Активность
- Последний час
-
типичная проблема многих. Тут, понятно, все отлично! Хм... а я такую же ... приблуду немного изменил, под заточку ножей, т.к. родная оправка ... только смех вызывает. Жду диски и уже под конкретный диск буду окончательную подгонку делать. ну а больше и не надо. Этого достаточно. Острые кромки быстро оплавятся и шарик сформируется. Я так понимаю, что остается еще под вопросом режимы. И почему чебора может фыркать на такой электрод. Т.к. к остальному, лично у меня вопросов из опыта, нет. И интересно, что скажут в представительстве чеборы. В свое время СЕА немного допиливали режим, т.к. на малых токах были проблемы. А еще одна компания китайского бренда, допиливали софт с треугольной формой волны. Как раз так же, проблемы на малых токах. и тут я подумал... На заточной машинке, типа такого диска. Он справляется. А вот я покупал другие диски только камень меня удовлетворил. Камень для заточки (чашка). А диски для грубой обдирки. Очень большие царапки остаются.
-
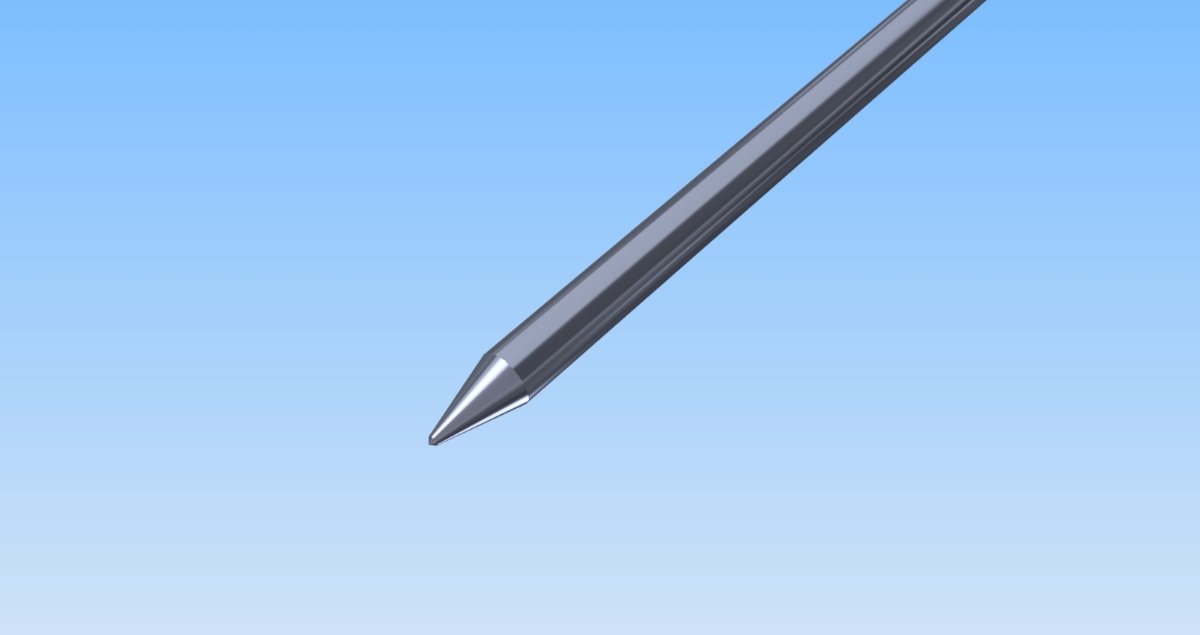
