Поиск сообщества
Показаны результаты для тегов 'работа'.
Найдено: 55 результатов
-
Довольно часто приходиться изготавливать фильтры (бензин ,нефть,битум).Пайка оловом.

- 26 ответов
-
- 19
-

-
- работа
- технологии
- (и ещё 1 )
-
Иногда клиент ставит в тупик вопросом, - "Чё я те должен за работу???" Как бы понятно, что работа разная бывает. Не хочется продешевить как бы и в то же время, хочется остаться адекватным и "держать себя в руках"... Одно дело - сварить гаражные ворота и совсем другое, реставрировать блок цилиндров двигателя или там, рулевые тяги от BMW модернизировать приваркой новых пальцев...Хотелось бы какие то реальные примеры по ценам и работам услышать.
-
Хочу открыть бизнес по сварке. Живу в Моск. обл. Не могу определиться. Нет конкретного плана. Варить могу практически всеми видами сварки. Интересно, какой спрос на сварочные дела. Помимо есть "газелька", авто, для поработки.
-
А вот и моя работа . Подготавливаю на покраску . Хочу покрасить акрилом .
- 87 ответов
-
- 19
-
-
Эта тема для любого кроилова и желательно, как это исправили. Такого я ещё не видел. Чудеса из Красноярска Налили смолы прямо на грязь И это от тех же самых умельцев. P S Здесь герметика на 16 кило рублей.
- 828 ответов
-
- 20
-
-
Итальянская пресс - форма.Сложная и дорогая.(вторая половина ждет своей очереди).Ст.314 behler (1.2085).Наплавка В3К. Доводка - борфрезы,алмазные напильники,диски,бруски и т.д.) Довольно напряженная работа,.надо сказать.
- 16 ответов
-
- 7
-
-
- технологии
- фото
- (и ещё 2 )
-
Отправлено Сегодня, 21:04 Сторонний заказ на два вала ст.40х 50/900. Твердость 44-48 ед.Закалка на масло дает 26ед.,закалка на воду 44ед. и повышенное коробление.Валы изогнуты в сторону шпоночной канавки на 7мм. Правка в призмах на гидравлическом прессе усилием 100т. Следующая операция -правка шейки вала обкаткой и центровка резьбовой части с нагревом порядка 500С. Правка в станке дип 300 Дополнительная термоправка точечным нагревом ацетиленовой горелкой.В настоящий момент биение 0,8мм. Вылеживание 3 суток,а затем опять правка.В термообработку вал поступил с припуском 2мм. Вопросы тип -Как изменится структура стали после правки на прессе? Как повлияет нагрев на эксплуатационные характеристики оставим за скобками Здесь много вопросов к техдокументации: Почему выбрана ст,40х с закалкой 44-48ед.твердости с закалкой на воду без учета степени коробления. Зачем вообще нужна такая твердость. Зачем такой допуск по биению 0,005мм . Зная(или не зная),что после закалки в воду будет коробление вала,уже заложены номинальные размеры шпоночной канавки без учета деформации,т.е.,если поверхность вала допускает дальнейшую мехобрботку за счет припуска,то канавка корректировке не подлежит и т.д. Прикрепленные изображенияhttp://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-77993600-1583516505_thumb.jpg http://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-31843400-1583516569_thumb.jpg http://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-57721800-1583516647_thumb.jpg http://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-28379900-1583516719_thumb.jpg http://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-13390700-1583518533_thumb.jpg http://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-55445700-1583517147_thumb.jpg http://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-52941600-1583517455_thumb.jpg http://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-88945200-1583517525_thumb.jpg http://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-15123200-1583517573_thumb.jpg http://websvarka.ru/talk/uploads/monthly_03_2020/post-14015-0-31065200-1583518446_thumb.jpg
-

Помогите разобраться в ценовой политике
Pipeliner опубликовал тема в Ценообразование работ и изделий.
Приветствую! Ребят помогите спасите, по расценкам с ориентируйте пожалуйста. Извиняюсь что заезженная тема. Ну думаю и другим будет тоже интересно. Значит дело такое. Нам тут предложили пожару спринклерную в подземной парковки и итпшку. пожарные шкафы. короче всего дохрена пожарки 800 спринлеров. предлагают по 1000 за точку. думаю мало и ребята сомневаются. да шкафов с опусками штук 100. Объект г. Электросталь. -
В Россию ввезено большое количество подержанной техники .Естественно возникает вопрос -Как ее отремонтировать с наименьшими издержками и надлежащим качеством.Возьмем, к примеру,вторичный вал коробки японской машины.Надо восстановить шейку.Твердость порядка 48ед.по Роквеллу .Наваривать поверхность нельзя -деформация неизбежна,напыление тоже не подойдет.-желательно исключить термическое воздействие -надо восстановить только одну шейку,все остальные в размере. Что остается делать? Наращивать слой хрома.Сначала шлифовка,потом хромирование и опять шлифовка, и получим поверхность с необходимой твердостью без деформации вала.При наращивании слоя значительной толщины,порядка 1мм,применяют вначале железнение в хлорном железе,затем хромирование.
