Активность
- Последний час
-
 Освежу немного тему вопросами новичка. Попробовал впервые сварку алюминия полуавтоматом. Марка материала тренировочных деталей мне не особо известна, но скорее всего какой-либо сплав АМг. Детали толстые: бруски примерно 35х35 и 35х18, длиной порядка 150мм. Проволока 5356, 1.0мм. Полуавтомат обычный без импульсных режимов (максимум можно поставить 31 В и 18 м/мин, ток 350). U-ролик и тефлоновый канал само собой стоят. Горелка 36я, сопло 16 мм, расход аргона 15 л/мин. Детали тщательной подготовки не проходили, просто почистил сверху лепестковым диском (диск новый брал). Столкнулся со следующими проблемами: 1. По всей видимости не пробивает оксидную пленку в начале сварки. Металл проволоки просто скатывается в шарик, который немного приплавляется к менее массивной детали. С прогревом во время сварки эта проблема в целом уходит, и на горячую сварка стартует в целом без проблем. 2. При старте проволока часто отгорает до наконечника, иногда к нему прилипает, но не приваривается. Примерно 50/50 после обгорания может от нажатия кнопки двигаться, иногда надо отрывать шарик бокорезами, Иногда внутрь наконечника отгорает, тогда его откручиваю и выпускаю немного проволоку и ставлю его обратно. Возможно дело в плавном старте, т.к. аппарат до начала сварки медленно проволоку подает. И он не регулируется никак. Со второй проблемой более менее вылетом проволоки бороться получается, и вообще сварка алюминия к вылету проволоки более требовательна мне показалась. Больше интересует как на холодную сварку начинать, может быть подогревать детали, хотя в наличии только пропановая горелка с туристическим баллончиком. И еще не очень понятно как мощность вытащить из аппарата, кроме как использованием проволоки 1,2мм. Подачу выкрутил на всю, а напряжение сильно поднять не могу - дуга уходит в наконечник. Получилось что-то типа 18 м/мин и 28 В. Аппарат своим показометром порядка 190А намерял, а хочется побольше. У меня при подборе соотношения напряжение/индуктивность при этой подаче от 24 до 28 В напряжение можно подобрать, выше уже дуга слишком длинная и в наконечник может уйти во время сварки. Ради интереса посмотрел в приложении от фрониуса: оно мне при 18 м/мин рисует 24В и 195А, что несколько походит на полученные результаты.
Освежу немного тему вопросами новичка. Попробовал впервые сварку алюминия полуавтоматом. Марка материала тренировочных деталей мне не особо известна, но скорее всего какой-либо сплав АМг. Детали толстые: бруски примерно 35х35 и 35х18, длиной порядка 150мм. Проволока 5356, 1.0мм. Полуавтомат обычный без импульсных режимов (максимум можно поставить 31 В и 18 м/мин, ток 350). U-ролик и тефлоновый канал само собой стоят. Горелка 36я, сопло 16 мм, расход аргона 15 л/мин. Детали тщательной подготовки не проходили, просто почистил сверху лепестковым диском (диск новый брал). Столкнулся со следующими проблемами: 1. По всей видимости не пробивает оксидную пленку в начале сварки. Металл проволоки просто скатывается в шарик, который немного приплавляется к менее массивной детали. С прогревом во время сварки эта проблема в целом уходит, и на горячую сварка стартует в целом без проблем. 2. При старте проволока часто отгорает до наконечника, иногда к нему прилипает, но не приваривается. Примерно 50/50 после обгорания может от нажатия кнопки двигаться, иногда надо отрывать шарик бокорезами, Иногда внутрь наконечника отгорает, тогда его откручиваю и выпускаю немного проволоку и ставлю его обратно. Возможно дело в плавном старте, т.