Активность
- Сегодня
-
Вот зарядите и посмотрите, зря что ли прикупили https://poliasmet.ru/images/GOST/med/gost-16130.pdf-для ознакомления
-
Радиатор трактора семи или восьмирядный. Второй радиатор с "классическими" повреждениями - трещины в трубках напротив патрубков. Слабые усилители боковины и жесткая привязка к двигателю.Это не последний,есть еще несколько тракторов двух-трехгодичного возраста с одной и той же проблемой. Как можно сразу говорить о цене,если изначально были обнаружены течи в семи трубках,а в итоге пришлось паять тринадцать (один патрубок),а на втором три,а в итоге семь..практически в два раза больше от первоначально обнаруженных.





-
Вот этого сильно не хочется, а то 2400 жалко.
-
я не буду спорить. Это надо за баночкой пива... Тема довольно и простая, и сложная. Таких залысин у нас не было. А вот диск вместо года, за месяц облысел, такое было. Так же и с дисками для УШМ. Возможно тут две проблемы... Для подумать: электрод ободрали на наждачном станке, после уже доводили на машинке для электродов. Результат: за месяц диска нет.
-
Там не в сгорании проблема. Если затачивать электрод от цилиндрического состояния, то он работает острой кромкой как токарный резец из ВК8. Китайские дешевые диски на никелевом связующем просто обдираются. При этом, на никеле самое прочное связующее, остальные просто вне конкуренции.

-
Сергей Евгеньевич, вас никто не трогает. Читайте правила форума, там все написано.Вы слишком много жалуетесь,притом необоснованно.
-
относительно недавно, пару лет назад... ну может больше. Узнали, что для заточки электрода надо изменять обороты тогда диск живет и значительно дольше. Нет перегрева и какое бы связующее не было, уже не горит, держит, а не выгорает. на СЕА это было очень часто. На Selco такая же проблема. многие не знают, что настроить. Поэтому, банально, сброс на заводские, обычный прямоугольник, настройки в среднее положение и далее уже двигаться по одному параметру, выбирать направление и подбирать. А со смешанными формами волн, вообще отдельная история.
-
Вроде были какие-то проблемы с прошивкой, но у меня все хорошо работает. А проблемы, скорее всего, в некорректных настройках. Широта диапазонов этих настроек позволяет запсочить режимы в зону нестабильности. Во всяком случае я для себя так все объяснил и зажил спокойно, наслаждаясь жизнью и иногда аппаратом. Похоже из алмазного абразива только такой будет работать (по стойкости диска), на никелевом гальваническом связующем. Зернистость конечно великовата, но с меньшей производительность падает, так что приходится мириться. Алмазный на бакелитовом связующем только подполировывать электрод можно (я так и делаю когда приспичит), а так износ большой. Карбид кремния по зернистости конечно можно идеально подобрать, но опять таки износ большой, только для ручной заточки.
-
прочтите правила форума. Есть начальный лимит по сообщениям. Сделано для безопасности форума. Будете постоянным пользователем, то ... соблюдая правила, будет проще.
-
типичная проблема многих. Тут, понятно, все отлично! Хм... а я такую же ... приблуду немного изменил, под заточку ножей, т.к. родная оправка ... только смех вызывает. Жду диски и уже под конкретный диск буду окончательную подгонку делать. ну а больше и не надо. Этого достаточно. Острые кромки быстро оплавятся и шарик сформируется. Я так понимаю, что остается еще под вопросом режимы. И почему чебора может фыркать на такой электрод. Т.к. к остальному, лично у меня вопросов из опыта, нет. И интересно, что скажут в представительстве чеборы. В свое время СЕА немного допиливали режим, т.к. на малых токах были проблемы. А еще одна компания китайского бренда, допиливали софт с треугольной формой волны. Как раз так же, проблемы на малых токах. и тут я подумал... На заточной машинке, типа такого диска. Он справляется. А вот я покупал другие диски только камень меня удовлетворил. Камень для заточки (чашка). А диски для грубой обдирки. Очень большие царапки остаются.
