

hvr63
-
Постов
902 -
Зарегистрирован
-
Посещение
-
Победитель дней
54
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные hvr63
-
-
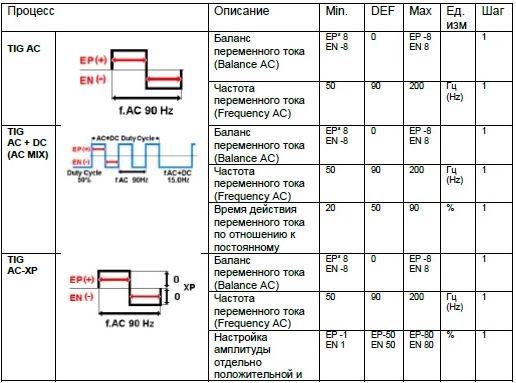
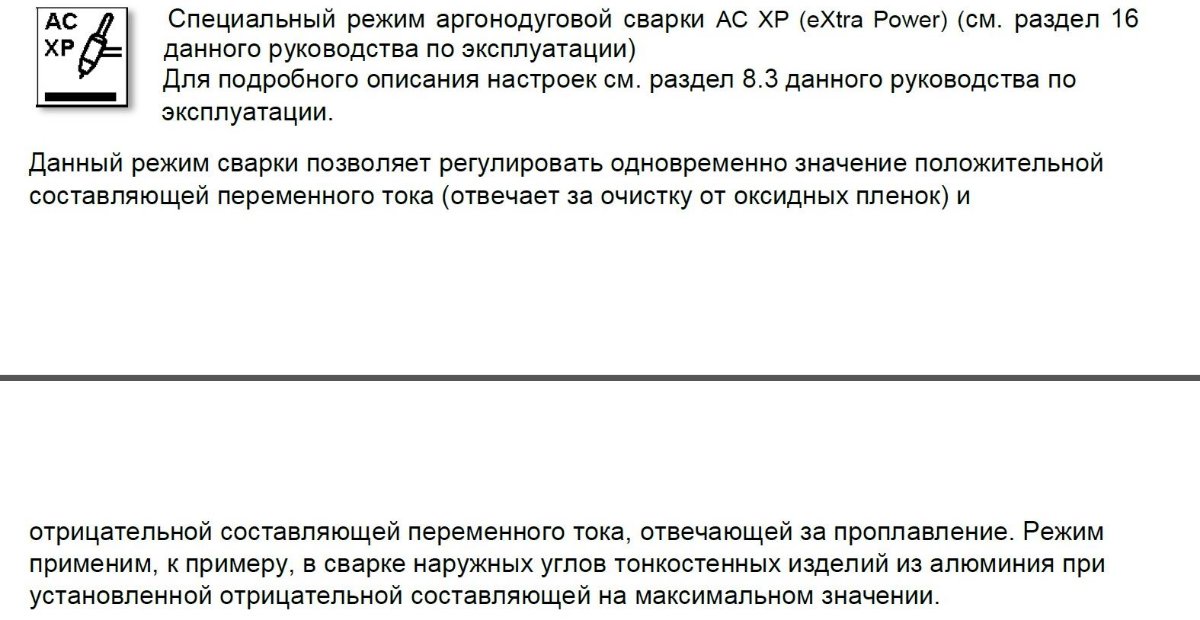
Теперь про функцию регулировки баланса амплитуды полярности АС ХА (в мануале АС ХР).
ВНИМАНИЕ! Описание основано только на анализе осциллограмм.
Поначалу не придал значения безобидной фразе в мануале: «Режим применим, к примеру, в сварке наружных углов тонкостенных изделий из алюминия при установленной отрицательной составляющей на максимальном значении». Смутило «к примеру», типа «возможно масса других вариантов».
Но вот в описание плюшек аппарата на сайте продавца, эта фраза заиграла уже другими красками: «Он подходит для сваривания углов из тонкого листового металла, когда отрицательная полуволна установлена на МАКСИМУМ». Тут уже просматривается зловещая конкретика, в виде написания слова «МАКСИМУМ» заглавными буковками.

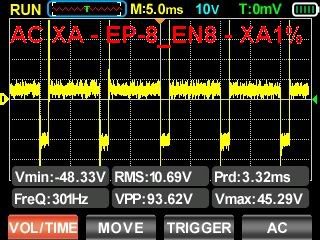
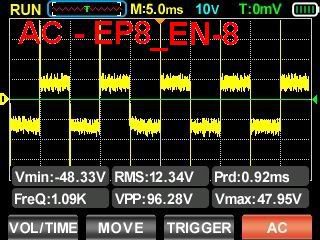
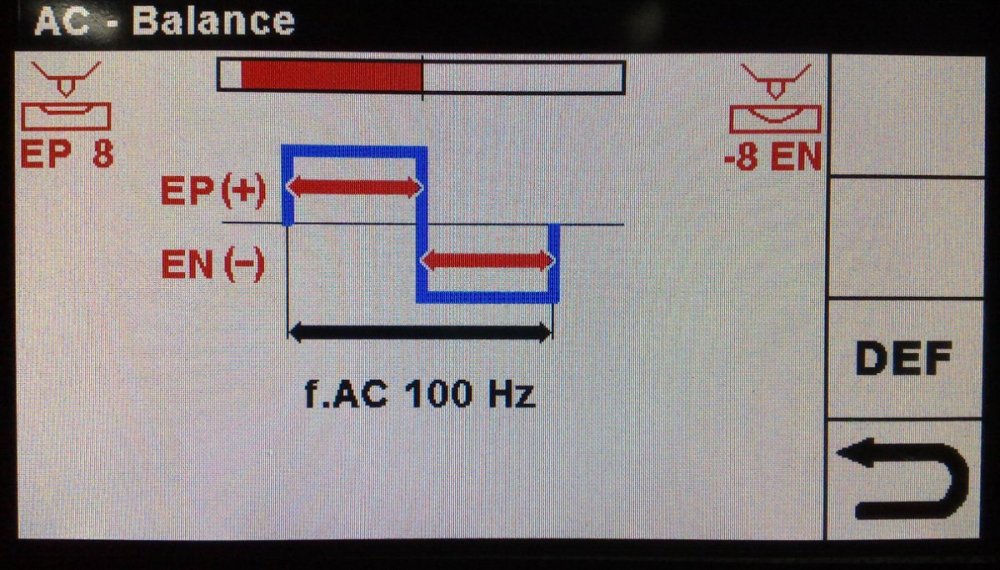
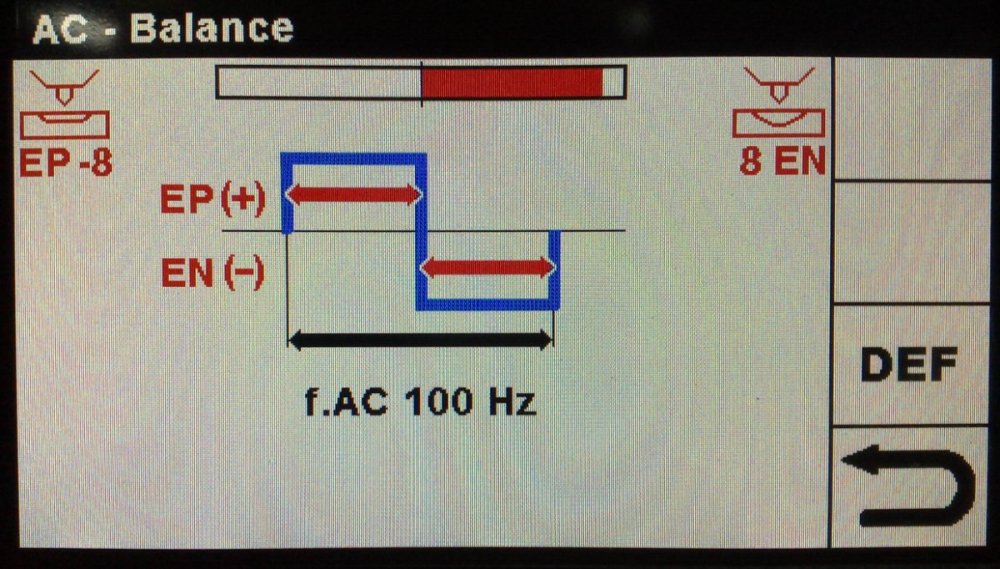
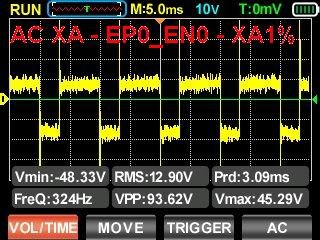
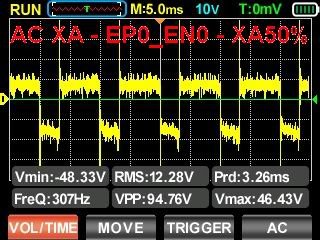
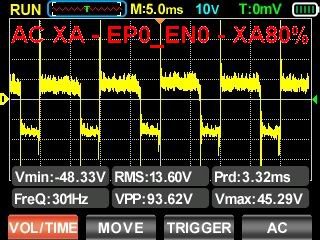
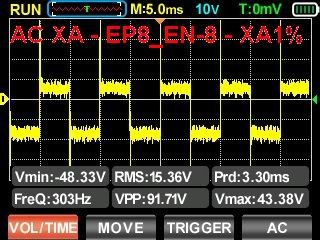
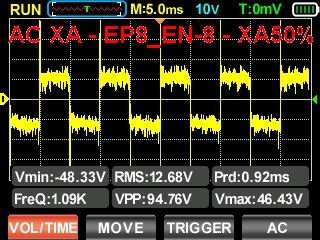
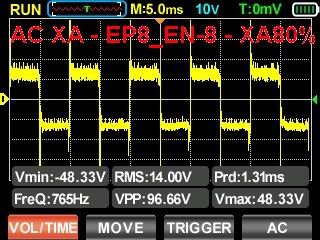
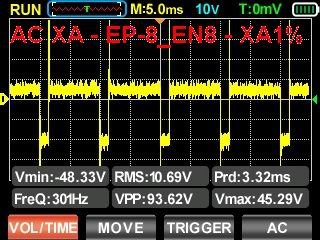
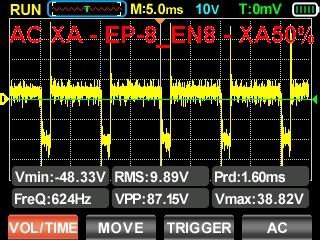
Научные исследования показали – функция действительно начинает работать только при установленном значение временного баланса полярности в положение «EP8_EN-8». То есть, когда фактический временной баланс полярности равен 50/50. Значение АС ХА 1% - соответствует минимальному значению амплитуде положительной полуволны. Значение АС ХА 80% - максимальному. Как ведет себя величина амплитуды отрицательной полуволны не до конца понятно по осциллограмме, но похоже тоже двигается за изменением положительной полуволны.
