Активность
- Последний час
-
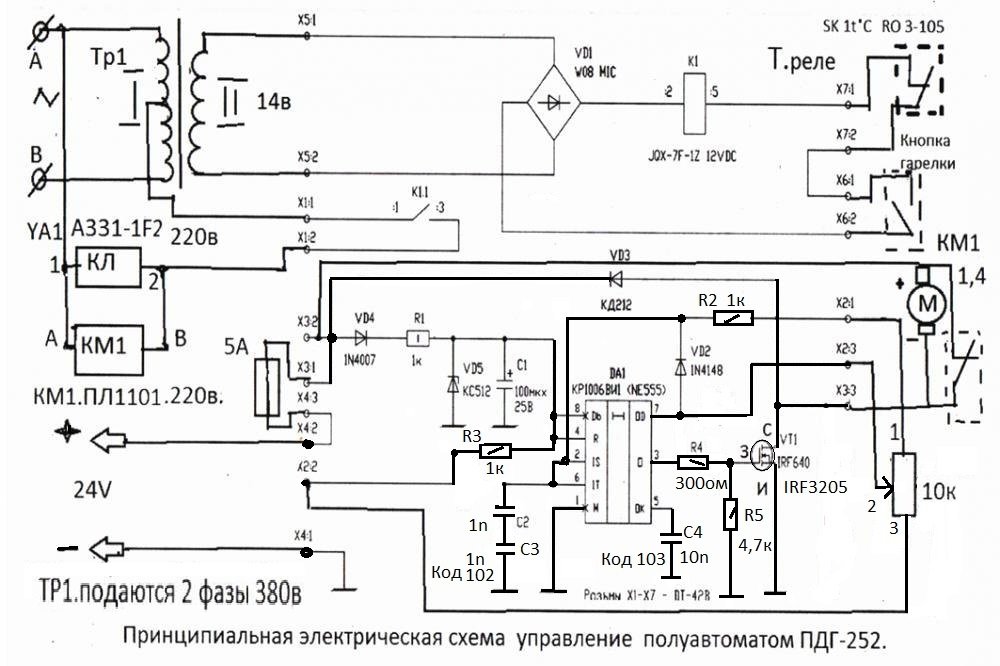
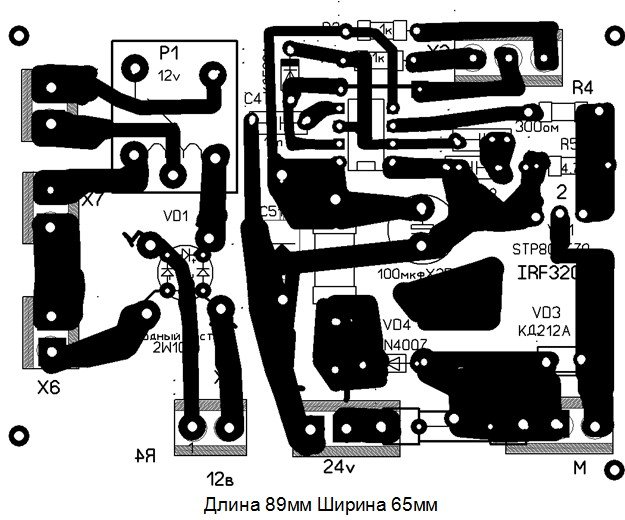
Здравствуйте коллеги. Прошла лекция и не плохо про три фазы 380в . Теперь про Ремонт ПДГ 252 "SELMA" - Ремонт и модернизация... При работе аппарата при подачи проволоки на малых оборотах меняется частота и мотор редуктор издаёт писк когда мало сварочных работ можно терпеть, а вот когда работаешь на аппарате по 8час в день не приятно .И решил это устранить В схеме изменил не которые элементы . правда плата управление не много увеличилось в размерах это на работу не влияет .Все подсоединение остались прежние .Сейчас аппарат работает очень хорошо. Вот СХЕМА и Печатная плата в файле Sprint Layout 6 Коллеги собранная плата если правильно она работает сразу .Возникнуть вопросы пишите отвечу работает уже больше года в аппарате эта плата управление Успехов. Р/S Не забываем в мотре редукторе дворнике отсоединить щётку от массы и вывести провод ,Это для того чтобы транзистор не вышел из строя . ПЛАТА ПДГ-252=1.lay6

-
- Сегодня
-
Нормално. Зато, можна трещин, ни горячих, ни холодных, не бояться. Да ещё этим пригодится, которые любят поспорить, по умничать, но сварку только лишь видевшие.
-
 СЕРГЕЙ_2055 присоединился к сообществу
СЕРГЕЙ_2055 присоединился к сообществу -
не важно кто с этим знаком или нет. Открывать аппарат, если нет пломб, если гарантийный, то лучше обратиться по гарантии. Вскрыли аппарат, проверили на кнопке напряжение что выходит на плату. А дальше, судя по всему, проблема в блоке вспомогательного питания. А это уже ремонт.
