laguna
-
Постов
450 -
Зарегистрирован
-
Посещение
-
Победитель дней
3
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент laguna
-
Тренироваться с гантелями-гирями можно, у каждого своё. Когда начинал варить ТИГом, довольно быстро определил для себя, как держать горелку - как птичку: нежно, что бы не задавить, но и так, что бы не улетела! И ни когда не наматывайте кабель на руку! Это уже из раздела "техника безопасности" : представьте, что работая на высоте вы варите с намотанным кабелем на руку. Мимо проезжает (пролетает) техника, зацепляет сварочный кабель и .... что будет дальше?
-
 В данном - случае максимум. Остальное - "по вкусу".
В данном - случае максимум. Остальное - "по вкусу". -
Да запросто, ни кто не запрещает! Главное, чтобы сопло со шва не соскользнуло в сторону. Углы заточки электрода: на форуме есть целые таблицы, как и что. Вкратце, как в школе - угол отражения равен углу падения. То есть, чем острее заточен электрод, тем меньше площадь сварочной ванны, соответственно с выбором диаметра электрода - чем меньше диаметр, тем с меньшим тепловложением производится сварочный процесс. По процессу вваривания трубок: пробуйте варить секторами (разделите круг на 4 сектора и варите в порядке: 1, 3, 2 и 4 в обратную сторону), если не получается сразу за один проход. Импульс или нет - смотрите сами, я предпочитаю импульс, во избежание перегрева материала. Навскидку, поставил бы Ампер 30, а там уже смотрел, что да как.
-
Я на таком работаю, панелька чуть другая, а аппарат классный! Брали новый со всеми кабелями и комплектом расходников, стоил больше 3кг евро.

-
"Баланс (только на MagicWave для аргонодуговой сварки переменным током процесс) Блок 1 Диапазон настройки от -5 до +5 Заводская установка 0 -5: высокая мощность плавления, низкое очищающее действие +5: высокое чистящее действие, низкая мощность плавления" Сделал перевод со своего мануала, так понятно? Всегда нужно подбирать под свариваемый материал, под токи для сварки. Нет одного определённого значения под все действия. Попробуйте мах + и мах -, отметьте разницу, сделайте выводы. Если пока не видите разницы - набирайтесь опыта, поставьте 0 и научитесь с ним.Получилось? ПК, тогда начинайте регулировать баланс... Так потихоньку и научитесь
-
http://www.pronius.fi/uploads/Kayttoohje_MW-TT_ENG.pdf Какой то общий мануал, быстенько "нагуглил". Страница 69, баланс, так? Интернет-переводчик в помощь (у меня мануал по конкретной модели, на эстонском, Вам, думаю, не поможет). Если поискать, то найдёте для своей модели отдельно то же.
-
@CBAPHOU_C_DOHA, Если речь идёт о моём аппарате, то можно. http://www.fronius.com/cps/rde/xbcr/SID-E7AB0677-79CB403C/fronius_ukraine/MagicWave_1700_2200_RU_web_low.pdf
-
http://www.stronghandtools.com/buildpro/tables/tables.php#nitrided Вот к такому производителю с его изделиями присматриваемся. Кто имел дело? На сколько удобно - надёжно?