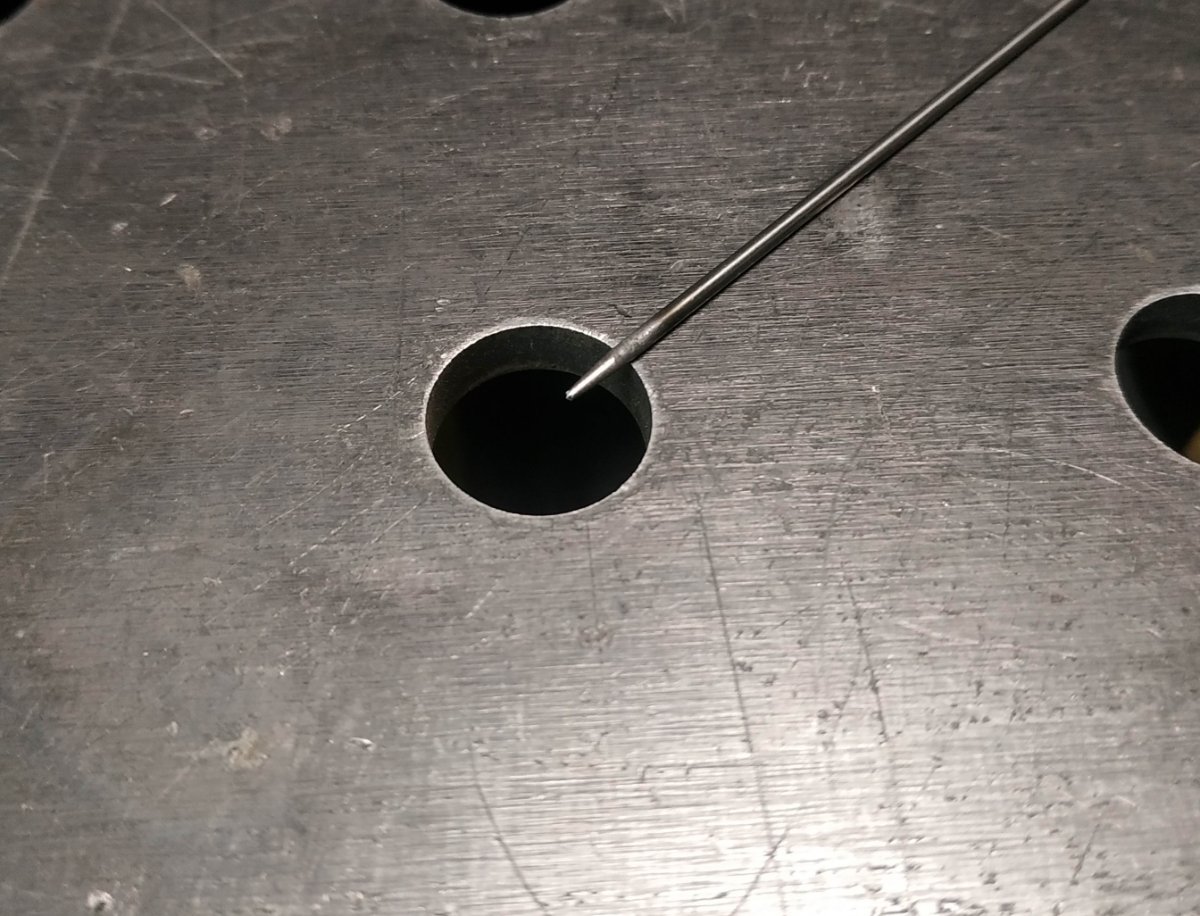
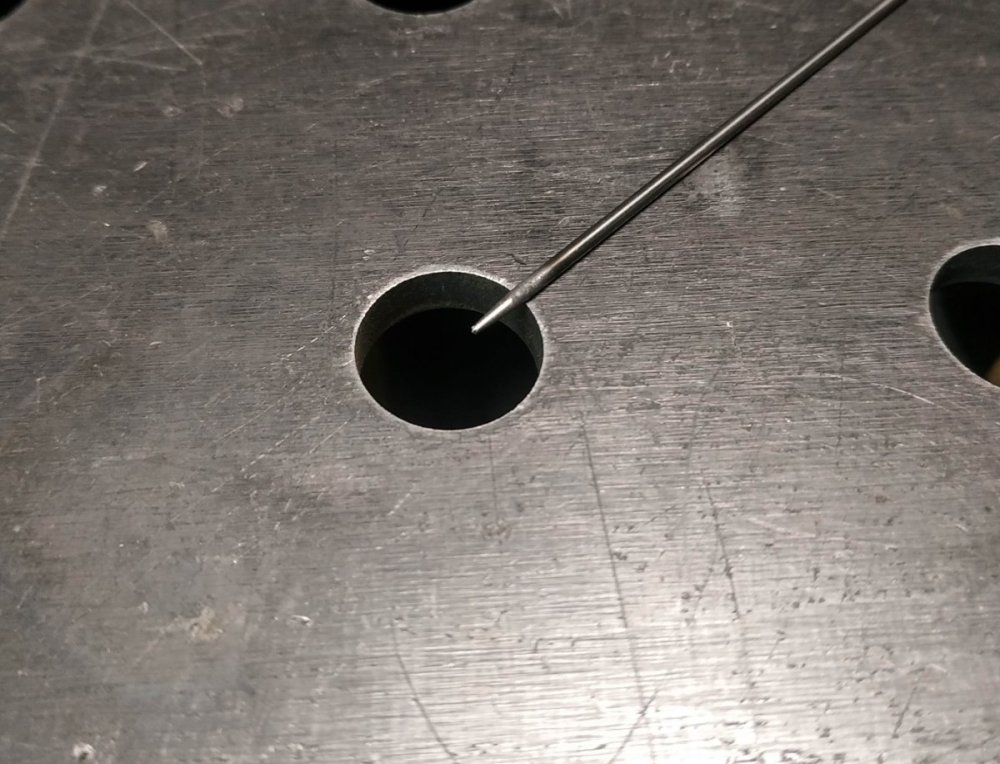
Риски поперек мне только специально можно сделать (фото 1). Притупление, вроде тоже в допуске. Вот как притупление 0,3 на электроде 1,6 выглядит (фото 2).


- Сегодня
-
такое обычно если на электроде уже состав материала. Если держать электрод и не утыкаться, то такое состояние ... я даже не знаю когда получится. Я то быстро утыкаюсь . я на разных пробовал. Не только на итальянских аппаратах, но проблемы, что именно такой электрод надо, не встречал. Обычно острие делаю и от первого поджога мааааленький шарик сам образуется. А на фото, заточку вижу, но ... на мой взгляд очень тупой кончик получается. А еще, по фото кажется у вас риски по окружности диаметра электрода. А должны быть вдоль, "параллельно" оси электрода а не по касательной. Или я ошибаюсь? И если заточка с рисками не по оси, то в АС это очень сильно отражается на стабильности дуги и самом процессе, а так же электрод быстро покрывается нагаром. В следствии - процесс можно тормозить и перетачивать. Даже шарик от этого по форме не равномерной сферы получается. Сегодня тема электрода коснулась, полазить по интернету. И в интернете были размеры притупления 0.2-0.35мм.
-
1. Господа админы! Я, вроде как не очень нарушаю Ваших правил форума, но каждый день Вы меня баните зачем-то, ограничивая мне свободу слова бессмысленными лимитами. За что? 2. Нашел и медную сварочную проволоку от производителя: 3. У "Шустрого али" нашлась медная НЕсварочная проволока всякого разного сечения, например, вполне себе сварочного сечения ф1мм: Как думаете, а что будет если ее зарядить в аппарат и запустить под аргоном?


-
Вот так загрязняется (фото 1). Летит всякая неудаляемая грязь, масло, окись, пары алюминия. А аэродинамика околодуговой зоны такова, что скорость воздушного потока там высокая (доходит до сверхзвуковой) и все тянет в сопло и на электрод. Чистить конечно можно и нужно, но это приходится делать очень часто - муторно. Электрод 1,6, заточка 30 градусов, кончик 90 и слегка скруглен. 1, В рабочем состояние. 2. Почищенный, поправленный.

