AMBIVERT42
-
Постов
2 673 -
Зарегистрирован
-
Посещение
-
Победитель дней
148
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент AMBIVERT42
-
@lisovin161, @d_r_ava, дело тут вот в чём. Даже если кран приоткрывать очень резким рывком, всё равно шар крана хоть доли секунды, но будет находиться боком к струе воздуха. Уплотнения шара тоже будут незащищёнными от потока воздуха, несущего в себе абразив и частицы шлака, металла. Такой "пескоструй" может повредить кран на раз. А к газовым кранам предъявляются особые, даже по сравнению с кранами для жидких сред, требования по герметичности и ресурсу. Поэтому по правилам монтажа и эксплуатации газопроводов такая "обработка" кранов и задвижек-табу. В этом случае-можно, ибо никаких строгих правил по летнему водопроводу на личном участке нету. Да и, в случае чего, стоимость муфтовых шаровых кранов для жидких сред диаметром 1/2-3/4" и фланцевых газовых кранов на 150-200 мм-"несколько" различается... @Фунтик,никаких бед быть не может. Все оконцовки трубопроводов, места установки запорной арматуры-закреплены на столбах. Отвод на фланец для того и приваривается, чтобы струю воздуха направить в самое безопасное направление. Насчёт "психического воздействия" от хлопка и клубов пыли и ржавчины в атмосфере-то да, были прецеденты. Неоднократно человек, заранее предупреждённый, что "Эээ, гражданин, ты туда нэ ходи!!!", всё равно, с показной бравадой шёл напролом, а потом-с "подмоченной репутацией" нёсся домой.
-
Блок от ЗМЗ-406 грел полностью до 400 град. Надо было избежать отбела, мешающего мехобработке. Блок Д-240 варил на холодную с проковкой и перерывами на охлаждение. Незначительный отбел абразивной шлифовке поверхности блока не мешает.
-
@BelaZZ, наша контора не позволяет себе роскошь "экономии на спичках". Зато, по сравнению с другими организациями, где круглое носят, а квадратное катают, логистика и организация техпроцесса-на высоте. Отсюда и зарплата по местным меркам-очень приличная. Поэтому я в этой конторе и задержался уже седьмой год. @lisovin161,технология весьма простая. Один конец участка трубопровода глушится. В заглушку врезается тройник под манометр и нагнетание воздуха. С другой стороны, на фланец запорной арматуры нахлобучивается ответный "служебный" фланец с приваренным отводом (для отведения струи воздуха вверх, либо в сторону по горизонтали). Между фланцами зажимается пакет резиновых заглушек, подобранный таким образом, чтобы прорыв произошёл на давлении около 6,5-7 атм. Прострелов делается несколько, чтобы последние два-выходил чистый воздух без пыли и мусора.
-
@Павел163, привезли с остатками солярки. Какая уж там пропарка... Мне целиком внутрь не лезть, поэтому задул углекислым газом. Горелка с узким соплом, чтоб подаче присадки особо не мешало. Электрод выдвинул настолько, лишь бы достать (эдак 40 мм). Выпускной канал головки заткнул пробкой и штуцером подачи защитного газа. Дунул туда аргона, дабы с таким вылетом электроду не поплохело. Присадку брал ф 1,6 мм и подгибал. Головку для уменьшения теплоотвода подогрел до 200 град. и обложил асботканью. Так и заварил. @BelaZZ, врезка прокатила, ибо это-временное решение исключительно на момент опрессовки. Далее заглушку срежут и трубу продолжат до точки врезки в выход ШГРП.