-
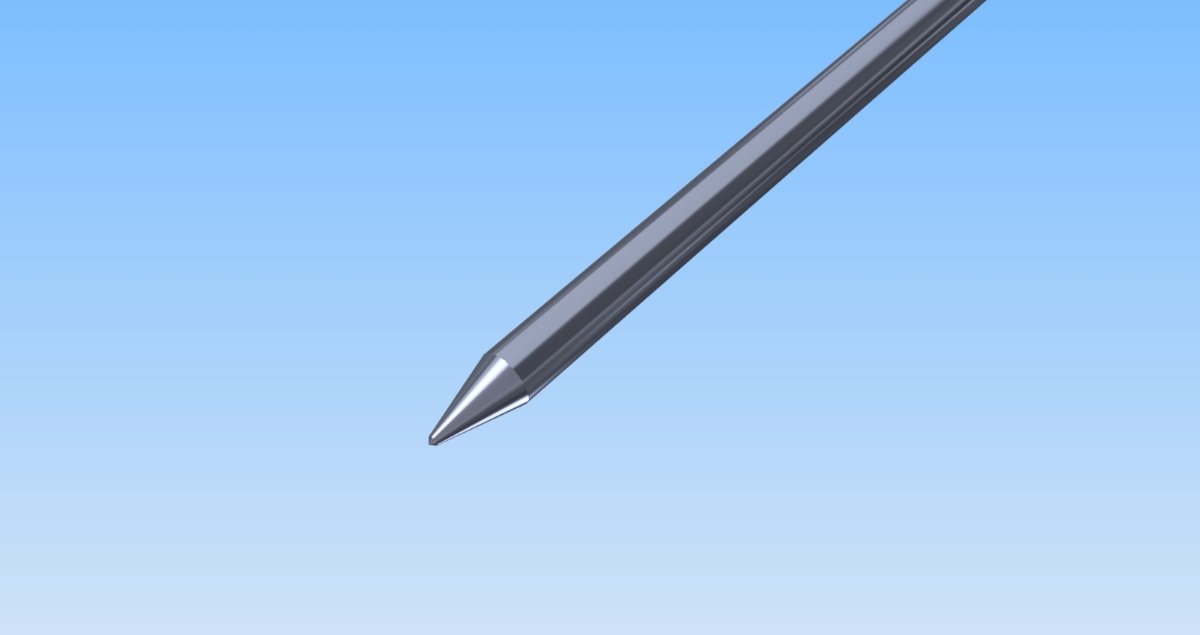
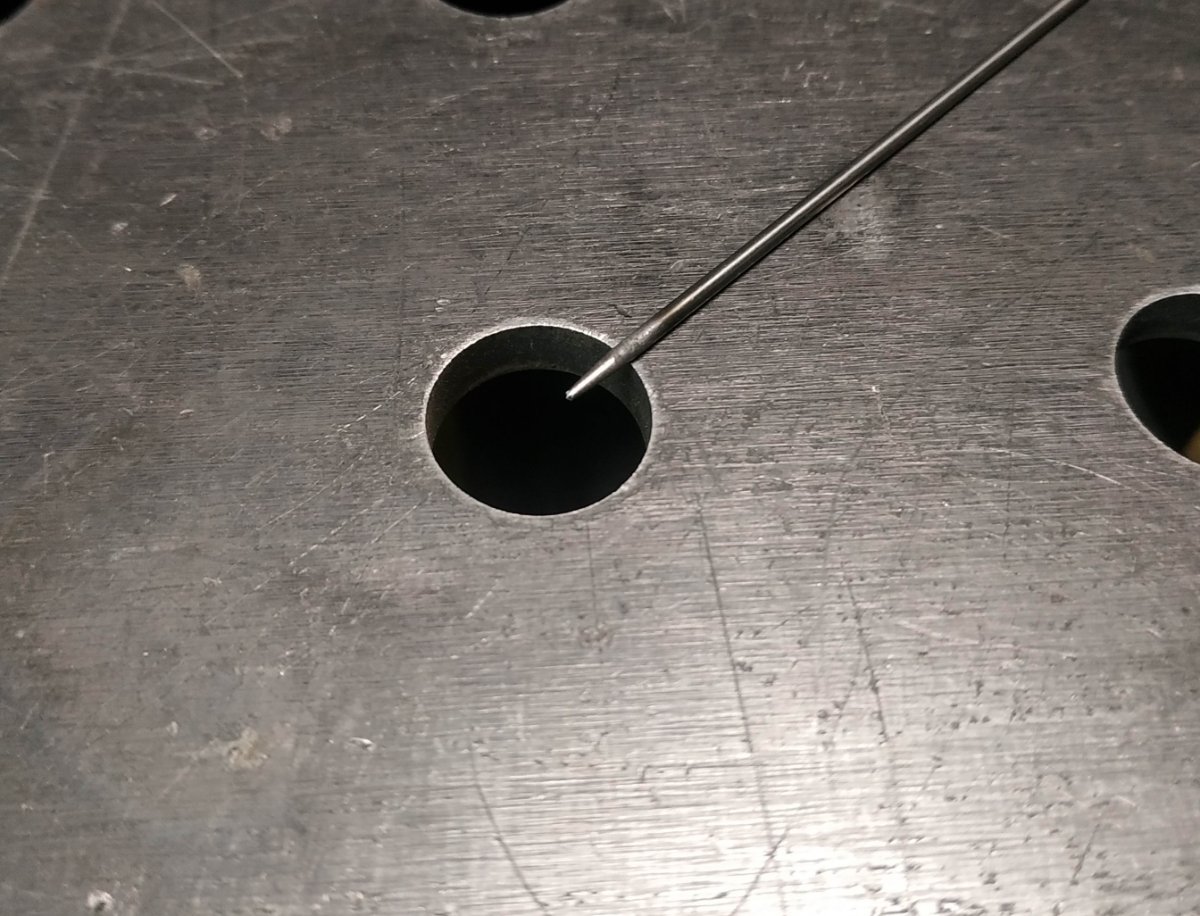
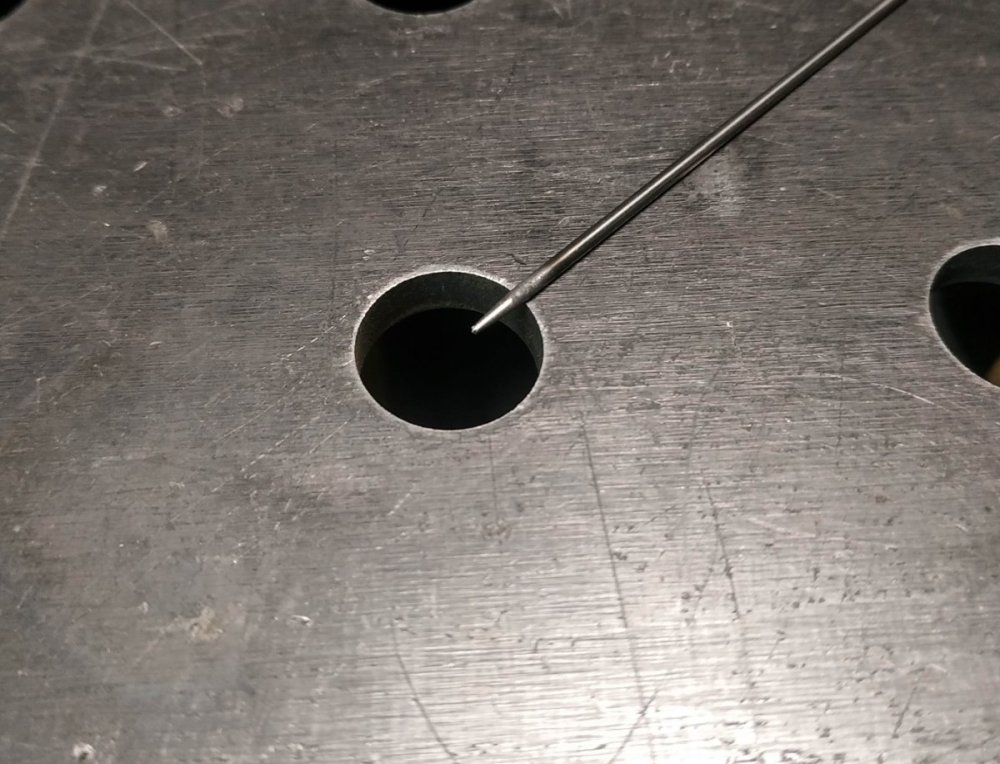
Риски поперек мне только специально можно сделать (фото 1). Притупление, вроде тоже в допуске. Вот как притупление 0,3 на электроде 1,6 выглядит (фото 2).


