laguna
-
Постов
450 -
Зарегистрирован
-
Посещение
-
Победитель дней
3
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент laguna
-
У меня сразу на упаковке указано

-
Добавлю свои 5 копеек... Пост газ сделать чуть больше, чтобы вольфрам мог лучше остывать.
-
Попробую поправить, исходя не только из своего опыта: первыми варятся наружные углы. За ними внутренние. Так как у рамы 4 угла, то в процессе сварки Вы не можете гарантировать 100% выхода всех углов на 90 градусов. И после определённого остывания можно спокойно замерить углы рамы. И вот тогда начинает действовать закон "обратной пропорциональности": утянуло наружу - варите боковые швы вовнутрь, утянуло вовнутрь - варите швы наружу. Проверено лично и не раз!!! Это распространяется не только на рамы, а так же на все трубы, отводы, тройники... НО много нюансов от толщины стенки, от того сколько увело и т.д. В своё время порядком довелось доходить своим умом, практикой и т.д...
-
Как много у нас общего
-
А можно поподробнее про лечебную физкультуру? Или достаточно зарядки, гимнастики? Мой возраст 50, зрение +2. А сварка (ТИГ, трубы под высокое давление) весьма и весьма ответственная .
-
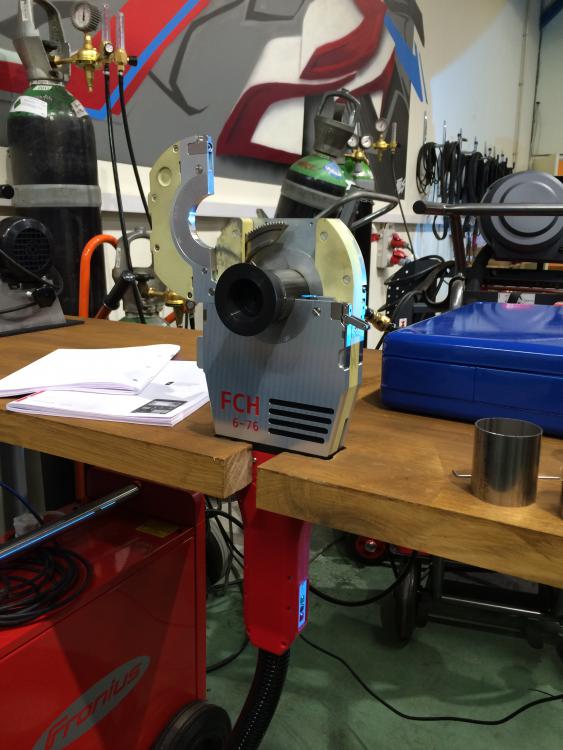
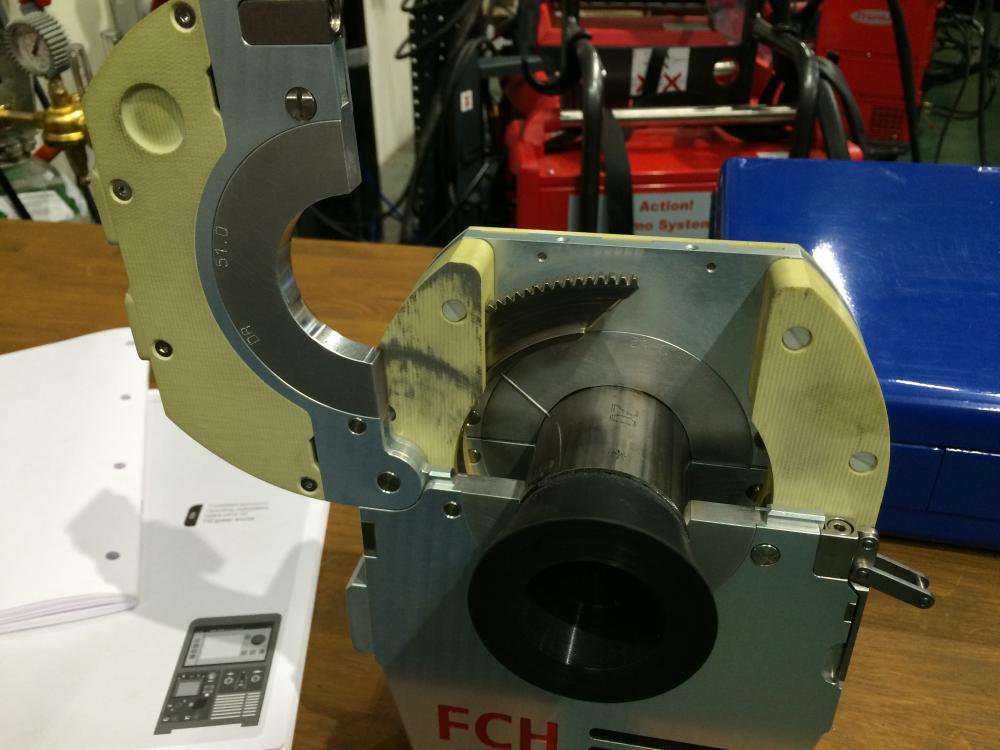
