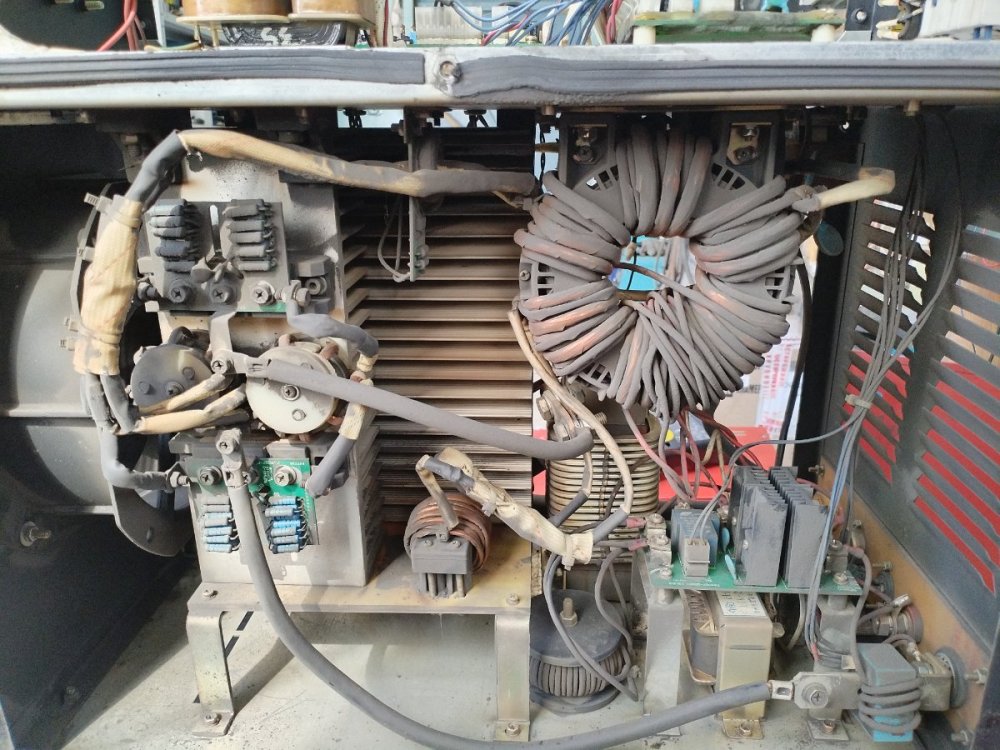
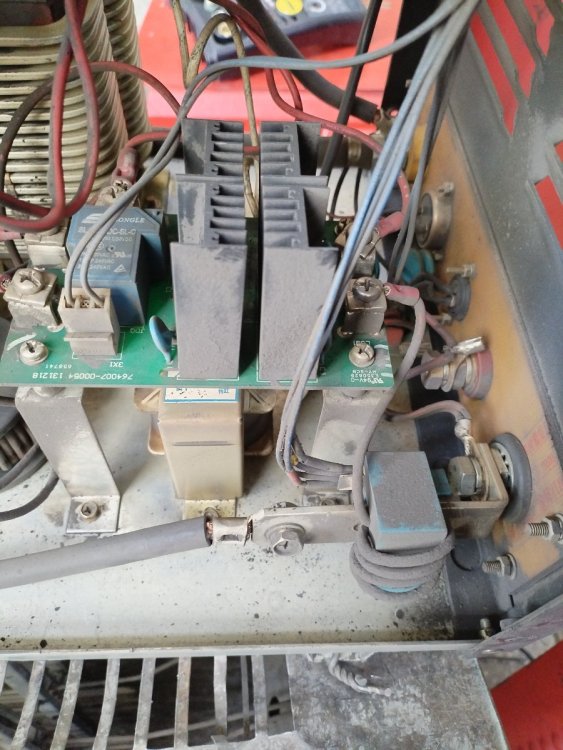
Портальная плазма. Замена модулей и ремонт платы драйверов управления силовыми модулями.



