Активность
- Сегодня
-
тачке садовой вчера жизнь продлял. "Усилил" ее ручки-раму парой поперечин из трубы 20х20х2 да к кузову прихватил в местах контактов. Металл труб тачки какой-то тонкий, кузова - еще тоньше. Не мерял, но около 1мм кузов и не более 1,5мм рама. 2,5мм ОК46 от Тантал (Сызрань) вполне себе справились. Ток был небольшой, около 50А, я думаю. И первый поджиг и повторный - нормально, но это же РЦ электрод, там так и должно быть. Их же Fortis МР-3 не понравились из-за шлака, хотя претензий к горению не было. АНО-21 3мм сычевские так же не очень понравились из-за шлака, бороться с ним приходится посильнее, иначе дуга может оборваться. Сравнивал одновременно с турецкими geka 6013 этого же диаметра. Если внимания настройке побольше уделить, может и не будет разницы, я просто на одном токе друг за другом два электрода использовал. От геки шов получше выглядел. УОНИ 13/55 3мм от Тантал использую, в целом нормально. Есть индийские stavinox 70.18 2,5мм, покупал их только из-за упаковки 2.5 кг (а то наши электроды в магазине 2 и 3 мм есть в пачках по 1кг, а 2,5мм только 5кг), запакованы, кстати, прекрасно (5 слоев в сумме). Шлак тонкий и легко отходит, на низком токе ~45А можно с ними управиться. Но по сравнению с танталом залипают при неудачном поджиге чаще и сильнее (аппарат без защиты от антиприлипания), у тантала поджиг субъективно получше. Хранится все в сухости и тепле, отсыревать не должны, техническими средствами для прокаливания и сушки не обладаю. Предпочитаю пачки по 1кг, т.к. быстрее обновляются. В общем с моим потреблением электродов как по количеству, так и по частоте использования, явных фаворитов нет, посему теперь беру Тантал, т.к. недорогие. Вся моя РД сварка на уровне дачно-домашнего применения, когда полуавтомат разворачивать не рационально.
-
Да ладно, ухват для чугунков!
-
Сделал какую-то кочергу из нихрома для литейки, непонятно только как ее собрались использовать, стержень нихромовый, что дали был 10мм толщиной, гнул с помощью резака, сварка этим же стержнем порезанным повдоль с помощью ушм Несмотря на спешку на мой взгляд получилось довольно изящно Можно хлеба из печей доставать

-
У меня также. Когда-нибудь поправят. Главное, что сайт работает больше, чем не работает.
-
Итак всему рано или поздно приходит конец.И это теме тоже: всем спасибо ,до свидания,продано!!
-
далеко не всегда срабатывает.
-
