Активность
- Сегодня
-
 Urian15 присоединился к сообществу
Urian15 присоединился к сообществу -
Все зависит от качества и длительности защиты и от температуры детали на выходе из под защиты. Вон титан необходимо вообще охлаждать под защитой до <350 C. Скорость сварки тоже влияет. На высокой скорости момент выхода из под защиты может быть критическим. Нужен компромисс между тепловложением и скоростью сварки. Особо актуально при сварке на автоматах (см. кино - https://rutube.ru/video/007d80d9664f064becb6851fd80fd075/). Для справки. Температура сварочной дуги для аргона принята за 16 000 С, для гелия - 25 000 С.
-
Из-за доступа кислорода к поверхности в нагретом сотоянии. Если защиты хватает для остывания ниже температуры образования окисной плёнки (если память мне не изменяет, то 12Х18Н10Т начинает окалинообразование около 600 градусов), то изменений не будет. А так судить, перегрев- не перегрев... Если сварочная ванна существует, то там явно больше 1600 градусов. И на кромках температура тоже огого. Но если режим правильный, то остывает быстро, и после ухода защиты не окисляется. Если ввалили току, то ЗТВ и шов будут слишком горячими после исчезновения защиты. Соответсвенно, цвет. В принципе, можо так расцвечивать травлёную нержавейку и простой горелкой. Скажем, снизу листа водить...
-
