Активность
- Последний час
-
Всё сразу освоить на должном уровне проблематично.Вернее, очень дорого, если за свой счёт и достаточно долго, если на халяву на предприятии.А куда пойти за длинным рублём? Ну самое быстрое и доходное-это в закладчики.Но поймают и посодют... накс -тоже так себе идея,если за свои деньги.А если вдруг другая аттетстация понадобится? Их так-то много...
-
 Спасибо!
Спасибо! -
 Да пожалуйста-
Да пожалуйста- -
Уважаемый коллега Струня!Где Вы увидели здесь срач разговор на повышенных тонах с использованием местных идиоматических выражений?.Всё пока в пределах правил...
-
Становится всё интереснее) ВАХ как то обозначен в документах к аппаратам? Или надо вычислять самому?? И какой нужен для комфортной работы основными электродами??? (если вопрос не по теме и где тут на форуме уже разложен прошу тыкнуть меня в него мордой, с удовольствием почитаю) Не раз слышал что влияет напряжение холостого хода, если не ошибаюсь на этом форуме человек советовался какой аппарат купить для сварки уонями арматуры, в итоге выбрал инвертор с высоким показателем именно ХХ. Хочется разобраться, чем дольше занимаюсь сваркой, тем больше всплывает важных нюансов...
-
Лет через восемь вы будете с улыбкой читать то, что сейчас написали.Оборудование и помещение -это дело десятое.Главное-опыт. Допустим,на производстве вы можете запороть несколько однотипных деталей,отрабатывая навык,а вот в собственном деле это исключено.От рекламы и хорошей репутации до антирекламы и "антирепутации" один шаг.
-
 Товарищи, не сритесь! По долгу службы я был главным по приёмке электродов на крупном химическом заводе. Этот завод входил в крупную группу компаний, и закупки электродов на год проводились через московский офис. Теперь амбула. Проводились центральным офисом тендеры на поставку электродов. И так получалось, что 15- 20 тонн электродоа УОНИ по цене равнялись стоимости 3 тонн различных специальных (для цветнины, для чугуна, ремонтные на разный случай, стойкие к особым средам). Звонит мне девочка и плаксивым голосом (такое впечатление, что пошлёпывая утиными губами по микрофону) спаршивает: - Сергей Батькович, почему все чёрные электроды дешевле всякой херни, что вы заказали? - Те чёрные электроды, что я заказывал стоят дороже, чем вы думаете, но позволят сэкономить больше, чем вы думаете! И проходит лекция на 3- 4 часа про организацию работ. Я объясняю, что если работать хорошими дорогими электродами, то цех запустится раньше, а, грубо говоря, сутки работы цеха- миллион баксов прибыли. Сравните, говорю, миллион баксов или 200- 300 тыр, переплаченных за партию электродов? И на ВСЕ цеха... Ответ на все времена: - "У меня KPI, мне нужна экономия в этом и в следующем квартале." - "А что, дальше не нужно?" - "А дальше я выхожу замуж, и мне насрать!" Так вот, качество электродов зависит от не от марки. А от того, что туда положили и сколько. Когда я забраковал партию электродов, приехал сварщик с менеджером от завода. И не смог. Временная рабочая импотенция, стойкий случай. И сказал сварщик: "_А что вы хотели за эту цену?". За что удостоился очень выразительного взгляда от менеджера. Я ответил: "-тогда уберите слово ГОСТ из марки", И все подписали рекламацию. Есть такая байка, что на электродном заводе уволили кладовщика, и электроды пошли говно. Никто не мог понять, что происходит, пока не вернули тётеньку на место. Оказалось, что у неё в тайной комнате была неучтёнка- ещё советская. И когда технологи получили премию за оптимизацию состава покрытия, она по весам отмеряла запрошенных со склада ингредиент, и добавляля пару- тройку процентов из неучтёнки, иначе электроды возвращали, и весь завод сидел без переменной части зряплаты. И что вы думаете? Пересмотрели состав? Нет тётеньку оставили. Остаётся закономерный вопрос- что будет, когда неучтёнка закончится? А так далеко манайгеры не заглядывают- им бы получить годовой бонус и свалить на другую работу- там оптимизировать. Это я к чему- в магазинах седят те же девочки, которые ищут "то же самое, но дешевле". По сертификату... Бьют же не по паспорту, а по роже ой! Работать то не сертификатом! Заводу надо выживать. Вот он и выпускает, что заказано. Говно. Поэтому обсуждение марок электродов должно проходить с соблюдением некоторых правил: - Сравнивать марки, сделанные в соответствии с рецептурой; - Сравнивать марки, при использовании одного и того же сварочного оборудования (исправного, естественно); - Сравнивать марки по одной и той же методике; - Использовать средства объективного контроля (приборы) с сертификатами поверки и лабораторию с аккредитацией. Иначе это просто поболтать. Просто иногда в точку сходятся все мааааленькие нюансики и получается треш и угар. Электрод с экономным покрытием, аппарат со сниженным напряжением (и ХХ и рабочим), посредственная квалификация сварщика, плохой контакт минуса, расшатанный байонет, отгоревший контакт, ретроградный меркурий и похмелье. И тут начинается. Лечится постепенным убиранием факторов. Проверить минус, померить напругу, проверить контакты байонета, попробовать другой электрод, попробовать другой аппарат с этим (плохим) электродом. Помощь друга. Вы можете мне не верить, но на заводе сварщики на серьёзных щах требовали под определённую партию электродов определённый аппарат. Чуяли они... Мистика, но план перевыполняли.