по крайней мере, у меня так же. Бывает ... жмешь перезагрузить страницу и все работает.
-
Открываешь одна, две страницы и жуткие тормоза или вообще. Больше двух недель уже точно. Это у меня одного так? Причём на разных устройствах.
-
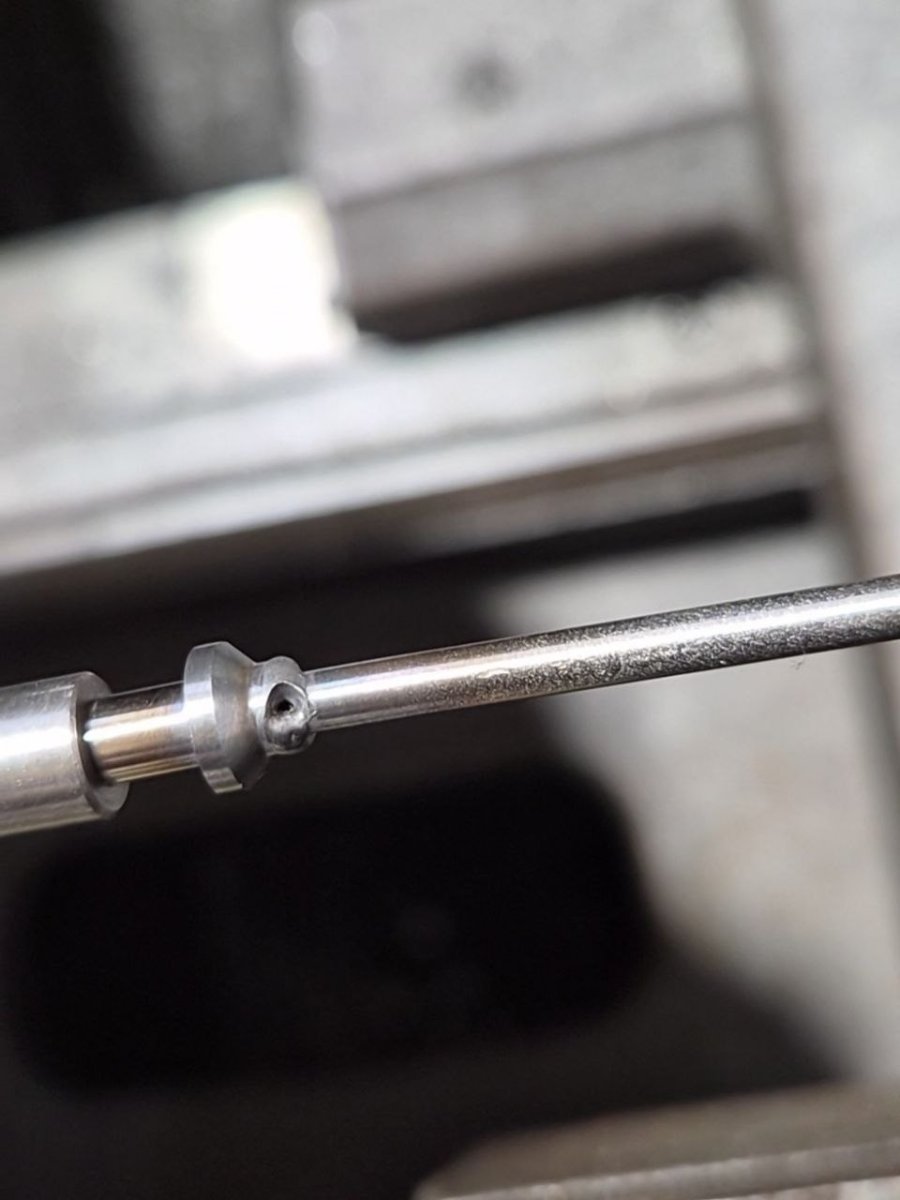
Очередная подзаглохшая тема. Что-то как-то вяло жизнь течёт на сайте. Электроды что ли кончились? Али все на полуавтоматы, да на тиги пересели. Разбавлю малость молчание. Про подбор проволоки на полуавтоматы читал, вычитал фразу, одного из уважаемых форумчан, что мол Российские производители не упыри, бедолаги борются за качество, но получается какчество. Следом возражение другого уважаемого форумчанина, что всё таки, производители есть те самые....(ну понятно). Так о чём это я? Ах, да. Про электроды. Пользовал ранее и намедни, вот снова, потребовалось применение. В ход пошли с начала МР-3 СЗСМ ф3, после эсаб ОК-46 ф3. Параметры и условия для обоих одинаковые, не менялись. Конструкция не ответственная планируется, потому выбор сперва пал на Судиславские МР-3, я ж ими год, два назад отопление сваривал, ворчал но делал. Но в ээээтот раз, сделать прихватку не получилось, тык, мык, никак(с), липнет(с), не зажигается, хотя пачка новая, запакованная, была в заводской целофановой упаковке. Плюнул, взял ОК-46 и быстро всё сраслось, т.е. сварилось, в смысле прихватилось, пачка лежит открытая с лета прошлого года. Да, сеть в этом месте слабовата, переноска тонкая 25м, току накрутил иииии, ок-46 работают, а МР-3 нет. Фото, слева ок-46, справа мр-3. Что-то у МР-3 торец электрода сильно так засирается, а ещё, когда его всё таки раскуришь, то горит с неприятным треском, дуга часто обрывается, повторно плохо зажигается. ОК-46 в этом плане много лучше, лучше них в плане поджига и удержания дуги были только китайские j-422(последняя пачка, к стати тоже не ахти попалась, трещат, брызгают, раньше такого не было. То ли китайцы сами себя подделывать начали, то ли Россияне стали производить). У мну такое ощущение складывается, что кто-то, как-то, спецом, так организует чтобы всё, что сделано на Руси было априори хужее, чем за бугром. Ну их, за бугорных понятно, они благодаря такой ситуёвине, чувствуют себя на голову выше, элитнее, и т.д..... А нас, ??не понятно, вроде не бездельники и могли бы.... Извините, навеяло что-то. Весна снова пожаловала
-
Еще раз - ацетон не растворяет технические смазки! Бензин, нефрас - да.