Спасибо! После смены прочитаю
-
Я правильно понял, что фиолетово-синие цвета у нас получаются или из-за неидеальной газовой защиты или из-за перегрева? В первый месяц работы несколько раз перегревал нержавейку докрасна, шов при этом выглядел по цвету как цвет основного металла или темнее Спасибо за ответ! Я этого не знал, очень интересная информация, в колледже мне такого не рассказывали, а жаль Разживусь нерж пластинами, буду экспериментировать с режимами и длительностью пост-газа и в блокнотик все записывать.
-
Да. Плюс ко всему можно и перегреть. Таким способом рисуют и делают брак.
-
То есть, в нашем случае, какк быстро иссякнет аргоновая защита, чтобы нержавейка смогла окислится кислородом воздуха. И получается, что там, где аргона больше-металл остыл в защите, там будет цвет к жёлтому, а чтобы посинел- аргон прикрутить надо...
-
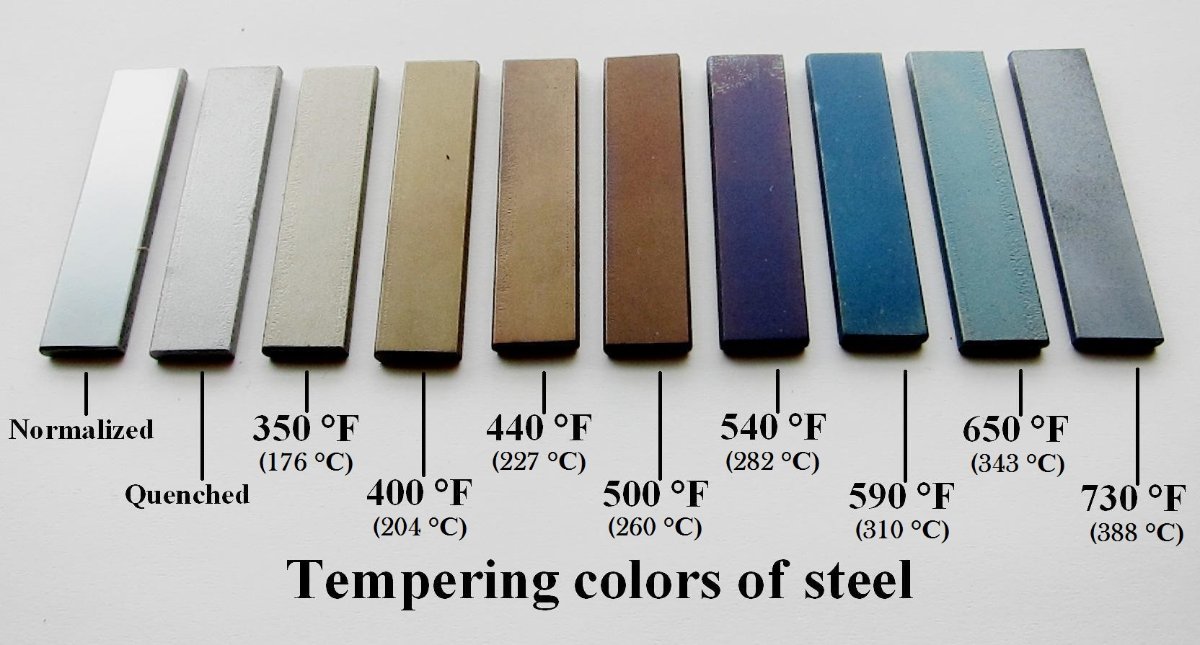
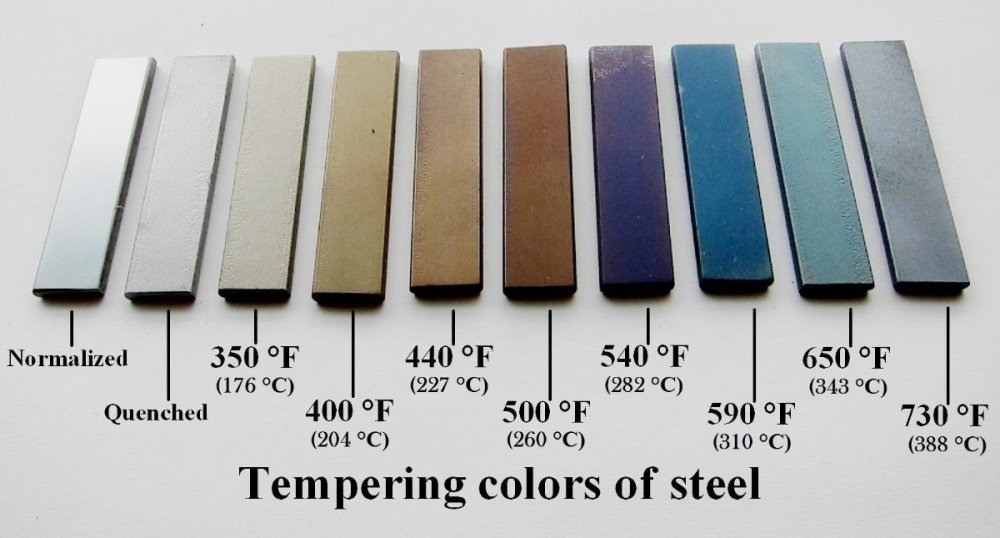
Где-то эта тема уже вскакивала. Повторюсь. Цвет зависит от толщины оксидной пленки и только от толщины. Сама пленка прозрачная. Цвет дает интерференция света. Толщина пленки зависит от времени окисления (прямая зависимость температура/время). Цвет для черной стали (для нержавейки температуры будут другие).
-