-
я сейчас китайский аппарат тестирую. Могу сказать, что как все блогеры, токовые клещи показывают 200А. НО!!! Европейский аппарат, электрод 5мм совершенно иначе плавит, на этих 200А. И главное, что если кабель не толстый, то на китайском нагрев практически не ощущается, практически закончив электрод. А на европейском, после нескольких секунд, этот же кабель ощутимо стал теплым. Поэтому все эти показушники, не гарантируют адекватность регулировок. И многие стали делать электронную регулировку индуктивности. Т.е. в аппарате на выходе может вообще отсутствовать индуктивность, а имеется только электронная. И следовательно, на сколько она полностью перекрывает диапазон, электронная + физическая, очень, очень большой вопрос. Еще в далекие года, когда только это появлялось как CuSi, многие аппараты просто не могли. Но тогда были трансформаторы и только зародыш инверторный. И с европейскими на инверторах, я проблем не испытывал. А в век засилия китайского, не изучал вопрос по CuSi. На трансформаторных, главное условие, если два разъема под обратный кабель, то втыкать туда где больше витков нарисовано. И тех у кого не было дросселя с дополнительными витками, процесс был не стабильным.
-
Понял, спасибо. Это я в курсе. Когда крышу на уазике точками варил, всегда небольшой зазор оставлял между листами внахлест. Проволока отличная - Bercoweld Cusi3. Тут на барахолке брал лет 5 назад. Тигом прекрасно варится.
-
я выше же описал особенность. Поэтому, индуктивность крутите на максимум (после пробуете уменьшать), а после подбираете скорость подачи и напряжение. Если напряжение большое, то проволока (капля) перегревается, шов начинает чернить. Если напряжения мало, то шов сильно бугром и нет хорошей смачиваемости, т.е. если на обратную сторону не протекает если есть хоть малюсенький зазор, то не прогрев. Да и высоту между горелкой и деталью надо соблюдать, чтобы газовой защиты хватало. Но и от проволоки многое зависит. Недавно поменяли китайскую проволоку на DEKA, при автоматической подачи в ТИГ, разница прям очевидна и это черняга. А по CuSi я уже не скажу марку, не помню, но мы ее выбирали перед заказом, т.к. старая, что оставалась, давала не стабильный процесс. Еще один вариант, в ТИГ режиме попробовать. В ТИГ очевидно становится, что проволока не удачная либо режим аппарата. Если растекаемость не стабильная даже уже в расплавленном слое, сама проволока не вливается, то проволока либо старая либо не качественная. Это же пайка и если при пайке после нагрева, присадок не растекается, то флюс добавляют. Но если и флюс не помогает то присадок плохой. Тут флюса нет, сама проволока работает. Следовательно, нет смачиваемости поверхности и присадок в расплав не входит, вывод один - надо новую катушку брать. Может типа сушки делать... но на мой взгляд, просто большое окисление уже со временем.
-
Нет. Несколько роликов из этой компиляции я видел задолго до бума ИИ. На одном ранее популярном строительном форуме, года с 2008 периодически читал тему "Смерть от болгарки". Тема, кстати, до сих пор существует тыц. И если сначала обсуждались происшествия с ручным электроинструментом, то чуть позже, со своими историями подтянулся народ с производств, в том числе инженеры по ОТ и ТБ. Так вот, многие фрагменты из ролика выше, ранее там публиковались. На самом деле очень полезная тема. Как в плане изменения отношения к ТБ, так и понимания всей безграничности человеческого идиотизма)
-
Это вряд ли.... Во всяком случае, я не нашел. Методом научного тыка)
-
У меня на Аврора динамика 200 эксперт нет режима для сварки CuSi. Методом тыка удалось настроить на более-менее результат, но всё равно не очень нравится. Есть где-то тут подробное описание настройки п/а под эту проволоку? Вот. На трубе 1,5 мм ещё более-менее, а на кузовщине уже хрень какая-то. А ведь CuSi3 как раз преимущественно для кузовщины и бралась...