Товарищи, не сритесь! По долгу службы я был главным по приёмке электродов на крупном химическом заводе. Этот завод входил в крупную группу компаний, и закупки электродов на год проводились через московский офис. Теперь амбула. Проводились центральным офисом тендеры на поставку электродов. И так получалось, что 15- 20 тонн электродоа УОНИ по цене равнялись стоимости 3 тонн различных специальных (для цветнины, для чугуна, ремонтные на разный случай, стойкие к особым средам). Звонит мне девочка и плаксивым голосом (такое впечатление, что пошлёпывая утиными губами по микрофону) спаршивает: - Сергей Батькович, почему все чёрные электроды дешевле всякой херни, что вы заказали? - Те чёрные электроды, что я заказывал стоят дороже, чем вы думаете, но позволят сэкономить больше, чем вы думаете! И проходит лекция на 3- 4 часа про организацию работ. Я объясняю, что если работать хорошими дорогими электродами, то цех запустится раньше, а, грубо говоря, сутки работы цеха- миллион баксов прибыли. Сравните, говорю, миллион баксов или 200- 300 тыр, переплаченных за партию электродов? И на ВСЕ цеха... Ответ на все времена: - "У меня KPI, мне нужна экономия в этом и в следующем квартале." - "А что, дальше не нужно?" - "А дальше я выхожу замуж, и мне насрать!" Так вот, качество электродов зависит от не от марки. А от того, что туда положили и сколько. Когда я забраковал партию электродов, приехал сварщик с менеджером от завода. И не смог. Временная рабочая импотенция, стойкий случай. И сказал сварщик: "_А что вы хотели за эту цену?". За что удостоился очень выразительного взгляда от менеджера. Я ответил: "-тогда уберите слово ГОСТ из марки", И все подписали рекламацию. Есть такая байка, что на электродном заводе уволили кладовщика, и электроды пошли говно. Никто не мог понять, что происходит, пока не вернули тётеньку на место. Оказалось, что у неё в тайной комнате была неучтёнка- ещё советская. И когда технологи получили премию за оптимизацию состава покрытия, она по весам отмеряла запрошенных со склада ингредиент, и добавляля пару- тройку процентов из неучтёнки, иначе электроды возвращали, и весь завод сидел без переменной части зряплаты. И что вы думаете? Пересмотрели состав? Нет тётеньку оставили. Остаётся закономерный вопрос- что будет, когда неучтёнка закончится? А так далеко манайгеры не заглядывают- им бы получить годовой бонус и свалить на другую работу- там оптимизировать. Это я к чему- в магазинах седят те же девочки, которые ищут "то же самое, но дешевле". По сертификату... Бьют же не по паспорту, а по роже ой! Работать то не сертификатом! Заводу надо выживать. Вот он и выпускает, что заказано. Говно. Поэтому обсуждение марок электродов должно проходить с соблюдением некоторых правил: - Сравнивать марки, сделанные в соответствии с рецептурой; - Сравнивать марки, при использовании одного и того же сварочного оборудования (исправного, естественно); - Сравнивать марки по одной и той же методике; - Использовать средства объективного контроля (приборы) с сертификатами поверки и лабораторию с аккредитацией. Иначе это просто поболтать. Просто иногда в точку сходятся все мааааленькие нюансики и получается треш и угар. Электрод с экономным покрытием, аппарат со сниженным напряжением (и ХХ и рабочим), посредственная квалификация сварщика, плохой контакт минуса, расшатанный байонет, отгоревший контакт, ретроградный меркурий и похмелье. И тут начинается. Лечится постепенным убиранием факторов. Проверить минус, померить напругу, проверить контакты байонета, попробовать другой электрод, попробовать другой аппарат с этим (плохим) электродом. Помощь друга. Вы можете мне не верить, но на заводе сварщики на серьёзных щах требовали под определённую партию электродов определённый аппарат. Чуяли они... Мистика, но план перевыполняли. -
Нет, это аббревиатура от "вольтамперная характеристика".Напряжение холостого хода обозначается как Uх.х. или U0.