- Сегодня
-
Сколько так ни пытался что-то отрихтовать только вмятины остаются на железе, а через доску так там совсем печаль, она плавно гасит удар кувалды в ноль.
-
Это будет струбцина для деревянных реек, чтобы их сразу пакетом засунуть в шлифовальный калибровальный станок и выравнивать. По делу сварил сегодня уже из жирного швеллера раму на прихватки и от неё уже выдавил тот угол домкратом, но это конечно было не так просто. Пару раз видел в интернете как люди грели швы или сами профили и у них всё само вставало на места, но я не знаю как это делать. Надеюсь в будущем не буду допускать таких ошибок, надо было перед сваркой эту раму к столу приварить.
-
 Kagar9 присоединился к сообществу
Kagar9 присоединился к сообществу -
У него внутри схема состоит из двух инверторов, работающих либо от 310 постоянки, либо от половины 540 вольт, т.е 270. 310 это выпрямленное 220, 540 это выпрямленное 380 вольт. Соответственно на 220 вольт этот аппарат работает, лишь ток выдавать он будет, конечно, меньше. Вы либо что-то неправильно делаете, либо что-то некорректное в аппарате.
-
Из Гроверс я бы лично посоветовал WSME 200 W AC-DC. Он не сильно тяжелее, но по продолжительности работы будет удобнее. Да и настраивать быстрее. Проверенная годами схема. Говорю это как человек, их же и создававший для России. Выбирал в Китае и переделывал для нас.
- 1 ответ
-
- 2
-

-
 Vavila присоединился к сообществу
Vavila присоединился к сообществу -
 INeedCash присоединился к сообществу
INeedCash присоединился к сообществу -
Добрый день! Скажите, какое назначение этой рамы, какая нагрузка на неё, какое значение деформации?
-
Доброго времени суток мужчины!Выбираю аппарат для работы, выезд. А так же работа с авто( трубки, выхлоп, впускные коллектора/ ремонт баков грузовиков) и.т д. Нужна мобильностью сам из Минска. Есть аппарат в продаже ESAB Rogue 230 AC/DC (https://mdfkl.by/esab-rogue-230-ac-dc.html) Стоит 1550 евро, может у кого есть данный агрегат или кто-нибудь работал с фирмой ESAB. Как они вообще? На аппараты евм/ телвин нету денег к сожалению. Есть вариант не переплачивать и взять например grovers wsme-200LCD ac/dc, стоит 1000евро в Минске. Но esab типа фирма, типа профи. Стоит ли он своих денег?! Всем спасибо, всем удачи!

-
 viktorss634 присоединился к сообществу
viktorss634 присоединился к сообществу -
Мне вот так нравится (на компе можно смотреть с прогой goodbyedpi).
-
 LarrySeS присоединился к сообществу
LarrySeS присоединился к сообществу -
Да там просто видео с этой рамой выглядит она примерно так

-
Замените виде на что-то читаемое в России без VPN,если нет,то снимки конструкции.
-
Апну тему Имеется lincoln electric invertec v350-pro, изначально было желание подключить к однофазной сети, однако не получилось, хотя делал по мануалу. Задавал вопросы на форумах, объяснили что этот аппарат может работать только от трехфазной сети, а мануал неверно переведен, мол там (в США) по другому устроены электросети. Так все таки, как оно на самом деле, может этот агрегат работать от "розетки" / фаза и ноль?
-
Всем привет, сварил раму аргоном, металл 2мм, а её деформировало и один угол поднялся. При сборке была идеально ровная. Можно ли это как-то исправить? Греть нечем, но есть бутылочный домкрат.
- Вчера
-
 Нурболат присоединился к сообществу
Нурболат присоединился к сообществу -
 Zevin24 присоединился к сообществу
Zevin24 присоединился к сообществу -
Покупал здесь, все хорошо!
-
 drthomasneal присоединился к сообществу
drthomasneal присоединился к сообществу - Последняя неделя
-
 CarolyncDyday присоединился к сообществу
CarolyncDyday присоединился к сообществу -
 Эдо87 присоединился к сообществу
Эдо87 присоединился к сообществу -
доброго! звонил ,не ответили, отправил сообщение, нужна присадка по чугуну!
-
Говорено уже много раз,но придется повторить:температура кипения цинка 900С,то есть,цинк начинает интенсивно испарятся,когда присадка попадает в столб дуги.Эта сварка требует навыков-минимально возможный угол наклона прутка к плоскости.Присадка подается быстро в переднюю часть св.ванны.Горелку в этот момент можно отвести чуть назад. На снимке -сварка на АС и ДС.


