Активность
- Последний час
-
если сделать 9-10 л/мин, открыть с утра на вентильной горелке краник и через 8 часов его закрыть, то полностью заряженный баллон еще и не успеет закончиться. Видимо Слава и перерабатывает и газу не жалеет)
- Сегодня
-
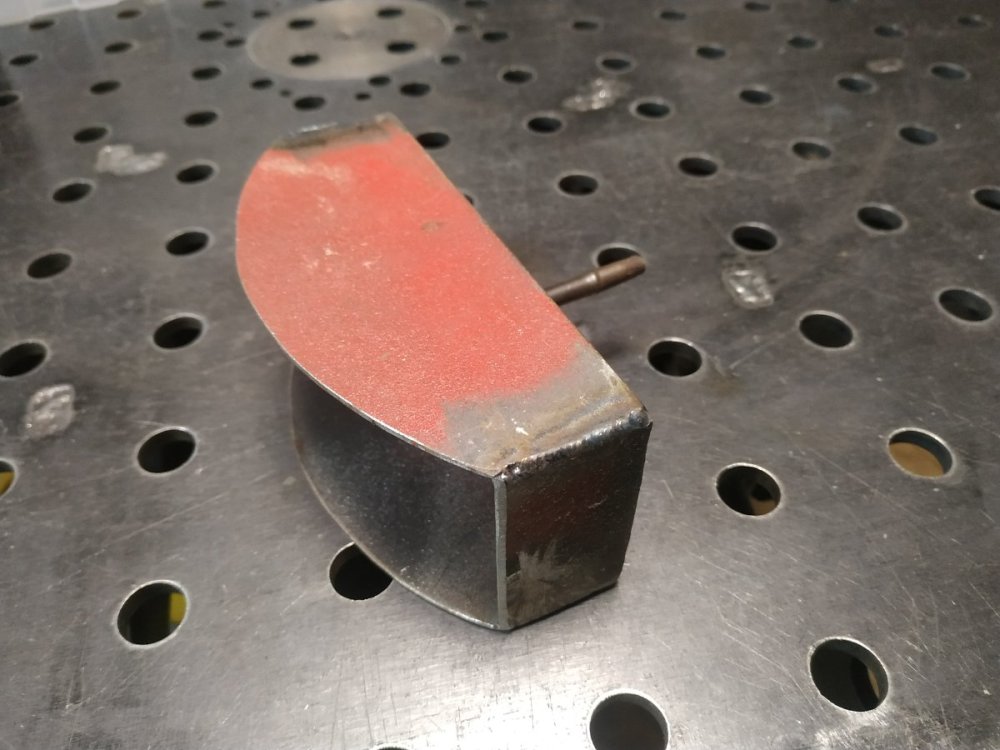
- Мойка длинных деталей (мотоциклетные вилки). - Все линейные швы вот с такой приспособой (фото), благо нержавейка трубы ферритная, можно было закрепить. Кольцевые внутренние швы - с постоянным кольцевым поддувом (с кольцевой приспособой). Кольцевые наружные - с поддувом части трубы (с внутренней затычкой).
-
Это поддон под масло? И поддувал, небось, не по-детски?
-
«Деньги спустил, как последний лопух Всё-таки прав был медведь Винни-Пух Ведь ГАЗ — это очень уж хитрый предмет Всякая вещь или есть, или нет А ГАЗ, я никак не пойму, в чём секрет Он если есть... то его сразу нет» (с) У меня вот на такую балясину ушло два баллона 40л (в части нержавейки). Правда расходомер подвирал и я с большим расходом варил.

-
"Береги руку, Сеня!" (с)
-
Ну и 9.301-86 туда же
-
Ну, до этого далеко, а проволока уже здесь...видно нет желающих посверкать на халяву, придётся опять, как ранее, собственными силами...,в многострадальный сотый уголок валики валить, там уже кг 50 наплавлено
-
Однозначно!
-
А утечки ,пред- и постгазы?
-
Я думаю ответ зарыт где-то в ГОСТ 9.303; ГОСТ 9.305; ГОСТ 9.306. Если нет, то надо в следующем году поглядывать на решение Нобелевского комитета в области химии.
