Активность
- Последний час
-
В советское время существовал норматив на глубину подвала/погреба в жилых домах частного сектора 180см,да и сейчас это осталось с некоторой корректировкой. Меньше -заставляли углублять,если больше -подсыпать,то есть это был официальный норматив. Многих это возмущало,но.. Когда наступило другое время,задались вопросом -откуда взялся этот норматив? Если не ошибаюсь,корреспонденты Комсомольской правды проводил такое расследование.Так вот,творца это нормы не удалось найти.Очевидно, было дано техзадание,какой-то безымянный клерк профильного министерства,подумав,что средний рост человека примерно 176см,решил,что 180 будет достаточно ...кто-то голову пригнет ,а кто-то и подпрыгнет. При утверждении посмотрели,а что?...логика есть и подписали. Пошла норма в народ.
-
В бытность работы в РКС монтировали сеть промышленной канализации в зоне вечной мерзлоты,нижняя точка врезки в колодцы не более 30мм от грунта, колодцы по 1500х 10000 в максимуме были....так-вот, всё заваривали в тотал операционками,но в документах-16037-80, и технадзор смотрел на всё это широко закрытыми глазами и не бухтел ни разу...сдали без проблем всё.Так кто накосячил–проектировщики? Или они не знали о существовании секретного РД на операционку? А это был газпрёмовский объект,и и делали мы его 2 года.
-
В Гугле -Сварка труб в труднодоступных местах.Нормативные документы...выдаст рад ссылок,может быть,и найдет что-то.
-
И не найдёте в бесплатном доступе, даже если они есть.А их, скорее всего, нет.
- Сегодня
-
 Ну что Вы так завелись, это чисто ремонтный способ.Не регламетируется никакими РД, на настоящий момент.На низком давлении воды, в ЖКХ, водкоканале, часто применяется, ибо клали они на все ваши документы–не текёт, и ладно.Страшный и ужасный накс, стремящийся засунуть своё мерзкое сосущее жало во все аспекты сварочного производства, тоже не возбудился на создание регламента по данному способу,по причине, по которой ловят неуловимого Джо в в анекдоте.
Ну что Вы так завелись, это чисто ремонтный способ.Не регламетируется никакими РД, на настоящий момент.На низком давлении воды, в ЖКХ, водкоканале, часто применяется, ибо клали они на все ваши документы–не текёт, и ладно.Страшный и ужасный накс, стремящийся засунуть своё мерзкое сосущее жало во все аспекты сварочного производства, тоже не возбудился на создание регламента по данному способу,по причине, по которой ловят неуловимого Джо в в анекдоте. -
господа. очень нужно обоснование: рукоаодящие документы, снипы, гост сп на эти самые сварные стыки труб типа операционный шов, аппендикс, череп, через окно и он же, он де... Не могу никак найти. одни говорят нету их. другие, что есть. сами видели, читали . но не могут быстро найти. может кто знает? лучше если название точное, номер, раздел , пункт. еще лучше цитата, или скрин.
-
 не знаю. может кто-то другой сможет ответить. кто в теме. я тоже давно тут не был. вопрос этот меня сильно занимает. ибо, думаю я, что это обычный колхоз кохозный "кулибина" для решения текущей(буквально :)) задачи быстро и , без особых затрат ро материалам и времени. чтобы не текло из трубы. это по аоде. а уж по газу тем более этот способ неприемлем. не могу никак найти подтверждения этому способу в офицальных документах. и тут называемых. пусть даже уже устаревших и недействующих. прошлых лет. я так понял, и по сей день такая сварка в ходу у коммунальщиков. а люди говорят, что аовсе не колхоз, а вполне законный способ сварки трубопроводов описываемый в оф. документах. вот, вырез и заварку технологических отверстий-окон нашел. и то они вырезаются в стороне от стыкового шва соединяемых труб. на расстоянии. шов не должны затрагивать. а вот чтобы стык частично был выполнен изнутри трубы - нету. а в этом то весь смысл этой "операции"?
