Точмаш 23
-
Постов
5 472 -
Зарегистрирован
-
Посещение
-
Победитель дней
414






Достижения Точмаш 23
")
Мастер (14/14)
-
 Редкий
Редкий
-
 Редкий
Редкий
-
 Редкий
Редкий
-
 Редкий
Редкий
-
 Редкий
Редкий
Последние значки
17,1 тыс
Репутация
1
Ответы сообщества
-
 Немного о 99,7%. Крупные кислородные станции оборудованы воздухоразделительными установками производительностью 150кубов и выше. Кратко опишу принцип работы этой схемы Компрессор высокого давления подает предварительно очищены от углекислоты и влаги воздух в разделительную колону,в которой получают жидкий кислород. Отбор жидкого кислорода происходит из карманов конденсатора (на рис. 3). Отбор производиться насосом жидкого кислорода плунжерного типа. Жидкий кислород -это такая голубоватая кипящая жидкость,которую можно налить в кружку,ложкой,поварешкой ..Насос отбирает кубовую жидкость и вбрасывает ее в теплообменник,где она газифицируется и кислород поступает в реципиентную емкость,которая соединена с наполнительной рампой. Запуск таких установок довольно длительный 18-20часов. Так вот,когда установка вошла в режим,берется анализ кубовой жидкости,который должен соответствовать 99,2%,тогда запускается насос.Допустим,установка производительностью 150кубов должна давать 25баллонов кислорода 99,2% в час. Если увеличим отбор кислорода,то уменьшим его процентное содержание,тем самым увеличив число баллонов,но чистота будет ниже,скажем,98,5%. Есть ли в этом случае экономическая выгода? Конечно,есть.Даже снижая чистоту до 99%,увеличите число наполненных баллонов-выручка увеличится. А вот если уменьшить отбор жидкого кислорода,то можно увеличить его чистоту до 99,5 и выше -это уже требование к медицинскому кислороду.Так вот,при чистоте 95,5% и выше,количество наполненных баллонов уменьшиться,скажем с 25 до 20(условно),естественно возрастет цена баллона процентов на 25-30(опять условно). И вам вопрос на засыпку-Что предпочтет производитель? уменьшить свою прибыль или увеличить ее? Я вам скажу абсолютно определенно:при чистоте 98% обрубка и раскрой практически останавливаются-кислород не режет. Оставьте вы домыслы про кислород 99,7% в обменных пунктах.
Немного о 99,7%. Крупные кислородные станции оборудованы воздухоразделительными установками производительностью 150кубов и выше. Кратко опишу принцип работы этой схемы Компрессор высокого давления подает предварительно очищены от углекислоты и влаги воздух в разделительную колону,в которой получают жидкий кислород. Отбор жидкого кислорода происходит из карманов конденсатора (на рис. 3). Отбор производиться насосом жидкого кислорода плунжерного типа. Жидкий кислород -это такая голубоватая кипящая жидкость,которую можно налить в кружку,ложкой,поварешкой ..Насос отбирает кубовую жидкость и вбрасывает ее в теплообменник,где она газифицируется и кислород поступает в реципиентную емкость,которая соединена с наполнительной рампой. Запуск таких установок довольно длительный 18-20часов. Так вот,когда установка вошла в режим,берется анализ кубовой жидкости,который должен соответствовать 99,2%,тогда запускается насос.Допустим,установка производительностью 150кубов должна давать 25баллонов кислорода 99,2% в час. Если увеличим отбор кислорода,то уменьшим его процентное содержание,тем самым увеличив число баллонов,но чистота будет ниже,скажем,98,5%. Есть ли в этом случае экономическая выгода? Конечно,есть.Даже снижая чистоту до 99%,увеличите число наполненных баллонов-выручка увеличится. А вот если уменьшить отбор жидкого кислорода,то можно увеличить его чистоту до 99,5 и выше -это уже требование к медицинскому кислороду.Так вот,при чистоте 95,5% и выше,количество наполненных баллонов уменьшиться,скажем с 25 до 20(условно),естественно возрастет цена баллона процентов на 25-30(опять условно). И вам вопрос на засыпку-Что предпочтет производитель? уменьшить свою прибыль или увеличить ее? Я вам скажу абсолютно определенно:при чистоте 98% обрубка и раскрой практически останавливаются-кислород не режет. Оставьте вы домыслы про кислород 99,7% в обменных пунктах. -