@Luckystorm вот с форума же файл. Чтобы прямую ссылку дать, быстро не нашел. Weld Discoloration - Pharmaceutical Engineering 2011 - Ru.pdf
-
Периодически натыкался на фотографии, где зарубежные сварщики "рисуют" побежалостями на нерж. пластинах, иногда встречал поразительные картины. На работе сейчас довольно много сварки связанной с нержавейкой, но я так не понял логику образования цвета побежалости, некоторые швы выглядят золотистыми, некоторые фиолетовым отдают, некоторые синеватые или все эти цвета вместе перемешаны, как я понял цвет побежалости зависит от уровня нагрева нержавейки, но для себя какие-то значения температур так и не смог сформировать в голове, буду признателен, если поделитесь опытом или знаниями по этой теме, хочется попробовать сделать простенькую картину таким методом (просто интересно ради расширения кругозора, любопытно попробовать такое творчество, коммерческой цели не преследую). Прикрепил пару картинок для примера, чтобы было понятно о чем речь Вдруг это тема будет тут тоже кому-то интересна



-
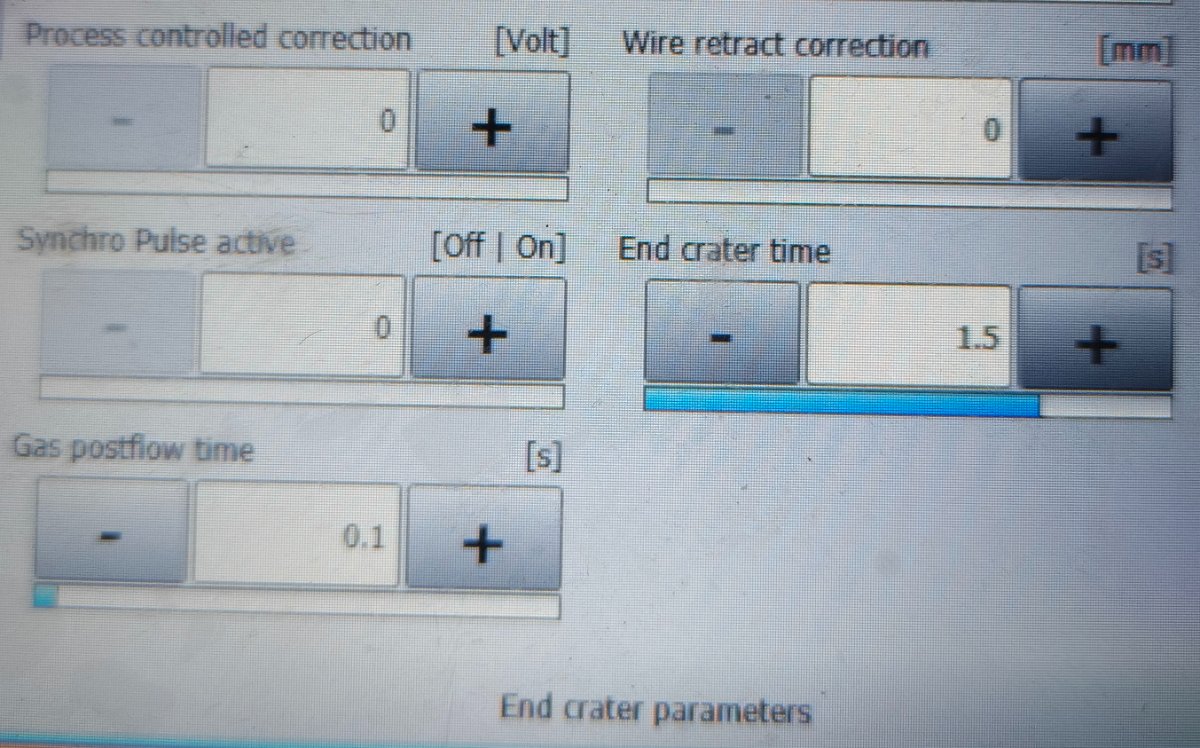
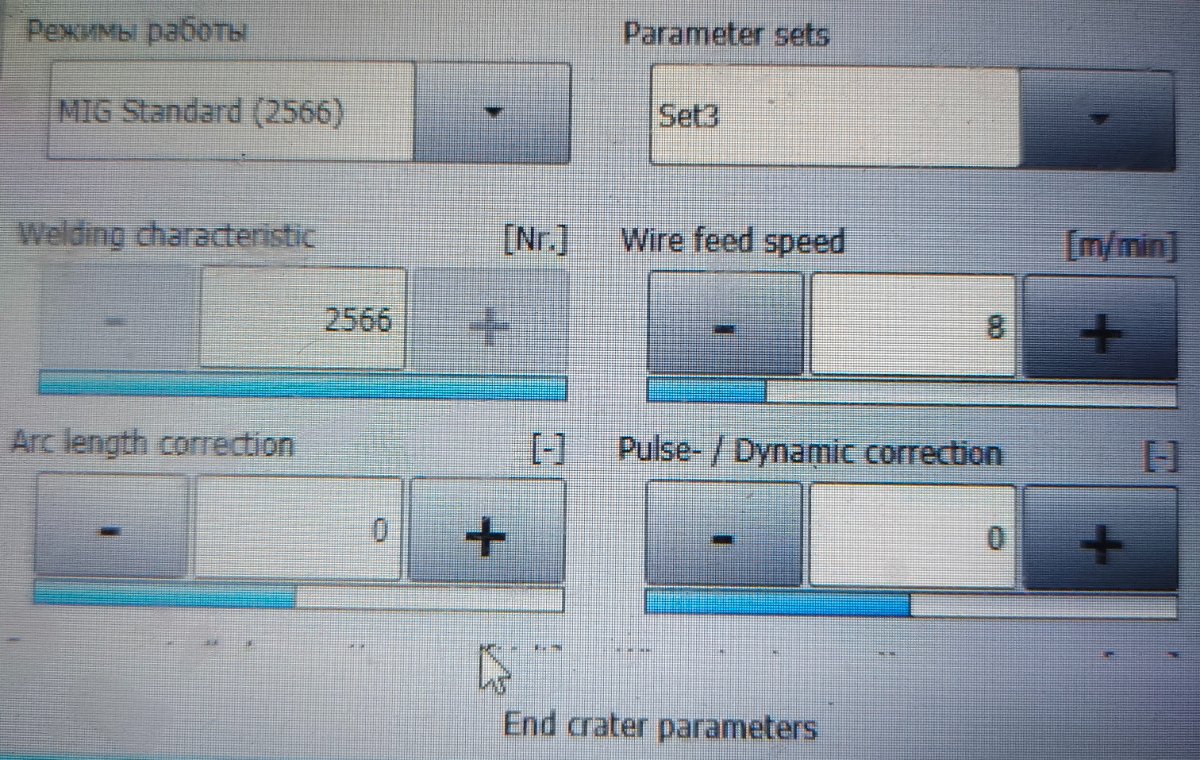
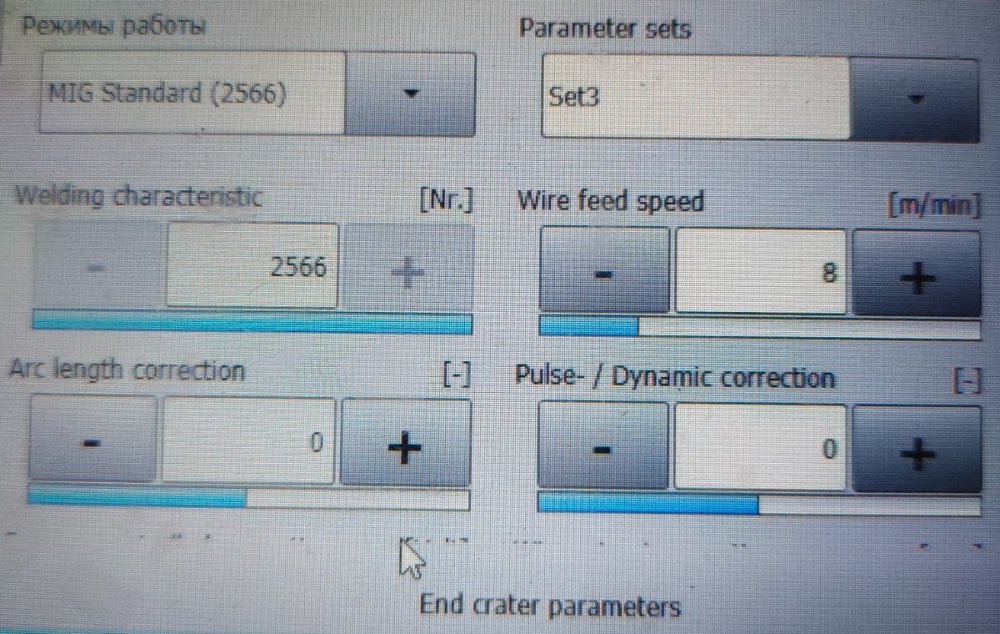
складывается впечатление, что это только часть параметров и очень похоже, что это базовые настройки. Например тот же пост газ, если токи под 400А, то 0.1 с на обдувку ну наверное совсем мало, т.