не знаю. может кто-то другой сможет ответить. кто в теме. я тоже давно тут не был. вопрос этот меня сильно занимает. ибо, думаю я, что это обычный колхоз кохозный "кулибина" для решения текущей(буквально :)) задачи быстро и , без особых затрат ро материалам и времени. чтобы не текло из трубы. это по аоде. а уж по газу тем более этот способ неприемлем. не могу никак найти подтверждения этому способу в офицальных документах. и тут называемых. пусть даже уже устаревших и недействующих. прошлых лет. я так понял, и по сей день такая сварка в ходу у коммунальщиков. а люди говорят, что аовсе не колхоз, а вполне законный способ сварки трубопроводов описываемый в оф. документах. вот, вырез и заварку технологических отверстий-окон нашел. и то они вырезаются в стороне от стыкового шва соединяемых труб. на расстоянии. шов не должны затрагивать. а вот чтобы стык частично был выполнен изнутри трубы - нету. а в этом то весь смысл этой "операции"? - Вчера
-
 Glennemabe присоединился к сообществу
Glennemabe присоединился к сообществу -
 Понимаю что не по теме...С даты этого поста прошло 10 лет..а со времени посещения форума этим участником- 6 (8июня 2020)... Думаете ответит?
Понимаю что не по теме...С даты этого поста прошло 10 лет..а со времени посещения форума этим участником- 6 (8июня 2020)... Думаете ответит? -
я не нашел такой инструкции. может вы название неверное привели. Можно точное название упоминаемой инструкции? может номер, год ? и хорошо бы цитату какую из нее. или, раздел, пункт. а то, у меня сомнения.
-
я там ничего не нашел. может пропустил что. могли бы привести оттуда цитату, или указать раздел и пункт?
-
... не вникая , интуитивно . вварил бы на емкость общую накладку под оба трубопровода .
-