- Сегодня
-
Спасибо за ответы, ближайшее время планирую сменить инвертор на что нибудь поприличнее, ресанта своё отпахала на профильной трубе лет шесть, но боюсь это её максимум... Ещё по ощущениям кажется что она не выдаёт тот ампераж что я выставляю, например уони абсолютно никак на зажигаются на 70-80А(кончик просто краснеет и всё), кое как горят с постоянными обрывами на 90А электроды диаметром 2.5мм. ВАХ это напряжение холостого хода?
-
К сожалению мы живём в капитализме и чтобы в жизни все было нормально, нужно пробиваться в вкусные места, где упахиваешься меньше, а получаешь больше...задумывался на днях каким путем идти и как максимально быстро честным путем придти к "собственной мастерской", для последующей работы на себя (думаю проблем не должно возникнуть, есть понимание, как все это раскручивать и рекламировать, вопрос больше за быстрым накоплением капитала для закупки базового необходимого оборудования + аренды не в пригороде) и к покупке квартиры/дома, наличие которых современные капиталисты пытаются выкинуть из базовых потребностей человека, прогревая умы общества статьями, что в будущем для моего и последующих поколений наличие собственного жилья будет роскошью, навязывая повестку, что жить в съемной всю жизнь нормально и ничего такого в этом нет. Ну я чуток отклонился от темы. У меня вопрос, а какая сфера/направление сварочных работ сейчас наиболее прибыльная (самая высокооплачиваемая) смотрел вакансии на днях на hh.ru (знаю, что это не самый объективный источник, т.к hr-ы очень любят завышать зп, дабы привлечь внимание, а там быть может кто-то и согласится) и все, что оплачивается свыше 200к в месяц это обязательное наличие накса и стаж 3 года, как мне кажется на стаж могут и закрыть глаза, если сваривать то, на что аттестован - почти как робот, заварив на собеседовании идеально тестовые образцы. Прочитал на сайте накса, что атестовываться можно спустя 6 месяцев официального стажа. У меня уже 3 накопилось и по идее уже можно начинать готовиться на аттестацию. Меня почему-то тянет к сварке труб, искренне нравится рдс, но вроде как денег больше в радс, особенно в сварке нержавеющих труб и резервуаров. А как на самом деле обстоят дела с зарплатами и куда есть смысл пролезать всеми силами за бОльшим рублем? Как бы вы поступили на моем месте? Прошу не бросаться тапками, я искренне не понимаю какое направление выбирать, много времени было потеряно на пустой работе в сфере поставок, которая ничего кроме подорванного здоровья мне не принесла, надо это упущенное время нагонять. Буду благодарен за любые советы и размышления на эту тему.