е. ни как. И время заварки, вроде бы как кратера 1.5с, для озвученных токов, наверное так же мало. А вообще, чтобы ответить самому себе же на поставленные самим собой же вопросы, надо вообще понимать как строится цикл сварки. Не с точки зрения двигать роботом рукой, а на технологическом моменте процесса сварки. И вот тут, видимо боооольшой пробел в знаниях.
-
Пока вот: https://lenta.ru/news/2025/10/14/kaz-truck/ То есть мой канал доставки накрылся, так понятнее будет. Сейчас решаю вопрос с доставкой другим каналом. Похоже придется ехать в Китай для надежной фиксации. Чуть позже добавлю. Еще: https://rosgranstroy.ru/press-center/news/smeshannyy-punkt-propuska-pokrovka-vremenno-priostanovit-dvizhenie-s--oktyabrya Покровка откроется после ледостава, предположительно в конце декабря или начале января. Точная дата будет объявлена, как только на реке Уссури установится устойчивый ледовый покров и будет организована ледовая переправа. Приостановка: Пункт пропуска был временно закрыт 21 октября 2025 года из-за низкого уровня воды. Возобновление: Движение планируется возобновить с наступлением ледостава, когда будет возможна организация ледовой переправы. Ожидаемые сроки: Ориентировочно это может произойти в конце декабря 2025 года или начале января 2026 года. Так что вся суета по темам с Нового года где то.