-
В самом начале освооения не учитывал некоторые особенности и выработал позже привычку: 1) Чуть прогревать начало шва. 2) Не торопиться! На толстом металле отрабатывется сплошной шов. На тонком - с отрывом. С приобретением навыков толщина металла для непрерывного шва уменьшается. 3) Все время контролировать положение электрода по отношению к шву. 4) Если нет работы для сварки, то раз в месяц для практики тренируюсь на отходах. Очень важно увидеть и понять, как выглядит сварочная ванна. Во время сварки она не должна рваться и должна максимально сохранять свои размер и форму.
- Вчера
-
Обучаться лучше и быстрее делая какие-то не сложные изделия, типа поливалки, подпорки для кустов смородины, ну и всяко такое. Электроды типа j-422 по дешевле, ОК46 или AG е46, дороже. СЗСМ МР3 не рекомендую, плохо зажигаются. j-422 имеют особенность, не любят маленький ток. Зажигаем дугу держим чуть на месте, пока металл прогреется и появится ванна, держим электрод на переднем крае ванны, именно ванны, не на не расплавленном металле, и ведём углом назад. Шлаку много, но со временем привыкаешь, по началу разгдядываешь её только под кончиком электрода, когда хорошо прогреется её видно хорошо, на не толстом легко провалить, потому металл по толще 5-6мм. для начала. Ведёшь, смотришь, ванна растёт и в какой то момент бах, усё упало и дыра, стараешься запомнить это состояние и поведение ванны перед провал ом, стараешься её контролировать скоростью движения электрода. Если чувствуешь что не успеваешь за ванной, остановился, дал чуть остыть, недолго, иной раз несколько секунд и снова зажигаешь дугу на конце шва, валика, но не на не расплавленном металле и так и продолжаешь. Регулировкой тока и скоростью движения электрода, регулируешь количество вложеннго тепла, контролируя тепловложение, контролируешь сварочную ванну, добавил, убавил ток, быстрее, медленнее ведёшь электрод. Когда получится контролировать ванну, гоняя её в разные стороны, придёт обалденное чувство. Ванна должна быть всегда, размером примерно полтора диаметра электрода в ширину и не много вытянутой, и в нижнем и вертикальном и потолочном положениях, форма может немного меняться, то круглее, то чуть вытянутая, её бывает плохо видно из-за шлака, но она должна быть, иначе будет сёр, а не сварка. Фух, вроде не сильно наврал. Ежли что не так мастера поправят, и накажут.
-
Я не сварной, но всё равно влезу, ну не сидится мне. Я тож начинающий. Оч. помогло видео одного американа какого то Стивена, попробую ссыль воткнуть.https://yandex.ru/video/touch/preview/17344546218848663410?from_type=vast&parent-reqid=1777071091144479-8584679880154740966-balancer-l7leveler-kubr-yp-sas-10-BAL&path=yandex_search&text=обучающее+видео+по+сварке Ищется как "Основы дуговой сварки обучающее видео " На скришоте вон самое первое, усатый такой.
-
Трансформатор все же оставлю на хранение на случай ядерной зимы))). Да, цены на инверторы посмотрел, думаю от 5 тысяч можно что-то выбрать.
-
Купите сразу 3 метра кабеля 25 кв, медный, да и на будущее пригодится, когда выкините этот аппарат, и купите нормальный инвертор, держак берите на 200А, работать легче.
-
Скорее всего в будущем держак придется заменить - во время сильных залипаний, когда не получалось покачиваниями оторвать электрод, я его отсоединял, проскакивала искра и подгорели губки вдоль электрода. На ВБ есть в районе 800 руб с латунными губками на 315 ампер нашего производства по Госту. А этот китайский массой 0,5 кг. Так-то хожу в качалку, вес особо не чувствуется, просто координации нет :-). Провод у аппрарата короткий - 1,5 м, омедненный алюминий 14 кв. мм. Есть идея наростить его до 3 м нормальным медным кабелем на 16-25 кв.мм. По рассчетам калькулятора дополнительное сопротивление этого куска вроде около 0,01 Ома + некоторое переходное сопротивление от соединений. В теории не должно заметно повлиять на падение напряжения.
-
Я когда учился, мы начинали учебу со сварки в нижнем положении, наплавляли валики на пластинах, и это занимало времени отнюдь не час. Смелее, току побольше, обязательно зачищайте место сварки, до металла, от краски, ржавчины. И не держите короткую дугу. Держак Вы конечно приобрели себе не удобный, для учебы, но с другой стороны для тренировки кисти пусть будет. Кабель держака рекомендую придерживать свободной рукой, чтоб он не тянул своим весом вашу руку.
