Поиск сообщества
Показаны результаты для тегов 'технологии'.
Найдено: 105 результатов
-
 Пишу диплом (начал по раньше, задание есть) - технология изготовления св. конструкции. Остановился на проектировании св. оснастки. Уже два месяца топчусь на месте. Не как не получается рассчитать необходимое силу прижима. Хочу всё сделать нормально, на угад ставить не нравиться (хотя возможность есть). Для того чтоб его рассчитать, необходимо определить деформации сварной конструкции. Вот тут начинаться адцский матан который я не понимаю. При этом точность вообще не гарантируется - сплошная теория. Нашёл пару книг где более или менее простой расчёт для примерного определения деформаций от сварки. Но! Результаты получаются везде разные! И главное не подходят под непосредственно расчёт самого усилия прижима! Получаются какие то астрономические цифры. Вы когда нибудь видели прижим в 50-100 кН? Вот чертёж и фрагмент чертежа который считаю: http://s020.radikal.ru/i715/1408/4a/c5e491b35471t.jpg http://s006.radikal.ru/i213/1408/ca/f13b8f50c2dct.jpg Вообщем как рассчитываю: Есть книга: Конструирование и расчёт механического сварочного оборудования Севбо П.И. на 92 стр. есть пример расчёта для такого случая: http://s018.radikal.ru/i506/1408/b2/a747a599fbeet.jpg Поперечная угловая деформация пояса балки. У меня почти тоже самое, только шов с одной стороны и заместо стенки труба прямоугольная (фрагмент вложил). Для того чтоб посчитать по той методике нужно отдельно посчитать угол а (в радианах) на который повернётся полка (пояс). Вот тут самое интересное. Способ первый: По книге "Сварочные деформации и напряжения" Окерблом Н.О. На странице 156 есть глава 44. Деформации при угловых деформациях. Здесь предлагают всё это дело рассчитать аналогично как для стыковых соединений с поправкой: http://s017.radikal.ru/i414/1408/80/019fd8e88667t.jpg В моём случае а= 3 мм. Подставляем в формулу и получаем 3.3 мм. Выше по тексту находим: http://s50.radikal.ru/i127/1408/e3/b4d6e6c309e1t.jpg Подставляем всё это дел туда и получаем 0.05 рад. Способ второй: Винокуров В.А. Сварочные деформации и напряжения. Здесь предлагают определить эти напряжения по номограмме. Стр. 110 формула. Номограмма - рисунок 81. Вот такая схема деформаций в моём случае рисунок Д: http://s017.radikal.ru/i425/1408/d4/ed852fbb4b8ct.jpg Теперь как определять: http://s018.radikal.ru/i521/1408/a0/d9b89bd41962t.jpg q - эффективная тепловая мощность дж/сек q= 0.24 * I * U * n I - сила тока, U - напряжение, n - КПД сварки; q = 0.24 * 87 * 18 * 0.75 = 263 Дж/сек (сварка полуавтомат) Затем подставляем это значения в формулу, где все значения равны 1.5 (толщина в см). Получаем 175 Дж/сек http://s017.radikal.ru/i414/1408/02/1032fdb91e31t.jpg Там опять формула, все значения аналогично как выше. Скорость свари = 0.48 см/сек. Подставив значения получаем 162 Дж/см^3. Получилось очень маленьким. Но вполне нормально учитывая скорость сварки (всего 17 м/ч) + режимы сварки 87А + 18В. По номограмме плохо понятно какой угол. Но примерно можно прикинуть 0.002-0.003 радиан. Так же есть угол свободного поворота 0.02-0.024 радина. Эти значения суммируются как выше по схеме (Д). Можно принять примерно 0.021 или 0.022 радиан. Опять таки с первом способом значительно не сходиться. Способ третий: Никалаев Г.А. Сварные конструкции. Прочность сварных соединений и деформации конструкции. На стр. 210 об этом пишут. http://s017.radikal.ru/i441/1408/86/4b1e21787f85t.jpg У меня по схеме Д. Но почему в книге считают только для случая Е. Но так же пишут: http://s017.radikal.ru/i410/1408/09/e5f1e510b684t.jpg То есть сумма углов для двухстороннего шва, примерно равна сумме углов при односторонней сварке. Подставляем значения в формулу: К- 3 мм, толщина пояса (полки) - 15 см. Получаем значения 0.01 рад. Делим на 2 (как я писал выше) получаем 0.005 радиан. Тоже не сходиться. Но при этом то самый маленький результат. Что более справедливо т.