-
 Продукция компании SSAB - шведская сталь. http://www.wearplate.ru/uploadn/2.jpgШведский концерн SSAB EMEA AB, представительства которого размещены более чем в 45 странах мира, специализируется на выпуске стального металлопроката и изделий из него высокого качества. Это направление предприятие разрабатывает уже на протяжении без малого сорока лет и добилось того, чтобы по праву числиться среди лидеров рынка выпуска и продажи высокопрочной стали. Сегодня компанией выпускается множество марок сплавов, которые объединяются под общими названиями по своим характеристикам и составу. Объединяет все эти стали то, что равных им по соотношению цены и качества нет. На производстве осуществляется строгий мониторинг за всеми процессами, используется многолетний опыт, накопленный в этой сфере во всем мире, применяются собственные инновационные методики и последние открытия в металлургии. В итоге сталь производства SSAB заслуженно считается образцом технологичности. Все марки сталей этой компании легко обрабатываются (гнутся, режутся, сверлятся и т. д.) и свариваются обычными способами. Hardox – линейка сталей, включающая в себя малоуглеродистые низколегированные сплавы с коэффициентом твердости и от 400 до 600 НВ. Эту сталь можно использовать для изготовления и упрочнения инструментов и оборудования, работающих в условиях повышенных истирающих и ударных нагрузок. Сплавы Hardox имеют не только разную твердость, но и толщину листа, что, безусловно, является очень удобным при выборе материала для ремонта, укрепления конструкции или изготовления оборудования. Hardox-стали применяются для футеровки контейнеров, изготовления ножей, зубцов, режущих пластин землеобрабатывающей и другой техники, эксплуатируемой при экстремальных нагрузках. Самая низкая температура, при которой марки стали Hardox сохраняют свои свойства достигает -40 °С. Weldox является высокопрочной конструкционной сталью с большими пределами текучести. Именно по коэффициенту предела текучести и подразделяется эта сталь на отдельные марки. Например, Weldox 900 имеет предел текучести в 900 МПа. Стали Weldox применяют при изготовлении кранов-манипуляторов, автовышек, погрузчиков, бетонных насосов и других металлоконструкций, где требуется высокая точность и продуктивность работы, где предъявляются повышенные требования по весу. Толщина листов составляет от 4 до 130 мм, максимальная предельная текучесть – 1300 МПа, минимальная – 700 МПа. Эксплуатировать эту сталь можно при температурах до -60 °С. Docol – линейка атмосферостойких сталей. Холоднотянутая сталь этого бренда позволяет сэкономить энергию при штамповке и резке, по отношению к горячекатаной. Таким образом существенно сокращаются издержки. Если брать, к примеру, сталь Docol 1400 MZE, то она оказывается в итоге менее дорогой, нежели углепластик, алюминий и другие подобные материалы. Из сталей Docol изготавливаются полуприцепы, причем стенки такого оборудования не имеют швов, поскольку к ним применим такой метод обработки, как штамповка. Domex – стали, используемые для производства деталей и оборудования, рассчитанные на высокие весовые нагрузки. Линейка включает сплавы, способные выдерживать нагрузку от 200 до 1100 МПа. Стали Domex могут служить материалом для производства рам для самосвалов, сельхозтехники. Из Domex делают бетономешалки, например испанская компания Baryval-Serviplem S.A. таким образом создала технику, грузоподъемность которой выше на 20% именно за счет сплавов SSAB EMEA AB. Prelaq – мягкая кровельная полосовая сталь, используемая для проведения работ по оборудованию плоских и скатных кровель. Может служить для изготовления металлочерепицы. Имеет многослойное покрытие, надежно защищающее сталь от коррозии и воздействия негативных природных факторов (кислотных дождей и пр.). Инновационная разработка в этой сфере - Prelaq Clean. Этот стальной лист обладает способностью к самоочищению. Стали этой линейки имеют гарантированный срок службы 15 лет, а расчетный эксплуатационный срок – 50 лет. Armox – высоколегированные и обладающие повышенной прочностью стали, используемые для бронирования военной техники, изготовления особо защищенных дверей и автомобилей. Здание шведского посольства в Вашингтоне, построенное в 2006 году, защищено от террористических нападений и актов вандализма именно этой сталью, являющейся самой прочной в мире. http://www.wearplate.ru/mobile/onearticle.php?id=73 