-
 ArsBarsemelp присоединился к сообществу
ArsBarsemelp присоединился к сообществу -
 Benjamin присоединился к сообществу
Benjamin присоединился к сообществу - Вчера
-
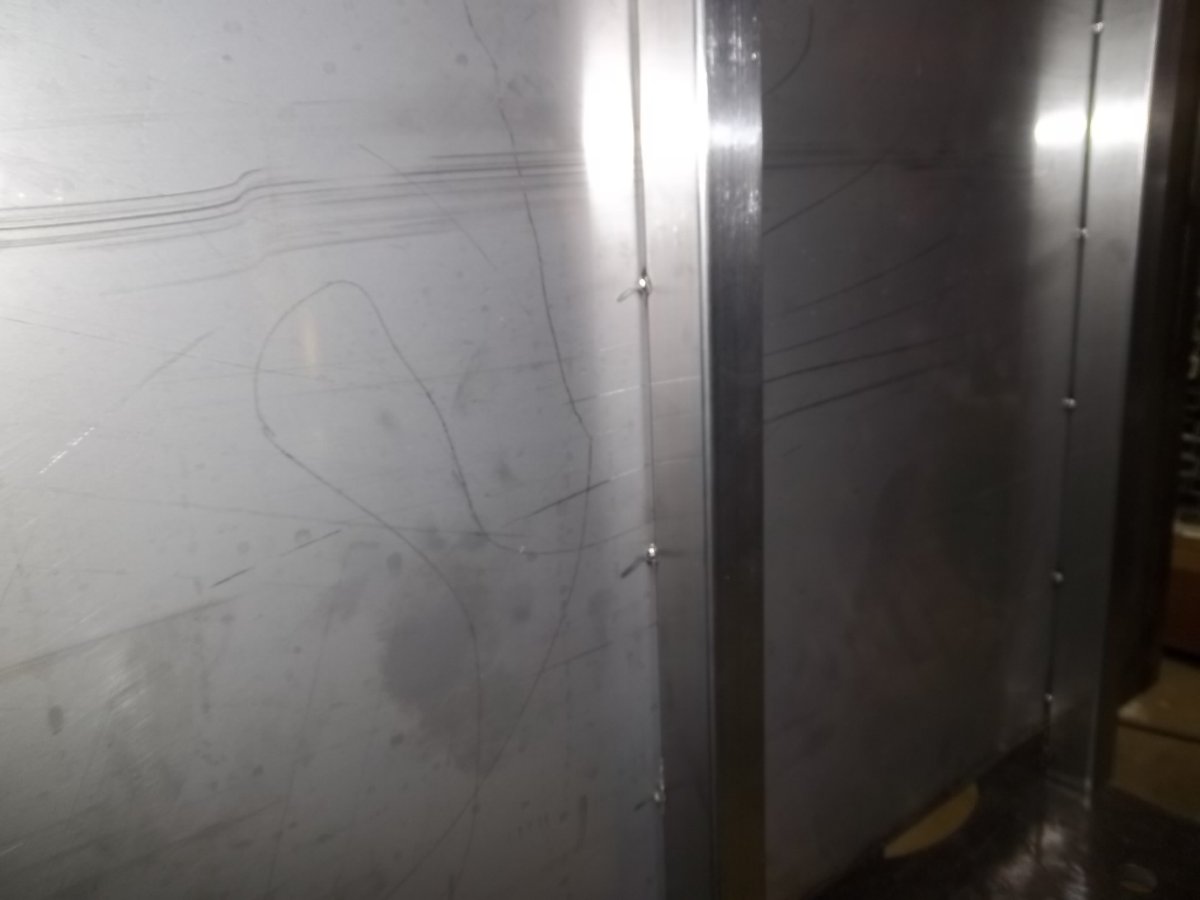
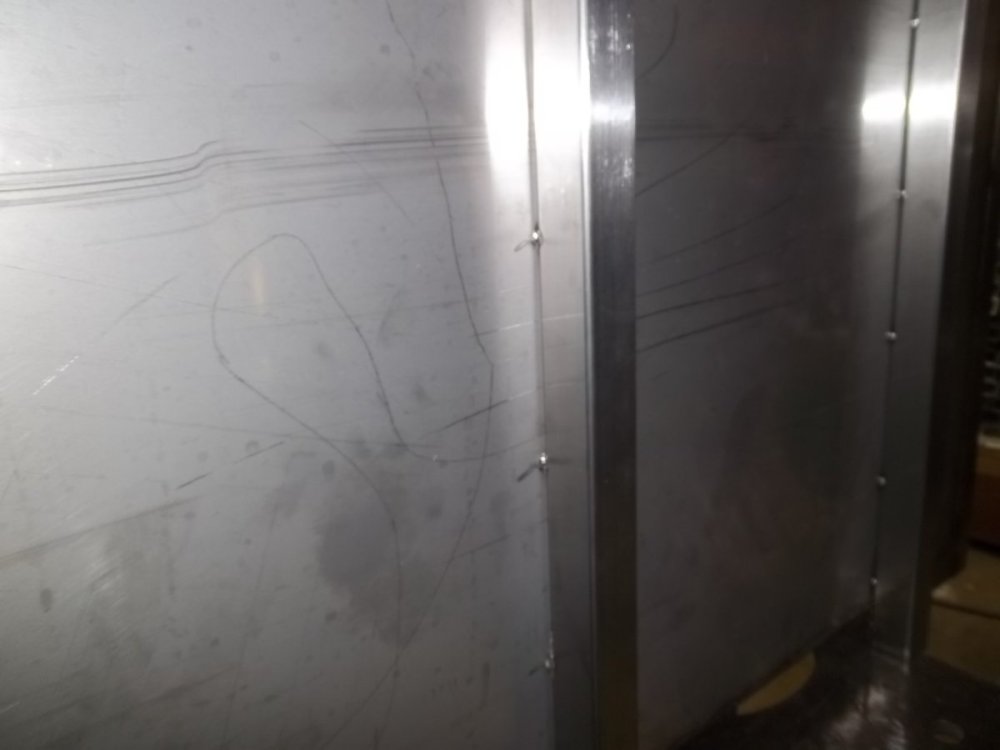
Ввариваем новый заправочный порт.