-
Спасибо за информацию! Да, я планирую оборудовать место для тренировки (на фазенде сколотить стол, огородить место от искр) и пробовать варить в сначала в нижнем положении, разжигать дугу, манипулировать током. Ну, и надо также найти побольше железок для опытов. В прошедших опытах пока не пробовал сварку с отрывом, т.к. были явные проблемы с розжигом дуги, да был ограничен во времени, типа, "давай сейчас заварим, а там потом научишься".
-
На тренировочных пластинах/железках рекомендовал бы в первое время делать пропиливание диском или нанесите маркером/чертилкой прямые линии, чтобы стараться вести по ним, так вы научитесь не теряться в пространстве и выдерживать ровную линию шва, не торопитесь, ручная дуговая сварка (кроме сварки тонкого) медитативный процесс, спешка не требуется, поставьте задачу себе положить монолитный валик, одновременно осуществляя проплавление основного металла. Как говорил мне мой мастер, не бойтесь прожечь, исправление ошибки в виде прожига - отличное упражнение, чтобы больше понимать, что такое проплавление и тепловложение. Это немного вредный совет, но на первое время, чтобы привыкнуть к весу электрододежателя, поддерживайте основную руку другой рукой, тем самым вы добавите руке стабилизации и соответственно улучшите ваши движения и внешний вид валика/шва. Вредный совет потому, что когда вы столкнетесь с ситуацией, что невозможно сваривать обеими руками (например левой рукой нужно держаться за стремянку/швеллер работая на высоте) ваш шов будет не очень, т.к привыкли к двуручному хвату электрододежателя, ну это на самом деле нарабатывается временем и опытом, недавно осознал на работе, что у меня уже довольно сносно сваривать левой рукой при осуществлении неудобных работ, хотя я правша Выбрать мощный электрододежатель возможно было ошибкой, намного удобнее оперировать 300А вариантами, хотя никто не спорит, что вес это надежно и долговечнее. Возможно это тоже немного вредный совет, но некоторые соединения рутиловыми электродами удобнее осуществлять точечным методом (сварка точками, каждая последующая точка частично перекрывает предыдущую) иногда при работе с тонким металлом электродами никак иначе и не выполнить работу
-
На Вашем аппарате нужно для 3 мм поставить около 110-115 А, и ориентироваться на то, чтоб валик шва был влит в металл. Вы учитесь сваривать пока в нижнем положении, для нижнего току можно ставить больше. Не бойтесь прожечь, бойтесь не проварить. Если прожгете, заплавите, и ток убавите.
-
Мало тока - сколько примерно нужно сделать для 3 мм электрода? И на первых порах нужно ли корректировать ток в зависимости от пространственного положения? Да, я заметил, что там, где шов получился условно более-менее, то электрод как-то хорошо разгорелся и кончик был не впритык к детали, а на расстоянии - дуга была хорошо видна.
-
У Вас мало тока, металл электрода навален просто сверху, добавьте ещё, и на рутиловых электродах не нужно держать очень короткую дугу, отведите кончик электрода примерно на 5 мм от металла.
-
На маркетплейсах продают довольно много дешевых трубок для автокондиционеров.Цена порядка 1500 2000р. Причина низкой стоимости ? "Резина" должна соответствовать стандарту CAE J2064. На снимке маркировка трубок EPDM/IIR Этилен полиэтилен диеновый мономер / изобутелен изопреновый каучук (бутилкаучук).Такие трубки не предназначены для фреона-у них другое назначение,поэтому и цена такая у этих поделок. Одна их причин. Шланг Рено Логан 2 с противовесом стоимостью 5500-6000р.
-
Еще заметил, что шкала на аппарате какая-то странная - большие токи соответствуют электроду меньшего диаметра, чем принято. Т. е. электрод 3 мм начинается со 120 ампер. Скорее всего это ерунда какая-то, т.к. заметил что даже при 100 амперах торец уголка 3-4 мм начал течь (прошелся электродом прямо по торцу уголка в горизонтальном положении). Да, забыл добавить - сваривал уголки 3-4 мм, пластины для усиления 2,5 и 3 мм.