Во всех других значениях временного баланса, регулировка осуществляется как в обычном режиме АС (во всяком случае какие-то изменения в глаза не бросаются).
В принципе, такой алгоритм регулировки логичен. Нафига городить дифференциальный огород регулировки длительности и амплитуды АС, осмыслить и осознано применять который будет затруднительно (кто видел пространственную карту значений регулировки зажигания на ДВС меня поймет). Есть подозрение, что и на аппаратах других марок, реализация такой функции решена подобным образом. Есть у меня аппарат Triton Alutig 250P AC/DC с аналогичной функцией, будет время и там проверю.
Режим АС ХА EP8_EN-8, с установленным значение баланса амплитуды «-50%/50%», примерно соответствует обычному режиму АС со значением «EP8_EN-8».
П.С. Если кому-то показалось, что я слишком на этом зациклился, вместо того, чтобы спокойно варить, подкручивая регулировки по вкусу, то поясню. Данный сварочный аппарат применяется в комплексе автоматической сварки, который работает под программой настройки параметров. Так вот, весь этот итальянский бред мне необходимо программно описать, для адекватной автоматической установки сварочных параметров. Я уже один раз из-за такой невнятности эту часть программы переписывал и вот опять.
-
 2
2
-
-
8 минут назад, Luza сказал:
По-моему в мануале все предельно ясно написано. При- 10 баланс 50/50.
Только писатели мануала Cebora WIN TIG AC-DC 180M забыли упомянуть, что про это надо читать в мануале на 230-й.
-
1
-
-
Совет: "ориентироваться по фактической степени зачистки" - работает только на аппаратах с небогатым функционалом. Это, как ехать на машине с неработающим спидометром и оценивать скорость по шуму ветра за окном и шуму шин. Вполне работоспособный способ, например в мотокроссе так и делают + звук оборотов двигателя и включенная передача. Но если ошибешься (я про мотокросс), то на трамплине - или перелетишь, или недолетишь. А на машине с неработающим спидометром, если звукоизоляция салона хорошая, можно и потерять скоростную ориентацию. Так и на сварочных аппарата с богатым функционалом (в данном случае с раздельной регулировкой амплитуды АС), можно разоориентироваться, так-как совместная работа совмещенных функций, да еще с невнятной логикой управления, влечет выполнение большой экспериментальной работы, с не до конца понятным результатом.
В общем, современному думающему сварщику без осциллографа никуда.
Результат проведенного НИОКР.
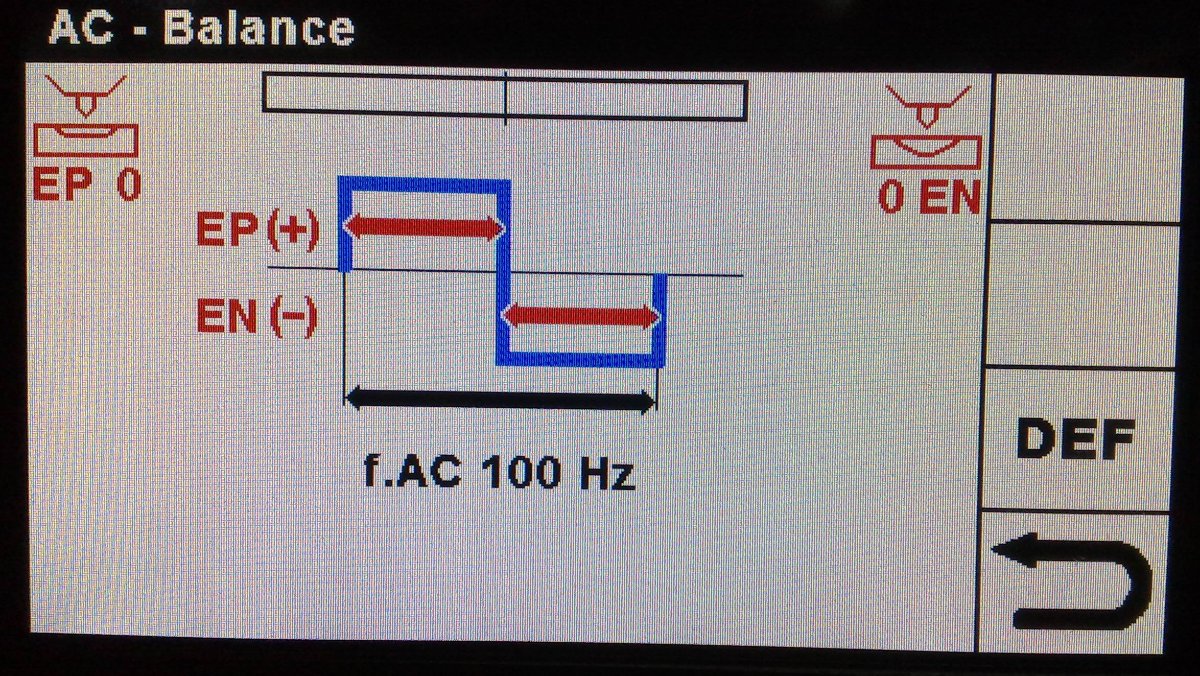
Вот как работает регулировка баланса АС по длительности полуволны на Cebora WIN TIG AC-DC 180M.