-
Или такой ? Моя (наша) новая "рабочая лошадка"
-
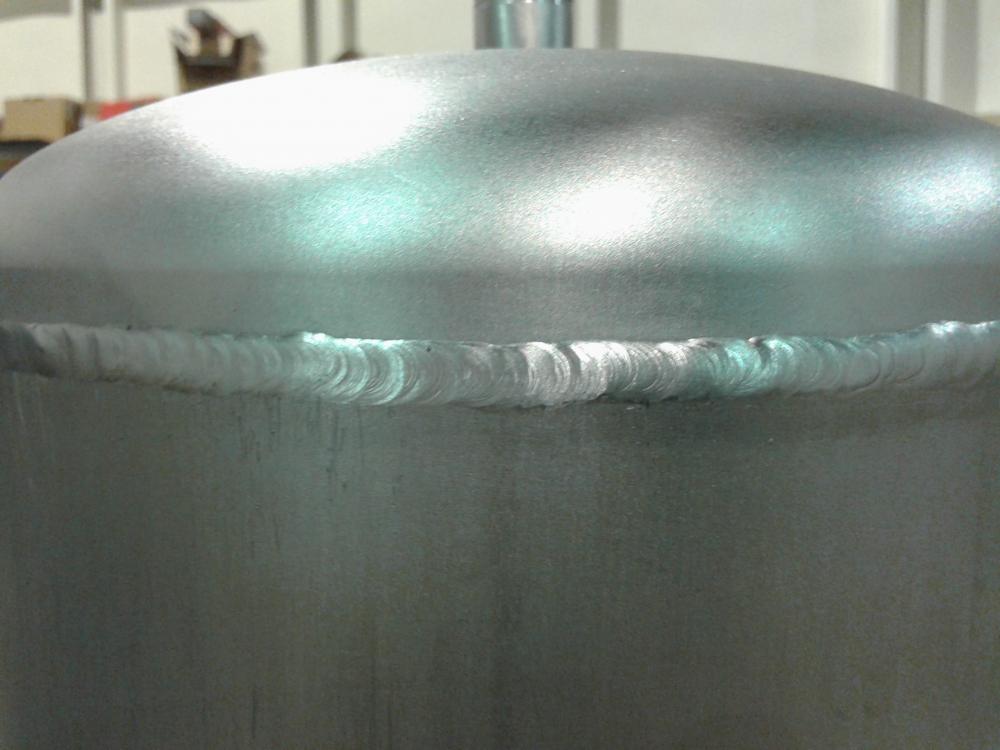
Аргон чистый (99%) или смесь (80% аргон и 20% CO2) ? Окрас у баллонов одинаковый, а вот смесью варить на ТИГ - не реально. При сварке смесью, сварочный шов будет выглядеть так, как на Ваших фото.
-
Не уводило ни ниппели, ни муфты после сварки... А вот для вварки гнёзд для датчиков и им подобных - без специальных "кондукторов" действительно не обойтись - резьбу уводит "мама, не горюй!" Раз даже пришлось доказывать заказчику, что он не прав, сделав брак: просил - купите (сделайте) приспособление из бронзы! Мне: "Не... не нужно - ни чего не случится! Так вари!" Нужно было 4 датчика сделать. Вварил одно гнездо и предложил им попробовать. Виг вам! Не смогли - эллипс! При чём - есть правило для вваривания подобных изделий: 4 сектора, своя очерёдность, направления и т.д. Всё было сделано с моей стороны, как положено. На следующий день "приспособка" была у меня в руках и со следующими уже проблем не было.
-
Решили создать сварочную тележку из того, что есть (а то приходилось пользоваться от другого сварочного аппарата). Нагнули труб для рамы, померили бильшой и маленький балоны и вперёд! Собственно, по фото видно: рама на прихватках, "примерка", доработки с тюнингом и "новоселье". Транспортировать удобно: не нужно полностью наклонять на себя и нагружать руки, достаточцно слегка наклонить и всё устойчиво движется туда, куда нужно. На последнем фото вариант транспортировки аппарата, не снимая с тележки : между полом и аппаратом достаточно места, что бы не задевать пол. Небольшой фото отчёт. Сборка Пимерка Тюнинг и завершение с"новоселием" Что то фотографии странно загрузились...