-
-
Жаль! А так всё интересно начиналось...впрочем, тема пусть пока живёт...
-
Похоже я "проспал" множество событий в мире и только сбой в компе заставил выйти из анабиоза и оглянутся вокруг. Каждый день работа, работа, работа.... Все остальное было - по боку! Так и прошляпил ситуацию... Сейчас осмотрелся и похоже я не смогу ничем практически помочь с этой темой - стабилизатор 3-в-1. Вся производственная база у меня за бугром и сейчас недоступна. Это пипец, товарищи! Большой пипец... Пока осмысливаю - куда жить дальше.
-
В рыночной экономике не принято регулировать цены, в том числе и цены на труд. А в не рыночной - когда регулируют цены, то появляется черный рынок, на котором цены - рыночные )))
- Вчера
-
Да ну? Вижу только номер программы, скорость подачи проволоки, время действия на этапе заварки кратера и постгаз.Параметров отжига не вижу.Отжиг ( установка вылета) должен характеризоваться временем задержки отключения напряжения,при остановленной подаче.Как будет отображаться, в у.е или долях секунды не суть важно.
-
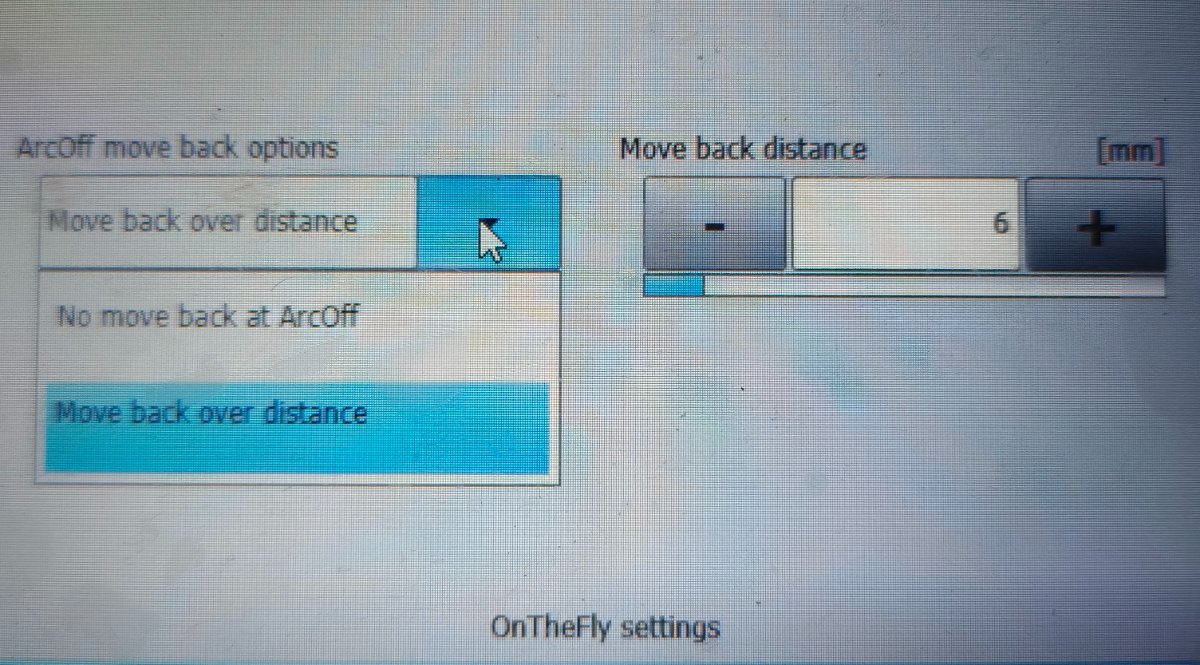
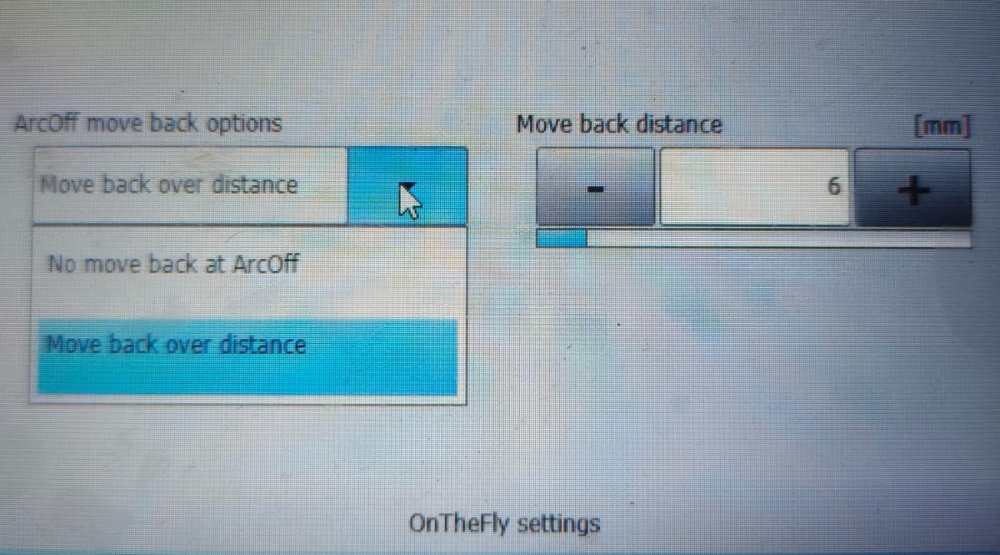
пока сегодня ковырялся в мануале нашёл такую функцию. Как раз таки заварка кратера обратным ходом. Только вот закавырка. Обратным ходом он идёт со скоростью сварки, ну и соответственно с режимами сварки. Тут проще дабавлять точки сварки для обратного хода с новым параметром сварки, с меньшей скоростью, с меньшей подачей проволоки и меньшим напряжением.
-
Вот настройка параметров отжига
-
понятно. Менеджеры продали, сервисники теперь сову на глобус натягивают
-
Вроде у Fronius на канале много всяких своих причуд описывают. П.С. Сам лично не всматривался. https://www.youtube.com/@FroniusWelding/videos
-
Фото и мануалы не имею права выкладывать. Крупное производство, Сварка металлоконструкций, с последующей дробеструйной обработкой, покраской и приемкой ОТК на разных стадиях. От дроби много вскрывается дефектов.