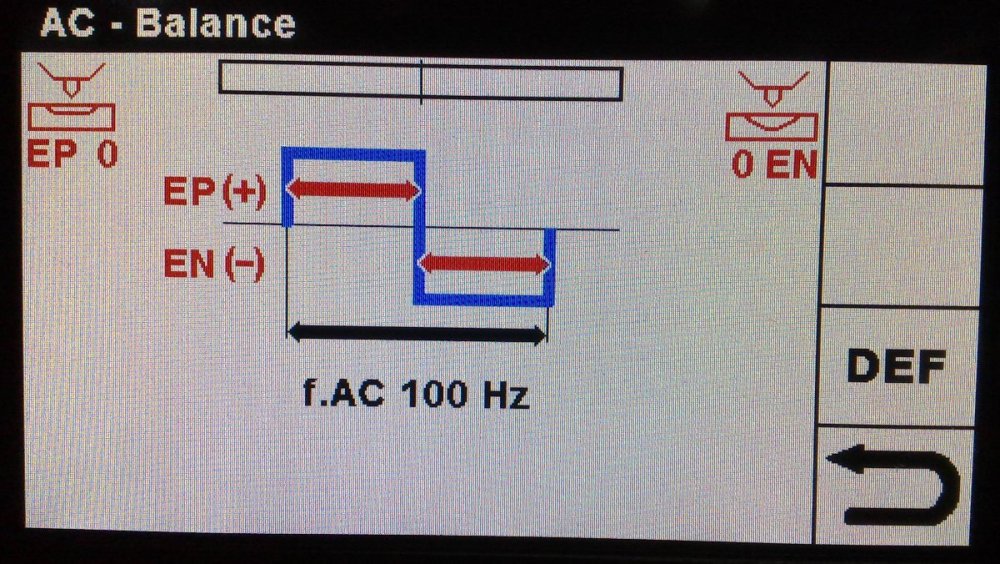
Хочу обратить внимание, что пиктограмма возле надписи EN явно указывает на большую глубину проплавления, а возле надписи EP – на меньшую. Делаем логический вывод: больше EP – меньше проплавление, больше зачистка; больше EN – больше проплавление, меньше зачистка.
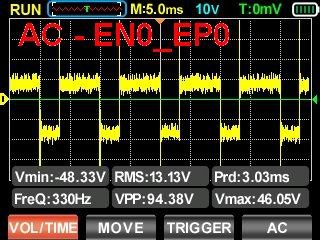
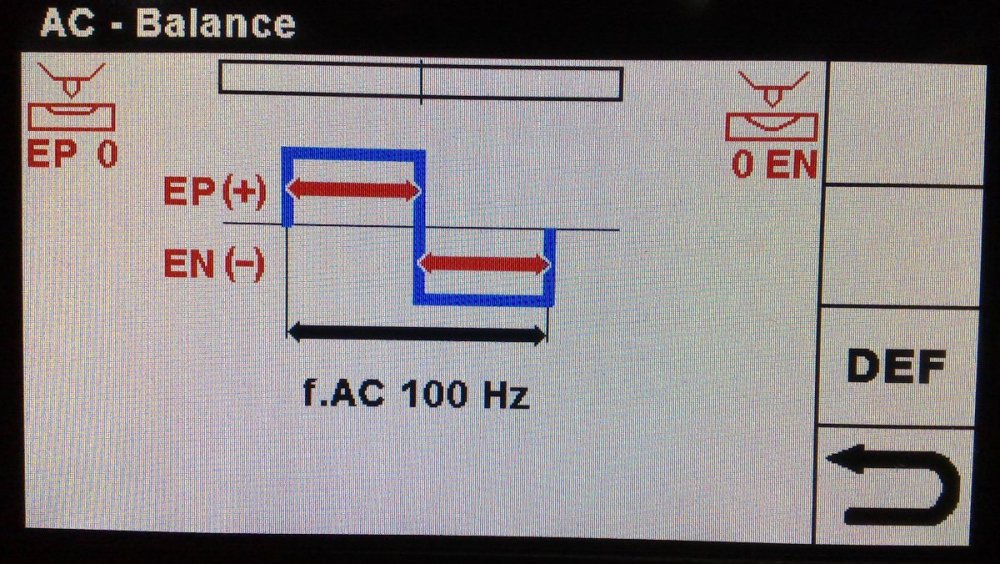
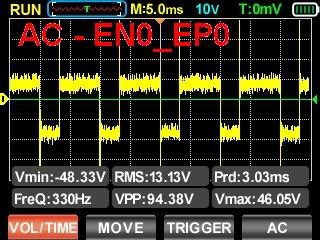
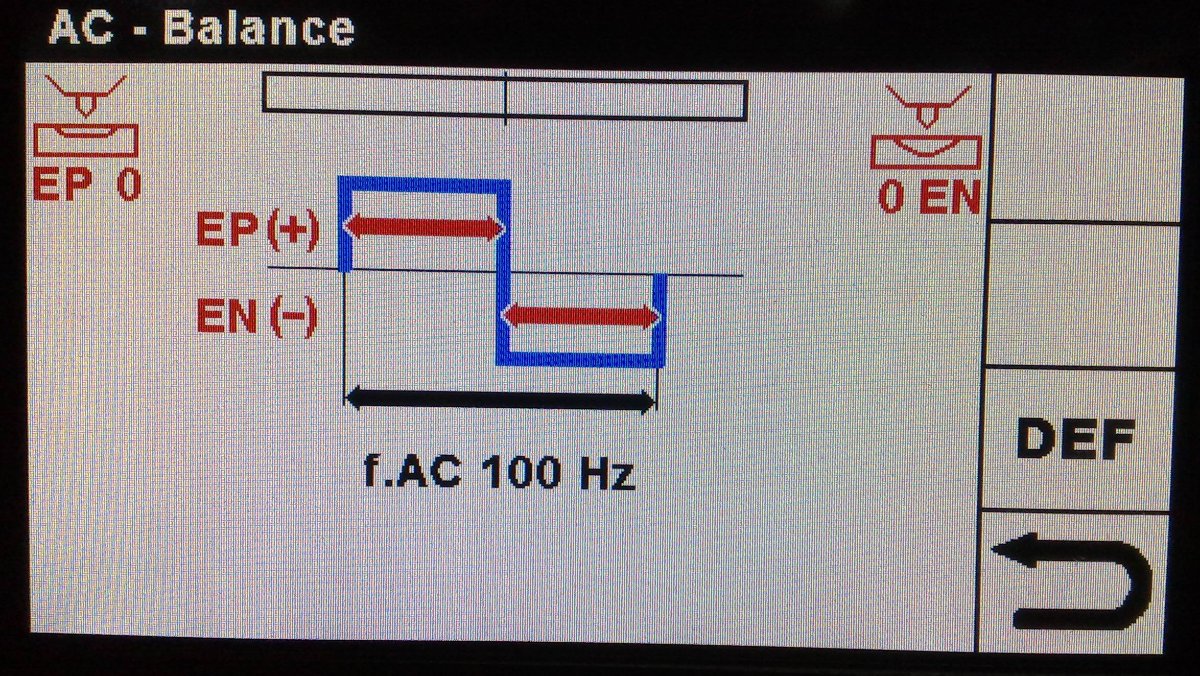
Баланс EP0_EN0.
По факту - период положительной полуволны примерно в два раза больше отрицательной.