-
такое обычно если на электроде уже состав материала. Если держать электрод и не утыкаться, то такое состояние ... я даже не знаю когда получится. Я то быстро утыкаюсь . я на разных пробовал. Не только на итальянских аппаратах, но проблемы, что именно такой электрод надо, не встречал. Обычно острие делаю и от первого поджога мааааленький шарик сам образуется. А на фото, заточку вижу, но ... на мой взгляд очень тупой кончик получается. А еще, по фото кажется у вас риски по окружности диаметра электрода. А должны быть вдоль, "параллельно" оси электрода а не по касательной. Или я ошибаюсь? И если заточка с рисками не по оси, то в АС это очень сильно отражается на стабильности дуги и самом процессе, а так же электрод быстро покрывается нагаром. В следствии - процесс можно тормозить и перетачивать. Даже шарик от этого по форме не равномерной сферы получается. Сегодня тема электрода коснулась, полазить по интернету. И в интернете были размеры притупления 0.2-0.35мм.
-
1. Господа админы! Я, вроде как не очень нарушаю Ваших правил форума, но каждый день Вы меня баните зачем-то, ограничивая мне свободу слова бессмысленными лимитами. За что? 2. Нашел и медную сварочную проволоку от производителя: 3. У "Шустрого али" нашлась медная НЕсварочная проволока всякого разного сечения, например, вполне себе сварочного сечения ф1мм: Как думаете, а что будет если ее зарядить в аппарат и запустить под аргоном?


-
Вот так загрязняется (фото 1). Летит всякая неудаляемая грязь, масло, окись, пары алюминия. А аэродинамика околодуговой зоны такова, что скорость воздушного потока там высокая (доходит до сверхзвуковой) и все тянет в сопло и на электрод. Чистить конечно можно и нужно, но это приходится делать очень часто - муторно. Электрод 1,6, заточка 30 градусов, кончик 90 и слегка скруглен. 1, В рабочем состояние. 2. Почищенный, поправленный.

-
я сейчас китайский аппарат тестирую. Могу сказать, что как все блогеры, токовые клещи показывают 200А. НО!!! Европейский аппарат, электрод 5мм совершенно иначе плавит, на этих 200А. И главное, что если кабель не толстый, то на китайском нагрев практически не ощущается, практически закончив электрод. А на европейском, после нескольких секунд, этот же кабель ощутимо стал теплым. Поэтому все эти показушники, не гарантируют адекватность регулировок. И многие стали делать электронную регулировку индуктивности. Т.е. в аппарате на выходе может вообще отсутствовать индуктивность, а имеется только электронная. И следовательно, на сколько она полностью перекрывает диапазон, электронная + физическая, очень, очень большой вопрос. Еще в далекие года, когда только это появлялось как CuSi, многие аппараты просто не могли. Но тогда были трансформаторы и только зародыш инверторный. И с европейскими на инверторах, я проблем не испытывал. А в век засилия китайского, не изучал вопрос по CuSi. На трансформаторных, главное условие, если два разъема под обратный кабель, то втыкать туда где больше витков нарисовано. И тех у кого не было дросселя с дополнительными витками, процесс был не стабильным.
-
Понял, спасибо. Это я в курсе. Когда крышу на уазике точками варил, всегда небольшой зазор оставлял между листами внахлест. Проволока отличная - Bercoweld Cusi3. Тут на барахолке брал лет 5 назад. Тигом прекрасно варится.
-
я выше же описал особенность. Поэтому, индуктивность крутите на максимум (после пробуете уменьшать), а после подбираете скорость подачи и напряжение. Если напряжение большое, то проволока (капля) перегревается, шов начинает чернить. Если напряжения мало, то шов сильно бугром и нет хорошей смачиваемости, т.е. если на обратную сторону не протекает если есть хоть малюсенький зазор, то не прогрев. Да и высоту между горелкой и деталью надо соблюдать, чтобы газовой защиты хватало. Но и от проволоки многое зависит. Недавно поменяли китайскую проволоку на DEKA, при автоматической подачи в ТИГ, разница прям очевидна и это черняга. А по CuSi я уже не скажу марку, не помню, но мы ее выбирали перед заказом, т.к. старая, что оставалась, давала не стабильный процесс. Еще один вариант, в ТИГ режиме попробовать. В ТИГ очевидно становится, что проволока не удачная либо режим аппарата. Если растекаемость не стабильная даже уже в расплавленном слое, сама проволока не вливается, то проволока либо старая либо не качественная. Это же пайка и если при пайке после нагрева, присадок не растекается, то флюс добавляют. Но если и флюс не помогает то присадок плохой. Тут флюса нет, сама проволока работает. Следовательно, нет смачиваемости поверхности и присадок в расплав не входит, вывод один - надо новую катушку брать. Может типа сушки делать... но на мой взгляд, просто большое окисление уже со временем.