-
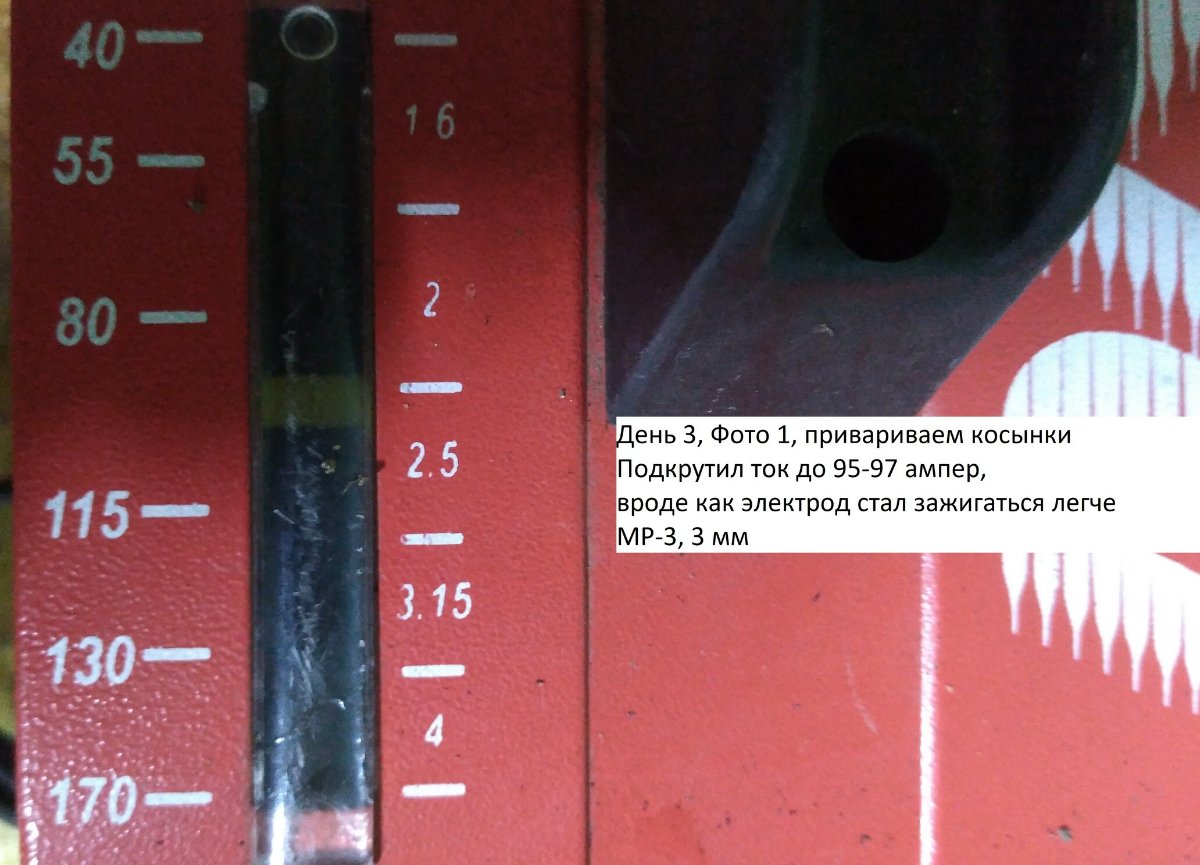
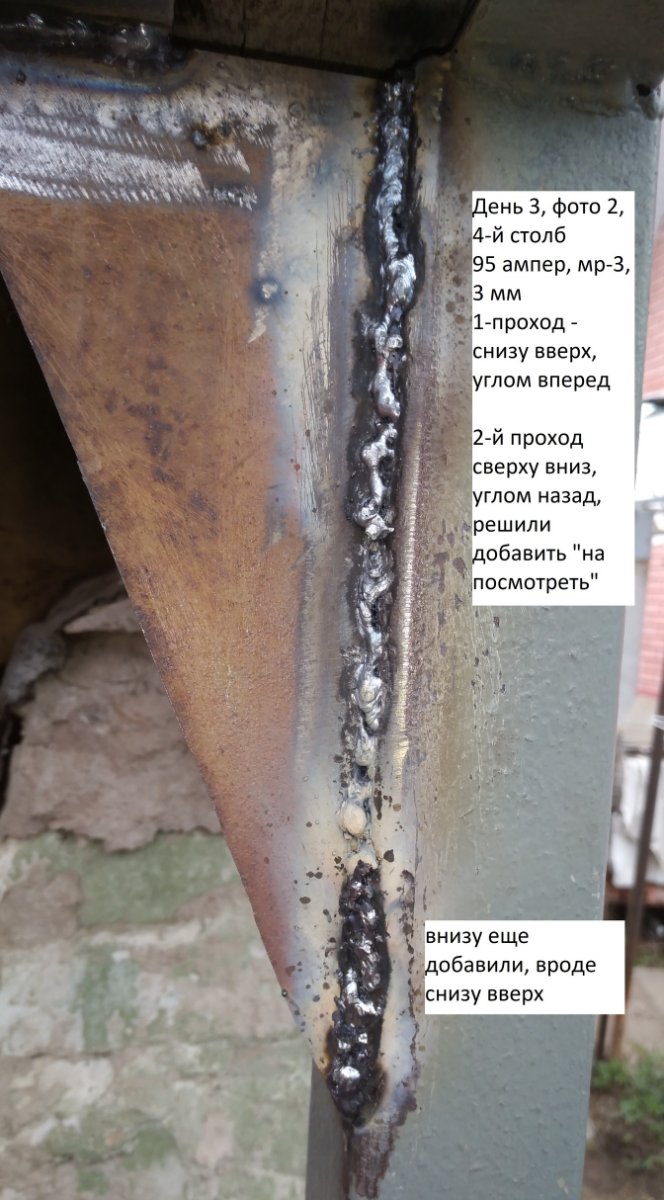