к. аппарат до начала сварки медленно проволоку подает. И он не регулируется никак. Со второй проблемой более менее вылетом проволоки бороться получается, и вообще сварка алюминия к вылету проволоки более требовательна мне показалась. Больше интересует как на холодную сварку начинать, может быть подогревать детали, хотя в наличии только пропановая горелка с туристическим баллончиком. И еще не очень понятно как мощность вытащить из аппарата, кроме как использованием проволоки 1,2мм. Подачу выкрутил на всю, а напряжение сильно поднять не могу - дуга уходит в наконечник. Получилось что-то типа 18 м/мин и 28 В. Аппарат своим показометром порядка 190А намерял, а хочется побольше. У меня при подборе соотношения напряжение/индуктивность при этой подаче от 24 до 28 В напряжение можно подобрать, выше уже дуга слишком длинная и в наконечник может уйти во время сварки. Ради интереса посмотрел в приложении от фрониуса: оно мне при 18 м/мин рисует 24В и 195А, что несколько походит на полученные результаты. -
это ни чего не значит. Тот же форсаж может быть уже внедрен на каком-то заводском уровне настройки. (инвертор по сути имеет внутри много нюансов, банальный дроссель как реализован или он физический на чем и чем намотан, а так же обратная связь как и на чем реализована). Следовательно когда поля накладываются (а поле от дуги всегда образуется), то аппарат не адекватно считывает данные и начинает чудить. Плюс в ММА не просто так делают короткие кабеля. А обычно их удлиняют. А еще хуже когда они скручены в кольцо. И положение сварочного и обратного кабеля относительно детали так же оказывает влияние. Стол металлический, сделайте виток вокруг ножки стола и уже может получиться сердечник трансформатора в виде стола. При стечении условий, может это и вылезти все боком. Т.е. напряжение на дуге, ток дуги и положение кабелей, плюс логика работы аппарата. У нас был случай, когда все не получалось. Взяли китайский аппарат, без наворотов и вроде бы хотели уже его оставить. Но после ряда экспериментов и ... он начал чудить с дугой. И ферритные кольца вешали на питание 380В и с бубном танцевали. Даже просто поставить стол на диэлектрик между бетонным полом уже давал некий результат. Но в итоге нашли только один единственный вариант, который работал 100%, в нашем случае. Еще был промежуточный вариант, аппарат 3-х фазный не работал с одним типом горелки, но рабаотал с другим. А однофазный наоборот работал с той горелкой, которая на 3-х фазном не работала. Повторюсь. У других и без танцев все сразу работало и работает не один год. При одних и тех же в целом условиях. Относительно недавно был на заводе, где 0 с землей одно целое. Подключили робота, работает. Без проблем, совсем без проблем.
-
ну такое себе. Если достался бесплатно, то можно и радоваться. Но если нужен сервис... стоимость даже когда было все не так дорого, была ого-го. Колхозный ремонт все же это колхозный ремонт, сделать как это было по заводу практически не возможно. Да и не все можно было отремонтировать. А стоимость некоторых плат достигала 500 000 при стоимости аппарата чуть выше ляма.
-
Писал про электрод - ОК 53.70, он хоть и допускает прямую полярность и даже сварку на AC, но полярность была обратной - типичной для электродов с основным покрытием. На инверторе кроме регулятора тока нет ничего. Буду впредь считаться с этим явлением и принимать соответствующие меры При случае может быть и поэкспериментирую с разными электродами и полярностью, чтобы наблюдения свои расширить.
-
противоположность. Чем больше примочек, тем менее надежное, так было и так будет. Либо это словоблудие без имеющейся основы, как сравнение с другими производителями, например Daihen. обычно, ну раньше так было, только время все покажет. Линкольн не просто так на нефтянке хорошо прижился. У него исполнение специфичное и мало кто с этим может поспорить.