-
Нет. Несколько роликов из этой компиляции я видел задолго до бума ИИ. На одном ранее популярном строительном форуме, года с 2008 периодически читал тему "Смерть от болгарки". Тема, кстати, до сих пор существует тыц. И если сначала обсуждались происшествия с ручным электроинструментом, то чуть позже, со своими историями подтянулся народ с производств, в том числе инженеры по ОТ и ТБ. Так вот, многие фрагменты из ролика выше, ранее там публиковались. На самом деле очень полезная тема. Как в плане изменения отношения к ТБ, так и понимания всей безграничности человеческого идиотизма)
-
Это вряд ли.... Во всяком случае, я не нашел. Методом научного тыка)
-
У меня на Аврора динамика 200 эксперт нет режима для сварки CuSi. Методом тыка удалось настроить на более-менее результат, но всё равно не очень нравится. Есть где-то тут подробное описание настройки п/а под эту проволоку? Вот. На трубе 1,5 мм ещё более-менее, а на кузовщине уже хрень какая-то. А ведь CuSi3 как раз преимущественно для кузовщины и бралась...
-
ну такое допустимо когда что-то более или менее толстое варить. Но когда очень тонкое, я держу электрод чистым. Да и поджог дуги другой. А когда электрод грязный, то дуга пляшет и с поджигом проблема. И вот тут не знаю ... может повышение частоты чем-то и поможет. Но это на мой взгляд костыли уже. А касательно заточки... как-то повелось у меня, 18-22 градуса заточка. И это для нержи и алюминия используется. Угол заточки в 60 градусов это когда токи выше 200А и то не всегда. Т.к. в деятельности много плазменной сварки, то это рекомендации для плазмы. Ну и чтобы не перестраиваться для ТИГ такие же заточки. И когда в ТИГ это все применяется, то пока вопросов не возникало, такая ли заточка или нужна другая. А вот когда у клиента проблемы возникают, то очень часто наблюдаю проблемы с электродом. Точат допуская очень и очень много ошибок. На нерже в авто цикле, даже при правильной заточке, возникают проблемы со стабильным стартом дуги. И при этом и пред продувка, и пост продувка верно установлены. Очень сильно влияет шероховатость поверхности заточки. Особенно это при сварке АС. Однажды, я такое встретил на плазме, хотя она больше защищена от проблем с электродом. В ТИГ все сразу вылазит. Т.е. заточил, просто на грубом камне. Раз дугу зажег и все... электрод имеет не правильную форму и пошел перетачивать. Пока не прошелся наждачкой по заточке. Понял после второй заточки, что сам дурак.
-
чушь от ИИ. хотя бы потому,что ни капли крови нет при раздавливании,открытых переломах. А уж источник Яплакал прям доверие вызывает . Если что -НС видел не раз: механические,электрические.
-
Да! Мне везло с учителями, многие из них стали старшими товарищами надолго, даже за пределами школы и института. И даже сам пару лет в школе преподавал....
-
О да! Петр, многих застал.... О ком-то жалею, что перестали появляться на форуме.
- Вчера
-
 Davidspini присоединился к сообществу
Davidspini присоединился к сообществу -
Они знали куда шли. Это как учитель в школе, которому никак не можно обижаться на учеников, и ожидать от них благодарности. Благодарность это вопросы к воспитавшим. Вспомните себя в детстве, в молодости, много учителей благодарили? Раньше не замечал, но с возрастом, у меня сложилось впечатление, наверное это последствия СССР, где знания давались бесплатно. За молодёжью, да и не только, заметил, что нет осознания что знания это есть благо, которое порой продаётся и не дёшево. Можно просто отправить новичка, иди на курсы за свой счёт, тогда поймёшь что по чем. И соответственно, кода другой делится с тобой знаниями, без возмездно, и мысли не возникает сказать просто, спасибо. Личные обиды в основном всегда рулят. Люди....