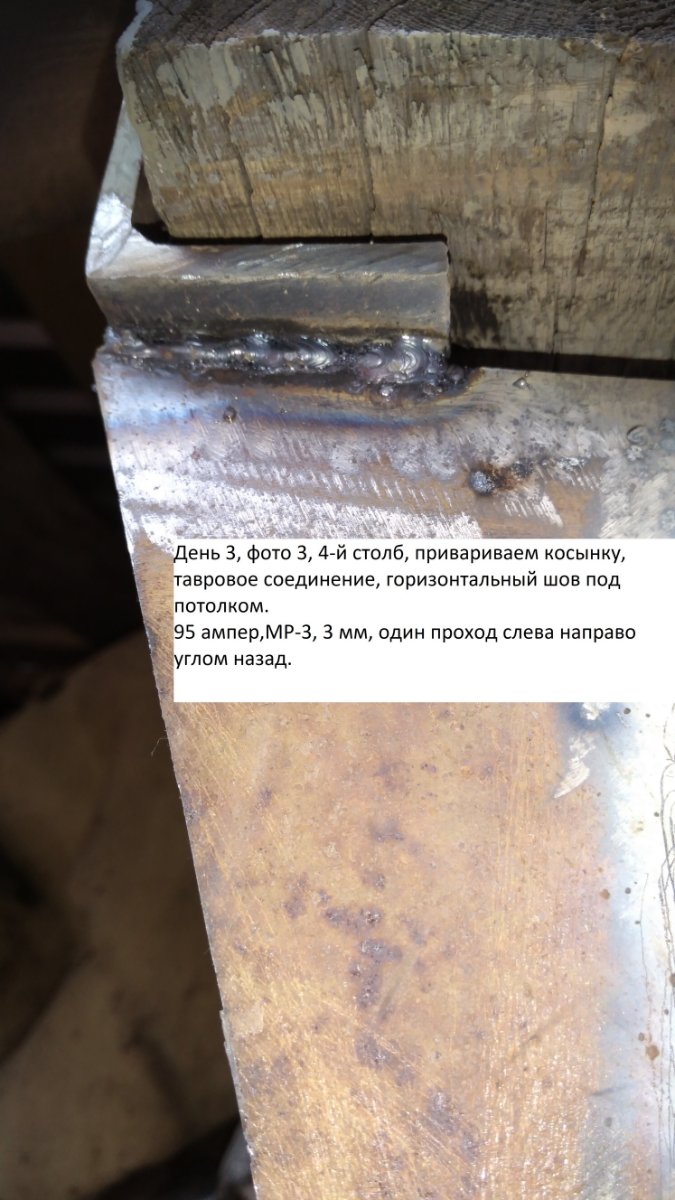
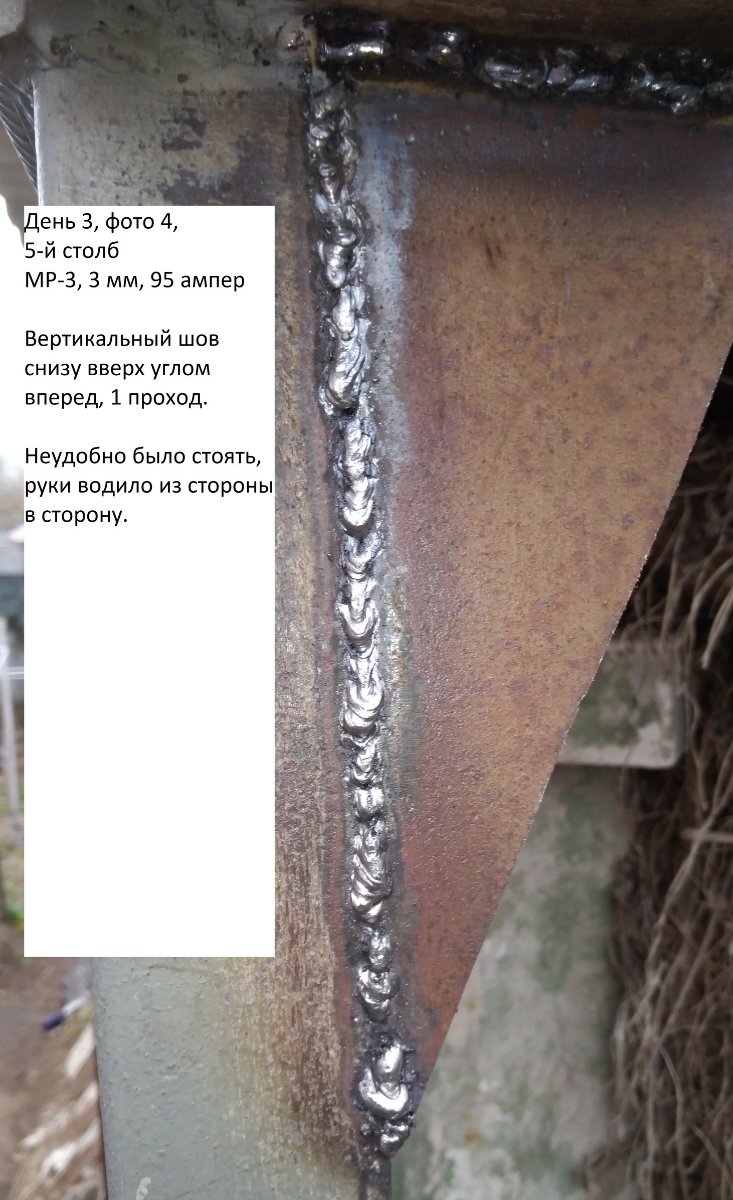