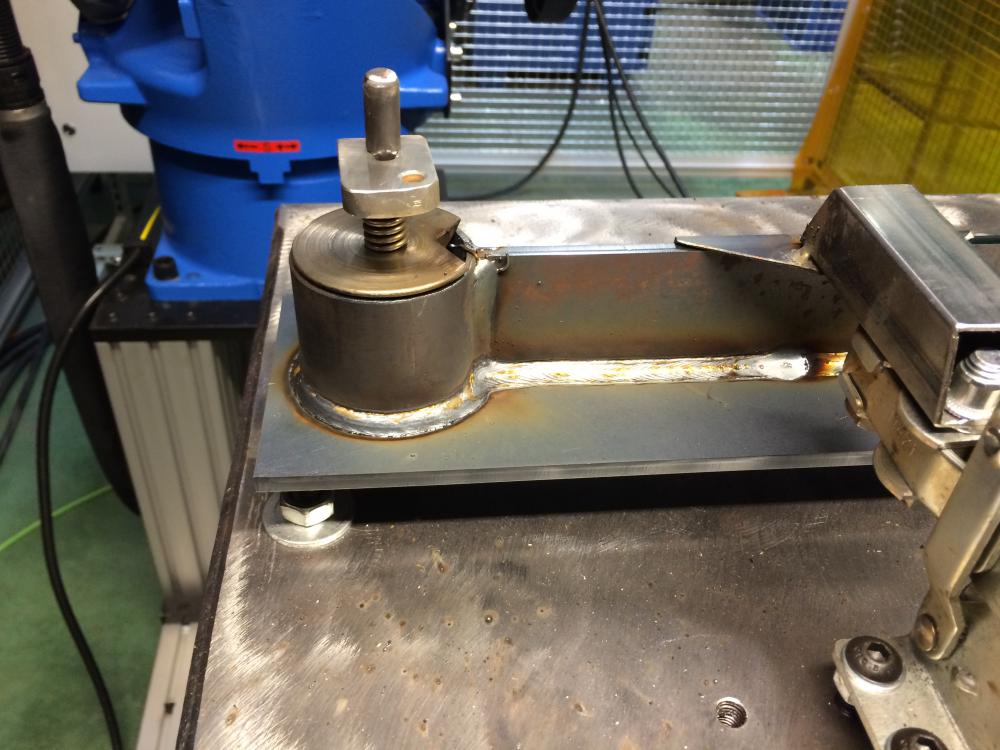
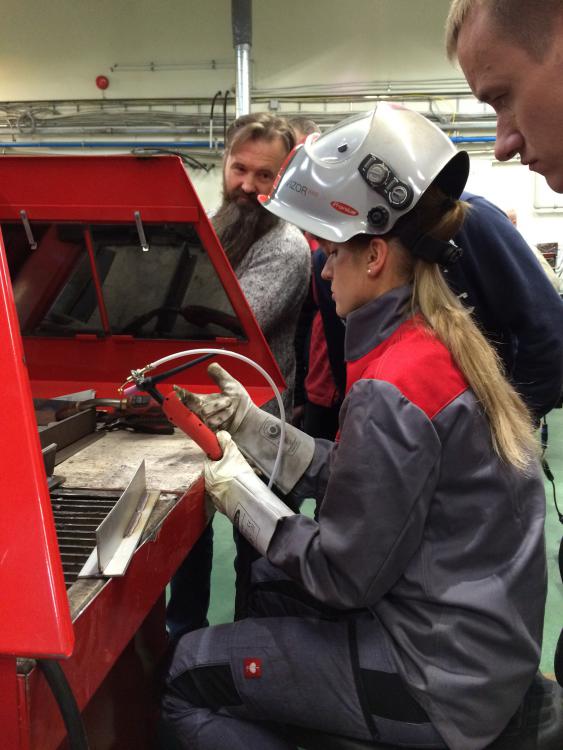
Фирма, занимающаяся продажей и обслуживанием сварочного оборудования Fronius в Эстонии, сделала "День открытых дверей". Наша фирма небольшая, но и нас пригласили то же - клиенты, использующие их технику. Сама выставка - скромно, но со вкусом, для местного потребителя: республика маленькая, соответственно и рынок не большой. А работу сварочных аппаратов демонстрировала девушка-сварщик от завода изготовителя. Технику знает, настройками пользуется уверенно, швы пусть и простые, но ровные в разных позициях. Итак, не большой фотоотчёт о мероприятии. За кадром осталось то, что ещё всех покормили супчиком, кофе, бутербродики-пироженые, безалкогольные напитки В общем - понравилось! На первом фото, аппарат слева работает от аккумуляторной батареи, которая не поместилась на фото, но совершенно не громоздкая Орбитальная сварка для труб, одна из видов сварочных головок Труборез, кстати - удобная штука, раньше с подобными только и работали Сварочные аппараты Демонстрационный стол и демонстратор Сварочный робот и его работа Маски, немного инструмента Кроме фото с мероприятия, наши новые сварочные маски , приобретённые у них же неделей ранее. "Близнецы", мне и сыну - теперь работаем вместе.