-
ну такое допустимо когда что-то более или менее толстое варить. Но когда очень тонкое, я держу электрод чистым. Да и поджог дуги другой. А когда электрод грязный, то дуга пляшет и с поджигом проблема. И вот тут не знаю ... может повышение частоты чем-то и поможет. Но это на мой взгляд костыли уже. А касательно заточки... как-то повелось у меня, 18-22 градуса заточка. И это для нержи и алюминия используется. Угол заточки в 60 градусов это когда токи выше 200А и то не всегда. Т.к. в деятельности много плазменной сварки, то это рекомендации для плазмы. Ну и чтобы не перестраиваться для ТИГ такие же заточки. И когда в ТИГ это все применяется, то пока вопросов не возникало, такая ли заточка или нужна другая. А вот когда у клиента проблемы возникают, то очень часто наблюдаю проблемы с электродом. Точат допуская очень и очень много ошибок. На нерже в авто цикле, даже при правильной заточке, возникают проблемы со стабильным стартом дуги. И при этом и пред продувка, и пост продувка верно установлены. Очень сильно влияет шероховатость поверхности заточки. Особенно это при сварке АС. Однажды, я такое встретил на плазме, хотя она больше защищена от проблем с электродом. В ТИГ все сразу вылазит. Т.е. заточил, просто на грубом камне. Раз дугу зажег и все... электрод имеет не правильную форму и пошел перетачивать. Пока не прошелся наждачкой по заточке. Понял после второй заточки, что сам дурак.
-
чушь от ИИ. хотя бы потому,что ни капли крови нет при раздавливании,открытых переломах. А уж источник Яплакал прям доверие вызывает . Если что -НС видел не раз: механические,электрические.
-
Да! Мне везло с учителями, многие из них стали старшими товарищами надолго, даже за пределами школы и института. И даже сам пару лет в школе преподавал....
-
О да! Петр, многих застал.... О ком-то жалею, что перестали появляться на форуме.
- Вчера
-
 Davidspini присоединился к сообществу
Davidspini присоединился к сообществу -
Они знали куда шли. Это как учитель в школе, которому никак не можно обижаться на учеников, и ожидать от них благодарности. Благодарность это вопросы к воспитавшим. Вспомните себя в детстве, в молодости, много учителей благодарили? Раньше не замечал, но с возрастом, у меня сложилось впечатление, наверное это последствия СССР, где знания давались бесплатно. За молодёжью, да и не только, заметил, что нет осознания что знания это есть благо, которое порой продаётся и не дёшево. Можно просто отправить новичка, иди на курсы за свой счёт, тогда поймёшь что по чем. И соответственно, кода другой делится с тобой знаниями, без возмездно, и мысли не возникает сказать просто, спасибо. Личные обиды в основном всегда рулят. Люди....
-
Для нового человека это не фарс. Куда ему обращаться? К этим видосам? Кои все неудачи за кадром оставили, а-ля лишь бы продать, впарить по быстрей. Что он там получит? А тут есть шанс, при наличии желания и думания. Без думания, как оказалось никуда, это я вам как новичок говорю.
-
У меня на малых токах электрод 1,6 (иногда 1мм, но у него плохой теплоотвод), но заточенный под 30 градусов. Кончик заточен под девяносто и скруглен, так что шарик в принципе и не нужен, сам потом в границах этой заточки оплавляется, если баланса хватает. Но я кроме баланса длительности полупериодов еще и баланс амплитуды постоянно использую. В некоторых ситуациях электрод естественным путем невозможно оплавить, только идти в меню менять настройки и искусственно оплавлять. Электроды лантановые, в принципе претензий нет, все равно постоянно по уши в алюминии.