-
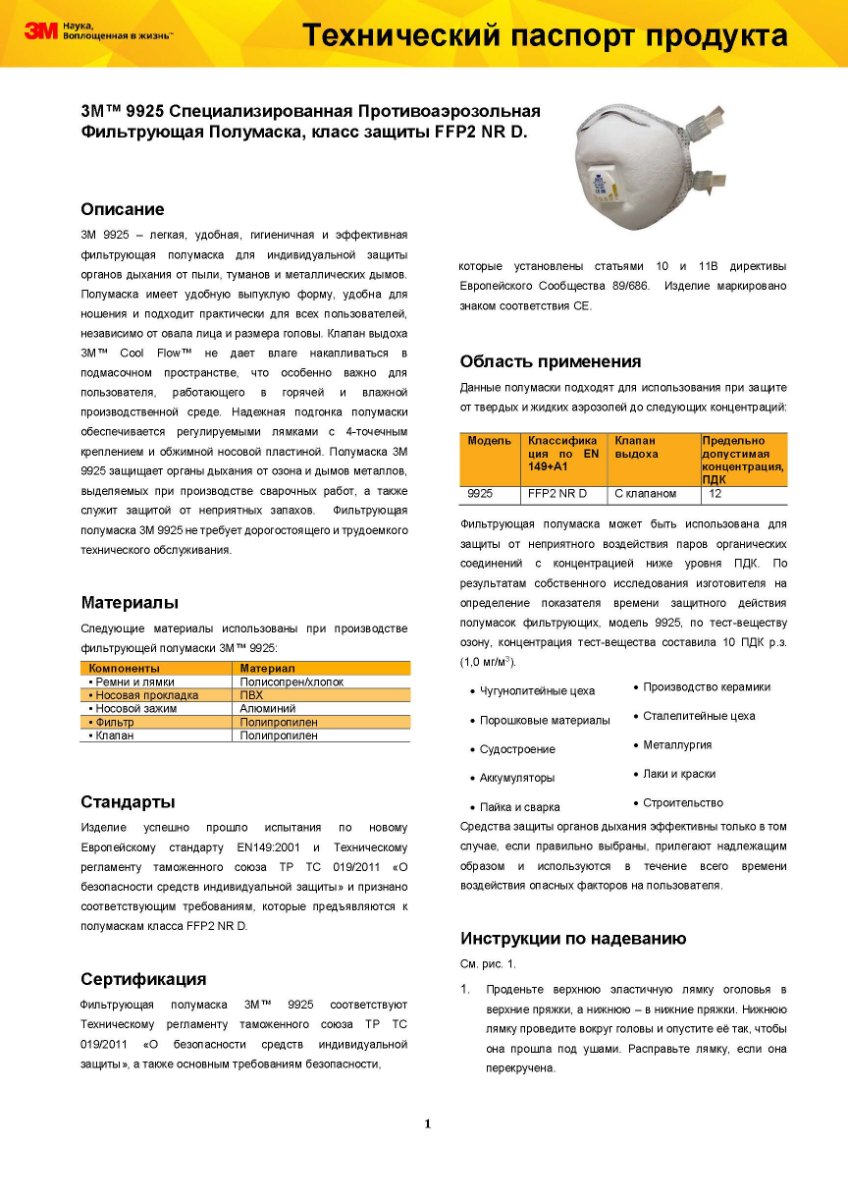
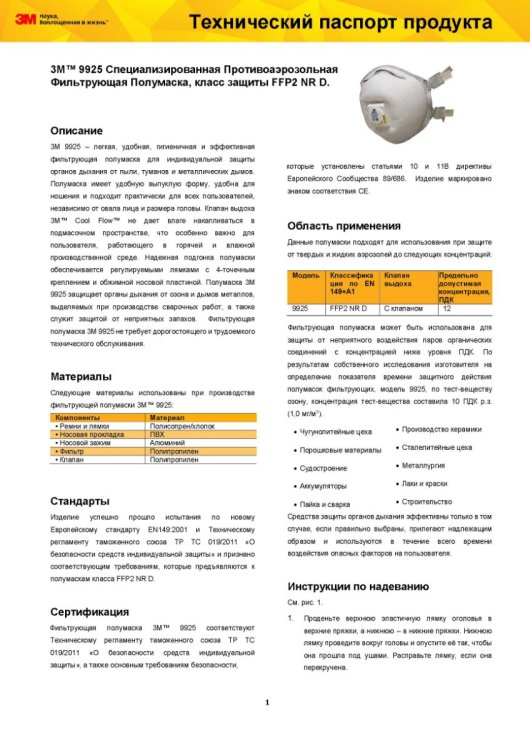
У меня похожая от 3м (6502ql), приобретал до санкционных времён, удобно что в ней быстросьем есть, можно не снимая полностью, а как бы просто откинув полумаску вниз водички попить Фильтра ставлю 2138 (3 класс защиты) На рабочем месте вытяжка хорошая установлена + использую респиратор с максимальным классом защиты, попрошу чтобы мне маску с турбоблоком купили, не уверен что сваривать латунь с лучшим респиратором или системой papr будет вреднее чем сваривать сталюгу без использования сизов, как почти все в этой профессии делают...мне доводилось посещать много производств и ниразу не видел сварщиков работающих с чм и при этом заботящихся о своих органах дыхания... Ощущений от отравления парами цинка у меня вчера не было, бодрячком, как-то очень давно вписался в шабашку и тогда я ещё очень мало знал и оцинкованные стали ниразу не сваривал, выполнил работу и под вечер было очень хреново, уже потом понял что это было, так что есть с чем сравнивать. Да и нельзя на работе сказать, что я что-то не буду делать, т.к все сварщики до меня все время существования предприятия выполняли эти работы...работу новую искать не вариант, меня на этой все устраивает
-
Мой вам совет - заканчивайте со сваркой латуни тигом, при такой организации труда вы очень быстро потеряете свои легкие.
-
И респиратор - респиратору рознь. Да и нормальный обычно только в районе 10 ПДК держит. Я вот так варю.