WELDOX 700D SSAB (Швеция)Химический составSi< 0.6Mn< 1.6P< 0.02Cr< 0.7Mo< 0.7Ni< 2Nb< 0.04Ti< 0.04Al> 0.015N< 0.015B< 0.005FeОстальноеCE0.39 - 0.57CE = C + Mn/6 + (Cr+Mo+V)/5 + (Ni+Cu)/15CM = C + (Mn + Mo)/10 + (Cr + Cu)/20 + Ni/40СвойстваПредел текучести: > 700 МПаВременное сопротивление разрыву: 780 - 930 МПаОтносительное удлинение: > 14 %Работа удара KV при 0°С [32°F]: > 30 ДжРабота удара KV при -20°С: > 27 ДжТолщина: 50.1 - 100 мм ;Предел текучести: > 650 МПаВременное сопротивление разрыву: 780 - 930 МПаОтносительное удлинение: > 14 %Работа удара KV при 0°С [32°F]: > 30 ДжРабота удара KV при -20°С: > 27 ДжТолщина: 100.1 - 130 мм ;Предел текучести: > 630 МПаВременное сопротивление разрыву: 710 - 900 МПаОтносительное удлинение: > 14 %Работа удара KV при 0°С [32°F]: > 30 ДжРабота удара KV при -20°С: > 27 ДжПлотность: 7.84 г/см3ПримечаниеГарантированная ударная вязкость при -20°CWinSteel 7 Prof вер.7.2.15.1 ( Igor Terminal / 31.1.2020 )------ Стали Strenx (Weldox)Стали Weldox в результате ребрендинга с 2015 года реализуются как стали Strenx. Данная марка стали была разработана, чтобы обеспечить превосходную свариваемость с высокими показателями прочности и ударной вязкости. Процесс производства обеспечивает крайне низкое содержание остаточных элементов. Высокая прочность позволяет создавать прочные, но в то же время очень легкие металлоконструкции, что значительно сокращает затраты на материал, сварку и транспортировку. Стали Strenx 700, Strenx 900, Strenx 960 соответствуют аналогичным сталям стандарта EN 10025-6 в то время как Strenx 1100 и Strenx 1300 на данный момент не имеют каких-либо стандартных эквивалентов. https://inkomet.ru/spravochnik/en-10025-konstrukczionnyie-stali/en-10025-6/stali-strenx-(weldox)
Продукция компании SSAB - шведская сталь. http://www.wearplate.ru/uploadn/2.jpgШведский концерн SSAB EMEA AB, представительства которого размещены более чем в 45 странах мира, специализируется на выпуске стального металлопроката и изделий из него высокого качества. Это направление предприятие разрабатывает уже на протяжении без малого сорока лет и добилось того, чтобы по праву числиться среди лидеров рынка выпуска и продажи высокопрочной стали. Сегодня компанией выпускается множество марок сплавов, которые объединяются под общими названиями по своим характеристикам и составу. Объединяет все эти стали то, что равных им по соотношению цены и качества нет. На производстве осуществляется строгий мониторинг за всеми процессами, используется многолетний опыт, накопленный в этой сфере во всем мире, применяются собственные инновационные методики и последние открытия в металлургии. В итоге сталь производства SSAB заслуженно считается образцом технологичности. Все марки сталей этой компании легко обрабатываются (гнутся, режутся, сверлятся и т. д.) и свариваются обычными способами. Hardox – линейка сталей, включающая в себя малоуглеродистые низколегированные сплавы с коэффициентом твердости и от 400 до 600 НВ. Эту сталь можно использовать для изготовления и упрочнения инструментов и оборудования, работающих в условиях повышенных истирающих и ударных нагрузок. Сплавы Hardox имеют не только разную твердость, но и толщину листа, что, безусловно, является очень удобным при выборе материала для ремонта, укрепления конструкции или изготовления оборудования. Hardox-стали применяются для футеровки контейнеров, изготовления ножей, зубцов, режущих пластин землеобрабатывающей и другой техники, эксплуатируемой при экстремальных нагрузках. Самая низкая температура, при которой марки стали Hardox сохраняют свои свойства достигает -40 °С. Weldox является высокопрочной конструкционной сталью с большими пределами текучести. Именно по коэффициенту предела текучести и подразделяется эта сталь на отдельные марки. Например, Weldox 900 имеет предел текучести в 900 МПа. Стали Weldox применяют при изготовлении кранов-манипуляторов, автовышек, погрузчиков, бетонных насосов и других металлоконструкций, где требуется высокая точность и продуктивность работы, где предъявляются повышенные требования по весу. Толщина листов составляет от 4 до 130 мм, максимальная предельная текучесть – 1300 МПа, минимальная – 700 МПа. Эксплуатировать эту сталь можно при температурах до -60 °С. Docol – линейка атмосферостойких сталей. Холоднотянутая сталь этого бренда позволяет сэкономить энергию при штамповке и резке, по