Голяк. ищи не ищи. уже голову сломал. кучу гостов перечитал, рд и сп. нигде не нашёл про такой способ сварки стыка трубопровода. шляпа это каким то кулибиным придуманная. может не все доки прочитал. если кто может ссылку дать, а ещё лкчше незвание, номер пункта и всё такое, буду благодарен. а пока... пока фигня одна. где то читал. видел. поищите - найдёте. НЕ РАБОТАЕТ. это как дежавю. типа видел то что не видел, но уверовал.
-
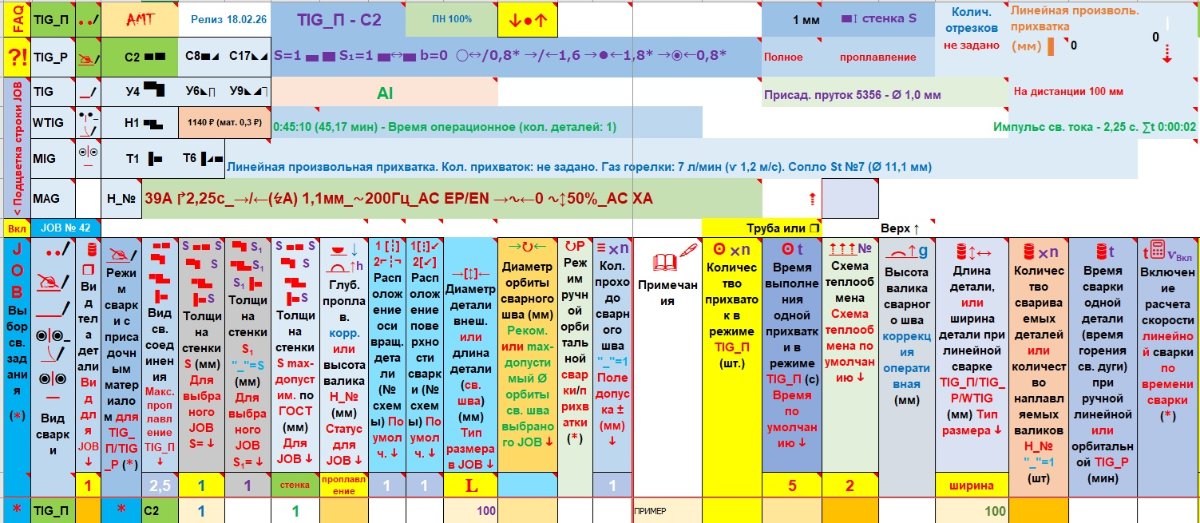
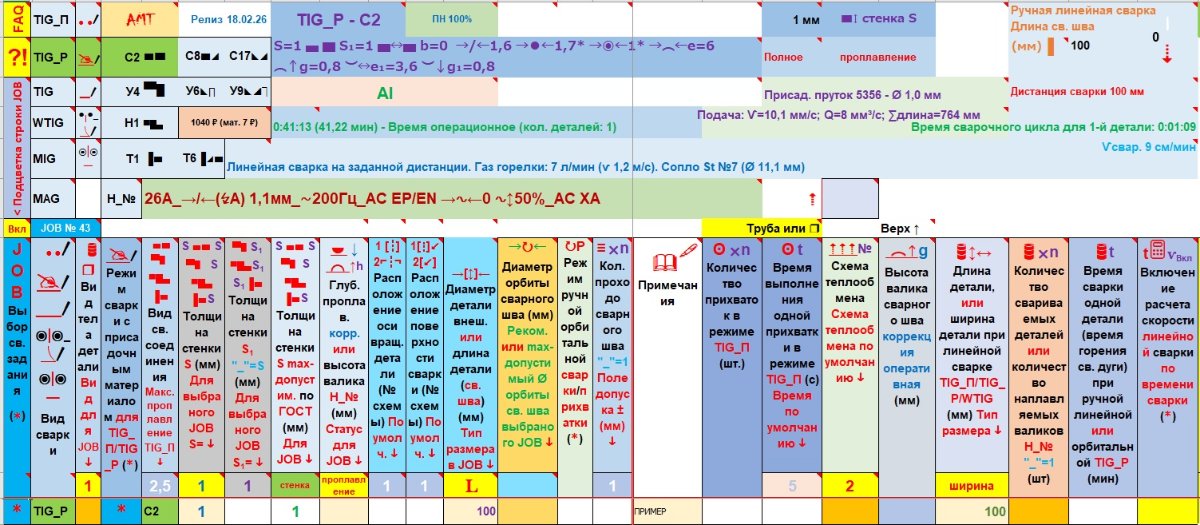
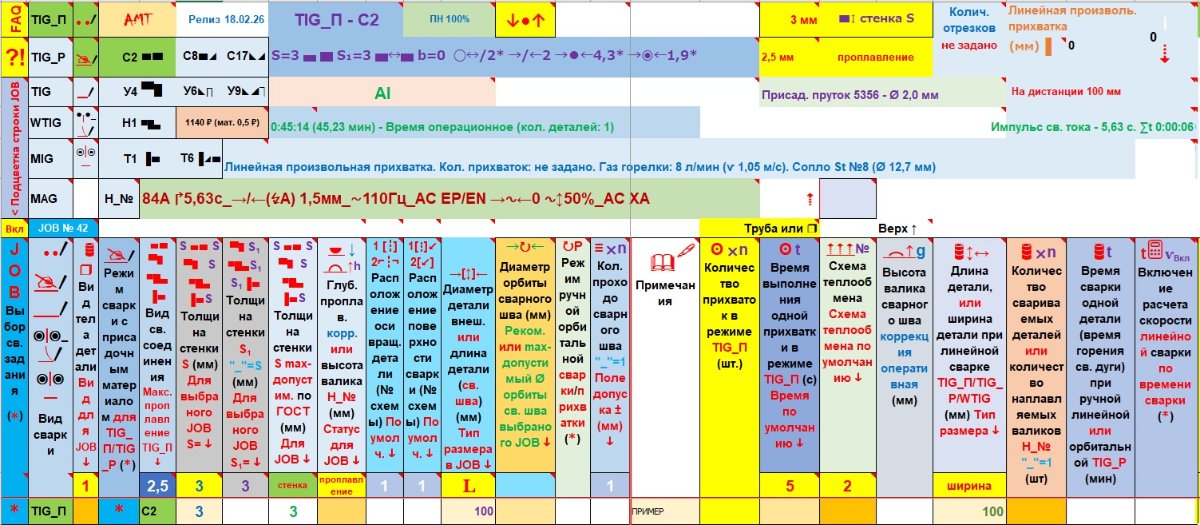
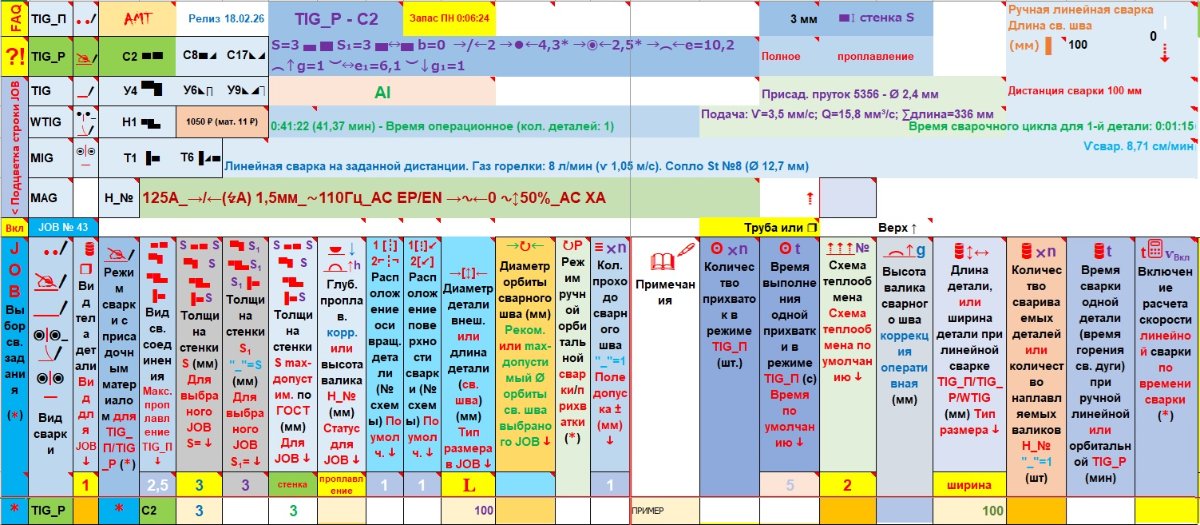
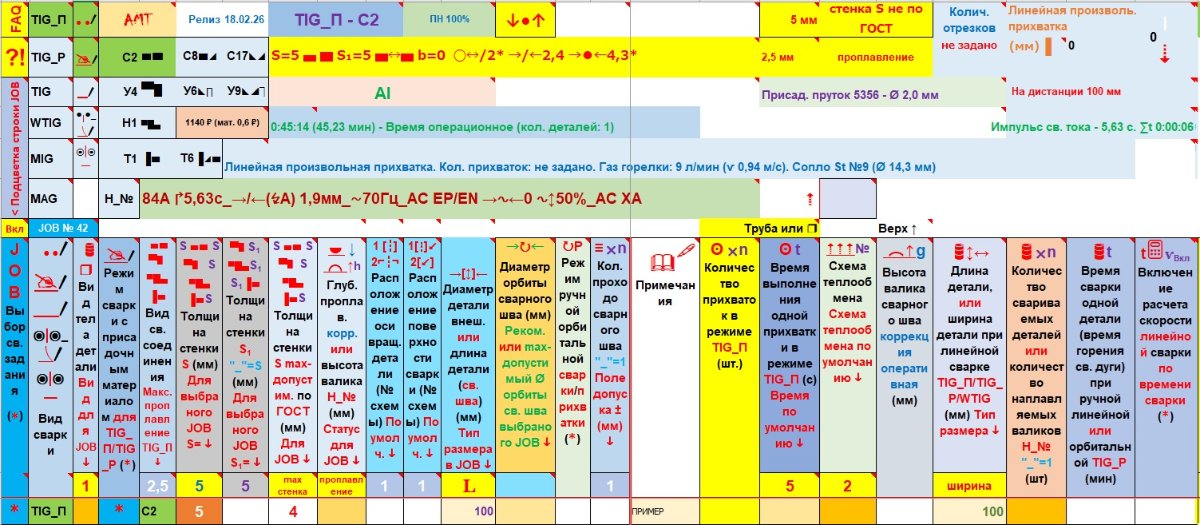
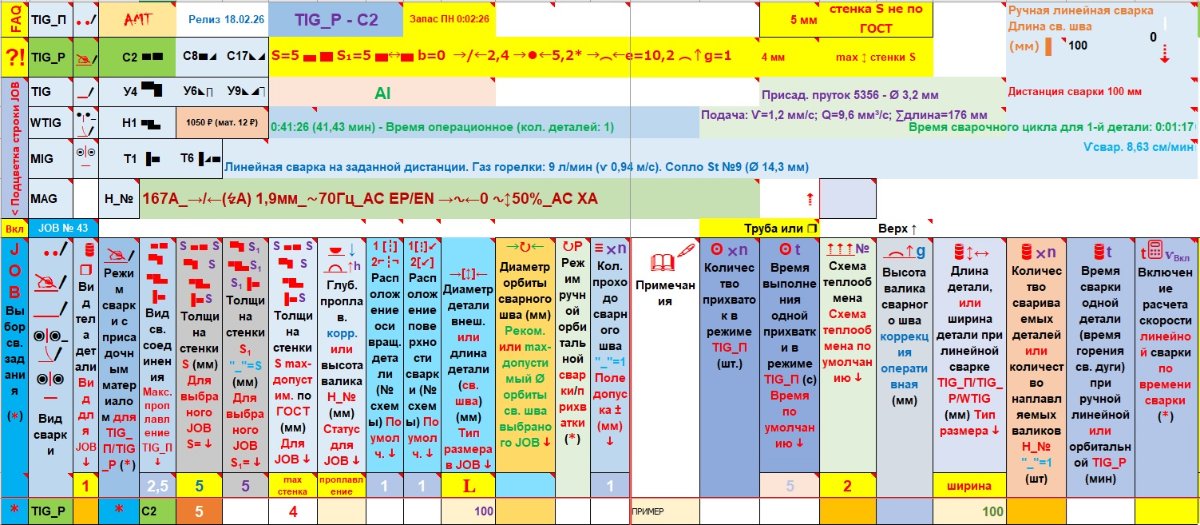
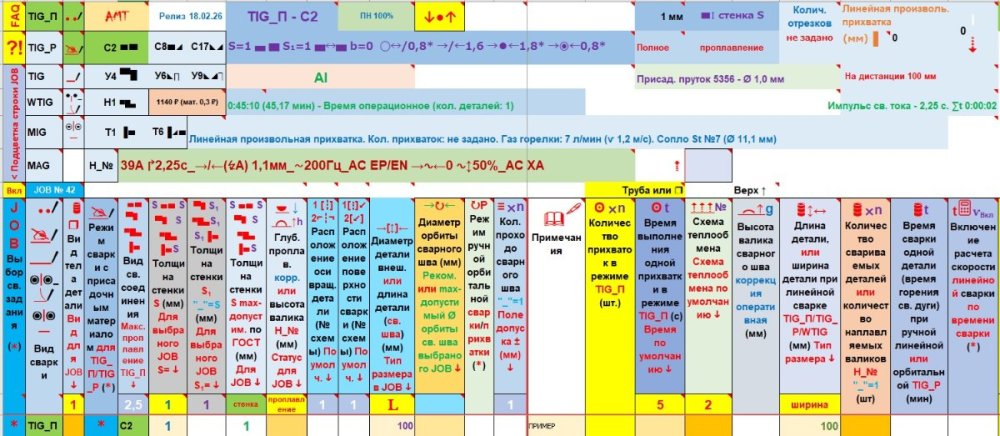
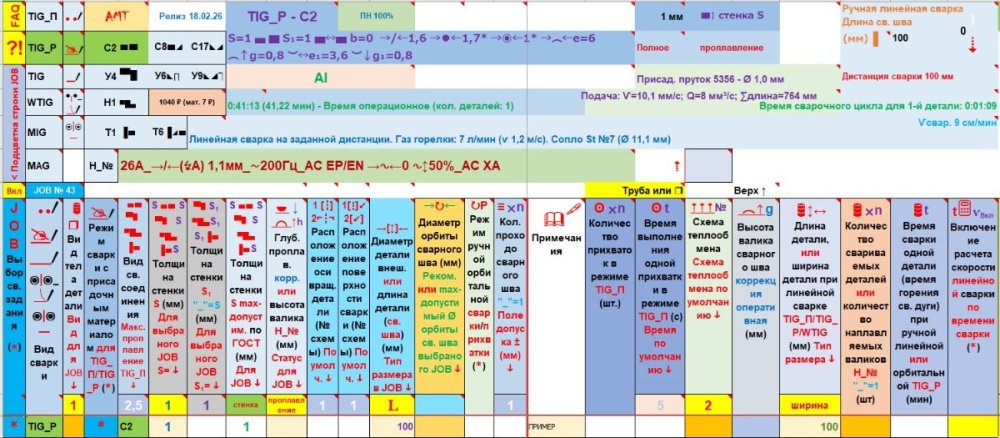
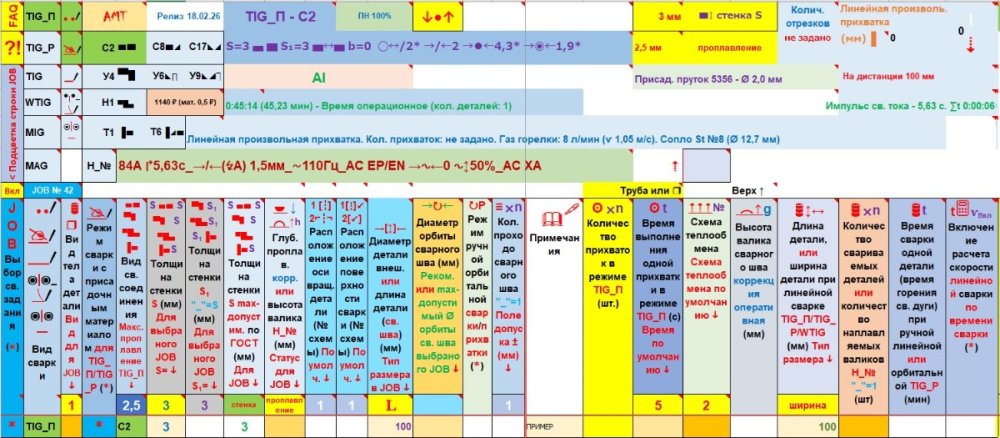
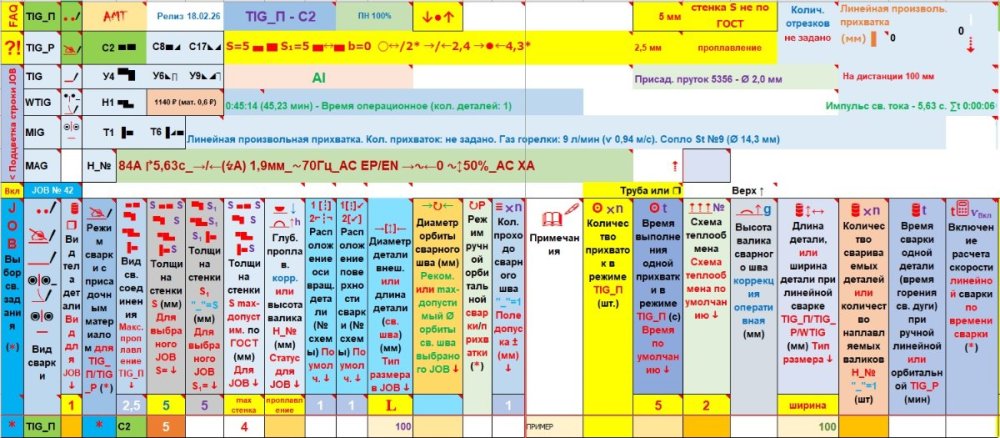
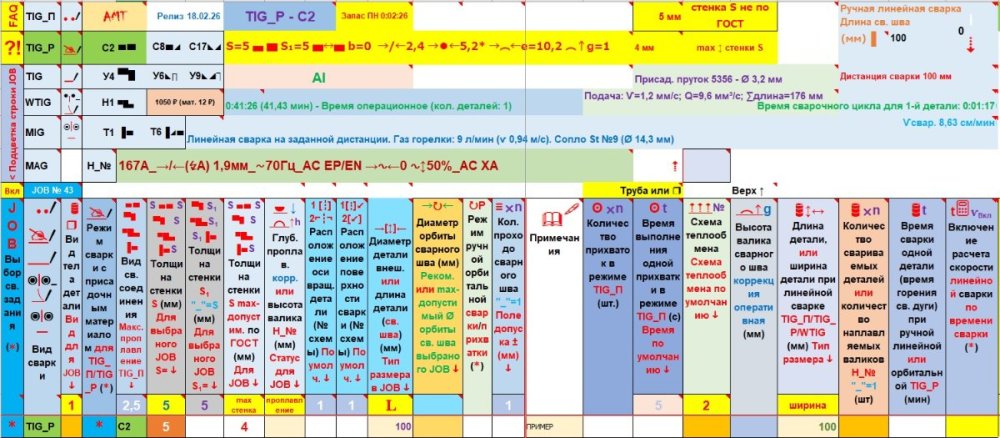