- 1 853 ответа
-
- 13
-

-
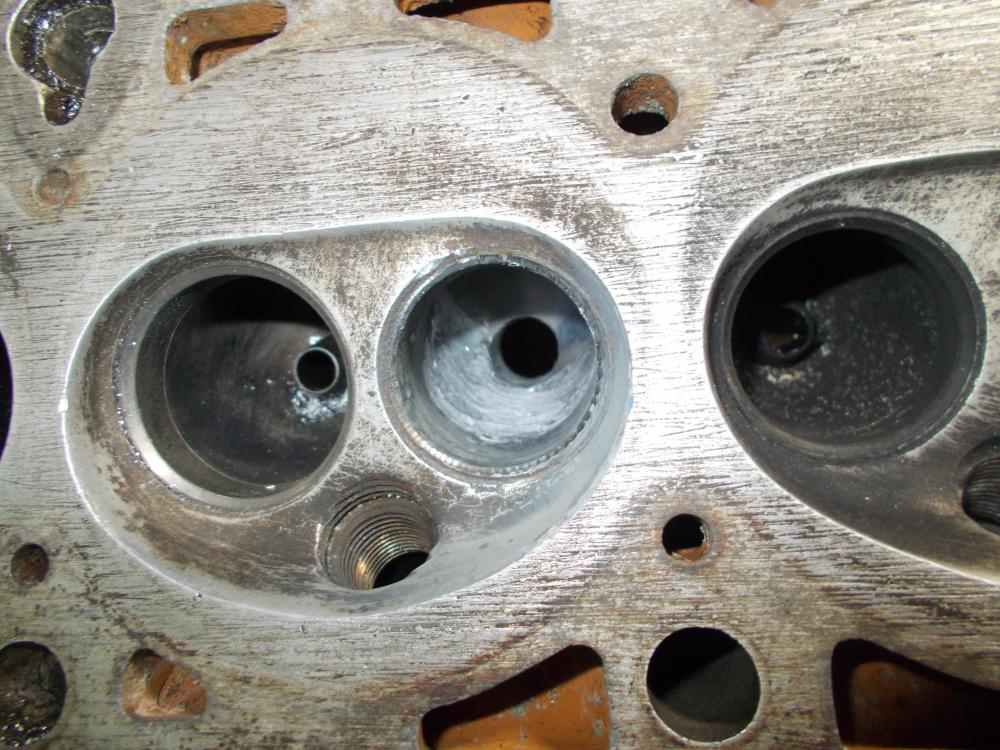
Прощальный стык на газопроводе. Заглушка ф 219 мм. + врезка тройника для опрессовки. Холодный прострел, опрессовка и я волею судьбы прощаюсь с любимой конторой и газопроводами. Здрасьте, автосервисные подработки! Железяки люменевые и чугуниевые. Бак с магистральника Вольво. Его и мяли и били и варили (лучше бы не делали этого...) Вырезал окошко, подрихтовал и почистил изнутри, заварил обратно. Поучилось не ампир. Последствия обработки эпоксидкой и ещё какой-то химозой вылезали неистребимой чернотой. К тому же бак изрядно поеден коррозией. Посему всю эту срамоту прикрыл мегафиговым листочком. Восьмёркина голова. Самодеятельные форсировщики переточили выпускной канал. Заварил и фрезернул. Блок от ЗМЗ-406. Наварка ПАНЧем. Блок от Д-240. Сибир-казёл+водила-балбес=беда. Заварил ПАНЧем. Обе железяки отдал станочникам. Пущай доводят.













- 1 853 ответа
-
- 32
-
-
Блок цилиндров Д-240. Традиционная трещина при разморозке. Залечил ПАНЧем. Блок цилиндров ЗМЗ-406. Закрутили болт ГБЦ на грязь и масло и получили причитающееся... Наварил ПАНЧем в несколько слоёв. Проковка каждого слоя.. Предподогрев блока до 400 град. в массе, медленное остывание в базальтовой шубе. Отдал станочникам. Шлифанули плоскость блока и восстановили резьбу.








-
 ОЖ на этиленгликолевой основе. Разбавлена так, чтобы не замерзала при -15 град. Больше и не надобно. Этиленгликолевые ОЖ кипят при температуре выше 100 град. Спиртсодержащие ОЖ-путь к созданию паровых пробок при интенсивной работе. Поэтому водовкой и присными для охлаждения горелок лично я брезгую. К сожалению великому эта беда-черта почти всех наших производств. Стабильности качества нету нигде. Увы и ах, но похоже на то, что я при своей жизни с обратным так и не увижусь. Менталитет-с, тсзть... А смена оного-процесс небыстрый.