отношению к горячекатаной. Таким образом существенно сокращаются издержки. Если брать, к примеру, сталь Docol 1400 MZE, то она оказывается в итоге менее дорогой, нежели углепластик, алюминий и другие подобные материалы. Из сталей Docol изготавливаются полуприцепы, причем стенки такого оборудования не имеют швов, поскольку к ним применим такой метод обработки, как штамповка. Domex – стали, используемые для производства деталей и оборудования, рассчитанные на высокие весовые нагрузки. Линейка включает сплавы, способные выдерживать нагрузку от 200 до 1100 МПа. Стали Domex могут служить материалом для производства рам для самосвалов, сельхозтехники. Из Domex делают бетономешалки, например испанская компания Baryval-Serviplem S.A. таким образом создала технику, грузоподъемность которой выше на 20% именно за счет сплавов SSAB EMEA AB. Prelaq – мягкая кровельная полосовая сталь, используемая для проведения работ по оборудованию плоских и скатных кровель. Может служить для изготовления металлочерепицы. Имеет многослойное покрытие, надежно защищающее сталь от коррозии и воздействия негативных природных факторов (кислотных дождей и пр.). Инновационная разработка в этой сфере - Prelaq Clean. Этот стальной лист обладает способностью к самоочищению. Стали этой линейки имеют гарантированный срок службы 15 лет, а расчетный эксплуатационный срок – 50 лет. Armox – высоколегированные и обладающие повышенной прочностью стали, используемые для бронирования военной техники, изготовления особо защищенных дверей и автомобилей. Здание шведского посольства в Вашингтоне, построенное в 2006 году, защищено от террористических нападений и актов вандализма именно этой сталью, являющейся самой прочной в мире. http://www.wearplate.ru/mobile/onearticle.php?id=73 WELDOX 700D SSAB (Швеция)Химический составSi< 0.6Mn< 1.6P< 0.02Cr< 0.7Mo< 0.7Ni< 2Nb< 0.04Ti< 0.04Al> 0.015N< 0.015B< 0.005FeОстальноеCE0.39 - 0.57CE = C + Mn/6 + (Cr+Mo+V)/5 + (Ni+Cu)/15CM = C + (Mn + Mo)/10 + (Cr + Cu)/20 + Ni/40СвойстваПредел текучести: > 700 МПаВременное сопротивление разрыву: 780 - 930 МПаОтносительное удлинение: > 14 %Работа удара KV при 0°С [32°F]: > 30 ДжРабота удара KV при -20°С: > 27 ДжТолщина: 50.1 - 100 мм ;Предел текучести: > 650 МПаВременное сопротивление разрыву: 780 - 930 МПаОтносительное удлинение: > 14 %Работа удара KV при 0°С [32°F]: > 30 ДжРабота удара KV при -20°С: > 27 ДжТолщина: 100.1 - 130 мм ;Предел текучести: > 630 МПаВременное сопротивление разрыву: 710 - 900 МПаОтносительное удлинение: > 14 %Работа удара KV при 0°С [32°F]: > 30 ДжРабота удара KV при -20°С: > 27 ДжПлотность: 7.84 г/см3ПримечаниеГарантированная ударная вязкость при -20°CWinSteel 7 Prof вер.7.2.15.1 ( Igor Terminal / 31.1.2020 )------ Стали Strenx (Weldox)Стали Weldox в результате ребрендинга с 2015 года реализуются как стали Strenx. Данная марка стали была разработана, чтобы обеспечить превосходную свариваемость с высокими показателями прочности и ударной вязкости. Процесс производства обеспечивает крайне низкое содержание остаточных элементов. Высокая прочность позволяет создавать прочные, но в то же время очень легкие металлоконструкции, что значительно сокращает затраты на материал, сварку и транспортировку. Стали Strenx 700, Strenx 900, Strenx 960 соответствуют аналогичным сталям стандарта EN 10025-6 в то время как Strenx 1100 и Strenx 1300 на данный момент не имеют каких-либо стандартных эквивалентов. https://inkomet.ru/spravochnik/en-10025-konstrukczionnyie-stali/en-10025-6/stali-strenx-(weldox) -
В данный момент осваиваю молот пневматический. Довольно опасный агрегат. Вот несколько видео, которые будут полезны. До сих пор помню, в кузницу зашел, думаю щааа я его включу и попрет жара, мы все ж могем. Угу, подошел, посмотрел на него и пошел к кузнецам, научите пожалуйста уму разуму по работе с молотом . https://youtu.be/px-nH1hbbLg https://youtu.be/xswEjIx4460 https://youtu.be/I1VwCUAgvm0 https://youtu.be/FudsABBgDhM
-
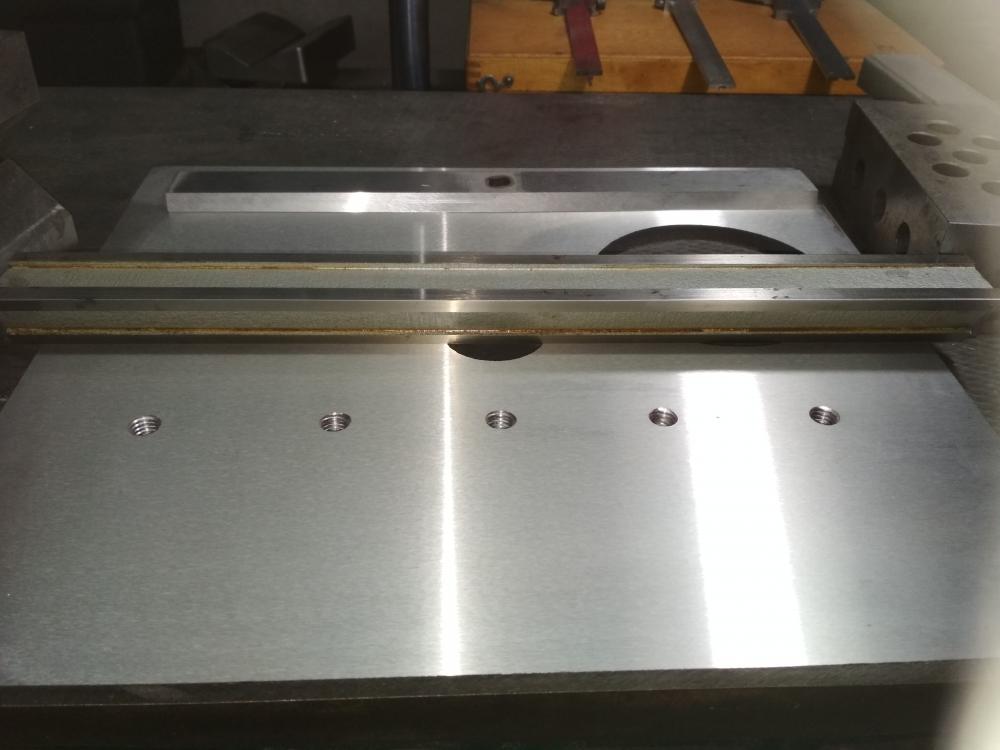
Станина небольшого токарного станка.По необходимости строгание и сухая шлифовка.Размеры станин могут быть разные,но принцип один и тот же.Шлифовальная головка слева.
-