к. режимы сварки не большие (всего 87 А при 18 В), катет шва 3 мм (это самое главное) Есть ещё способы но они слишком сложные. Это 1) Гатовский К.М. - Теория сварочных напряжений и деформаций 2) Талыпов Г.Б. - Сварочные деформации напряжения Это всё было только расчёт угла деформации. Теперь расчёт необходимого усилия. По примеру из Конструирование и расчёт механического сварочного оборудования Севбо П.И. на 92 стр. http://s013.radikal.ru/i322/1408/6d/c888236dcbf7t.jpg И так формула 18. Проверка угла поворота.В моём случае l - 2.5 см и толщина 1.5 см. Остальное всё тоже самое. По формуле получаем 0.001 рад!!!!! Короче говоря ни один из результатов не подходит! Ну а если посчитать нужно усилия то получиться 1890 кгс/см. Почти две тонны на см Фигня вообщем какая то. Как эти усилия расчитать!??
Пишу диплом (начал по раньше, задание есть) - технология изготовления св. конструкции. Остановился на проектировании св. оснастки. Уже два месяца топчусь на месте. Не как не получается рассчитать необходимое силу прижима. Хочу всё сделать нормально, на угад ставить не нравиться (хотя возможность есть). Для того чтоб его рассчитать, необходимо определить деформации сварной конструкции. Вот тут начинаться адцский матан который я не понимаю. При этом точность вообще не гарантируется - сплошная теория. Нашёл пару книг где более или менее простой расчёт для примерного определения деформаций от сварки. Но! Результаты получаются везде разные! И главное не подходят под непосредственно расчёт самого усилия прижима! Получаются какие то астрономические цифры. Вы когда нибудь видели прижим в 50-100 кН? Вот чертёж и фрагмент чертежа который считаю: http://s020.radikal.ru/i715/1408/4a/c5e491b35471t.jpg http://s006.radikal.ru/i213/1408/ca/f13b8f50c2dct.jpg Вообщем как рассчитываю: Есть книга: Конструирование и расчёт механического сварочного оборудования Севбо П.И. на 92 стр. есть пример расчёта для такого случая: http://s018.radikal.ru/i506/1408/b2/a747a599fbeet.jpg Поперечная угловая деформация пояса балки. У меня почти тоже самое, только шов с одной стороны и заместо стенки труба прямоугольная (фрагмент вложил). Для того чтоб посчитать по той методике нужно отдельно посчитать угол а (в радианах) на который повернётся полка (пояс). Вот тут самое интересное. Способ первый: По книге "Сварочные деформации и напряжения" Окерблом Н.О. На странице 156 есть глава 44. Деформации при угловых деформациях. Здесь предлагают всё это дело рассчитать аналогично как для стыковых соединений с поправкой: http://s017.radikal.ru/i414/1408/80/019fd8e88667t.jpg В моём случае а= 3 мм. Подставляем в формулу и получаем 3.3 мм. Выше по тексту находим: http://s50.radikal.ru/i127/1408/e3/b4d6e6c309e1t.jpg Подставляем всё это дел туда и получаем 0.05 рад. Способ второй: Винокуров В.А. Сварочные деформации и напряжения. Здесь предлагают определить эти напряжения по номограмме. Стр. 110 формула. Номограмма - рисунок 81. Вот такая схема деформаций в моём случае рисунок Д: http://s017.radikal.ru/i425/1408/d4/ed852fbb4b8ct.jpg Теперь как определять: http://s018.radikal.ru/i521/1408/a0/d9b89bd41962t.jpg q - эффективная тепловая мощность дж/сек q= 0.24 * I * U * n I - сила тока, U - напряжение, n - КПД сварки; q = 0.24 * 87 * 18 * 0.75 = 263 Дж/сек (сварка полуавтомат) Затем подставляем это значения в формулу, где все значения равны 1.5 (толщина в см). Получаем 175 Дж/сек http://s017.radikal.ru/i414/1408/02/1032fdb91e31t.jpg Там опять формула, все значения аналогично как выше. Скорость свари = 0.48 см/сек. Подставив значения получаем 162 Дж/см^3. Получилось очень маленьким. Но вполне нормально учитывая скорость сварки (всего 17 м/ч) + режимы сварки 87А + 18В. По номограмме плохо понятно какой угол. Но примерно можно прикинуть 0.002-0.003 радиан. Так же есть угол свободного поворота 0.02-0.024 радина. Эти значения суммируются как выше по схеме (Д). Можно принять примерно 0.021 или 0.022 радиан. Опять таки с первом способом значительно не сходиться. Способ третий: Никалаев Г.А. Сварные конструкции. Прочность сварных соединений и деформации конструкции. На стр. 210 об этом пишут. http://s017.radikal.ru/i441/1408/86/4b1e21787f85t.jpg У меня по схеме Д. Но почему в книге считают только для случая Е. Но так же пишут: http://s017.radikal.ru/i410/1408/09/e5f1e510b684t.jpg То есть сумма углов для двухстороннего шва, примерно равна сумме углов при односторонней сварке. Подставляем значения в формулу: К- 3 мм, толщина пояса (полки) - 15 см. Получаем значения 0.01 рад. Делим на 2 (как я писал выше) получаем 0.005 радиан. Тоже не сходиться. Но при этом то самый маленький результат. Что более справедливо т.к. режимы сварки не большие (всего 87 А при 18 В), катет шва 3 мм (это самое главное) Есть ещё способы но они слишком сложные. Это 1) Гатовский К.М. - Теория сварочных напряжений и деформаций 2) Талыпов Г.Б. - Сварочные деформации напряжения Это всё было только расчёт угла деформации. Теперь расчёт необходимого усилия. По примеру из Конструирование и расчёт механического сварочного оборудования Севбо П.И. на 92 стр. http://s013.radikal.ru/i322/1408/6d/c888236dcbf7t.jpg И так формула 18. Проверка угла поворота.В моём случае l - 2.5 см и толщина 1.5 см. Остальное всё тоже самое. По формуле получаем 0.001 рад!!!!! Короче говоря ни один из результатов не подходит! Ну а если посчитать нужно усилия то получиться 1890 кгс/см. Почти две тонны на см Фигня вообщем какая то. Как эти усилия расчитать!?? -
Здравствуйте коллеги. Думаю многие из вас наслышаны про эту марку стали. Кто-то работал с ней, кто-то каждый день с ней работает, а кто-то обходит стороной. Я начал эту тему, так как в сети внятного ничего нету по поводу того как правильно и качественно сделать сварное соединение с этим металлом. Кто-то пользуется полуавтоматами, кто-то аргонодуговой сваркой, но одинакового качества сварного шва не может быть у того и другого сварочного процесса. Поставим вопрос не посредственно на задаче: Имеется труба 30хгса размер 30х30х2 необходимо её приварить к заготовке из стали 3пс. Сварочный процесс будет проходить в среде инертного газа аргона. Присадку собираюсь использовать 308Lsi 1,6 мм. http://cs620230.vk.me/v620230248/f357/rRsd_Zs4YNY.jpg Предварительно нагреваю конструкцию в сборе до 200 градусов бутановой горелкой. После сразу начинаю процесс сварки, по окончанию опять подношу горелку и не даю заготовке остывать. Переворачиваю на другую сторону постоянно подогревая и опять обвариваю. После сварки подношу горелку и постепенно убавляю температуру горения не давая детали быстро остывать. Хотел услышать ваше мнение по этой технологии в масштабах маленькой мастерской не имеющей собственной печи. 1) Нужно ли устанавливать подув аргона внутрь трубы для наилучшего провара? 2) Не будет ли сварное соединение хрупким используя присадку 308Lsi? 3) Возможно ли использовать хороший теплоотвод, чтобы не давать детали сильно нагреваться, и за счёт чего не использовать горелку для предотвращения отпуска в случае сильного нагрева.