-
А что Вас не радует? Не нужно ходить вокруг да около, напишите конкретно, тогда легче будет и Вам, и нам. Про данный фланец: на первом фото отсутствует "окончание" (спад сварочного тока) - получился кратер. Секунд 7-8 минимум и будет ОК. На втором фото во избежание прожога трубы и образования "ёжиков", наружный шов варить с поддувом. Пока всё И читайте форум, Вам посоветовали тему
-
@selco, Кстати: нашёл на третьем фото сварочный аппарат? Tёзка твоему "нику" на форуме. Подсказка, как и где искать: я к нему бережно отношусь
-
Швеция. Работаю в шведской фирме: в эстонии иготавливаем и к шведам отправляем. А там у нас уже бывает смешанный коллектив: местные и мы. Да, рабочий контейнер, где тепло рядом стоит, он не поместился том фото. Синий слева это он. Только подключения всё-равно на улице...
-
Пару фото по сварке, правда сделав первую, увидел что у камеры на телефоне был другой режим, по тому и мутное изображение. Хотелось сварную деталь из нержавейки представить "в цветном кино". Да, на втором фото внутри гайки смазка бронзовая, лишь похожа по цвету на ржавчину. Не люблю варить на улице, лёжа на снегу... да и станция пока не отапливалась, но делать нужно...
- 1 794 ответа
-
- 19
-

-
Да здесь всё достаточно просто: учите язык и уезжайте. Только нужно учитывать, что уехав нелегально, вы становитесь там нелегалом, не можете официально устроиться, получать социальные гарантии и т.д. Значит: необходимо искать легальные пути, работодателей, которые будут акцептировать ваш НАКС - "what is ???". Желательно хоть какой-нибудь признаваемый за рубежом документ. Да и в любом месте придётся делать тест по работе. Попадались на глаза объявления, где требовались сварщики в судоверфи на ремонт кораблей, необходимость сертификатов. Есть знакомый, который занимается (или занимался) этим, не имея ни каких сертификатов да и как сварщик оставлял впечатление ... "не очень", в общем. Как они там работают - вообще не понятно... Работа чуть ли не по всему миру, а там может и сможете где то зацепиться.
-
@selco, то, что варишь здорово - знают все. А вот почему помощника скрывал всё время? Котейка - класс!!!
-
Верхнюю сеточку линзы аккуратненько подденьте и удалите. Вот Вам и "новая" линза, которая ещё попашет .
-
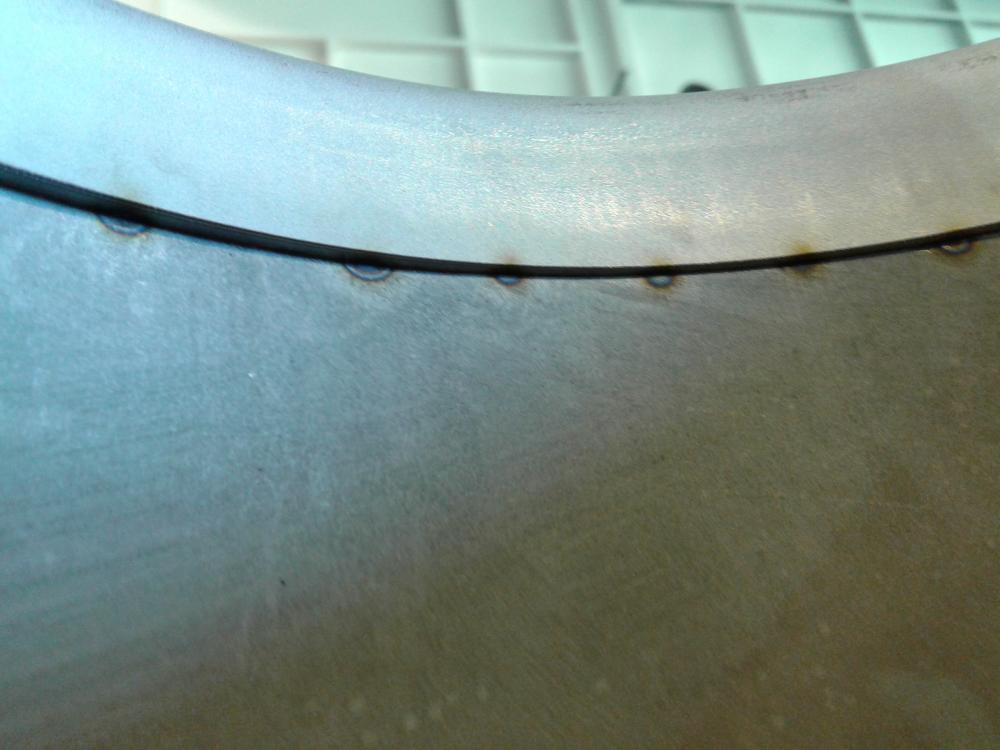
Пару недель назад варил д=219мм: фланец с трубой и фланец с заглушкой. Труба со стенкой 2мм, крышка с фланцем то же написано 2мм, но видно, что больше. Без разделки кромок. После прихватывания видно несовпадение внутренних кромок , разница по окружности 1-1.5мм. Снаружи всё более-менее. Во внутри тубы ещё приварена короткими "стяжками" пластина с вырезами. Вот там виден шов внутри трубы, не лучший вид, но все кромки сплавлены.