на форуме часто возникают вопросы,требующие доооолгой писанины. поскольку не у всех коллег(у меня в том числе ), руки заточены под кнопки клавиатуры,а под молоток и держак.,предлагаю при долгих он-лайн дискуссиях/тех.вопросах и т.д., переходить на мобильную интернет-рацию для голосового общения с коллегами он-лайн. скачиваем соответствующий контент http://zello.com/ установка на смартфон http://youtu.be/2gZTBcpUGu0 установка на пк http://youtu.be/I9StWNKR1lY присоединяемся- канал вебсварка https://zello.com/channels/c/c880e2c4 время эфира пока не определено .можно согласовывать здесь,на сайте всем зарегистрировавшимся просьба добавлять свой контакт в этой теме. мой- svarnoi69
- 187 ответов
-
- 6
-
-
- вопрос
- рекомендации и советы
- (и ещё 1 )
-
Это корпус цилиндра ф 400мм. Заготовка прошла черновую токарную,термообработку -улучшение и часть чистовой токарной,но неоднородность стали,которая возрастает от центра к краям не позволила довести ее до конца.Следующей должна быть внутренняя шлифовка,но...Поставщиком дефектность заготовки признана безоговорочно.
-
Есть у нас вот такой вот станочек, специализирующийся на сборке оградок.
- 4 комментария
-
- 7
-
-
- технологии
- отзывы
- (и ещё 1 )
-
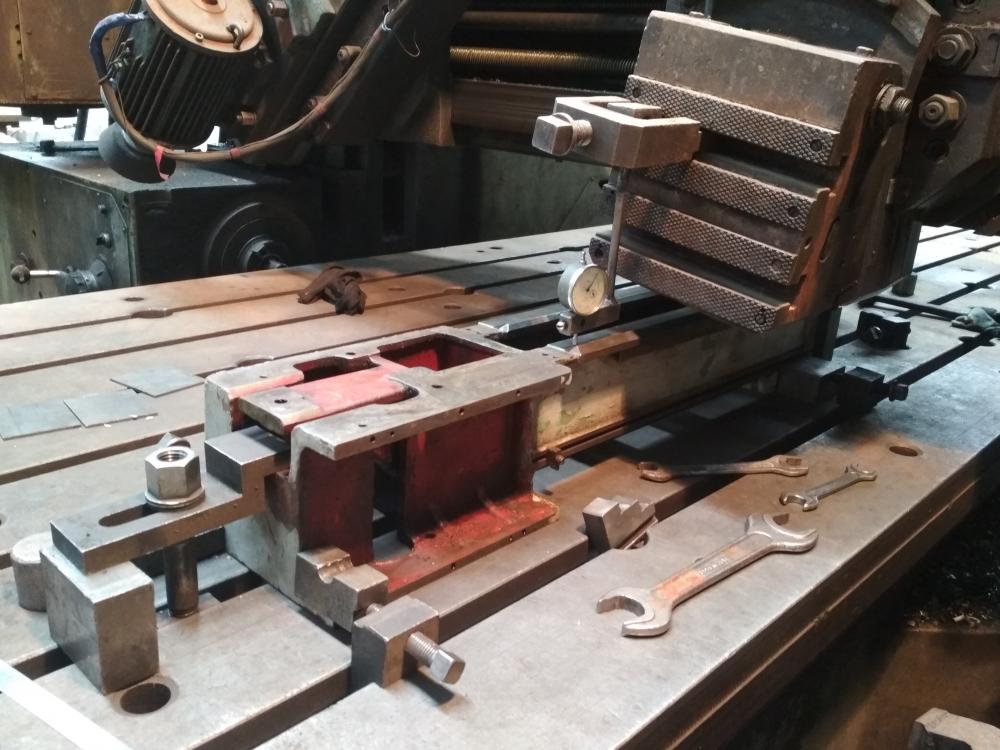
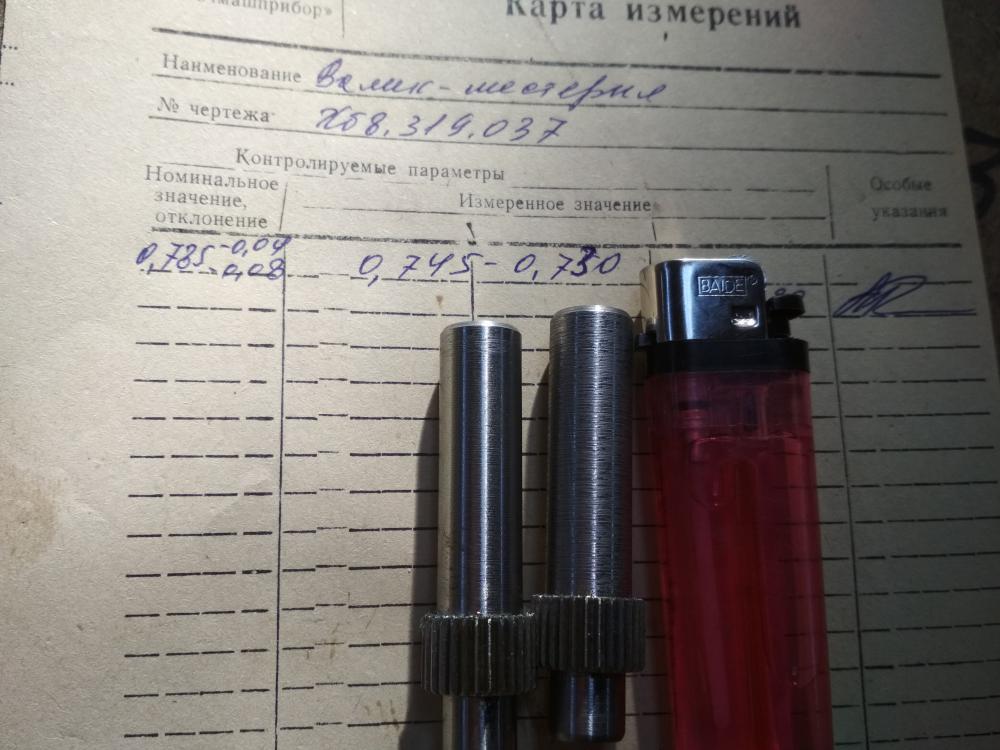
На форуме иногда задают вопросы -можно ли восстановить наплавкой сломанные зубья шестерен? В принципе можно,но с какой точностью,каким наплавочным материалом и какой твердостью наплавки.Надо развеять иллюзию,что восстановить работоспособность шестерни очень просто,т.е.,что для этого нужен всего лишь сварочный аппарат,необходимый наплавочный материал и некоторый навык в работе,но это не так.С начала надо ознакомиться с технологией изготовления зубчатых колес.На фотографиях приведены основные типы станков для серийного изготовления цилиндрических прямозубых и косозубых шестерен -Зубофрезерный,зубодолбежный,зубозакругловочный,долбежный. Также зубчатое колесо можно изготовить на фрезерном станке с набором модульных фрез.Итак,нужно иметь минимум-токарный станок,фрезерный с делительной головкой и модульными фрезами,возможность термической обработки заготовки. Технология изготовления зубчатых колес.Большое значения для реализации свойств зубчатого зацепления имеет технологияего изготовления. Наиболее простой является технология изготовления зубъевметодом деления. Эта технология может быть осуществлена на универсальномфрезерном станке инструментом в виде дисковой или пальцевой фрезы(рис.4.18, а иб). По этой технологии в заготовке фреза последовательно прорезает одну впадинузуба за другой. При этом получается пониженная точность зацепления по шагу и попрофилю зуба. Ошибки в профиле зуба появляются из-за того, что технологияпредусматривает изготовление зубчатых колес с разными , но близкими , числамизубьев одной фрезой.Рис.4.18Несравненно более совершенным является метод обкатки. Эта технологияосуществляется на специальных зубодолбежных или зубофрезерных станках либоинструментом в виде рейки или долбяка (рис.4.18,в), либо инструментом,называемым червячной фрезой.(рис.4.18,г).В этой технологии инструмент наряду сдвижением резания обкатывается вокруг заготовки при этом зацепление получаетсязначительно более точным.
-
Некоторые методы упрочнения поверхности металлических изделий
Точмаш 23 опубликовал тема в Термическая
-
В ряде случаев возникает потребность в восстановлении хромового покрытия декоративных навесных деталей автомобилей.Часто обращаются с вопросом - Можно ли обновить хромовое покрытие бампера?Можно,но только в том случае,если в цеху можно провести операцию никелирования.Технология хромирования декоративных деталей следующая:на подготовленную поверхность накладывается слой меди,затем никеля,затем производится хромирование.Без подслоя никеля,хромирование будет недолговечным,т.к.хромовые пленки имеют пористую структуру и в атмосферных условия эксплуатации влага, проникая сквозь поры в хромовом покрытии , вызывает коррозию стали очень быстро. Если хром будет нанесен сразу на сталь,то примерно через полгода или раньше уже появляются ржавчина.Снаряжение ванны никелирования довольно дорогое дело -близко к миллиону с кубовым объемом ванны.И прежде,чем отдать деталь на реставрацию,убедитесь,есть ли ванна никелирования в данном цеху и будет ли соблюдена технология нанесения покрытий. Отдают тот же бампер (или иное) в цех,получаю готовое изделия;ставят на машину и через полгода ржавчина.В чем дело? Ведь это же новый хром? Да,новый,но без никелевого подслоя,но стоимость работ будет такой,как будто он там есть). Просто примите к сведению.