- 1 ответ
-
- 23
-

-
Вот. Сегодня привезли "Близнецы" - мне и сыну (теперь работаем вместе) Vizor 4000. Так понимаю, что это Optrel 684. Пока ещё не успел попробовать все настройки и возможности, но маски удобные на голове, даже внешне интересные! Думаю, в процессе всё подстроится и доведётся до нужного на каждый вид сварочных работ. В процессе постараюсь поделиться впечатлениями
-
https://www.google.ee/search?q=%D1%82%D0%B5%D1%85%D0%BD%D0%BE%D0%BB%D0%BE%D0%B3%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B0%D1%8F+%D0%B8%D0%BD%D1%81%D1%82%D1%80%D1%83%D0%BA%D1%86%D0%B8%D1%8F+%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B8&oq=%D1%82%D0%B5%D1%85%D0%BD%D0%BE%D0%BB%D0%BE%D0%B3%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B0%D1%8F+%D0%B8%D0%BD%D1%81%D1%82%D1%80%D1%83%D0%BA%D1%86%D0%B8%D1%8F+%D1%81%D0%B2%D0%B0%D1%80%D0%BA%D0%B8&aqs=chrome..69i57j69i61&sourceid=chrome&ie=UTF-8 Выбирайте любую А Вы инженером по сварке когда планируете стать?
-
Уж за 112 лет могли бы и достигнуть усовершенствованного уровня. Не буду лезть в работу российского ESAB, я из другого региона, но суть не в том. Когда мы начинали на этом предприятии, то был (и сейчас есть, отправил только что на т/о) старенький ESAB Ariso TIG 160, "натуральный" швед. Я работал на нём, но стал вопрос о покупке ещё одного аппарата. Стали "зондировать почву" и выяснили - производство ESAB ушло в Поднебесную, качество аппаратов упало, сеть т/о развита у нас слабо... Выбор пал на австрийца (не буду рекламировать мировой бренд). Пару дней назад заезжал в магазин сварочной техники, много товара с брендом ESAB, но цены заломлены... Продавец сам понимает это и только руками разводит
-
Зазор, подкладка - это уже знаете. Сваривайте не одним длинным швом, а короткими, примерно по 200 мм. При чём, начало шва будет являться концом следующего шва. Постараюсь объяснить: отступили слева от начала листа 200 мм и варите влево, до начала листа. Следующий шов: отступите от начала предыдущего шва 200 мм и варите в сторону предыдущего шва. А последний шов варите в противоположную сторону, в край правый листа. Таким образом, Вы распределите напряжения на изделии.
-
Конструктивно отверстия на реактивных двигателях есть у камеры сгорания. Я работал в Аэрофлоте, имел допуск к самостоятельному тех.обслуживанию Ту-134, Ан-24. На их двигателях на соплах не должно было быть и не было ни каких отверстий. Про МИГи не скажу - не знаю, из военных самолётов мы изучали Як-28. А вообще, особенностей конструкции может быть много... думаю, управляемое сопло с изменением вектора реактивной тяги может иметь подобное (если вообще речь про него), посмотреть бы
-
А если выхлопной коллектор, изготовленный Вами разрушится во время полёта? Вы лично ответите за последствия? P.S. 30 лет нзад я закончил авиационно-техническое училище, специальность - авиатехник, именно обслуживание самолётов и авиационных двигателей. (сложилось так, что сменили место жительства и пришлось расстаться с авиацией). У меня волосы встают дыбом, когда я вижу подобное ...
-
А как на счёт безопасности полётов? Вы себе представляете сферу авиастроения? Допуски по запасу прочности, сертификация исполнителей, формуляры изделий и т. д... Или всем уже всё "далеко до лампочки"?! А что у Вас за производство, что за профиль?
-
https://youtu.be/ZaPrXO-pP2c
-
Поделился видео на Фейсбуке, мне понравился такой подход к делу.
-
Классно! Это у вас в Пярну такой переход?