- 3 ответа
-
- 1
-

- Сегодня
-
У П\А "+" на проволоке, "-" на обратном кабеле. На ММА, обычно "-" на электроде и "+" на обратном кабеле. Поэтому возможно совпадение у вас было магнитных полюсов. Возможно... Я не знаю, как вы подключали полярность в ММА. И близко стоящий магнит, собственно мог давать такой эффект. Еще из личного опыта, зависит как аппарат стабилизирует дугу. Чем проще аппарат, т.е. без всякого функционала, тем проще справляется. Если примочек разных много, то это сильно влияет на дугу. У нас был станок который мозг выел чайной ложной, пока не сделали нормального заземления. При этом у других пользователей и без заземления все было замечательно. Вообще на эту тему много есть мнений, как и чем бороться. не всегда это работает. Все зависит от самой детали, намагниченности и еще от ее формы. Т.е. можно получить как бы виток трансформатора и тогда без всяких магнитов и намагниченности, проходящий ток будет создавать эффект сдувания дуги. Я видел когда дуга параллельно детали была на протяжении нескольких сантиметров и после уже опускалась на деталь.
-
Здравствуйте. Отправить можете, но нужна именно плата. Один случай был, что после пришлось отправить целиком аппарат, с разъемами пользователь ошибся, подключил не то и не туда, бух-ба-бах и нет его. Цена копеечная, в итоге, но без аппарата пользователю пришлось побыть и доп расходы. Если есть желание, то пишите в личные сообщения. Укажу адрес и необходимую информацию, что и куда выслать. Проявление не стабильного старта не всегда вылазит, но если будет, то высылайте плату.
- Вчера
-
 Иван1985 присоединился к сообществу
Иван1985 присоединился к сообществу -
 Море777 присоединился к сообществу
Море777 присоединился к сообществу - Последняя неделя
-
Нет, не влияет. Нужно источник с переменным током, или специальный прибор для размагничивания. В вашем случае кондуктор без применения магнита. с 3 минуты видео как я боролся с намагничеными пластинами.
-
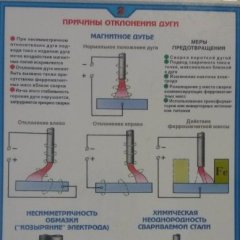
Столкнулся намедни с магнитным дутьем во всей красе: два уголка 25х3 надо было сварить под 90° так, чтобы полки были наружу (кронштейн для полки в кладовку, но это не суть). Прилепил детали на магнитный уголок, подогнал. Электрод ОК 53.70, 3мм (потому что на виду лежал, а остальные в пачках, и банально поленился вытаскивать). И тут меня ждал сюрприз дуга мечется из стороны в сторону, звук какой-то посторонний добавился, как бурление какое-то, разжечь электрод та еще задачка. Даже дуга между окрашенным магнитным уголком и деталью возникала, хотя прищепка на детали была. Кое как прихватил в общем, немного подстроившись под эти внезапные обстоятельства. Далее без магнита все было как обычно. Поджиг как обычно, и сварка как обычно. В общем с первым кронштейном помучался при прихватке, с оставшимися дело чуть-чуть попроще пошло, т.к. просто уже был готов к этому. Рутиловые 2,5мм электроды попробовать не успел, чтобы сравнить. При этом при сварке на полуавтомате (газ - смесь) при использовании магнитных уголков такой гадости у меня не возникало. Спокойно прихватывал детали. И вопрос возник: влияют ли диаметр электрода и защитная атмосфера на силу магнитного дутья?
-
Приветствую! В вашем приветственном сообщении вы упираете на слово надежность, думаю всем было бы интересно увидеть аргументацию данных заявлений, например что-то вроде презентации с испытаниями аппаратов, видео с тестов залития источников в капельной камере, видео с тестами падений аппаратов, видео из термокамер с замерами ПН, показ и обзор внутренностей источников являющихся самыми популярными решениями для промышленных предприятий, ну думаю вы поняли. Со слов большинства представителей производителей и импортеров их аппараты самые наилучшие, а другие - не такие хорошие и уступают по многим параметрам. Было бы неплохо увидеть подтверждения данных вами слов какими-то обосновывающие эти слова действиями. Какую должность вы занимаете в компании? Не знаю зачем я учу других людей как им делать их работу, и бесплатно это разжевываю, но если вы хотите отметиться в среде профессионалов сварочной отрасли и получить свою долю респекта и сео, вам стоит организовать и пригласить людей на день открытых дверей, где заинтересованным в данной информации лицам уже можно будет показать насколько хороши ваши аппараты или прислать аппараты на обзоры\тестирования лицам имеющим отношения к предприятиям, которые могут быть вам интересны в качестве клиентов.