-
Правка. Способы, инструмент для правки 28.06.2019 Комментарии(0)Содержание страницы [Скрыть] 1. Оснастка для правки2. Основные приемы правки металла вручную3. Правка листового металла на вальцах4. Правка закаленных деталей5. Правка прутков и валовДетали и заготовки из полосового, пруткового или листового материала могут быть погнутыми, кривыми, покоробленными или иметь выпучивания, волнистость и т.п. Слесарная операция, называемая правкой, позволяет придать заготовкам или деталям правильную геометрическую форму, в соответствии с требованиями чертежей или функциональным назначением. Правку деталей и заготовок производят в холодном или в нагретом состоянии. В последнем случае допускается стальные заготовки и детали нагревать до температуры 1100–850 °С, а дюралюминиевые – до 470–350 °С. Правка металла может быть ручной и машинной (на правильных валках, прессах и всякого рода приспособлениях). При выборе способа правки учитывают характер материала, размер детали (заготовки) и величину прогиба. 1. Оснастка для правкиРучная правка листового металла и заготовок из него производится молотками на правильных плитах и специальных рихтовальных бабках. Правильные плиты (рис. 1, а) могут быть из серого чугуна сплошной конструкции или с ребрами или стальными (рис. 1, б). Рис. 1. Правильная плита: а – чугунная; б – стальная Рабочая поверхность плиты должна быть ровной и чистой. Плита должна быть массивной, тяжелой и достаточно устойчивой, чтобы при ударах молотка не было никаких сотрясений. Плиты устанавливают на металлических или деревянных подставках, которые могут обеспечить кроме устойчивости и необходимую горизонтальность. Вокруг плиты должно быть достаточно места, чтобы можно было свободно работать. Рихтовальные бабки (рис. 2, а) изготовляют из стали с термической обработкой. Рабочая поверхность бабки может быть цилиндрической или сферической радиусом 150–200 мм. В качестве рихтовальной бабки для правки хорошо себя зарекомендовал рельс длиной 0,5–1 м. Рельс обладает хорошей устойчивостью, мало подвижен при ударах молотка, не оставляет следов от молотка, не деформируется и удобен для перемещения по плите. Рис. 2. Инструмент для правки металла: а – рихтовальные бабки; б – молоток При ручной правке лучше использовать молотки с круглым, а не квадратным бойком, так как углами квадратного бойка можно повредить поверхность выпрямляемого листа. Молоток для правки должен обладать гладкой и хорошо отшлифованной поверхностью бойка (рис. 2, б). Для правки деталей с окончательно обработанной поверхностью, а также тонких стальных изделий или заготовок из цветных металлов и сплавов применяют молотки из мягких материалов – медные, латунные, свинцовые, деревянные. При правке особо тонкого металла пользуются металлическими и деревянными брусками – гладилками. Правку деталей с обработанной поверхностью стальным молотком следует проводить, используя прокладку из мягкого металла. Для правки тонкого листового и полосового металла служат также металлические и деревянные гладилки и бруски. 2. Основные приемы правки металла вручнуюПоступающие на слесарную обработку заготовки могут быть деформированы и нуждаются в правке, иногда говорят, в рихтовке. Заготовка из листового проката может быть деформирована во время погрузочных работ и транспортировки или деформация может возникнуть в результате остаточных напряжений после механической или термической обработки и др. Волнистая поверхность заготовки из листа может образоваться в результате наличия сжатых волокон, остаточных напряжений на одной из поверхностей листа, что определяет направление вогнутости; изгиб по длине в плоскости; изгиб на ребро свидетельствует о том, что край заготовки, куда направлена изогнутость, сжат или деформирован больше противоположного; если у заготовки деформация в виде спирали, то это свидетельствует о том, что у заготовки края более вытянуты, чем осевая линия, и т.д. Выяснить причину деформации заготовки необходимо для принятия решения о методе ее правки, рихтовки. Правка полосового материала по плоскости производится в следующей последовательности. Искривленною полосу кладут на плиту и, придерживая ее левой рукой, по выпуклым местам полосы наносят удары молотком, при этом удары наносят сначала по краям выпуклости широкой стороны и постепенно приближаются к середине выпуклости, поворачивая по мере необходимости полосу с одной стороны на другую. Сила удара регулируется в зависимости от размеров полосы и степени искривления. Молоток при правке держат за конец рукоятки, несильно зажимая ее в руке. При ударе молоток нужно опускать на лист вертикально всей площадью бойка. В момент удара молоток будет обязательно отскакивать. Этим движением следует научиться управлять так, чтобы отскакивание молотка от листа вверх было направлено по вертикали к плите. Результаты правки (прямолинейность заготовки) оценивают на глаз или же на правильной плите с помощью линейки. Выправив широкую сторону заготовки, приступают к правке ребер. После одного-двух ударов полосу поворачивают с одного ребра на другое. При правке полосы, изогнутой на ребро, удары наносят по широкой плоскости. Прижав левой рукой полосу к плите, наносят удары молотком по всей длине полосы, постепенно переходя от нижней кромки к верхней. На рис. 3 указана стрелками схема направлений и последовательности ударов при правке изогнутости заготовки на ребро. Рис. 3. Схема правки изогнутости заготовки на ребро У нижней кромки наносят сильные удары, а по мере приближения к верхней силу ударов уменьшают, но увеличивают их частоту. При таком способе правки нижняя кромка постепенно вытягивается больше, чем верхняя, и полоса выравнивается. Правку прекращают, когда верхняя и нижняя кромки становятся прямолинейными. Правку изогнутого листа, имеющего