-
Здравствуйте! В этой теме предлагаем обсудить такой аксессуар, как бандана под маску сварщика. Мы шьем их и комплектуем ими маски, которые производим сами. Мы считаем, что это стильный и удобный головной убор для сварщика. Наша бандана выполнена из натуральных тканей. Удобство банданы заключается в том, что используя ее вместе с маской сварщика, помимо защиты волос от пыли, грязи и окалины, сварщик получает дополнительный комфорт из-за того, что не всегда наголовники масок снабжены полосками от пота или комплектуются полосками из синтетических материалов. Предлагаем Вам поучаствовать в опросе (нам, как производителям, очень важно ваше мнение)!



-
Здравствуйте! Прошу прощения за может быть глупый вопрос, (не сочтите лентяем - на форуме попытался найти, плюс три или четыре книжки перелопатил уже) подскажите пожалуйста, где поискать информацию о том при каких параметрах (толщинах, разделке, диаметре электрода или может быть еще что то?) необходимо выполнять сварку в несколько проходов в тавровом соединении? Или может быть тут кто нибудь согласится подсказать? Заранее благодарю!
-
Предлагаем ознакомиться с новыми сварочными масками от российского производителя. Производственная компания «ИНВЕРТИКА» выпускает маски сварщика, отвечающие всем современным требованиям. Предлагаем Вам ознакомиться с основными характеристиками, которые определят Ваш выбор в пользу приобретения производимых нами масок сварщика: 1. Мы изготавливаем наши маски из полиамида со специальными добавками, которые делают их гибкими, выдерживающими высокие и низкие температуры. Вместе с тем наши маски чрезвычайно устойчивы к механическим повреждениям и не горят (при попадании раскаленной окалины не происходит возгорания и прожигания маски). 2. Дизайн производимых нашей кампанией масок сварщика многофункционален и практичен. Блок светофильтров максимально защищен от механических повреждений, есть возможность сопряжения с большим количеством дополнительного оборудования, малые габариты позволяют работать в весьма стесненных условиях, а так же конструктивно заложен отвод выдыхаемого воздуха от внутренней поверхности блока светофильтров (предотвращение запотевания). 3. В маски могут быть установлены любые светофильтры с размерами 110х90мм и толщиной до 11мм. Гарантийный срок на все маски 12 месяцев. Вся продукция имеет гигиенический сертификат и сертификат соответствия ГОСТ Р. Для особых случаев маски могут быть исполнены с аэрографией по вашим эскизам. https://youtu.be/QZhZUAyV5H8 https://youtu.be/9GcZQFlx0jQ https://youtu.be/PhqDPDaIYZM https://youtu.be/XQDNIpiDHPM https://youtu.be/FZr3n7jNp-g https://youtu.be/wBzdNOQl7PE Maski_proizvodstva_INVERTIKA.doc

- 527 ответов
-
- 2
-

-

-
- фото
- технологии
- (и ещё 5 )
-
Приветствую. Нужна вся тех документация по сборке примерно вот такого блок бокса. Есть у кого или где скачать?