- 3 ответа
-
- 2
-
-

-
У меня вопрос к вам-Вы зачем сюда пришли?
- 3 ответа
-
- 1
-
-
Друзья, всем привет! Рады приветствовать вас на форуме ВебСварка! Мы MGT (ранее Megmeet) - промышленное сварочное оборудование премиум-класса. Интеллектуальные сварочные аппараты MIG/MAG/TIG/MMA для ручной и роботизированной сварки. Полностью цифровое управление, превосходное качество сварки, высокая надежность. Объединяя передовые технологии, MGT предлагает клиентам надежные, энергосберегающие и интеллектуальные решения. Надёжность - основа интеллектуального сварочного аппарата MGT. Если у вас есть вопросы по нашему оборудованию, идеи, обратная связь - не стесняйтесь писать. Мы здесь, чтобы помочь и сделать вашу работу проще.
-
 andreu присоединился к сообществу
andreu присоединился к сообществу -
Да, богатая машина....
-
Красавец! Надо бы отмыть, почистить, да попробовать в деле. Я б не продал...
-
А вот это вещь!Если исправен, конечно...однако вопрос с запчастями и сервисом....но это будут проблемы другого владельца, если удастся продать...ну или свои, если оставить...
-
Есть ещё вот такой аппарат. По нему те же вопросы....

-
Вдобавок и новую духовку... Моя после 30 минут на 250 (максимум) градусов отключается минут на 40 для охлаждения. И врет на 10- 20 градусов... Лучше что-то специализированное приобрести.
-
 Konrek присоединился к сообществу
Konrek присоединился к сообществу -
Все верно, такая мысля бередила давно, но кухонная плита не тянет большинство режимов прокалки увы. Максимум просушить, но тут опять же сковородка...
-
 chip68 присоединился к сообществу
chip68 присоединился к сообществу -
ТОРУС МИГ 500 DOUBLE PULSE PRO -330 тр -на сайте 430 тр ( https://svarka.net/goods/svarochnyy-poluavtomat-torus-mig-500-double-pulse-prof?from=MDk4 ) доставка в течении 2 х дней
-
УОНям и им подобным от 300 С надо.Не каждая духовка потянет.Да и огрести сковородкой за такие перфомансы можно
-
По-идее можно и в электродуховке с конвекцией просушить. Пока жена не видит
-
Это высокоуглеродистая сталь. При резке она резко закаливается и трескается. Поэтому, я бы советовал подогреть её перед резкой и отпустить после резки без захолаживания. Тем более, её обрабатывать, наверное, надо... Для расчёта температуры подогрева можно воспользоваться методикой через эквивалент углерода.
- 2 ответа
-
- 2
-
-
-
Это надо спрашивать на https://www.chipmaker.ru/forum/237/
-
Здравствуйте! Стоит задача лазерной резки шайб из стали 65Г. При резке образуется трещина глубиной до 10мм. Подскажите кто и на каких режимах вырезал данную марку стали? Какой газ использовать при резке: азот, кислород, воздух?
-
Благодарю за обратную связь, искренне рад что вам понравился аппарат. Но прошу иметь в виду, что у этого производителя (импортера) далеко не все аппараты годные, если вдруг захотите дополнить парк аппаратов и другими сварочниками для других видов сварки, лучше тут напишите или спрашивайте) Для максимального удовлетворения от сварки основными электродами (если в этом есть целесообразность, не чисто для себя, а для выполнения шабашек) рекомендовал бы когда-нибудь разжиться термопеналом \ недорогой термопечью для просушки\прокалки электродов, из недорогого и что реально работает, можно рассмотреть производителя НОВЭЛ.