-
SS-304. Лист -2мм. профиль 30х30х2мм. 150амп.

-
 Я постоянно работаю УОНИ 13/55, 13/65, 13/85, разных производителей, от СЗСМ до СпецЭлектрод, источники Кемппи, ВД 500, Эвоспарк, никогда не возникало проблем с данными электродами. Работал так же источником Ресанта 190, но она старая, очень тяжёлая, на ней была регулировка Форсажа дуги, и и она тоже спокойно работала данными электродами. А вот более современные Ресанты как то не особо работают электродами с основным покрытием, звук дуги какой то дребезжащий на мой взгляд, и этими аппаратами и рутилом работать как то дискомфортно. Так что проблемы в Ваших аппаратах.
Я постоянно работаю УОНИ 13/55, 13/65, 13/85, разных производителей, от СЗСМ до СпецЭлектрод, источники Кемппи, ВД 500, Эвоспарк, никогда не возникало проблем с данными электродами. Работал так же источником Ресанта 190, но она старая, очень тяжёлая, на ней была регулировка Форсажа дуги, и и она тоже спокойно работала данными электродами. А вот более современные Ресанты как то не особо работают электродами с основным покрытием, звук дуги какой то дребезжащий на мой взгляд, и этими аппаратами и рутилом работать как то дискомфортно. Так что проблемы в Ваших аппаратах. -
 ElenaNumLaw присоединился к сообществу
ElenaNumLaw присоединился к сообществу -
Проблемами с работой электродами с основным покрытием грешат многие сварочные машины из Поднебесной.Недавно тестировал ряд марок электродов из Китая (в/л, н/у, н/л),взял не самую дешёвую технику, и просто уплевался от проблем с поджигом и стабильностью дуги.От души натрахавшись с аппаратом,электродами и процессом, привёз на утро ЭвоТИГ АСDC 200.И процесс ММА стал вменяемым в плане поджига и стабильности дуги.Электроды это правда не спасло от уничижительных отзывов производителю, но мне градус накала проблем снизило кратно
-
 а это по сути одно и то же и вот если бы была разница в работе, тогда можно было удивиться. т.к. данный тип покрытия электродов несколько критично относится к напряжению дуги, то возможно в этом и есть ваша проблема, при условии, что электроды прошли сушку и вообще не редкостный брак ну и заготовка подготовлена под сварку. Если все манипуляции проделаны и проверены, то вам ответили оставшуюся причину - ВАХ. Канал "100А" очень часто обращает внимание, именно на предмет хаотичного обрывания дуги. Еще есть такой момент как не верно выбран параметр сварки такой как ТОК. Есть шанс затягивания ванны шлаком и обрыв дуги как следствие.
а это по сути одно и то же и вот если бы была разница в работе, тогда можно было удивиться. т.к. данный тип покрытия электродов несколько критично относится к напряжению дуги, то возможно в этом и есть ваша проблема, при условии, что электроды прошли сушку и вообще не редкостный брак ну и заготовка подготовлена под сварку. Если все манипуляции проделаны и проверены, то вам ответили оставшуюся причину - ВАХ. Канал "100А" очень часто обращает внимание, именно на предмет хаотичного обрывания дуги. Еще есть такой момент как не верно выбран параметр сварки такой как ТОК. Есть шанс затягивания ванны шлаком и обрыв дуги как следствие. -
Потому, что на обоих ваших аппаратах не очень подходящая для данного типа электродов ВАХ.