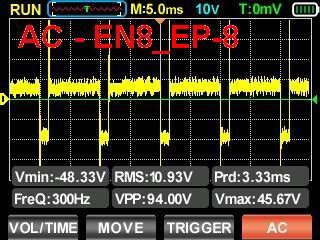
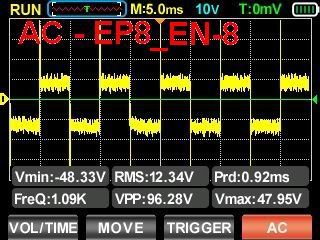
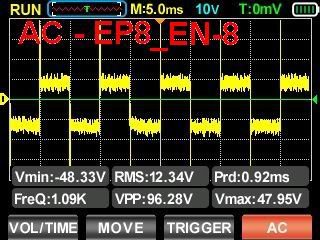
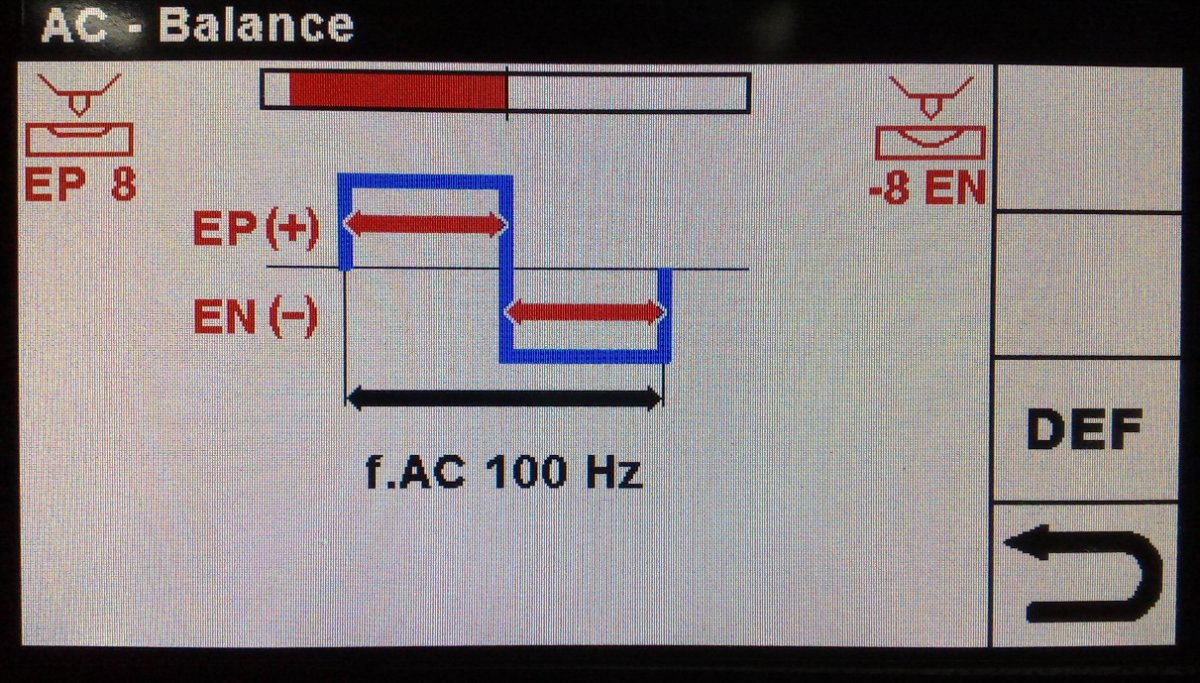
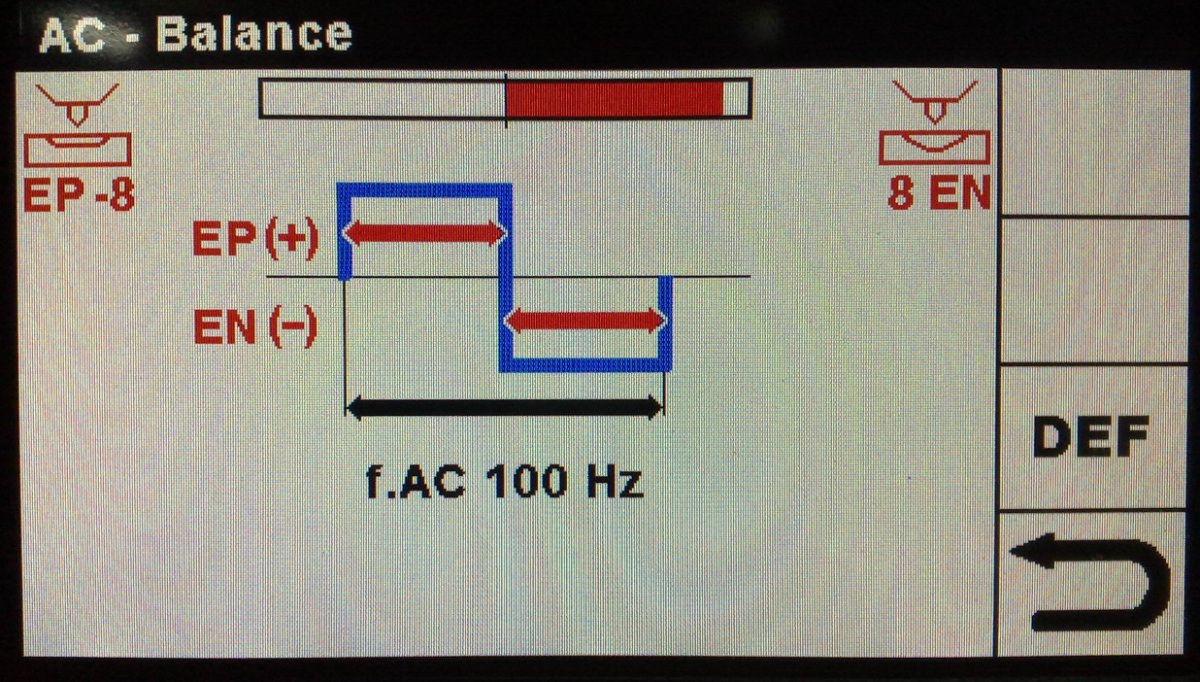
Баланс EP8_EN-8. По спидометру – максимальная зачистка.
По факту - период положительной полуволны равен отрицательной.
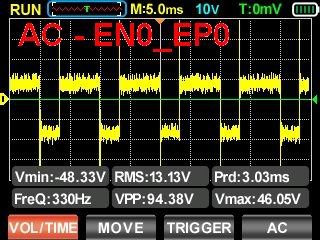
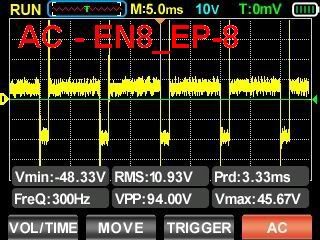
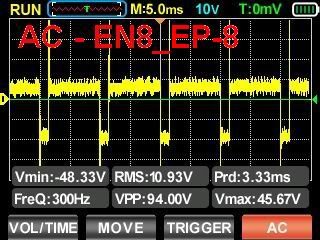
Баланс EP-8_EN8. По спидометру – максимальное проплавление.
По факту - период положительной полуволны примерно в пять раза больше, чем отрицательной, то есть – максимальная зачистка.
Амплитуду полуволн по осциллограмме оценить сложно. Можно конечно ориентировать на пиковые значения напряжения (внизу экрана), но тут может вносить существенную погрешность условие горения дуги и как следствие ее электрическое сопротивление. Так-что амплитуду в данном исследование рассматривать не будем.
Вывод.
Логика отображения параметра баланса АС повернута с ног на голову.
-
Я разгадал этот ребус. Чуть позже опишу.
-
2 часа назад, welderman сказал:
текстик бы , А?
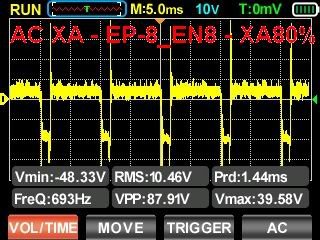
Вот он, код да Винчи.
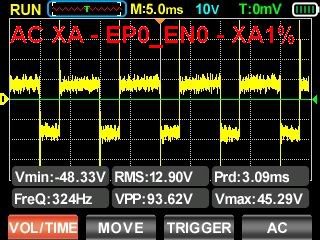
Обозначение TIG AC-XP на практике - TIG AC XA.
-
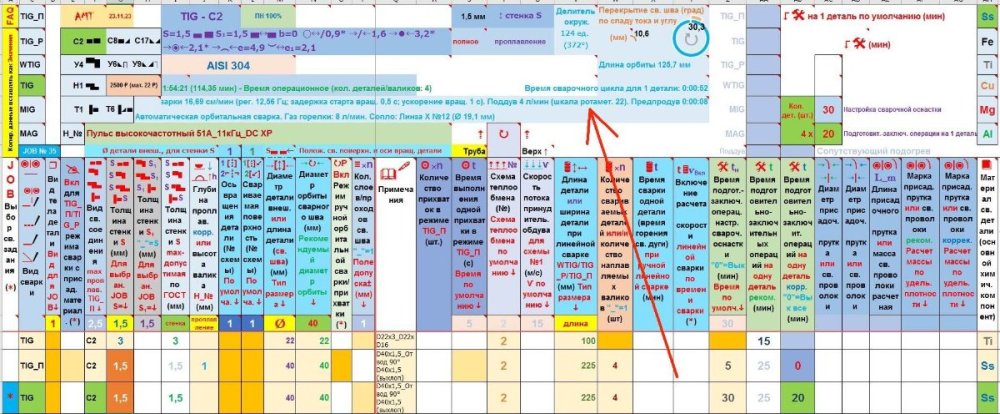
Достали меня эти итальянские ребусы с настройками полярности АС.
Провел исследование. Ток - 65 А, частота - 100 Гц, электрод - 1,6 мм.
По AC XA ясности не прибавилось.
ПС. На частоту и напряжение внимание не обращаем. Частоту осциллограф показывает некорректно, а напряжение меняется из-за изменения сопротивления дуги на разных настройках.
-
-
Я как-то на выезде решил на своей ГАЗеле зажигание поправить . Метки на шкиву не видно, пришлось крепления радиатор открутить чтобы его отклонить. Когда все сделал для проверки газанул и радиатор присосался к вентилятору (вентилятор не электрический). Пришлось снимать и в полевых условиях ремонтировать. К счастью, машина у меня с подготовкой, все необходимое есть на борту. Порывы трубок зажал и заклеил эпоксидным клеем с алюминиевыми опилками.