- 3 ответа
-
- 1
-
-
- рекомендации и советы
- схемы
- (и ещё 2 )
-
Вот попал так попал! Вызывает меня давеча генеральный,слово за слово,что да как и в один непрекрасный момент говорит:" А узнай как мне,товарищ, возможность сварки на имеющемся у нас в загашнике оборудовании труб из армированного полиэтилена.." Преамбула: начинала контора со сварки полиэтиленовых труб (по программе Газпрома газификации мелкосредних населённых пунктов в начале 2000-х),тема давно закончилась,люди работавшие на данном оборудовании давно уже не работают,ИТРовский состав тоже сменился,толком, в общем ,никто ни о чём ... Есть вот такие аппараты-способ сварки НИ-"Ровелд"ВР315В, "Row ID Rofuze Print"-способ ЗН, подойдут ли они под сварку труб из армированного полиэтилена...потому что ранее свариваемые трубы были вроде как не армированные.. Шарил в инете -толком ничего не нашёл,нет, конечно по сварке ПАТ инфы полно,но по данным аппаратам-как-то ничего...В общем,прошу помощи..
-
Понадобилась мне для дачных нужд тачка. Ну там листья отвезти, пару кубов песка от ворот перетаскать. Купил дешёвую энкоровскую, потому что дорогие тоже га не внушили доверия. Ещё не начал её эксплуатировать, как уже выявился конструктивный косяк колеса. Вал еле держится в тонких опорах, колесо на валу сидит с зазором почти в пять десяток и ездит по валу влево-вправо.Ещё в существующем подшипнике обойма2 движется относительно обоймы1, а 3- относительно2 (ну это понятно, там шарики, но люфт-то зачем нужен. Для начала хочу выпрессовать старые подшипники, подобрать новые , закрытого исполнения (я так понял там 32х15х12). На вал наплавить две шейки, посадить на них подшипники (пресс или азот). Ну и придумать- наварить усиленные кронштейны вала по его краям. Колесо состоит из дух половин , отсюда вопрос, прессовать каждую со своего края вала, потом их стягивать, или придумать на валу упоры(один съёмный, дгугой -нет), чтоб влево-право не смещались? Но тогда подшипник через одну шейку тащить, а на другой- оставлять, и колесо сажать в сборе. Есть какие идеи? Зы. По усилению каркаса пока не думал, не знаю, где у него слабые места, эксплуатация выявит, а утяжелять тачку тоже не хочу зазря.



-
Друзья!!! Скоро праздник!!! Давайте немного отвлечемся в предверии 8 Марта http://www.youtube.com/watch?v=CAbWPSmAqMY
-
28 февраля 2014 года умер Ростислав Аполлосович Беляков,ссылка http://www.interfax.ru/
-
В общем необходимо проварить, а лучше запылить Диметом, межседельные трещины на головке двигателя. Где в Питере можно это сделать. Желательно адрес,ну и конечно с рекомендациями и опытом. http://farm8.staticflickr.com/7417/12652594494_8b9f1ac3ce_o.jpg
-
Господа! Прошу совета и помощи. Мной была изготовлена плазменная горелка прямого и косвенного действия. Были решены проблемы герметизации охлаждения и др. общие вопросы. Горелка испытана на нерж. ст., а также стекле. Результат удовлетворительный. Для дальнейшей доводки требуются капитальные вложения. Собственно вопрос. Нужна ли такая горелка для сварки, пайки, резки обычному сварщику в гараже и какие по вашему мнению она должна иметь параметры и цену? Буду благодарен за помощь и здравую критику.
-
Появился аппарат УДГУ-302 до него варил ацетиленом и эл. дуговой сваркой (электродами). Как аргонщик я никакой. Но чувствую во мне потенциал огромный нужно добавить знания. Инструкции старого образца к этому аппарату не достаточно. Тот у кого сразу при чтении этого сообщения возникли мысли типа "не умеееш не берись" лесом. Ребята прилагаю фото аппарата и прошу по шагово пояснить назначение каждой регулировки. И второй вопрос как настроить данный аппарат на сварку 3-мм алюминия. К сведению, нержавейку уже варил сложного ничего не увидел (может какие нюансы есть) но в целом все гуд. Вот теперь алюминий хочу осилить.