-
 intelec присоединился к сообществу
intelec присоединился к сообществу -
 Veerd присоединился к сообществу
Veerd присоединился к сообществу - Вчера
-
 Tillerdemon присоединился к сообществу
Tillerdemon присоединился к сообществу -
 Vasiluk77 присоединился к сообществу
Vasiluk77 присоединился к сообществу -
Продано!
- Последняя неделя
-
Было такое недавно. Я думал может в нержавейку Замак какой смогли подмешать или ещё чего, зачищал несколько раз, а оказалось всё проще... ротаметр дурака валял: отрубал сам подачу аргона.
-
Вчера Игорю было сорок дней. Настоящий Сварщик, Профи и Человек железной воли. Царствие Небесное, вечная память и вечный покой...
-
 Остап Сулейман присоединился к сообществу
Остап Сулейман присоединился к сообществу -
 все на это указывает. Только я не понимаю, как и чем они фокусируют. Второй момент, как защищают от грязи и брызг. Возможно это видео просто как .... типа рекламы своей продукции, типа сварка лазером. В то время было далеко не так популярно и доступно как сейчас. Это как в одном видео показывают молодого специалиста или специалистку, не помню, она держала паяльник за горячую часть, типа что-то там паяла. Обычному человеку, вау, а мне было смешно. Есть лазеры длинофокусные, над головой оператора висит излучатель. За счет линз подбирается то расстояние на котором будет сварка. В одном видео, робот варил дверь от авто на расстоянии в несколько метров. Лазерная резка, гравировка, по такому же принципу работает. В зависимости от линз, можно изменить высоту расположения головы. Но там резка (и все равно, чем ближе, тем эффективнее работает продув), а для сварки, нужна защитная среда. И в видео не показывают, что получается в результате сварки. У меня есть лазерная резка, для эффективности реза, в зону луча направляется поток воздуха. Поэтому длинофокусные по сути не сильно то и нужны, кроме как лечение матриц экранов, стирание гравировки на микросхемах и в целом поверхностная гравировка. Искорки это круто, на публику положительный эффект оказывает. Под видео, на вопросы, что за сварка, ни где не ответили. И это было давно. Сейчас есть довольно маленькие головы (горелки) для ручной лазерной сварки. И подлезть куда либо не проблема и подача защитного газа обеспечивается. Поэтому, не вижу смысла гнаться за таким световым шоу. P.S. возможно я где-то не прав, т.к. возможно где-то в узких кругах, есть специфичные лазеры. Но с тем, что я видел и имел дело, везде линзы, защита.
все на это указывает. Только я не понимаю, как и чем они фокусируют. Второй момент, как защищают от грязи и брызг. Возможно это видео просто как .... типа рекламы своей продукции, типа сварка лазером. В то время было далеко не так популярно и доступно как сейчас. Это как в одном видео показывают молодого специалиста или специалистку, не помню, она держала паяльник за горячую часть, типа что-то там паяла. Обычному человеку, вау, а мне было смешно. Есть лазеры длинофокусные, над головой оператора висит излучатель. За счет линз подбирается то расстояние на котором будет сварка. В одном видео, робот варил дверь от авто на расстоянии в несколько метров. Лазерная резка, гравировка, по такому же принципу работает. В зависимости от линз, можно изменить высоту расположения головы. Но там резка (и все равно, чем ближе, тем эффективнее работает продув), а для сварки, нужна защитная среда. И в видео не показывают, что получается в результате сварки. У меня есть лазерная резка, для эффективности реза, в зону луча направляется поток воздуха. Поэтому длинофокусные по сути не сильно то и нужны, кроме как лечение матриц экранов, стирание гравировки на микросхемах и в целом поверхностная гравировка. Искорки это круто, на публику положительный эффект оказывает. Под видео, на вопросы, что за сварка, ни где не ответили. И это было давно. Сейчас есть довольно маленькие головы (горелки) для ручной лазерной сварки. И подлезть куда либо не проблема и подача защитного газа обеспечивается. Поэтому, не вижу смысла гнаться за таким световым шоу. P.S. возможно я где-то не прав, т.к. возможно где-то в узких кругах, есть специфичные лазеры. Но с тем, что я видел и имел дело, везде линзы, защита.- 4 ответа
-
- 2
-

-

-
 Я правильно понимаю, что у сварщика из видео в руках не присадка, а оптоволокно, по которому луч лазера подается?