Наблюдайте логику установки сварочного тока прихватки и основной сварки (TIG_П - прихватка; TIG_Р - ручная сварка с присадочным материалом). Толщина материала 1 мм. Толщина материала 3 мм. Толщина материала 5 мм.

-
Добрый день. Сварочный полуавтомат ТОРУС МИГ 500 DOUBLE PULSE PRO Артикул: 95577017 https://svarka.net/goods/svarochnyy-poluavtomat-torus-mig-500-double-pulse-prof?from=MDk4 полуавтомат VIKING MIG 301 DOUBLE PULSE SYNERGIC PRO Артикул: 95588158 https://svarka.net/goods/Universalnyj-professionalnyj-svarochnyj-poluavtomat-VIKING-MIG-301-DUBLE-PULSE-SYNERGIC-PRO?from=NWEy Аргонодуговой сварочный инвертор VIKING TIG 315 PULSE AC/DC PRO Артикул: 95588151 Рассчитывайте на Скидки для форумчан вебсварки
-
ПРивет. С пульсом что есть? 380
-
 Larrycow присоединился к сообществу
Larrycow присоединился к сообществу -
Основная функция прихваток- удержать кромки в том положении, которе нужно. При этом, в конечном результате изделие может иметь форму немного другую. То есть, собираются и прихватываются детали из расчёта усадки при варке и нагреве. То есть, если прихватку порвало в процессе сварки- не страшно, надо её восстановить и продолжать. Поэтому, зачастую, у сварщиков не очень серьёзное отношение. Проблема в том, что при наложании корневого шва, на месте плохо проваренной прихватки образуется непровар. Поэтому в технологиях по сварке ответственных швов прописывается либо "прихватки заварить, как часть основного шва" либо "при подходе к прихватке, оную удалить с восстановлением разделки". Если прихватка заварена, как часть основного шва, то запиливается заход и выход.
-
Шабер- в принципе стамеска, но по металлу. основная задача- соскрести поверхностный слой. Если у напильника передняя кромка позволяет снять поверхностный слой, то можно и так. Только кромка должна быть острой.
-
Это верно не в 100% случаев.И к указанной процентовке тоже надо относиться как к условным единицам, а не как к истине в последней инстанции.Вот будете на производстве, на конвейере шлёпать ответственное соединение под 100% контроль–вот там будете соблюдать прописанный технологами режим и знать его как "Отче наш". В %, А, вольтах и т.д
-
 sasdasf присоединился к сообществу
sasdasf присоединился к сообществу -
Во время читания систематически попадается шабер, шабрение, шабером, шабер сделанный из напильника. У меня вопрос, а просто использовать напильник, ежели подлезть удобно? Можно? Ну бывают царапины, вроде не критично, тряпкой спокойно очищается, да и не сказал бы что сильно забивается и мешает. Это ж не абразив. PS "Вы не можете всё знать, не надо стесняться спросить, не надо бояться выглядеть глупо, вы учитесь " Так говорила наша препод. по химии в техникуме.