-
Здравствуйте ! Хочу посоветоваться по поводу каркаса металлической лестницы. http://kovkavolgograd.ucoz.ru/_ph/4/2/577409978.jpg Косоур и площадка из Трубы 100х50х3 . Сами ступени из трубы 40 на 40 (!) - двойка. Подскажите пожалуйста поочередность сборки. http://kovkavolgograd.ucoz.ru/_ph/4/2/983182214.jpg
-
Продолжение.Начало вот здесь http://websvarka.ru/...1160#entry60511 Доброго времени суток уважаемые профессионалы и начинающие, традиционно выкладываю в "свою" ветку форума достижения, рост в сварочном ремесле. Вашему вниманию будет представлен проектик "лестница". Сразу оговорка, хорошо, что данный проект до рук дошел только в этом году, а не в прошлом как планировалось. Поскольку, умений и понимания процесса сварки в этом году прибавилось (в основном большему уделенному времени сварке), вот так. Итак кратко по технике. Здесь применил все советы (советы которые давали уважаемые профи в данной теме ) по ведению электрода, по угловым соединениям и в особенности по току, скажем так в одну практическую кучу. Также успешно применяется режим "в отрыв", без отрыва немного получается только УОНИ. Увереннее и умереннее получается потолок, хотя много подтеков, но пока цель проварить чтобы держалось, а красота это потом. Ток 90-95 А обратной полярности, при сварке деталей "на коленке" и 100-115 А при сварке к штырям в полу и далее по месту.Электроды Е6013. Извиняйте за качество фото, уработался в тот момент, под рукой был только мобильный телефон. ножки - положено начало изготовления лестницы квадрат-труба наглухо заварена (также подсмотрено из разных ветока данного форума) для более долговечной эксплуатации. заготовки тетивы угол наклона неудобный, но деваться некуда 46-470 . По расчетам ступени шириной 21см, высотой такие -же, в целом оптимально. заготовки по 4 метра, учетом загиба около 3-х метров вот так лестничный марш начинается. А здесь мои яростно ненавистные угловые швы. Товарищи профи, если можно критику, али совет какой, может на ваш взгляд что-то не так или где-то можно было лучше сделать, буду благодарен.








- 628 ответов
-
- 15
-
-
- технологии
- схемы
- (и ещё 3 )
-
http://www.laticom.ru/files/images/welding/laser-welding.jpg Лазерная сварка - технологический процесс получения неразъемного соединения частей изделия путем местного расплавления металлов посредством нагрева по примыкающим поверхностям. Источником нагрева металла является излучение лазера. Когда лазерный луч попадает на металл, энергия излучения поглощается, металл нагревается и плавится. В результате такого плавления и последующей кристаллизации возникает прочное сцепление, которое называется сварной шов. Такое сцепление основано на межатомном взаимодействии в металле. Таким образом, лазерная сварка относится к методам сварки плавлением. Как и любой технологический процесс лазерная сварка имеет свои преимущества и недостатки. К основным преимуществам лазерной сварки можно отнести: локальность обработки материала, высокая производительность, технологическая гибкость и удобство. Локальность обработки материала В локальности обработки заключается ключевое преимущество лазерной сварки. Лазерный луч можно сфокусировать в пятно диаметром до 0,1 мм. В таком маленьком пятне может концентрироваться высокая энергия в очень небольшой промежуток времени. Другими словами, при высокой плотности мощности излучения и коротком времени облучения металл нагревается только в зоне лазерного излучения. Это существенно уменьшает объем сварочной ванны (место плавления металла при нагреве), что позволяет делать сварные швы и точки значительно меньше по размеру (ширина шва или диаметр точки), но с большей глубиной проплавления, чем при при помощи других технологий сварки металлов (дуговая и контактная сварка). Кроме того, небольшой объем сварочной ванны, небольшая ширина шва и относительно большая глубина шва, а также жесткий термический цикл с высокими скоростями нагрева и охлаждения дает возможность при лазерной сварке уменьшить зону термического влияния и, следовательно, снизить деформации деталей в целом и снизить эффект фазовых и структурных превращений в околошовной зоне, приводящих к разупрочнению материала, трещинообразованию и т.