-
Здравствуйте, подскажите пожалуйста почему на уонях внезапно тухнет дуга? Чем вообще обуслевлен данный процесс?? Естественно речь не про удлиннение дуги, обрывает на короткой. Аппарат ресанта саи-200, или сайпа 190 , броьшой разницы в сварке электродом не заметил. Особенно часто гаснет на верикальных швах с пониженым напряжением...
-
Вадим31 присоединился к сообществу
-
 Brandonnut присоединился к сообществу
Brandonnut присоединился к сообществу - Последняя неделя
-
 gizzik присоединился к сообществу
gizzik присоединился к сообществу -
А можно поподробнее про материал? Про условия работы... И вообще, нужна ли там сталь ХМ? Надо по месту смотреть, по условиям. ТС, а у вас какой сварочный материал?
-
 evg9168 присоединился к сообществу
evg9168 присоединился к сообществу -
Тиг не лучший вариант. Электрод предпочтительнее.Дело в том, что легирование шва происходит элементами включенными в обмазку электрода,а какой св.материал будет использован при тиг-св. неизвестно. В принципе известно - Св-08ХМФА-О,но не в этом случае. Нужно сваривать опытные образцы,а потом делать какие -то выводы.
-
Да подогрев нужен, но на сколько я знаю в TIG сварке ХМ трубы такого диаметра с толщиной стенки менее 10мм греть желательно не обязательно
-
 Году в 19 варили такие коллектора из трубы ХМ. Варили электродом. Марку не помню. Тиг не пошло. Варили на горячую, градусов 400 по цельсию грели. После сварки термообработка по графику, с 600 градусов. Точнее не скажу. Давно было. Не соблюдение режима подогрева и последующей термообработки вело к образованию трещин.
Году в 19 варили такие коллектора из трубы ХМ. Варили электродом. Марку не помню. Тиг не пошло. Варили на горячую, градусов 400 по цельсию грели. После сварки термообработка по графику, с 600 градусов. Точнее не скажу. Давно было. Не соблюдение режима подогрева и последующей термообработки вело к образованию трещин. -
Подскажите пожалуйста примерные параметры сварки TIGом ХМ трубы 42мм, толщина стенки 5мм
-
 zly_makar присоединился к сообществу
zly_makar присоединился к сообществу -
 Александр, пролюбил ваши контакты, как с вами можно связаться для закупки сварочного материала?
Александр, пролюбил ваши контакты, как с вами можно связаться для закупки сварочного материала? -
3. Сварочный полуавтомат ТОРУС МИГ 350 ПРО Max ток, А 350 Min ток, А 50 Бренд Торус Диаметр катушки 300 Диаметр свар. проволоки 0.6-1.2 Диаметр электрода 1.6 - 6 Исполнение На тележке Механизм подачи Внешний Напряжение 380В Напряжение холостого хода, В 60 ПВ на максимальном токе, % 60% ЦЕНА 150 тр включая НДС


-
Добрый день, всем! Возможно будем полезны. Занимаемся разработкой постпроцессоров уже на протяжении долгого времени. В команде сильные производственники, люди с опытом за плечами. Разрабатываем постпроцессоры для токарных, фрезерных (3,4,5 -осевых), электроэрозионных станков, автоматов продольного точения, промышленных роботов. Пишем постпроцессоры под различные CAM системы: SolidCAM, NX, Powermill, FeatureCAM, Спруткам, ADEM, MasterCAM и другие. Можем написать постпроцессор на самодельные станки с ЧПУ, старые, китайского производства со своими стойками. В общем опыт большой, помочь сможем, обращайтесь (при направлении информации укажите наименование станка (можно направить фото станка и/или рабочей зоны), наименование стойки ЧПУ, количество осей и САМ-систему)! Также проводим обучение по работе в САМ-системах (токарная, токарно-фрезерная обработка, фрезерная обработка в 3,4,5-ти осях, АПТ). Готовы ответить на возникающие вопросы по телефону +79080909556 или на почту: postcnc174@mail.ru!