-
Валерий, не в бровь, а в глаз! По теме: уже много лет пользуюсь смесью Formier 10 - азот 90% и водород 10%, что описывается в файле ELME MESSER GAAS, страница 53. Именно для формирования корня шва. Области, где применял(и) раньше: пищевая пром., химическая, водоснабжение и др. Сейчас - газовые заправки (сжатый газ метан). Сварные швы проходили тестирование: рентген контроль, тесты давлением (жидкостью). Проблем нет. По цене не скажу, сам не покупаю, но с его приобретением проблем нет ни у нас, ни у вас, а так же покупали его, работая и в Финляндии, и в Швеции.
-
Вот и славно! На то он и форум, что бы друг другу помогать! Тем более, что мы почти земляки: всего то 250 км друг от друга
-
@Артем Тимохин, Попробуйте с "прутками" и с Я бы так сделал на 4-х мм. Стенку в 3мм сейчас варю просто с притуплением, без зазора. Попадает, что у тройников и отводов стенка достигает 4-4.4мм (китайское качество, шоб его...), то всё равно без зазора, с фаской, но притупление около 1мм. Вы бы выложили фотографии, тогда легче дискутировать: на форуме достаточно много грамотных сварщиков, тех.персонала. Пусть не сразу, но ответ обязательно будет, вместе легче !
-
От таких размеров труб "отошёл" уже давно, но опыт был, правда стенка 3мм в основном, а с 4 мм реже. Разделка - да. Диаметры труб разные, но при таком размере разница в 1мм - не критично. Теперь про главную "фишку" - что бы зазор остался постоянным по всей окружности сделайте следующее: по кромке трубы начните прихватывать кусочки в 15 - 20мм Вашей присадки ( 2мм, 2.4мм, что вы используете). Получится окружность, где зазор уже выставлен. Тяжело найти круглые трубы, отводы... приходится повозиться: так как зазор уже выставлен, останется подгонять кромки по очереди по всей окружности. Прихватки сначала редко, а потом уже намного чаще, чем у Вас: 25-30 мм ОК. Кстати, прихваченные заранее кусочки проволоки не нужно ни вырезать, ни удалять: вы их просто используете, как обыкновенную присадку во время сварки. По сварке: а Вы как за 1 или за 2 прохода "оформляете" трубу? За раз - не стоит, одно мучение. Первым проходом лучше уделить всё на корень шва, а вторым уже сделаете наружный вид. Старался описать просто и доходчиво, удачи!
- 12 ответов
-
- 10
-
-
Краусс: "Держит давление в необходимом мне режиме. Изделие- газовый сепаратор на выхлопе." Хм... коллега? Не по теме: а про давление можно спросить? Мне приходится варить газо-масляные сепараторы,там мах 9bar, тест х1.45, материал 316. Трубы на 300 bar и так же тестируем. Газ метан.