п. Также малый объем сварочной ванны и специфическая для лазерной сварки форма шва улучшают условия кристаллизации расплавленного металла и, следовательно, улучшают прочность сварных соединений. Таким образом, преимущество лазерной сварки в локальности обработки материала позволяет: проектировать детали меньшего размера, расширить ассортимент деталей со сварным соединением, учитывая исключительно маленький сварной шов при лазерной сварке; обрабатывать детали миниатюрного размера; упростить оснастку и технологию сварки некоторых деталей; осуществлять сварку в труднодоступных местах, например в углублениях гофрированных конструкций и т.п.; экономить металлы, сварочные материалы; лазерная сварка практически исключает необходимость обработки сварного шва. Высокая производительность Производительность процесса сварки определяется скоростью его проведения. Лазерная сварка позволяет увеличить скорость сварки в 10-15 раз по сравнению с традиционными методами сварки плавлением (например, дуговая сварка).Так лазерная сварка непрерывным излучением может происходить со скоростями до 10 м/мин. Время получения одной точки при импульсной лазерной сварке может составлять 10-2 - 10-3 с, что на порядок быстрее, чем, например, при контактной сварке. Технологическая гибкость и удобство Технология лазерной сварки обладает гибкостью и удобством применения. Во-первых, оборудование для лазерной сварки легко поддается автоматизации и роботизации. Лазерную сварку можно осуществлять в различных пространственных положениях. Возможна сварка как с перемещением изделия под лазерным лучом, так и с перемещением лазерного луча (лазерной сварочной головки) над и вокруг неподвижного изделия. Возможность передавать лазерное излучение по световоду (кварцевое волокно, Nd:YAG лазеры, волоконные лазеры) позволяет создавать более компактные сварочные головки, доставлять излучение в труднодоступные места и увеличивать пространство перемещения сварочной головки. В целом лазерное оборудование компактнее оборудования, основанного на традиционных методах сварки. Во-вторых, для осуществления лазерной сварки не требуется обязательного наличия вакуумных камер или камер с контролируемой атмосферой, необходимых, например, для электронно-лучевой сварки, которая во многом может заменить лазерную сварку. Отсутствие таких камер снимает ограничение на размер свариваемых деталей. В-третьих, лазерную сварку можно проводить не только в труднодоступных местах, но и через прозрачные среды в замкнутых объемах, что связано со спецификой лазерного излучения. В-четвертых, лазерное излучение позволяет обрабатывать металлы, которые с трудом поддаются обработке обычными методами сварки. Например, феромагнитные стали с трудом поддаются электронно-лучевой сварке из-за отклонения электронного луча магнитным поле от стыка соединяемых деталей. В-пятых, можно говорить о чистоте процесса лазерной сварки. Например, отсутствие электрода, близко расположенного к поверхности свариваемых деталей и поверхности сварного шва, исключает попадание в нее инородных материалов, что имеет место при дуговой сварке. Говоря о недостатках технологии лазерной сварки, можно выделить следующие моменты. Высокая стоимость оборудования для лазерной сварки и технологической оснастки Установка для лазерной сварки - сложный прибор, состоящий из нескольких технических систем (лазер, оптическая система, система перемещения и т.п.). Независимо от уровня развития технологии его цена будет значительно превышать стоимость оборудования, основанного на традиционных методов сварки. Невысокая энергетическая эффективность лазерной сварки КПД лазерных установок для сварки в силу технических особенностей лазеров редко когда превышает 10 %. Сложность в обслуживании оборудования Как говорилось выше, лазер - это сложный прибор, его обслуживание требует высокий уровень технической подготовки персонала.