поперечные волны – волнистость, выполняют на правильной плите, придерживая его одной рукой, а другой – наносят легкие удары молотком по выступающим частям листа вдоль поперечных волн. Сначала правят лист с одной стороны, а затем его переворачивают и правят с другой стороны. При наличии выпуклости в середине заготовки ее кладут на плиту и выпуклости обводят мелом. Затем наносят частые удары молотком от края листа по направлению к выпуклости. По мере приближения к выпуклости удары молотком следует делать чаще и слабее. Если на заготовке имеется волнистость по краям, то удары молотком наносят по направлению от середины заготовки к ее краям. После устранения выпуклостей и волнистости лист переворачивают и легкими ударами молотка окончательно восстанавливают его прямолинейность. В процессе правки нужно следить за тем, чтобы на поверхности листа не оставались следы от ударов молотком. Эту работу удобно выполнять, перемещая заготовку вдоль рихтовальной бабки или по поверхности рельса, на котором производится правка. При правке тонкого листового материала пользуются легкими деревянными, медными, латунными или свинцовыми молотками. Приемы правки такие же, как и стальными молотками. Правку весьма тонкого листового материала осуществляют на чистой, ровной (без забоин и других неровностей) поверхности скольжением без особой нагрузки металлических или деревянных брусков-гладилок, имеющих ровную и гладкую поверхность. При правке лист периодически переворачивают. 3. Правка листового металла на вальцахДля правки деталей из листового металла могут быть также использованы вальцы. В ручных вальцах правят обычно заготовки из листа толщиной до 3 мм. Валки 1 и 3 расположены один над другим (рис. 4), и в зависимости от толщины заготовки 2 их можно удалять друг от друга или сближать между собой. Также может быть поднят или опущен расположенный сзади третий валок 4. Валки должны быть отрегулированы так, чтобы они не были сильно прижаты друг к другу. Рис. 4. Схема работы ручных вальцов Заготовку (лист или полосу) устанавливают между двумя передними валками и, вращая рукоятку по часовой стрелке, пропускают между валками. Часто для полного устранения выпуклостей и вмятин заготовки приходится пропускать между валками несколько раз. Заготовки толщиной 3–6 мм правят на вальцах с электроприводом. 4. Правка закаленных деталейЗакаленные детали выправляют носиком молотка (рис. 5). Деталь при этом лучше располагать не на плоской плите, а на рихтовальной бабке, имеющей гладкую поверхность. Удары при правке наносят не по выпуклой, а по вогнутой стороне детали. Рис. 5. Правка закаленных деталей При правке закаленную полосу (линейку и пр.) кладут на рихтовальную бабку выпуклостью вниз, носиком молотка наносят не сильные, но частые удары по впадине, начиная с ее середины и постепенно переходя к краям; затем, перехватив левой рукой деталь за второй конец, производят правку другой ее части. В процессе правки периодически проверяют стрелу прогиба детали. Удары молотком должны быть не сильными, чтобы не сломать деталь. 5. Правка прутков и валовКороткие прутки диаметром до 12 мм правят на рихтовальной бабке в виде бруска или рельса на правильной плите, нанося молотком удары по выпуклостям и искривленным местам. Искривления малого радиуса правят поперек бруска, а большого – вдоль, добиваясь уменьшения кривизны. В положении равновесия пруток на бруске в свободном состоянии наружной поверхностью будет указывать на выпуклость. После устранения заметных выпуклостей добиваются прямолинейности прутка правкой на плите, нанося легкие удары по всей его длине и одновременно поворачивая его левой рукой. Выпрямленный пруток свободно перекатывается по поверхности правильной плиты. Правка прутков и валов диаметром свыше 12 до 30 мм осуществляется на призмах и ручных прессах. Перед правкой при перекатывании прутка по плите отмечают мелом выпуклые места, которые отрываются от плиты. При ручной правке пруток устанавливают на призмы выпуклым местом вверх так, чтобы призмы отстояли от отметки на расстоянии 50-100 мм и наносят удары по выпуклому месту молотком со вставками из мягкого металла (меди, свинца). Если правку производят стальным молотком, то применяют подкладки из мягких металлов. Стрелу прогиба контролируют при перекатывании прутка по плите. На ручных прессах (рис. 6) производят правку валов с контролем величины прогиба. При правке валов производят проверку и исправление центровых гнезд. Рис. 6. Оборудование для правки деталей типа валов: а – скоба-пресс; б – ручной винтовой пресс После этого вал ставят в центре приспособления для измерения величины (стрелы) прогиба. Значение стрелы прогиба определяют как половину величины биения вала, показываемого индикатором. Для правки вал 4 (рис. 7) ставят на призмы или опоры 5 винтового или гидравлического пресса выпуклой стороной кверху и перегибают нажимом винта или штока 3 пресса через мягкую прокладку 2 так, чтобы обратная стрела прогиба f1 была в 10–15 раз больше того прогиба f, который имел вал до правки. Точность правки контролируют индикатором 1. Рис. 7. Схемы холодной правки вала: а – монтажная; б – расчетная; 1 – индикатор; 2 – прокладка; 3 – шток пресса; 4 – вал; 5 – опора Распространен также метод двойной правки валов, применение которого значительно увеличивает сопротивляемость выправленного вала повторным деформациям. Двойную правку выполняют следующим образом. Подлежащий правке вал устанавливают на призмах (рис. 8) выпуклостью вверх и плавно нажимают на него винтом или штоком пресса. Усилие нажима должно быть таким, чтобы вал после этого остался прогнутым в обратную сторону на ту же величину. Затем указанная операция повторяется, но уже с таким усилием нажима, чтобы вал оказался выправленным. Для повышения устойчивости