-
2 часа назад, amotor13 сказал:
Со всеми причиндалами и четырехроликовой подачей цена возрастает вдвое-44 т. против 22
В условиях своего автосервиса, разница - ни о чём. Можно не думая владеть и радоваться жизни.
-
1
-
-
5 часов назад, Nikonor сказал:
Можно ли его использовать в качестве стола для сварки tig если положить на лист фанеры.
На безрыбье и хрен за мясо. По любому лучше чем голая фанера.
-
-
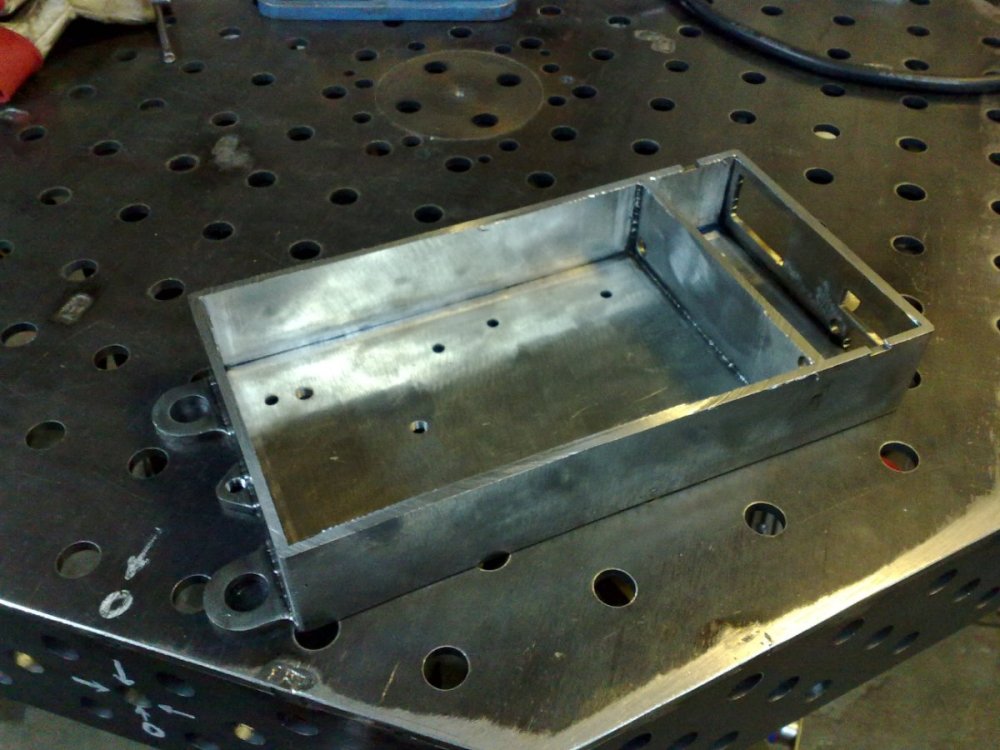