В. В. ОВЧИННИКОВ П Р О Ф Е С С И О Н А Л Ь Н О Е О Б Р А З О В А Н И Е ТЕХНОЛОГИЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ МЕТАЛЛОВ https://urpc.ru/student/pechatnie_izdania/010_705213887_Ovchinnikov.pdf?ysclid=mnerlb5njk745631868
-
Струя режущего кислорода Пункт 2.9 В. В. ОВЧИННИКОВ П Р О Ф Е С С И О Н А Л Ь Н О Е О Б Р А З О В А Н И Е ТЕХНОЛОГИЯ ГАЗОВОЙ СВАРКИ И РЕЗКИ МЕТАЛЛОВ https://urpc.ru/student/pechatnie_izdania/010_705213887_Ovchinnikov.pdf?ysclid=mnerlb5njk745631868 Струя режущего кислорода служит инструментом; от ее свойств в значительной мере зависят качество поверхности реза и произ- водительность резки. Одно из главных требований к струе режу- щего кислорода состоит в том, что она должна сохранять свои гео- метрические размеры по всей толщине разрезаемого металла. При истечении газа из сопла в атмосферу струя на некотором расстоянии от сопла сохраняет свои параметры (скорость, темпе- ратуру торможения), равные значениям на выходе струи из со- пла. Распространяясь далее, струя захватывает частички окружа- ющей среды (воздуха), вследствие чего вокруг зоны с постоянны- ми параметрами образуется турбулентный пограничный слой, толщина которого с удалением струи от сопла увеличивается. Вследствие этого струя режущего кислорода по мере удаления отГАПОУ Свердловской области «Уральский политехнический колледж» ГАПОУ Свердловской области «Уральский политехнический колледж» 42 сопла расширяется и одновременно ее скорость уменьшается, при этом снижается чистота кислорода. Стальной прокат толщиной 5 … 8 мм обрабатывают при давле- нии режущего кислорода перед резаком 392 … 1 176 кПа. Для рез- ки стальных отливок и поковок большой толщины (более 300 мм) применяют низкое давление кислорода (до 392 кПа) при примене- нии в мундштуках сопел режущего кислорода цилиндрического типа. Важным параметром режущей струи является скорость ее ис- течения из сопла. При кислородной резке наиболее благоприят- ным считается получение максимальных скоростей потока кисло- рода на выходе, причем статическое давление в струе на срезе сопла не должно отличаться от атмосферного. Превышение давления на срезе по сравнению с атмосферным давлением приводит к расширению газовой струи на выходе из сопла. Это снижает кинетическую энергию струи и ухудшает ее режущие свойства. Повышение скорости потока режущего кислорода увеличива- ет степень динамического воздействия на пленку жидкого метал- ла, что обеспечивает повышение скорости кислородной резки при прочих равных условиях (рис. 2.9). В связи с этим для резки сле- дует применять кислород высокого давления. Кроме определенно- го объема кислорода, поступающего для окисления металла, в зону реза необходимо подать дополнительное количество кисло- рода для выдувания из щели реза жидких шлаков. Практика кис- лородной резки показывает, что коэффициент использования Рис. 2.9. Зависимость скорости резки vр от скорости потока кислорода w при толщине стали 20 мм (1) и 100 мм (2)ГАПОУ Свердловской области «Уральский политехнический колледж» ГАПОУ Свердловской области «Уральский политехнический колледж» 43 кислорода определяется в основном требованиями, предъявляе- мыми к качеству поверхности реза, и толщиной металла. Коэффи- циент использования кислорода имеет наименьшие значения (0,2 … 0,4) при резке металла толщиной 5 … 10 мм, а с увеличением толщины до 100 мм возрастает примерно в 2 раза и далее изме- няется несущественно. Значительное влияние на процесс кислородной резки оказыва- ет чистота кислорода режущей струи. Поскольку струя кислорода используется не только для окисления металла, но