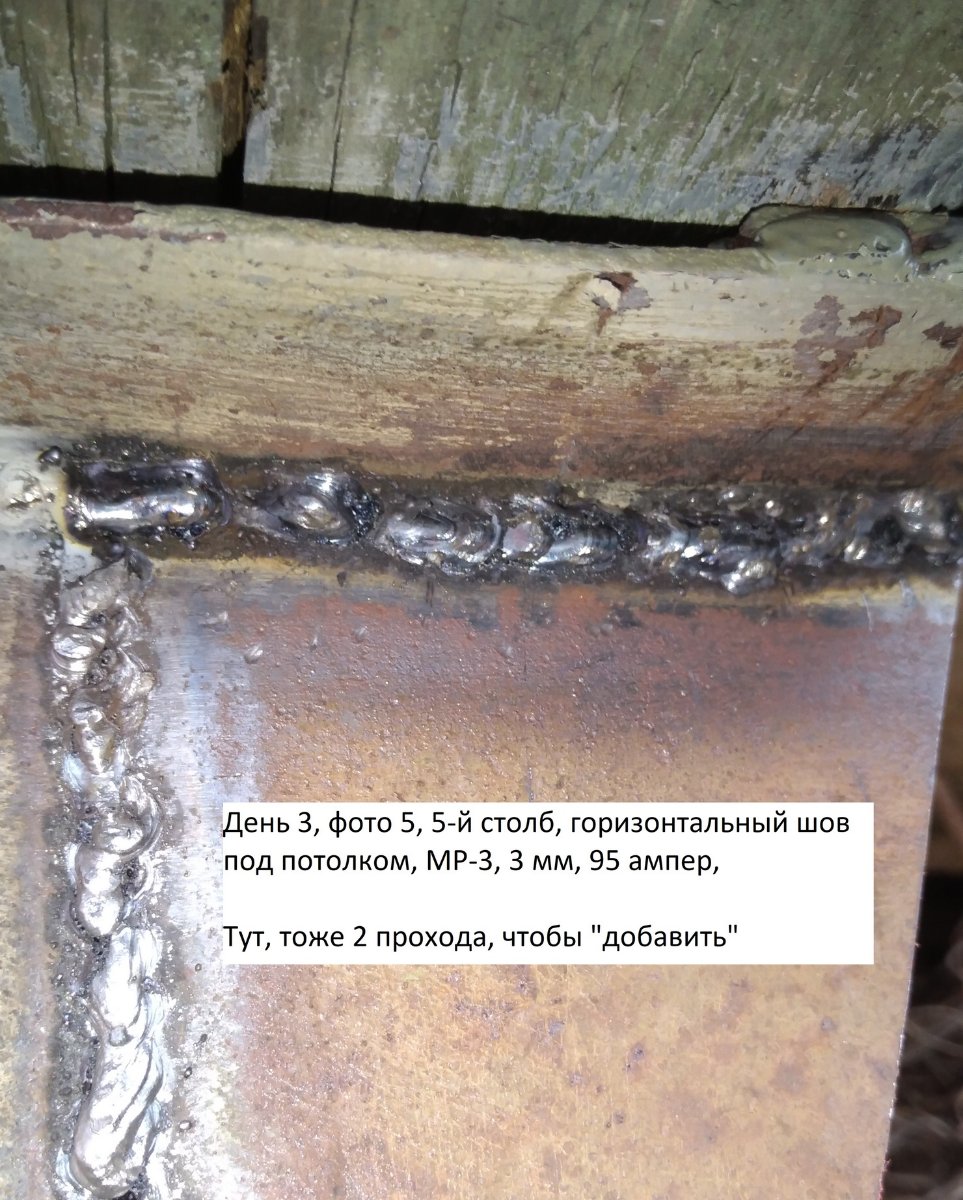
День 3
-
День 2.