-
Добрый день, дорогие форумчане... Вопрос стоит в том что сейчас работаю в 83 Мостоотряде в городе Астрахани.. Проблема состоит в том что нет практически никакой документации по автоматической сварке... Нужна литература по технологии, процессу, учебники, документация по оборудованию (ВДУ-1204, трактора ТС-16). Буду благодарен любой документации, комментариям, советам, опыту...
-
насколько мне известно увеличение слоёв при наплавке износостойких материалов приводит к уменьшению прочностных характеристик последнего слоя. Интерес представляет наплавка слоя для увеличения размера с нанесением верхних слоёв с заданными свойствами. Есть ли у кого практический опыт подобного?
-
 Знакомый автогенщик говорит, что видел сам как на его глазах человек заварил кислородо-пропановой смесью (Г-2, малютка) алюминиевую трубку на автомобильный кондиционер с использованием флюса. Скажите знающие люди, что за флюс он мог использовать и где его берут?
Знакомый автогенщик говорит, что видел сам как на его глазах человек заварил кислородо-пропановой смесью (Г-2, малютка) алюминиевую трубку на автомобильный кондиционер с использованием флюса. Скажите знающие люди, что за флюс он мог использовать и где его берут? -
Коллеги,возникла такая проблема, сварку стыка катушки и фланца пришлось по ряду причин после сварки корня прекратить..возможно ли продолжение сварки на следующий день или деталь в брак? Сталь 09Г2С,труба 630 мм,стенка 12 мм...желат
-

Как посчитать нормально технологию сварки?
ByagagaIIIe4ka опубликовал тема в Технологии и документации
Нужно рассчитать режимы для автоматической аргонодуговой сварки плавящийся проволокой алюминия(АМг3). Пошустрил в книжках и везде вижу тупо таблицы. Конечно это так круто, что за меня уже всё решено и мне только нужно переписать. Но блин, так не интересно. Может не в тех книгах искал? -
В фазе активного горения, для полного сгорания топлива, в котёл над пламенем подаётся вторичный воздух. Это позволяет дожигать летучие вещества уносимые с дымом (продукты пиролиза и химического недожога топлива). Горение топлива в начале и конце топки не нуждается в подаче вторичного воздуха в котёл. Вторичный воздух подаваемый в эти моменты снижает КПД котла. Вопрос: - как сделать управление заслонкой вторичного воздуха автоматическим, таким, чтобы пока не появится пламя над слоем топлива, то и вторичный воздух не подавался, и чтобы в конце топки при исчезновении пламени в котле вторичный воздух также отсекался? Фото горения летучих веществ в самодельном котле снятое через отверстие входа вторичного воздуха: http://websvarka.ru/...c=1790&hl=котлы http://websvarka.ru/talk/index.php?showtopic=1795&hl=%D0%BA%D0%BE%D1%82%D0%BB%D1%8B

-
Задумываюсь о выборе трубогиба до двух дюймов, для применения при монтаже отопления. Трубогибы бывают двух видов, с открытой и закрытой рамой. Расскажите кто пользовался и тем и другим видом, какой удобнее?
-
Прошу дать отзыв о работе сабельной ножовкой при резке труб, как они, в деле. В чём их преимущества перед болгарками?
-
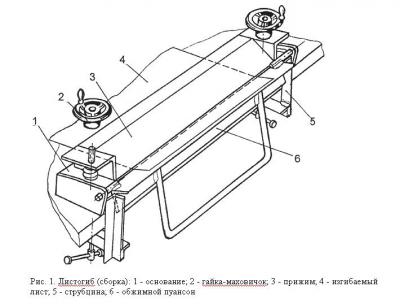
Хочу в этом году сделать простенький листогиб, типа как в сети нашёл Если что, тут можно свои фотки и конструкции разместить, для обмена опытом.