Я правильно понимаю, что у сварщика из видео в руках не присадка, а оптоволокно, по которому луч лазера подается? -
изделие герметичное? Такой эффект легко получается, когда расширение газа внутри приводит к ... такому вот взрыву. И в зависимости от поддува или даже если нет поддува, на перекрытии может получиться хлопок. И конечно, если вначале деталь холодная, то к концу уже знатно нагретая, поэтому как вариант нужно уменьшать ток в конце на завершении.
-
Парни, привет. Что делать? варю трубки со стенками 1 мм, (какая то нерж, думаю 304) в муфту с посадочным отверстием такой же толщины стенок, варится хорошо - и вдруг хаос, шипение, фильтр слепит и такие дырки если не погасишь дугу сразу. Вряд ли грязь - детали чищены нерж щетками, и отмокали в ультразвуке с ацетоном. сборка в перчатках. присадку тоже протираю ацетоном. Или как еще почистить? газ 8 л, (может много?) поддув 5 л. ток 18А.(глючит аппарат на малых токах? обычно не было таких проблем) горелка 6, красный китайский вольфрам 1,6мм , присадка 304, 0,5 мм. аппарат фрониус тт1600. Дырки ремонтируются хорошо, ванна на дырке стабильная, нет кипения и пор. Заранее благодарен!
-
 AlexJ присоединился к сообществу
AlexJ присоединился к сообществу -
 Spektrpr присоединился к сообществу
Spektrpr присоединился к сообществу -
 Дык, это не только у австрияков есть
Дык, это не только у австрияков есть -
Трансстилл 2200 это однофазный источник питания. У вас, я так понимаю 3 фазы. У фрониуса нет однофазных аппаратов с функцией импульсного режима, по крайней мере из современной линейки.
-
 Pups присоединился к сообществу
Pups присоединился к сообществу -
он то есть, но ... если нет возможности плотно прижать, да и это не всегда помогает, получается это место мутное, т.е. как бы не изгалялся, трещину, хоть и герметичную, но будет видно. Поэтому и пока остановил свой выбор именно на клее, который жидкий и хорошо может затечь, заполнить промежуток и после полимеризации остается полностью прозрачным. В любом случае, спасибо. Буду дальше думать и изучать. Больше информации не меньше.
-
Я сплоховал, конечно же обозначение оргстекла не РА, а РММА. В твоем случае фонарь сборный из оргстекла и поликарбоната. И надо смотреть какая часть какая. Поликарбонат клеить не приходилось, но наверняка есть какой-то растворитель, надо изучать. П.С. Хотя вот читаю первое попавшееся. Пишут: "Идеальными растворителями являются этиленхлорид, хлороформ, тетрахлорэтан, мета-крезол и пиридин".
-
а если PC? сейчас изучаю надписи и вижу: opticlens PC, lens PMMA
-
Если они из PA, а не из PC, то в дихлорэтане растворяется стружка PA по цвету фонаря. Эта технология хороша для кусочно-мозаичного ремонта, главное, чтобы все фрагменты были. Если трещины, то результат буде зависеть от того, насколько трещина загрязнена и возможности ее заполнить. Но в любом случае, при замазывание трещины раствором, с "усилением шва", последующая шлифовка и полировка дает на "блик" монолитную поверхность.
-
вот тут можно подробнее? Я понимаю не совсем по теме... точнее совсем не по теме. но лежат задние фонари. Предварительно один разобрал. Есть несколько трещин, думал клей использовать прозрачный с УФ полимеризацией. После будет наждачка и покрываться лаком. Но хотелось бы сохранить прозрачность максимальную и спрятать трещины с глаз . Первый опыт показал, что как и с лобовым стеклом, клей протекает в трещину, полимеризуется и трещины не видно. Но что будет после, в период эксплуатации?! Все же это пластик, а клей как и стекло, не имеет эластичности.