-
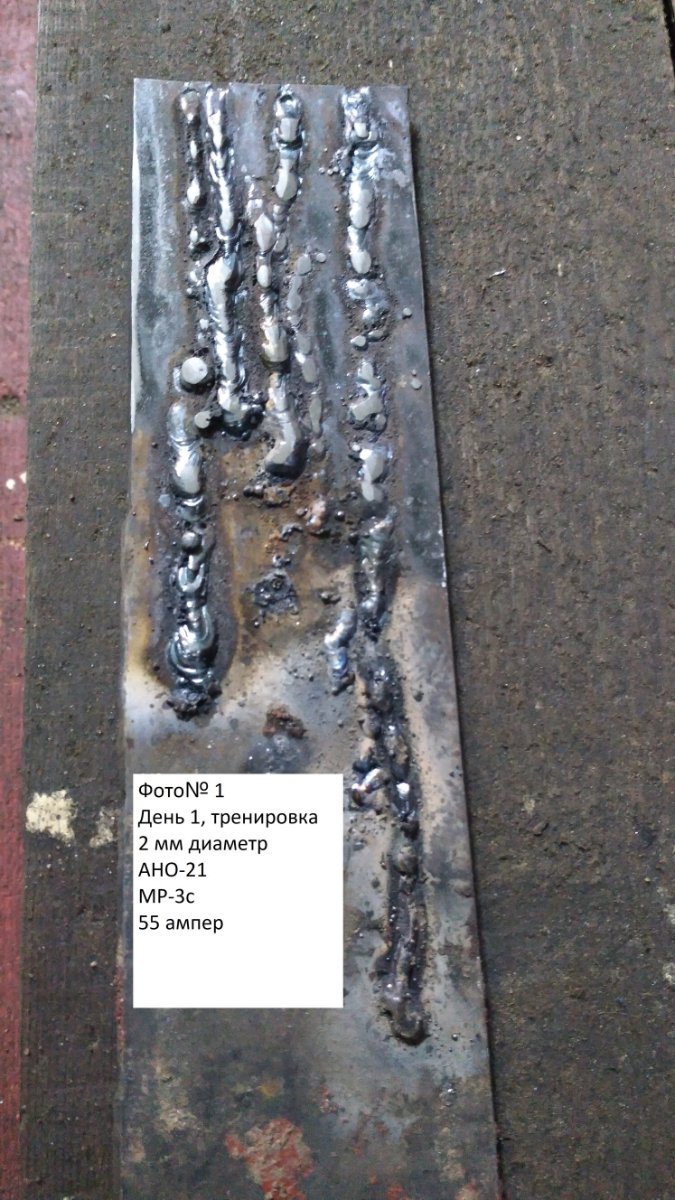
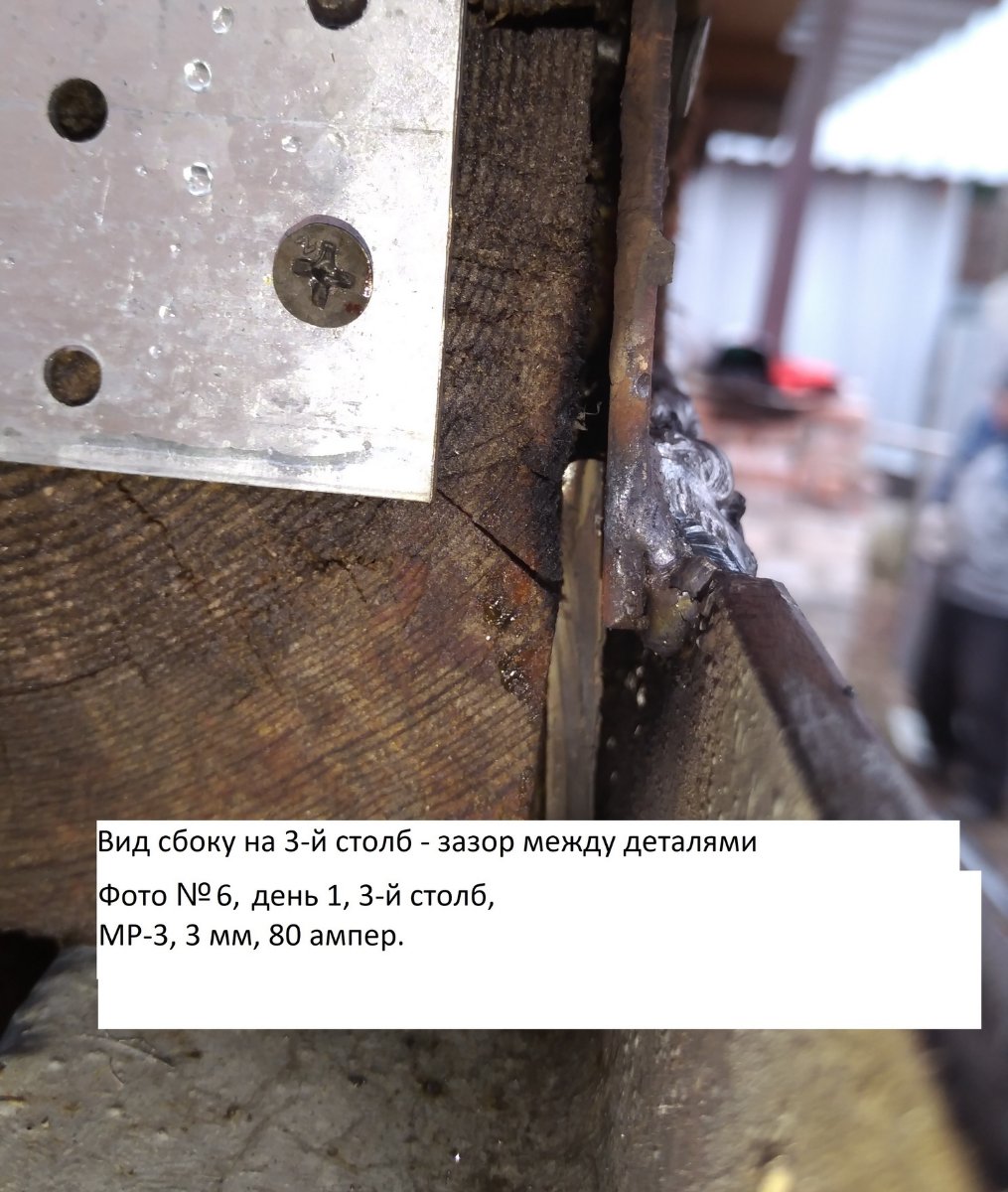
Здравствуйте, товарищи сварные. Прошу оценить результат и дать совет со стороны, что получается (а точнее, что не получается) и в какую сторону нужно двигаться. В общем, в одной из тем я ранее писал, что имеется сварочный аппарат-трансформатор. Произвел ремонт и обслуживание - вскрытие, проверка проводки, пайка, обжим силовых проводов на силовые наконечники под болты + контактная смазка, новая латунная масса на 315 ампер + китайский электрододержатель на 600 ампер (потолще и помощнее) + месяц на теорию - прочитал/пролистал пару учебников для ПТУ по РДС, просмотрел сварщиков-ютуберов. Пришло время пробовать. Проверил напряжение в сети - 225 вольт, напряжение холостого хода трансформатора - 42 вольта (по характеристике аппарата 44-48 вольт), замерили еще токовыми клещами силу тока на кабеле держателя - сам не видел - помощник сообщал результат - сделал вывод, что в шкала трансформатора дает верное значение, даже занижает на 5 ампер (плюс минус, т.к. ток плавал). На 3 мм электродах использовал затемнение маски 10-11, но все равно потом левый глаз немного чувствовал какую-то тяжесть - странное ощущение - то ли глаз не привык, то ли первые вспышки при розжиге дуге незаметно проникают. При устоявшейся дуге и равномерном движении электрода - только и виден кончик электрода и бегающий шлак. Использовал рутиловые электроды 2 мм МР-3с, 2 мм АНО-21 и 3 мм МР-3 (разных производителей). 2 мм не понравились, т.к. лягались как макаронины. А тем более первый раз еще и не попасть в деталь. 3-мм МР-3 в первый день вообще была проблема зажечь - липли. На второй день я их прокалил при температуре 180 град час + подкрутил току и стал зажигать чирканьем на себя - дело пошло заметно лучше. Естественно, результат сварки крайне нестабильный - зашлаковка, непровары, кривой шов и т.