и для выдувания оксидов из реза, в нижней части реза концентрация примесей в кислороде значительно возрастает. При коэффициенте использо- вания кислорода, равном 0,5, количество инертных примесей в струе кислорода возрастает в 2 раза. Проникновение частиц кис- лорода через слой инертных примесей затрудняется, и реакция окисления замедляется. При резке кислородом пониженной чис- тоты на нижних кромках появляется большое количество трудно- отделяемого грата. В этом случае для получения необходимого качества поверхности реза приходится снижать скорость резки. Современные установки для получения кислорода обеспечива- ют высокую чистоту кислорода — не ниже первого сорта (99,2 %). В настоящее время нижний предел чистоты кислорода, использу- емого для кислородной резки, ограничивается 98 %.
-
192
-
Нужен газоанализатор. Если резка затруднена,то будет ниже 99%,а может быть и 98,8%. Эти десятые доли очень сильно влияют на резку стали.
-
Кислород должен быть 99,2%-нижний предел. Если будет ниже,то резка металла будет затруднена. Еще раз-кислород в пределах 99,2-99,5% -это норма. Как осуществляются поставки кислорода? Собственная станция, привозной ЦТК или баллонный?
-
Сопротивляемость кристаллизационным трещинам Сварка Ni и его сплавов затруднена вследствие высокой чувствительности к примесям. Наиболее отрицательное влияние на качество сварных швов оказывают С и S. Содержание С ограничивают до 0,15% (по массе), а в некоторых сплавах — до 0,05 % (по массе). Сера обладает большим химическим сродством к никелю. Особенно это заметно при температурах выше 400 °С, когда в течение короткого времени образуется сульфид никеля, дающий легкоплавкую эвтектику с никелем с температурой плавления 645 °С, которая располагается по границам зерен металла и может привести к появлению кристаллизационных трещин. Сульфид никеля может образоваться, если с никелем соприкасаются материалы, которые содержат даже небольшие количества серы, например горючие материалы, масла, краски и т. д. Количество серы в сплавах ограничивают 0,005%—0,03% (по массе). Введение в сплав небольшого количества лития [0,004—0,006 % (по массе)] резко уменьшает влияние серы. Фосфор образует эвтектику Ni3Р—Ni с температурой плавления 880 °С и также может привести к появлению кристаллизационных трещин, его содержание ограничивают 0,005 % (по массе). Свинец и висмут снижают технологические свойства никелевых сплавов, их содержание ограничивают 0,002— 0,005 % (по массе). Склонность к порообразованию Никель и его сплавы проявляют большую склонность к образованию пор вследствие хорошей растворимости в расплавленном металле азота, водорода, кислорода и резкого снижения растворимости при затвердевании металла. Легирование шва Ti, Сr и V уменьшает пористость, а легирование Мn, С, Si, Fe увеличивает. При аргонодуговой сварке вероятность образования пор уменьшается с повышением качества защиты зоны сварки. Физико-химические особенности При сварке Ni и его сплавов, особенно с Сu, основной металл не претерпевает структурных превращений, не закаливается, поэтому нет необходимости применять предварительный подогрев или последующую термообработку. Некоторые сплавы Ni, особенно с Сr и Мо, проявляют склонность к межкристаллитной коррозии, для предотвращения которой сварное соединение подвергают отжигу. Сваривать такие сплавы газовой сваркой нежелательно, так как длительное воздействие высокой температуры может привести к понижению коррозионной стойкости. При сварке никеля и его сплавов для улучшения свариваемости приходится вводить в зону сварки легирующие компоненты, поэтому химический состав сварного шва отличается от основного металла. В зависимости от способа сварки никеля могут быть применены различные методы легирования металла шва. Наиболее надежным методом легирования является применение электродной