ОЖ на этиленгликолевой основе. Разбавлена так, чтобы не замерзала при -15 град. Больше и не надобно. Этиленгликолевые ОЖ кипят при температуре выше 100 град. Спиртсодержащие ОЖ-путь к созданию паровых пробок при интенсивной работе. Поэтому водовкой и присными для охлаждения горелок лично я брезгую. К сожалению великому эта беда-черта почти всех наших производств. Стабильности качества нету нигде. Увы и ах, но похоже на то, что я при своей жизни с обратным так и не увижусь. Менталитет-с, тсзть... А смена оного-процесс небыстрый. -
@selco,@Vanguard, из фоток могу выложить только зажаренный пластиковый рассеиватель, который я вынул на первый раз после непродолжительной работы. Это уже сразу насторожило, что рассеиватель "поплыл". Значит, с охлаждением сопла не всё гладко. Доводить голову горелки до того состояния, как у Виктора, не стал. Вырубил сразу, как только ОЖ внутри горячего сопла зашипела и потекла. Что тут фоткать? "Щенячью лужу" возле горелки? Внешне уплотнения и голова с соплом-целы. Следов пробоя сопла-нету. То ли уплотнения подгорели и осели, то ли голова на микроуровне стала "яйцом". Течёт именно между головой и соплом внутри. Кстати, признаки кипения ОЖ в сопле были. То есть какие-то толчки и шкворчение, отдающие в ручку. При этом циркуляция ОЖ в БВО была абсолютно нормальная, без перебоев и даже пузырей. Я это проверял сразу после перегрева сопла. Работал на штатном шлейфе без удлинителей. Предполагаю, что в голове что-то ненормально с направлением циркуляции ОЖ. Например, по какой-то причине принудительная последовательная циркуляция через сопло не идёт, а ОЖ проносит мимо сопла внутри головы. Заводской брак, одним словом. Оттого и перегрев сопла. Вариант тут один-пока сей узел горелки совсем не сдох, послать его на завод, пущай сами разбираются, что к чему. Мне, если честно, разбираться в этом не охота. Мне работать надо, а не паталогоанатомией заниматься.
-
@AndreyMaster,какие тут нормативы? Прошёл стежок-проковал сразу, как только горелку отвёл. Проковываю тщательно и от горячего состояния участка наплавленного металла до холодного. Внешний вид тут-не критерий, но с помощью проковки можно поверхность подформовать и даже придать вид, близкий поверхности литья.
-
@Симфер, объёмы и перспектива обнадёживают?
-
@Vanguard, вот то-то и оно... То, что разработано достаточно давно-работает годами. Я на своих 17МУ и 07М иногда газу поддаю до 350 А переменки. Держат. А новодел, позиционируемый как замена всяким ГДН/ГСН на 500 А -умер на трёх сотнях ампер. Нехорошо как-то получилось... Похоже, что придётся для особо тяжёлых случаев брать проверенную десятилетиями ГДН-502. Вот ей-точно и сам чёрт-не брат.
-
@Симфер,занимаетесь восстановлением подвижного состава пожарной части?
-
@денис федотов, а можно несколько поподробнее, какой присадкой варили, CuSi, или какой другой? Предподогрев местный делали пропановой горелкой, в массе деталь не грели?
-
@ВлаДон, такие повреждения гораздо легче не варить медью, а паять в аргоне медно-серебряным, либо медно-фосфорным припоем. Процесс идёт легче и быстрее. Степень густоты таких припоев, применяя РАДС, очень легко регулировать и затянуть зазор-не проблема.
- 1 853 ответа
-
- 13
-
-
@Hlorofos,при всём при том горелки Агни моделей 17 и 07 токи до 350 А держат. Сопла керамические только со временем трескаются.