-
Тема связана, ибо в связке источник тока и робот, функционал источника ограничен возможностями сварочного пакета робота. А ещё есть ограничения по времени цикла, выдерживания катета в номинале, снижение расхода проволоки и расходников.
-
У приличных аппаратов должно быть посложней чем просто финишный ток. П.С. Это ТИГ, но сути не меняет.

-
 Эвелина присоединился к сообществу
Эвелина присоединился к сообществу -
 Drofin изменил фотографию своего профиля
Drofin изменил фотографию своего профиля -
Drofin присоединился к сообществу
-
Лучше бы издали приказ на уровне минпромторга, о минимальных зарплатах в сварочной отрасли от 150к для начинающих специалистов, а для чуть поопытнее, хотя бы в 200-250к и т.д. А то из пропагандистских утюгов трубят о том, что з/п сварщиков становятся выше, чем в ИТ секторе, а по факту это лишь манипуляция и прогрев молодежи на получение рабочих профессий с последующим устройством на предприятия. Хотя если посмотреть hh в моем городе, средние з/п в сфере сварки составляют 120к/месяц, при том, что ещё необходимо где-то год стажа наработать, зелёных как-то особо нигде брать под крыло не хотят. Ничто лучше не повышает престиж профессии как высокий уровень зарплаты. Вот например у мастера, который меня учил РДС сварке, его самая первая ЗП на балтийском заводе была 300 руб (точный год к сожалению не скажу, но наверное 60-70ые года), а чем дальше и с выслугой лет и продвижением по карьерной лестнице становилась все больше и больше, что позволило ему обзавестись несколькими достойными квартирами в городе, как сделать это мне с нынешними зарплатами и ценами на жилье, не очень понятно только и остаётся, что копить деньги на пару коммерческих проектов и уповать на удачу, совмещая все это с основной работой. Я понимаю, что мечтать не вредно, но как мне кажется этот труд должен выше оплачиваться, т.к многие сварщики так или иначе жертвуют своим здоровьем ради хлеба.