-
 Интересный конкурс. Могли бы и коптилки к нему приобщить с функцией только коптильни, а не как в правилах написано Значит, уже в пролёте, как и с табличкой "Вебсварка" нет фотографий - коптилка отдана адресату. Да и заготовки не фотографировал - кому интересны листы железа... Если бы заранее было известно " народ!! скоро будет конкурс на тему ..." , мог бы вне конкурса представить своё изделие, а так - пролёт... Собственно, сам пост нр.4 http://websvarka.ru/talk/topic/7635-koptilka-svoimi-rukami/?do=findComment&comment=198591
Интересный конкурс. Могли бы и коптилки к нему приобщить с функцией только коптильни, а не как в правилах написано Значит, уже в пролёте, как и с табличкой "Вебсварка" нет фотографий - коптилка отдана адресату. Да и заготовки не фотографировал - кому интересны листы железа... Если бы заранее было известно " народ!! скоро будет конкурс на тему ..." , мог бы вне конкурса представить своё изделие, а так - пролёт... Собственно, сам пост нр.4 http://websvarka.ru/talk/topic/7635-koptilka-svoimi-rukami/?do=findComment&comment=198591 -
А ну ка, сварщики, колитесь: кто так делает? Начну с себя - так не делаю, не делал и не видел, что бы кто то делал (ни у финнов, ни у шведов, ни у нас в Эстонии) Может у нас нет такого регламента? Нужно будет узнать За годы работы ни когда не заморачивался по такому поводу, как ремонт редуктора. До сих пор видел только раз у коллеги, что бы редуктор отказал. Лечится - заменой на новый
-
Брал немножко чего?
-
Лучше аргоном, что бы изнутри всё было ОК. Щёткой будет проще всего, но кислотой всё же правильнее. На мой взгляд, защита шва газом оставляет желать лучшего.
-
Да ну... rukami/#entry196864 Пост нр.4 Всё сделано ТИГом: чёрный металл между собой, с нержавейкой - нет проблем На газовых трубопроводах многое варится таким образом, что корень шва - ТИГ сварка, а вот следующие проходы уже МАГ. В общем, пути и направления у ТИГа ... чем больше - тем лучше! Согласен!
-
Как когда то говорил мой отец: погода в Эстонии - как настроение у женщины: меняется 7 раз за день!
-
Своими руками. Оговорюсь сразу, что это вторая коптилка, сделанная мною. Первая была сделана года 4 назад для себя (фото выкладывал на форуме), до сих пор коптила, как положено и рыбу, и мясо. Один из друзей всё её нахваливал, с просьбой в скромной форме сделать ему такую же. В итоге я созрел, благо на работе небольшое затишье и было время уделить своим нуждам. Не стал делать пооперационный отчёт, а представляю уже готовое изделие на обозрение. Почти всё готово Запоры очень простые Нашёл в продаже сварные петли, очень компактные и удобные А вот это уже мой "проект" - ножки крепятся к днищу болтами, с наклоном для лучшей устойчивости. Сделал на пиле 10 градусов, в собранном виде - да же интересно, мужикам понравилось. Высота ножек около 700 мм. И вот уже фото после первой покраски По ходу придумали сделать на трубу "шапочку", приварил и покрасил второй раз. Покрашенную собирать не стал, что бы снова не разбирать перед транспортировкой. Общая высота в собранном виде от земли до шапочки около 1850 мм. Ванночка согнута, сварена. Решётки сделал из трубки d=6mm, 2 штуки на 3 уровня. Под потолком приварены 4 крючка. Ручки, труба, шапочка из нержавейки, должно всё-таки что то быть в отличие, иметь свою "изюминку"
-
Тогда прямой путь в магазин, где с помощью продавца и подберёте то, что подходит Вам и есть в ассортименте. Это по размеру и токам. Про поворотные горелки - только их и использую. Главное, эксплуатировать их с умом, тогда и служить будут долго. Скажу так: когда я работал Kemppi, то у меня была миниатюрная поворотная горелка, немного мною переделанная ручка и очень удобная! Сейчас на производстве Fronius, так вот горелка не такая удобная, побольше ручка, две кнопки (к ним привыкаешь быстро). Поворотная часть довольно упругая. Максимальные рабочие токи до 160А. А в командировках аппарат Selco, так у него довольно удобная небольшая поворотная горелка... Приходится приспосабливаться, помнить как и в каких режимах работают кнопки (но это уже другая история) Гляньте на форуме тему по горелкам, там много чего есть.
-
Горелка действительно "дубовая", я такие сразу менял: искал в продаже самые маленькие по размеру и по характеристикам, что бы выдерживали токи, с которыми приходится (придётся) работать. Подбор силы тока для сварки труб между собой и с фланцем - правильная, как для начинающего, так и для материала - нет перегрева. Ну, а красота шва - дело наживное, так что - удачи!