формы детали и снятия внутренних напряжений, возникающих в результате правки, производят отпуск при 400–450° С в течение 0,5–1 ч. Продолжительность нагрева устанавливается в зависимости от размеров детали. Рис. 8. Схема двойной правки вала: а – первая правка вала; б – форма вала после первой правки; в – вторая правка вала; г – вал после второй правки Часто для этой цели при холодной правке валов, тяг и других деталей применяют наклеп вогнутой поверхности в положении, при котором выпрямляемая деталь прогнута винтом или штоком пресса в направлении, обратном изгибу. Легкие удары молотком по выпуклой стороне детали через медную прокладку вызывают растяжение волокон на этой стороне вала. После небольшой выдержки усилие от прогиба винтом или штоком пресса снимают и вал подвергают проверке. Правка наклепом может производиться также следующим образом. Изогнутый вал укладывают на жесткую ровную плиту прогибом вниз (рис. 9). Затем молотком наносят частые легкие удары по поверхности вала до устранения просвета между его поверхностью и плитой. Рис. 9. Правка вала наклепом: а – момент правки; б – выправленный вал После этого вал проверяют на биение индикатором или рейсмусом. Термическая обработка вала после правки не требуется. Наклепом чаще всего правят валы, имеющие шпоночный паз по всей длине. Если такой вал выгнут в сторону шпоночного паза, то его проще всего выправить путем наклепа дна шпоночного паза в наиболее вогнутой точке. Наклеп производят нанесением легких ударов молотком по закаленной пластинке, которую постепенно перемещают по дну паза. Стальные детали при температуре ниже 0° С править холодным способом не следует, так как это может привести к их поломке. Правку горячим способом при ремонте применяют реже, так как этой операции обычно приходится подвергать полностью обработанные детали, подогрев которых может вызвать окисление поверхности и деформацию детали. При невозможности выправить деталь в холодном состоянии ее подогревают до температуры ковки. Править при температуре 150–450° С не рекомендуется; в этом интервале температур в стальной детали могут образоваться трещины. Горячий способ относительно чаще применяется для правки валов большого диаметра. Обычно при этом деталь подвергают местному нагреву пламенем газовой горелки при круговом вращении вала. Нагретый вал выправляют изгибанием домкратом, прессом или быстрым охлаждением небольшой площади на выпуклой стороне. В результате одностороннего охлаждения вал стремится перегнуться в противоположную сторону. Для проведения этого процесса нагретую поверхность быстро укрывают асбестом, оставляя открытым лишь место охлаждения. Вал располагают таким образом, чтобы охлаждаемое место было обращено вниз, после чего снизу подают охлаждающую воду. Для листового металла можно использовать также метод газопламенной правки. По этому методу на отмеченные места, подлежащие выпрямлению, направляют струю пламени газовой горелки, нагревая неровности до красно-вишневого цвета (600–700° С). Нагретый металл расширяется, а затем при остывании под влиянием сил сжатия выпрямляется. Этим методом, ускоряющим процесс правки, можно править также валы, оси, трубы, уголки. https://extxe.com/19088/pravka-sposoby-instrument-dlja-pravki/
-
МЕТОДИКА РАСЧЕТА И ТЕХНОЛОГИИ ПРАВКИ ДЕФОРМАЦИЙ В СТАЛЬНЫХ КОНСТРУКЦИЯХ МОСТОВ Москва 2008 Содержание ПРЕДИСЛОВИЕ 1 Область и условия применения 2 Нормативные ссылки 3 Термины и определения 4 Общие указания по правке деформированных конструкций 5 Классификация остаточных сварочных деформаций и механических повреждений. Допускаемые отклонения линейных размеров и геометрической формы мостовых конструкций 6 Требования к оборудованию, материалам и инструменту для термической и термомеханической правки 7 Правка общих деформаций типа саблевидности и продольного изгиба 8 Правка местных деформаций по плоскости листа 9 Правка местных сварочных деформаций, искажающих геометрическую форму поперечных сечений конструкций 10 Термическая и термомеханическая правка при сочетании нескольких видов деформаций на одном участке Приложение А (справочное) Методики первой группы расчета деформаций элементов конструкций при сваркеhttps://docviewer.yandex.ru/view/40127518/?page=1&*=scHjY3JAG4OPvKCVNwzuZDSx2Sp7InVybCI6Imh0dHA6Ly93d3cuY29tcGxleGRvYy5ydS9udGRwZGYvNTM0MjUxL21ldG9kaWthX3Jhc2NoZXRhX2lfdGVraG5vbG9naWlfcHJhdmtpX2RlZm9ybWF0c2lpX3Zfc3RhbG55a2hfa29uc3RydWt0c2l5YS5wZGYiLCJ0aXRsZSI6Im1ldG9kaWthX3Jhc2NoZXRhX2lfdGVraG5vbG9naWlfcHJhdmtpX2RlZm9ybWF0c2lpX3Zfc3RhbG55a2hfa29uc3RydWt0c2l5YS5wZGYiLCJub2lmcmFtZSI6dHJ1ZSwidWlkIjoiNDAxMjc1MTgiLCJ0cyI6MTU4MTIyNzU4MzA1MywieXUiOiI0MzQ2ODU3MjQxNTMzOTE5MzIxIiwic2VycFBhcmFtcyI6Imxhbmc9cnUmdG09MTU4MTIyNzMwNyZ0bGQ9cnUmbmFtZT1tZXRvZGlrYV9yYXNjaGV0YV9pX3Rla2hub2xvZ2lpX3ByYXZraV9kZWZvcm1hdHNpaV92X3N0YWxueWtoX2tvbnN0cnVrdHNpeWEucGRmJnRleHQ9JUQxJTgyJUQwJUI1JUQxJTgwJUQwJUJDJUQwJUI4JUQxJTg3JUQwJUI1JUQxJTgxJUQwJUJBJUQwJUIwJUQxJThGKyVEMCVCRiVEMSU4MCVEMCVCMCVEMCVCMiVEMCVCQSVEMCVCMCslRDElODElRDAlQjIlRDAlQjAlRDElODAlRDAlQkQlRDElOEIlRDElODUrJUQwJUJBJUQwJUJFJUQwJUJEJUQxJTgxJUQxJTgyJUQxJTgwJUQxJTgzJUQwJUJBJUQxJTg2JUQwJUI4JUQwJUI5KyVEMCVCRiVEMCVCRSVEMSU4MSVEMCVCRSVEMCVCMSVEMCVCOCVEMCVCNSZ1cmw9aHR0cCUzQS8vd3d3LmNvbXBsZXhkb2MucnUvbnRkcGRmLzUzNDI1MS9tZXRvZGlrYV9yYXNjaGV0YV9pX3Rla2hub2xvZ2lpX3ByYXZraV9kZWZvcm1hdHNpaV92X3N0YWxueWtoX2tvbnN0cnVrdHNpeWEucGRmJmxyPTIxMyZtaW1lPXBkZiZsMTBuPXJ1JnNpZ249NmEyOWE3ZTk3NjAyZTIwZjczZjQ3MTBkY2M2OTg5YTMma2V5bm89MCJ9&lang=ru
-
Сейчас варю эту какракатицу
-
Такой вопрос: На авто не был установлен радиатор, можно сказать подводящие трубки были открыты, перед установкой радиатора нужно как то промывать систему?
-
Придумали у нас вот такие вот лежаки для складирования и трансортировки полосы и прутьев. Для более коротких деталей поддоны из отходов.