-
Сегодня надо было подварить детальки из латуни, в процессе возникли вопросы. Каким образом можно снизить бурное выгорание цинка? важно в цвет попасть и чтобы состав шва был +/- тот же самый, по этой причине рекомендовали использовать пруток не CuSi3, а Cuzn40. При подаче прутка дуга резко краснеет, начинается сильное задымление, плохо видно что происходит очень удивлен, что предыдущий сварщик до меня работал без респиратора, на маску столько пыли налетело всего за 10 деталек, без респиратора это же сколько дряни этой цинковой можно надышаться

-
И сравните с необходимыми по паспорту горелки. Это чтобы убедиться что горелка не перегревается. У вас же не один пост наплавки? Попробуйте горелки поменять местами на двух постах и посмотреть - проблема переместится вместе с горелкой или останется на изначальном посту.
-
Плазматрон Е52! От Кастолин. Это уже о многом говорит. А вот к чему он подключен, тут могут быть вариации. И следовательно могут быть отличия. Поэтому показание расхода и температуры ни чего не скажет. Надо знать что за оборудование, конкретно какая система охлаждения используется. Средств не существует. По крайней мере мне не попадались и наверное они в целом не нужны для данного процесса Вы не сказали ни чего!!! От слова совсем. Это то что у вас автомобиль и он не едет. Нужно подробнее описывать что вы делали, предпринимали. А если чуть расписать, то: какой порошок, какие режимы работы (расход газа, ток, количество порошка), какое расстояние, какой тип порошка и что вы делаете перед его использованием и т.д. и т.п. Желательно результат вашей наплавки... и еще раз и т.д. и т.п. Судя по фото сопло уже умерло раз или не раз. Но его продолжают лечить наждачкой или напильником Ведь качество газа то же играет роль на процесс. Центральное отверстие не ровное. Надо смотреть и на состояние электрода, как вы его затачиваете, угол заточки ... P.S. Кто вам поставлял оборудование? Они не идут на контакт? Пусть рассказывают!!!
-
Да горелка охлаждаемая, на кулере есть цифровое табло. Завтра посмотрю что оно показывает.
-
Сопло горелки и наконечник водоохлаждаемые? Есть возможность контролировать температуру и поток охлаждающей жидкости?
-
Здравствуйте! У меня на производстве используется плазменно-порошковая наплавка. При помощи неё наплавляем твердый сплав. В сварочную ванну порошок попадает через отверстие находящееся в аноде горелки Кастолин E52. Время от времени происходит забивание каналов расплавленным порошком. Не могу понять причин этого забивания, хотя сам процесс элементарный. Может быть кто из вас сталкивался с данным процессом, в чем причина забивания, можно ли его минимизировать, может быть существуют какие либо защитные средства. К сожалению в интернете информации по данной технологии немного.