- Последняя неделя
-
3-2-3 Сварка прихватками В случае простого соединения тонкостенных листов могут пропускать сварку прихватками, непосредственно выполняя основную сварку с помощью приспособления и т.п.. однако, как правило, выполняют сварку прихватками внутри кромок, па обратной стороне или в зоне углового сварочного шва. Ток, применяемый для сварки прихватками, составляет порядка 80% тока основной сварки, к тому же сварка Ссылку с телефона не могу добавить, скопировал кусок раздела, параграфа 3-2-3.
-
Мужики есть вопрос, толстый металл, пусть будет полтинник, сварка горизонтом, с выходом на полу-вертикал, пошла трещина, сделали разделку там хитрый стык условно получился, просто нужен совет каким током заваривать и каким методом, как водить горелкой, угол атаки, я просто только учусь, аппараты Аврора Ultima 500, проволока 1.2, газ - углекислота. Мне не нравится мой результат, хочу делать лучше. Подрезов конечно нет, но сам ток который я подобрал - не нравится, подскажите пожалуйста


-
У родственников в сталинском доме собраны трубы и радиаторы резьбовыми соединениями, через лён и краску. Дом 1948 года постройки. С 80-года точно ничего не меняли, ранее - не знаю. При качественном исполнении, любой тип соединения работает оооочень долго.По остальному, тут столько нюансов и вопросов к комплектующим и людям, что ответ может быть любым, в зависимости от ситуации. Один из (нюансов): в современных домах повсеместно распространены в подвалах общие бойлеры на дом. При нарушении технологии водоподготовки, по трубам ГВС начинает идти в большом количестве активный кислород, который с удовольствием вступает в реакции с железом в составе стальных труб. Ещё один: при покупке вварных отводов, легко купить "муляж" с тонкой стенкой 2мм, на которой ещё и резьба нарезана. Стоять они будут не долго. Выход - смотреть, что покупаешь, либо у токаря заказывать заранее. И т.д.
- 2 ответа
-
- 1
-

-
 Oleg12345 присоединился к сообществу
Oleg12345 присоединился к сообществу -
 evmelinov присоединился к сообществу
evmelinov присоединился к сообществу -
 banks piva присоединился к сообществу
banks piva присоединился к сообществу -
Без контекста, или прямой цитаты из первоисточника со ссылкой, не очень понятно, о чём речь Не, что там писать про демозал, не те задачи, обучения, окромя манагеров-продажников, там практически не бывает. Да и то-галопом по европам: научились ТИГ от МИГ/МАГ отличать –и славно.Абсолютно утилитарные задачи: проверить, показать, удостовериться...
-
Прочитал, кроме сварки меди. В голове ещё каша. А какие вопросы задать, что-то затрудняюсь. Надо ещё раз перечитывать, наверное. Но кое что, хотелось бы уяснить. В книге указано сварка прихватками ток 80% от тока основной сварки? У мене сложилось впечатление что малость наоборот, добавить току надобно, а действовать по шустрее. Слишком высокая скорость сварки влечёт подрезы? На ММА хорошо заметно, но не много не так, на горизонтальном расположении, металл вниз стекает. А в тиг как то не заметил. Диаметр присадки=основной металл делить на два, плюс 0,5мм.? Что то как то, не совсем понятно. Сваривал рельс алюм, 6 плюс пять миллиметров=присадка 6мм.? Наверное всё же не так категорично. Мои небольшие итоги: ток сварки, скорость, диаметр присадки оч. сильно зависят от навыков сварчега. В общем пока творческий тупик. Практики, всё также мало. Куда двигаться не знаю, пошёл читать. Пока голова совсем не распухнет. Тема про УЦ ВЭМТ, была интересна, но грустно. А про демозал ваш, тема есть? (В поиск не отправлять, он меня не любит)
-
 Дмитрий Крылов присоединился к сообществу
Дмитрий Крылов присоединился к сообществу -
 stephanhoog присоединился к сообществу
stephanhoog присоединился к сообществу -
Пока дугу не зажжёте, так и будет. Это не как в дешёвой китайщине. Логически подумайте, накой держать газ включенным, если нет сварки ? Это так даже во многих более менее нормальных китайских аппаратах сделано. Так что копать нужно в свои руки и умение. ПС. Я не сторонник Хелви !