проволоки определенного состава в сочетании с пассивным нелегирующим электродным покрытием, с флюсом или использование сварки в инертных газах. Технология сварки и свойства соединений Подготовка под сварку При сварке Ni и его сплавов необходима тщательная зачистка кромок и прилегающих к ним участков на ширине 20—25 мм механическим путем, так как на них образуется налет, содержащий серу, с последующим обезжириванием в ацетоне, уайт-спирите или бензине. Химическое травление, как правило, не применяется, однако при наличии пленки окислов на поверхности металла рекомендуется обработка в растворе следующего состава: 1 л Н2O, 1,5 л H2SO4, 2,25 л HNO3, 30 г NaCl в течение 5—10 с с последующей промывкой в воде, нейтрализацией в 1 %-ном водном растворе аммиака и сушкой. Металл в сварочной ванне при сварке никеля и его сплавов более вязок, чем при сварке сталей, и поэтому проплавляется на меньшую глубину, что требует значительной разделки кромок и увеличения их притупления. При сварке кислотостойкой аппаратуры следует избегать стыковых соединений с отбортовкой кромок, так как образующиеся в этом случае «карманы» могут вызвать появление щелевой коррозии при эксплуатации. http://www.autowelding.ru/img2/nikal003.jpg Аргоно-дуговая сварка Преимуществом аргоно-дуговой сварки является возможность обеспечения качественной защиты инертным газом сварочной ванны от взаимодействия с компонентами воздуха O2, N2, Н2, в результате чего предупреждается порообразование, трещино-образование и другие дефекты. При недостаточной защите поверхность шва становится складчатой, и на рентгенограммах сварных соединений оксидные плены в складках шва могут расшифровываться как трещины. Сборку деталей рекомендуется выполнять в зажимных приспособлениях без прихваток. Сборку с прихватками следует производить в тех случаях, когда невозможно предупредить нежелательные деформации при сварке в приспособлении. Размеры прихваток, расстояние между ними и способ выполнения устанавливают при отработке технологического процесса. В местах пересечений сварных швов ставить прихватки не допускается. Прихватки рекомендуется выполнять без присадочной проволоки. Присадочный металл следует применять в случае, если без присадки в прихватках образуются трещины. При выполнении прихваток и последующей сварке особое внимание следует обращать на заделку кратеров для предупреждения образований усадочной пористости и трещин. Кратеры швов должны быть тщательно заплавлены или выведены на удаляемый припуск детали или выходную планку. Не допускается выведение кратера на основной металл. Возбуждение дуги также рекомендуется выполнять на входной пластине, на стыке деталей, в разделке или на ранее наплавленном металле, но не на основном металле. Для возбуждения дуги следует использовать осциллятор. Заканчивая процесс сварки, следует уменьшать сварочный ток для предотвращения образования трещин в кратере. Сварку следует выполнять с минимальным количеством перерывов. Одним из способов предупреждения горячих трещин при сварке может стать обеспечение преимущественной доли присадочного металла в шве (до 70—85 %). Для этого предусматривается зазор в корне разделки кромок или расширение разделки в корневой части (OСT 92-1186—80). При сварке никелевых сплавов применяют сварочную проволоку с повышенным содержанием марганца и молибдена с целью обеспечения высокой стойкости металла шва против образования горячих трещин. Составы присадочных материалов приведены в табл. 28.3. При сварке никелевых сплавов с нержавеющей сталью 12Х18Н10Т в ряде случаев целесообразно смещать вольфрамовый или плавящийся электрод от стыка свариваемых кромок в сторону стали на величину, указанную в табл. 28.4, для симметричного формирования шва относительно стыка изделий. http://www.autowelding.ru/
-
С днем рождения,товарищ Игорь.