-
Остолбенеть можно... А если 9 л/мин?!
-
Пости 7 часов непрерывной сварки (если 15л/мин)...
-
 ghostly34 присоединился к сообществу
ghostly34 присоединился к сообществу -
-
Отливки с различными дефектами, которые лечатся сваркой/наплавкой, всякие непроливы, включения корки, засоры, пустоты и.т.п, также исправляю косяки фрезеровщиков или резчиков, которые отрезают детали от питателя, наплавляя и восстанавливая правильную геометрию того, что они лишнего срезали, а так косяки отливок разделываются / и отдают мне на заварку, работа в целом несложная, и учитывая, что это мой первая работа сварщиком - отличная возможность понять как ведёт себя тот или иной сплав, да и практики довольно много, у меня часто бывает, что за смену баллон аргона 40л трачу
-
Ну, тут экономика больших чисел и объёмов производства плюс недешёвые расходники.Не суть.По сварке-хуже точно не стало.У кого есть возможность отварить катушку 1,2мм 08Г2С на форсированных режимах на производстве и дать отзыв?Хоть просто валики, но в режиме нон-стоп,токи на ваше усмотрение, желательно на форсированных режимах 290-300А.Или в импульсе.
-
"исключая достаточно дорогую операцию полирования... " (с) welderman
-
Вид, как у полупрозрачного раствора,с лёгким желтоватым оттенком.На ощупь-слегка маслянистая консистенция.
-
Почемы вы думаете, что это неметаллическое покрытие. Мне представляется это чем-то типа электрохимического полирования.
-
Хотелось бы взглянуть на неметаллическое покрытие, которое позволяет " улучшить контакт в наконечнике и снизить трение при проходе через проволокоподающий канал"...
-
Собственно, проволока, изготовленная с применением данного состава у меня есть.И первый опыт сварки вчера тоже был.
-
гипотетически химия покрытий позволяет Остальное надо подтверждать результатами экспериментов. Но сами эксперименты должны быть максимально прозрачными в плане проведения для всех заинтересованных сторон. Правда шероховатость поверхности никуда не денется. И если полирование эту шероховатость доводит до высокого класса чистоты, то покрытие создаст "пленку", которая и сгладит эти микронеровности. Остается решить проблемы нужных и достаточных свойств: адгезии, прочности, пластичности, износостойкости и т.п. Может факт обработки этим раствором не выделяется, как маркетинговое преимущество. А может эти работы еще начальной стадии и продукт не готов к продаже.
-
Нет, нанесение омеднения преследует цель улучшить контакт в наконечнике и снизить трение при проходе через проволокоподающий канал, не более.
- Вчера
-
А "аналогичной омедненной" это как, чтобы не ржавела?
-
Короче, камрады, информация к размышлению...Есть, по большому счёту( и ГОСТ 2246-70 и ряду других) два вида сварочной проволоки: омеднённая и светлая.Светлая не есть полированная, а именно полированная , маркетологами( будь они неладны и горят в аду)подаётся как "проволока с улучшенной поверхностью".Что таки да, не делает "полированную" проволоку,иным классом, оставляя её в статусе светлой.Теперь вапроСС...некие сумрачные гении из Синеокой, якобы, по заказу кетайцефф, изобрели супер-пупер-нанораствор, который, исключая вредное неэкологичное омеднение сварочной проволоки,наносят сей раствор на светлую проволоку и делают её аналогичной омеднённной, исключая достаточно дорогую операцию полирования... Что скажете, коллеги? Встречали что-то подобное? Я, вот, нет..... обойдя весь этогодняшний шанхайский сходняк по сварке( раз в 10-12 больше скрепного велдекса-шмелдекса) подобного не видел...
-
Ну что, камрады, хотите санкционированного инсайда с Эво? Они таки прокачали на топ-уровень режим Normal, как классику жанра.И так было хорошо, стало просто супер!Лександру Учусь в благодарность отправляется катушара проволоки нашего производства для дальнейших исследований. Нормальная проволока, сказали разработчики сварочных процессов...немного беспардонной рекламы родной конторы