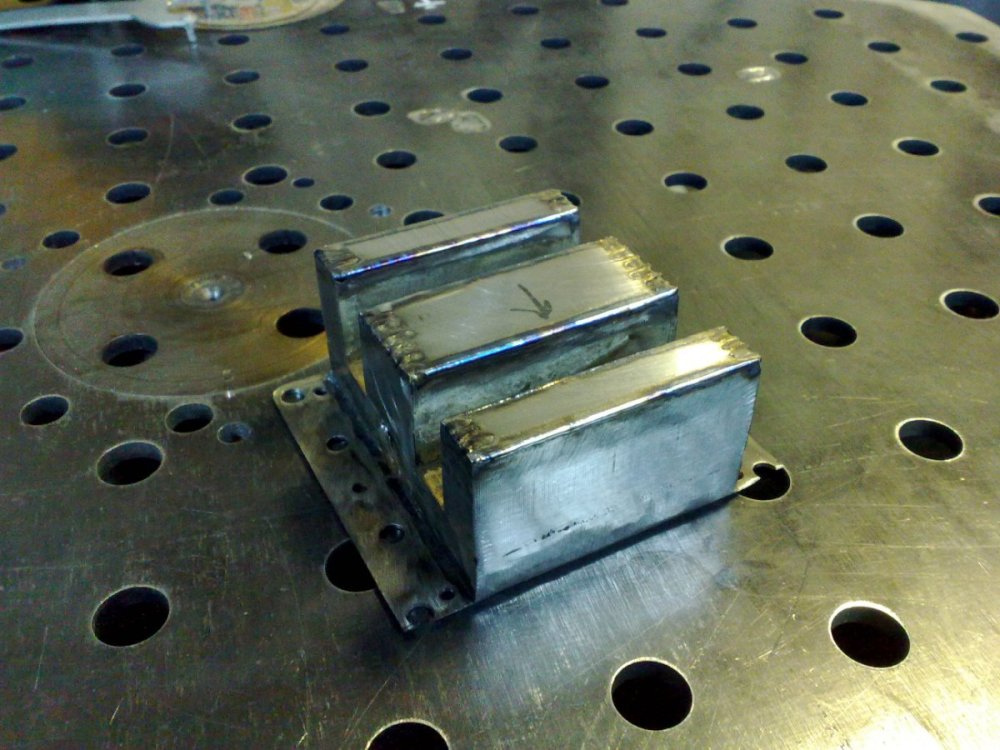
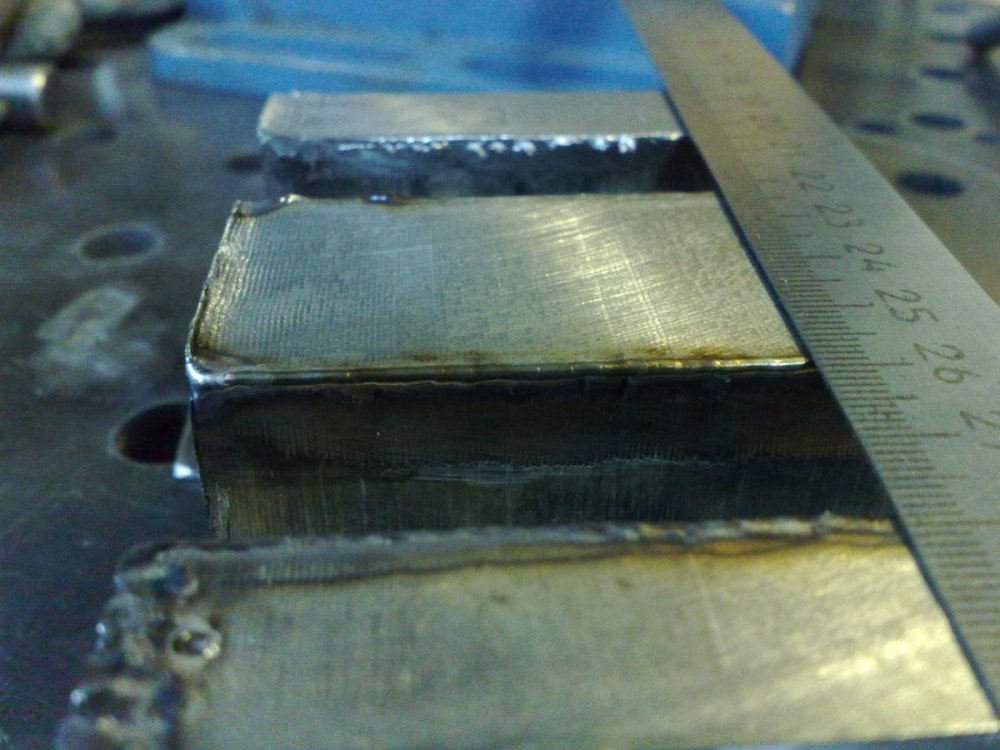
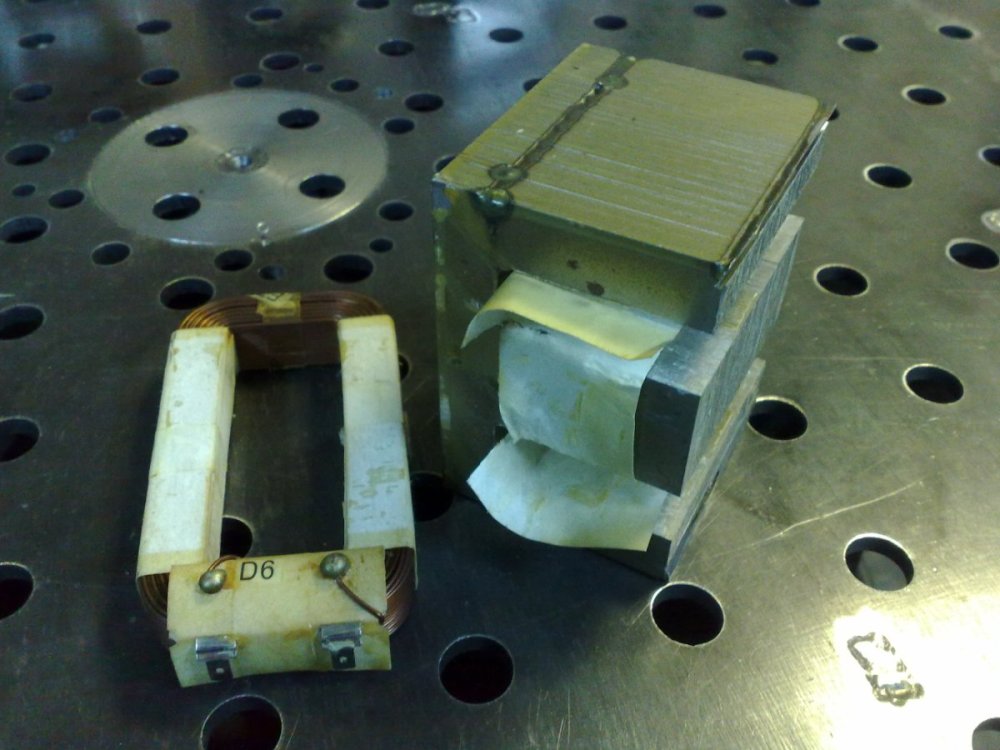
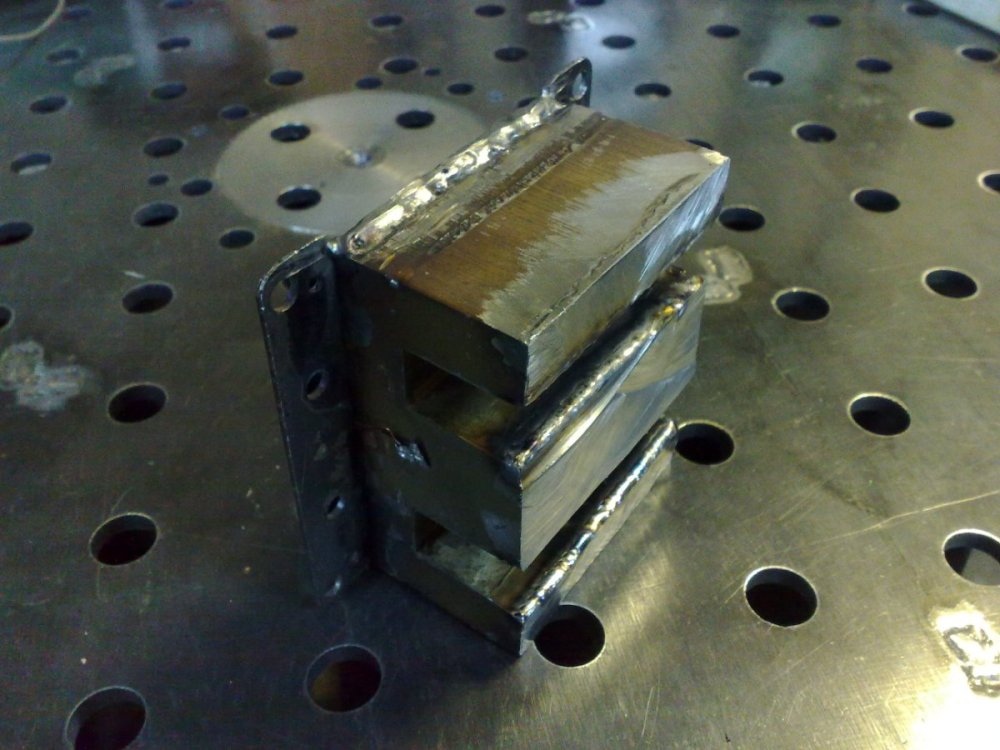
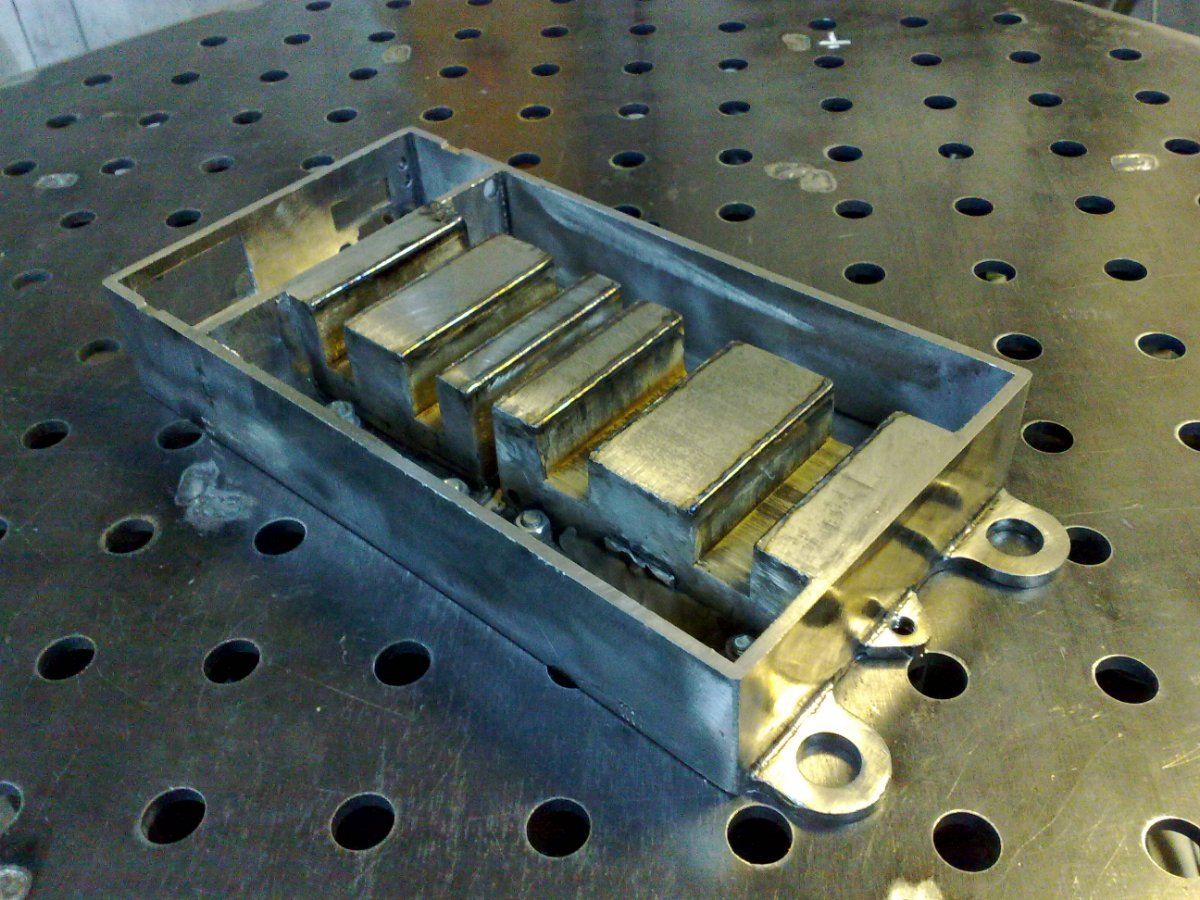