-
Трубки гур низкого и высокого давления. Не надо бы к ним лезть полуавтоматом,но все равно это делают,а потом приходится городить огород.

-
Печка фольксваген. Трещина по шву 10-12мм. Место не слишком удобное для пайки таких трубок ,поэтому пришлось заплатку ставить.
-
Работай,пока дергаться не начнет...нормы,бл...
-
Переходной слой панч,а остальное неважно чем.
-
Корпус турбины Рено.
-
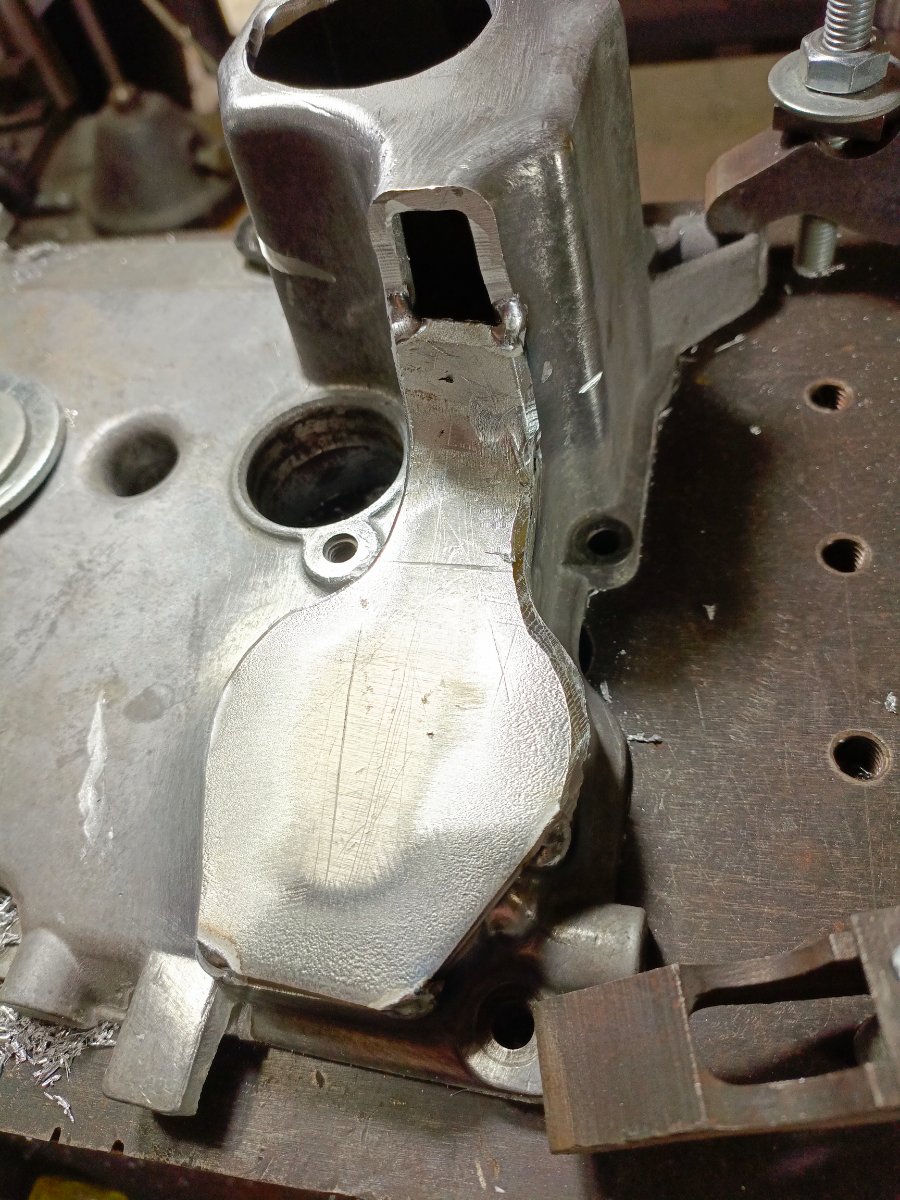
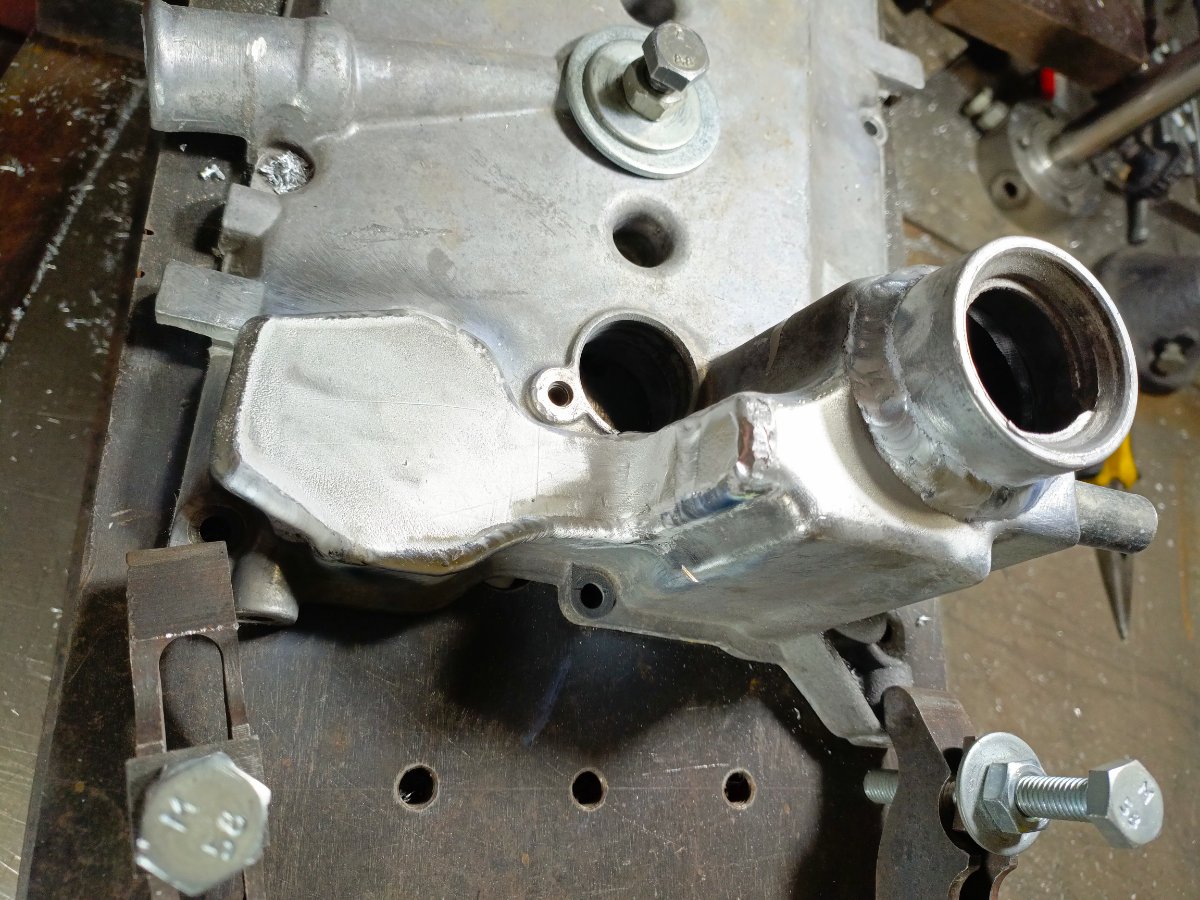
Крышка.Перенос горловины.