п. Вроде бы как току хватает, просто не умею еще держать короткую дугу (все время втыкаю в сварочную ванну, иногда от этого дуга гаснет) либо слишком быстро веду, либо в неустойчивом положении начинает вести руки и электрод уходит в сторону, нарушается равномерная подача электрода и явно не умею еще разогреть металл в начале шва. И самый главный вывод - это у блоггеров все красиво и ровно, а в реальной жизни приходится варить чуть ли не вниз головой в самом неудобном положении. В общем, здесь фото 3-х дней с моими комментами. Буду благодарен обратной связи.
-
Здравствуйте господа. Аппарат аврора динамика 2000. Купил не давно. Проверил с метр шва. Прошло время решил поработать. Включил , открыл газ. Взял пару пластин так сказать настроить. Прикоснулся горелкой или держатели к заготовкам, аппарат тут же выключился. Подумал было что свет выключили или розетка голову морочит. Напряжение есть. На задней стенке аппарата горит клавиша включения. Больше ничего не функционирует. Может кто знаком с данной проблемой? Ответьте пожалуйста.
-
 Алексей Риддер присоединился к сообществу
Алексей Риддер присоединился к сообществу -
обычный брак посинение титана уже в ряде случаев брак, даже золотистый оттенок и то может не допускаться. А когда он матовый, серый, это вообще за гранью добра и зла. И т.к. нет провара или близкое к этому, то вообще не ясно что со швом. И абсолютно не важно, с присадком это варилось или собственным телом. С другой стороны, может их должно хватать на раз и тратить драгоценный аргон ни кто не хочет.
-
Разрушение из-за термической деформации по непрочному, из-за водородного охрупчивания, шву.