-
 Скажу сразу-не сталкивался,но вас,наверное,интересует сталь моста? Скорее всего,это 20Л.
Скажу сразу-не сталкивался,но вас,наверное,интересует сталь моста? Скорее всего,это 20Л. -
на этой планете есть очень сильная и самая влиятельная организация ... У нее везде свои люди .... этих ... "дураков" можно наблюдать везде.
-
ну собственно, сколько на шильде аппарат и указано. Более не вытягивает. Этим любой аппарат занимается в меру своих возможностей.
-
так от аппарата и зависит, что он может (точнее элементной базы инвертора). Я тут с китайским экспериментирую и эксперименты удручающие... т.е. не просто так дешевле европы... Так вот, собственно у любого источника есть свои границы. У кого больше, у кого меньше, но смысл тот что я выше написал. И другого не будет. Ни чего криминального не произойдет. Это собственно на ММА аппаратах можно и наблюдать, когда длинные кабели используют. Там конечно индуктивность еще добавляется, которая и может навредить, но с учетом ее отсутствия, аппарат упирается в свой потолок и дальше уже от электроники зависит, просто в таком крайнем положении и поддерживает дугу или гасит ее. Я упирался в то, что некоторые аппараты воспринимают это состояние и вырубаются, а другие истошные звуки могут начать выдавать но продолжают в таком состоянии работать (точнее дуга петь начинает). Что в целом на дуге в ММА и видно. Либо разжигает с трудом либо если дуга горит, то не стабильно. Еще одна сторона проверки, это наплавка. Мы сталкивались с такими запросами, где нужно высокое напряжение РАБОЧЕЕ, а не ХХ. И тут именно наступал потолок, очевидный. Поэтому я и не понимаю, что хочется или на что расчет?! Не просто так на шильдике аппарата указан максимальный ток и напряжение. Если инвертор правильно сделан, то в этом диапазоне работает, если нет, то что-то или где-то не дотягивается. Поэтому при дополнительном сопротивлении, крайние значения для аппарата отразятся на дуге, либо обрыв дуги если дуга горит либо не возможность ее удержать даже в момент поджога. Так же это еще показывает, повышенное сопротивление в байонетных разъемах. Просто аппарату на это наплевать и это место просто греется, а как он варил, так и продолжает варить. Либо опять в крайних режимах, пшик пшик и дуга не поддерживается. И в заключение. Именно учитывая характеристики инверторов, либо изготавливаются под спец заказ либо ... отказ, т.к. стоимость не интересна клиенту.
-
 Вот и хотелось бы узнать. Игорь,Алексей гораздо лучше знают схемотехнику аппаратов. Знают Чего от них можно ожидать.
Вот и хотелось бы узнать. Игорь,Алексей гораздо лучше знают схемотехнику аппаратов. Знают Чего от них можно ожидать. -
Сергей, привет. Вы не правы. Когда на дроме или прочих внедорожных дальневосточных форумах вы зачинали свои темы (подобные этой) в стиле "Земля имеет форму чемодана", то РКП(б)-публика с ходу заваливала вас переходами на личность. Тут такого не бывает, атмосфера другая. По теме. Да, вы опять решили пойти альтернативным путём. У нас на заводе есть все виды сварки и НАКС-персонал, который может много чего под рентген, статику и динамику. Но если какой-то молодой технолог подойдёт к спецу и скажет - А давай-ка мы, батенька, АМЦ или БРАЖ сегодня п/автоматом уважим, - то будет послан сразу, в лоб и без шансов на диалог. И не потому что нельзя, а потому что - не надо. Вот и вам ответили - Серёжа, можно, но не надо. Оставьте лишние деньги на ТИГ и онколога. Не выбрасывайте их на опыт, которым с вами тут бесплатно делятся, искренне пытаясь вам помочь. Крепких и красивых швов