-
И у меня приключилась та же бяка. На токах свыше 300 А переменки из сопла потекла охлаждающая жидкость. Циркуляция ОЖ в БВО-штатная, с нормальным напором. Резюмирую:голова Агни-29 является недоработанной, с конструктивным просчётом. Голова Агни-35 работает без нареканий.
-
@Вад11, никаких загадок. Всё просто и логично. Даже от одного сильного удара патрубок так не вывернет. Причин-несколько, а процесс, как правило-несколько растянут во времени. Направления вместо дорог, хорошо закрепленный радиатор+дубовые шланги, неадекватная работа топливной аппаратуры, приводящая к сильной тряске мотора и водила-пофигист. Накапливаются мелкие усталостные трещины в месте вварки патрубка, финальный удар при скачке по земной поверхности и характерная поломка обеспечена. @Kurt1,это-следствие выплавки металла и отливки деталей по всем канонам, а не по "оптимизированной" технологии.
-
Родина ничего не скажет. А то, что говорит государство-я не особо слушаю. И вообще, понятия "Родина" и "государство" я не путаю и не отождествляю. З.Ы. Простите за флуд... @Кустарь прочтёт-удалю.
-
Так-нормально. Что ж, вот он, волчий оскал капитализьму... У мну-тоже будень. Токмо без фоток... Прошу простить...
-
@selco, как говаривал мэтр @Точмаш 23, быть "на ты" с чугуном-это что с водкой "на ты". То есть-чревато по последствиям. Из личного опыта по части экспериментов с проковкой шва. Лотерея, одним словом. Иногда прокатывает, иногда нет. Проковка снимает часть напряжений в наплавленном металле и снижает послесварочные деформации. Не все, конечно, но порядком. Тут уже надо смотреть каждый конкретный случай. Если контур шва жёсткий, либо деталь имеет значительную длину, то я делаю проковку даже при горячей сварке. При холодной-по умолчанию. Если не проковывать, то может порвать как по слабому участку основного металла, так и по наплавленному. Это-когда основной металл-более мощным оказывается.
-
@Рабиндранат Кагор, спасибо за приглашение! Как газопровод закончу-чую, что будет много свободного времени и тогда непременно заеду.
-
@Рабиндранат Кагор, и что это будет в сборе?
-
@Вад11,правильно писать жёстче. Это я вам как сын доктора филологии говорю ( без тени надменности, ей-ей!).
-
Коренную крышку лучше варить с предподогревом. Тем более, что размеры детали-весьма невелики. Хватит и обычной газовой конфорки. Если чугун-то 400-500 град. Этим вы убиваете сразу несколько зайцев. Масло, коего внутри ДВС предостаточно-выгорит и мешать сварке не будет.При сварке чугун околошовной зоны не отбелите и последующая мехобработка будет без проблем. Если варить будете ПАНЧем, либо нихромом, то порообразование будет практически нулевое, а смачиваемость кромок-куда лучше, чем на холодную. 402 и 406-ну очень разные. На ЗМЗ-402 свечное отверстие заваривается относительно без проблем. Также, как и на ЗиЛ-130, ЗМЗ-53. Камера сгорания-достаточно просторная. Резьбовая часть-неглубоко упрятана, сама резьба-короткая. Со стороны камеры сгорания бор-фрезой разделываем отверстие на конус, подогреваем ГБЦ в массе до 200 град. и варим. Потом-с обратной стороны-только подправляем бор-фрезой оборотную сторону и довариваем. Далее-уже мехобработка. Там-свои заморочки. С 406-м и подобными в плане заварки свечных отверстий пока не сталкивался. Сорванные резьбы лечил прямо на моторе. Вкручивал футорки, садил их на высокотемпературный анаэробный клей. Если попадётся подобный "кадавр", то обязательно на нём поэкспериментирую.
-
@mehanik1102, а какого мотора ГБЦ? И неплохо бы фото увидеть. От расположения свечного отверстия очень многое зависит.