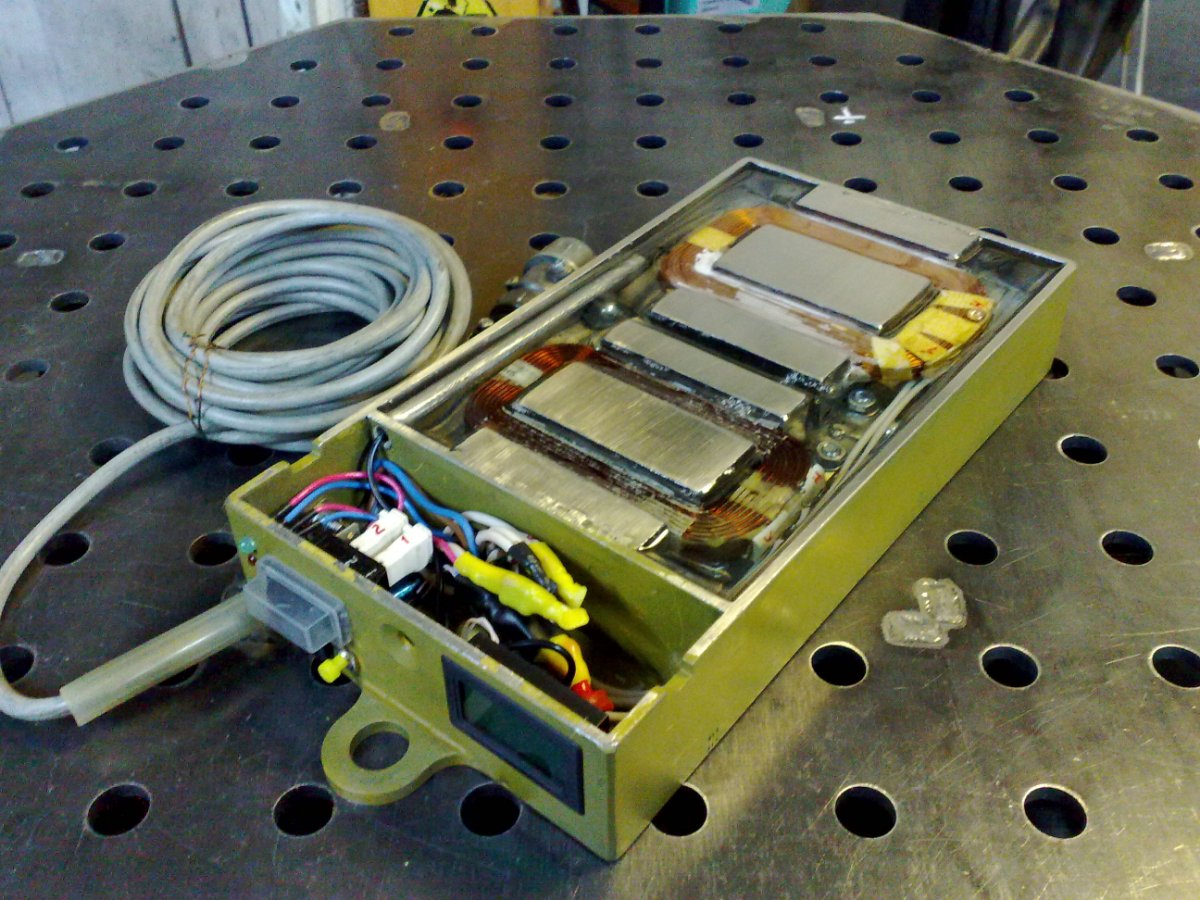
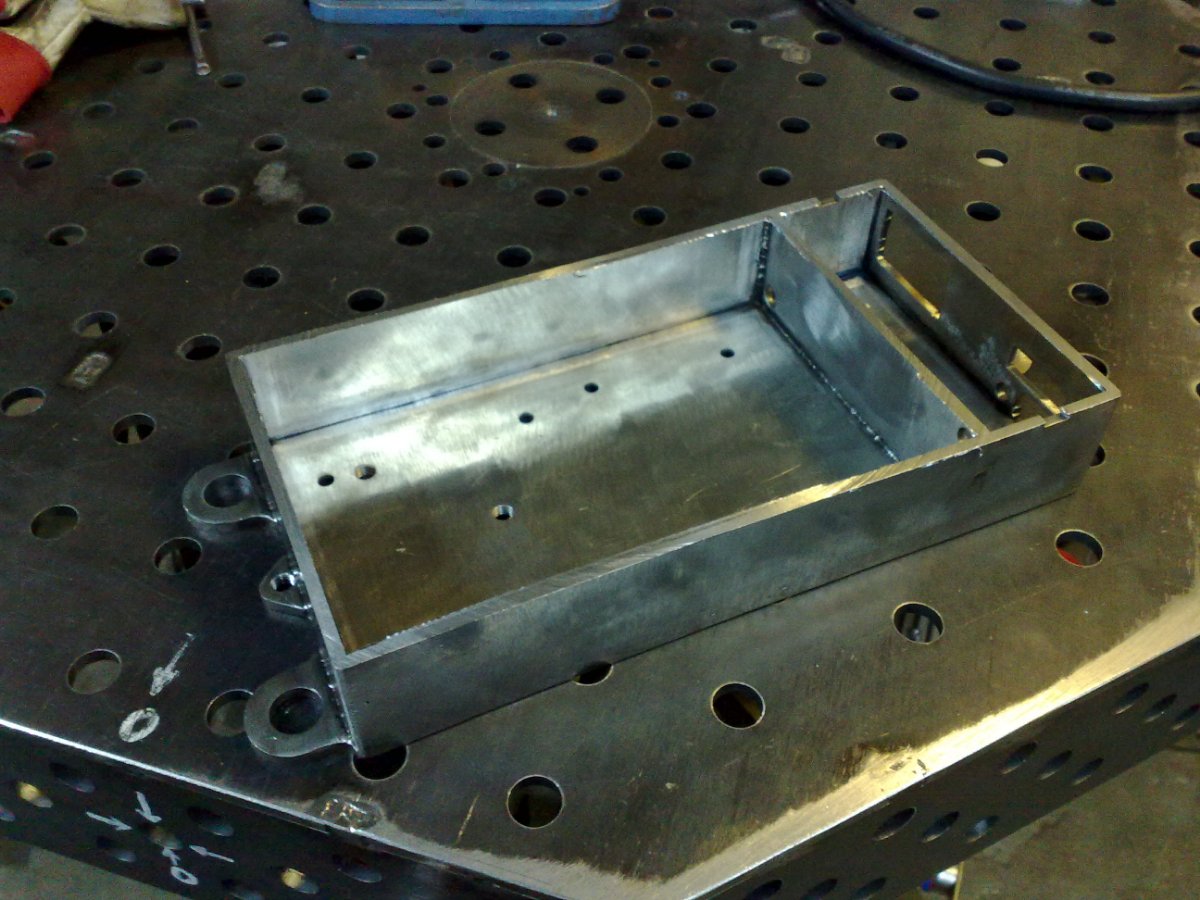
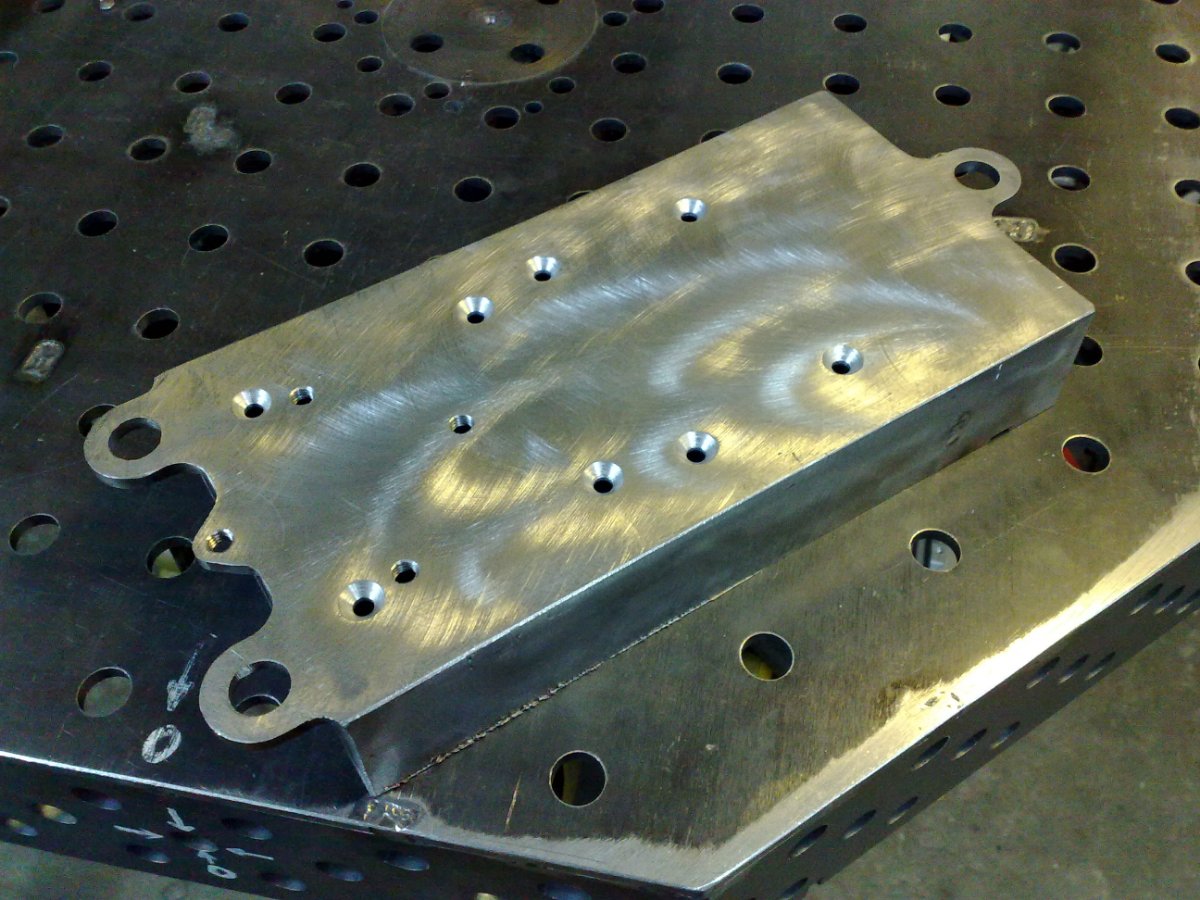
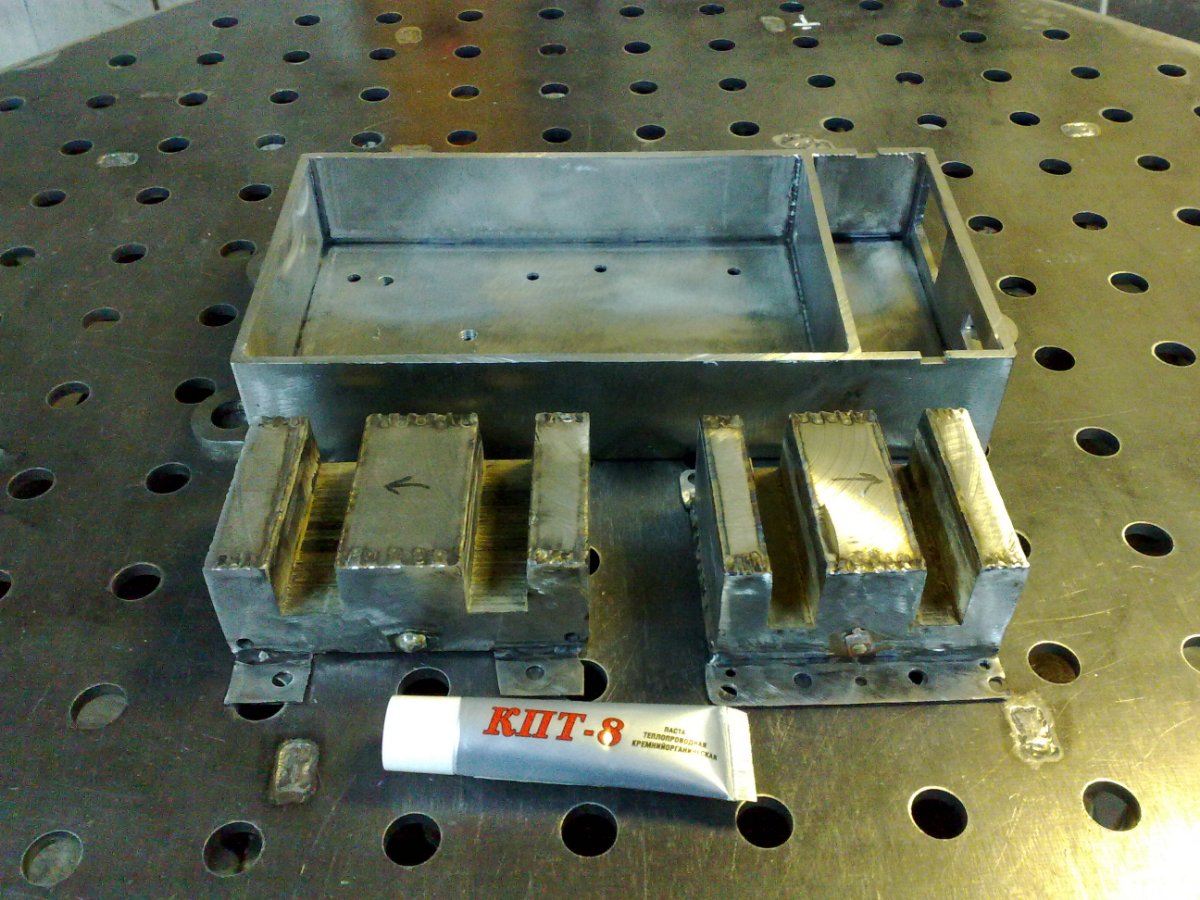
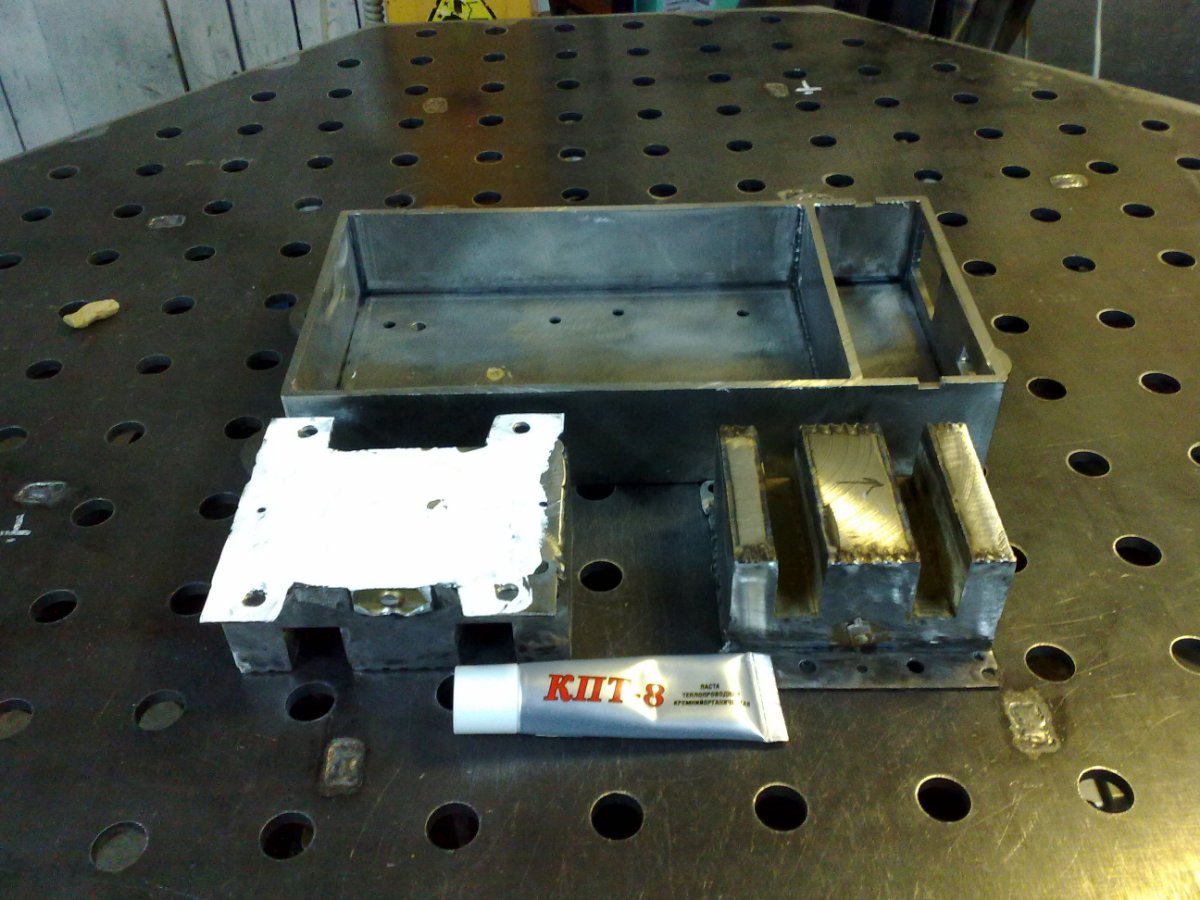
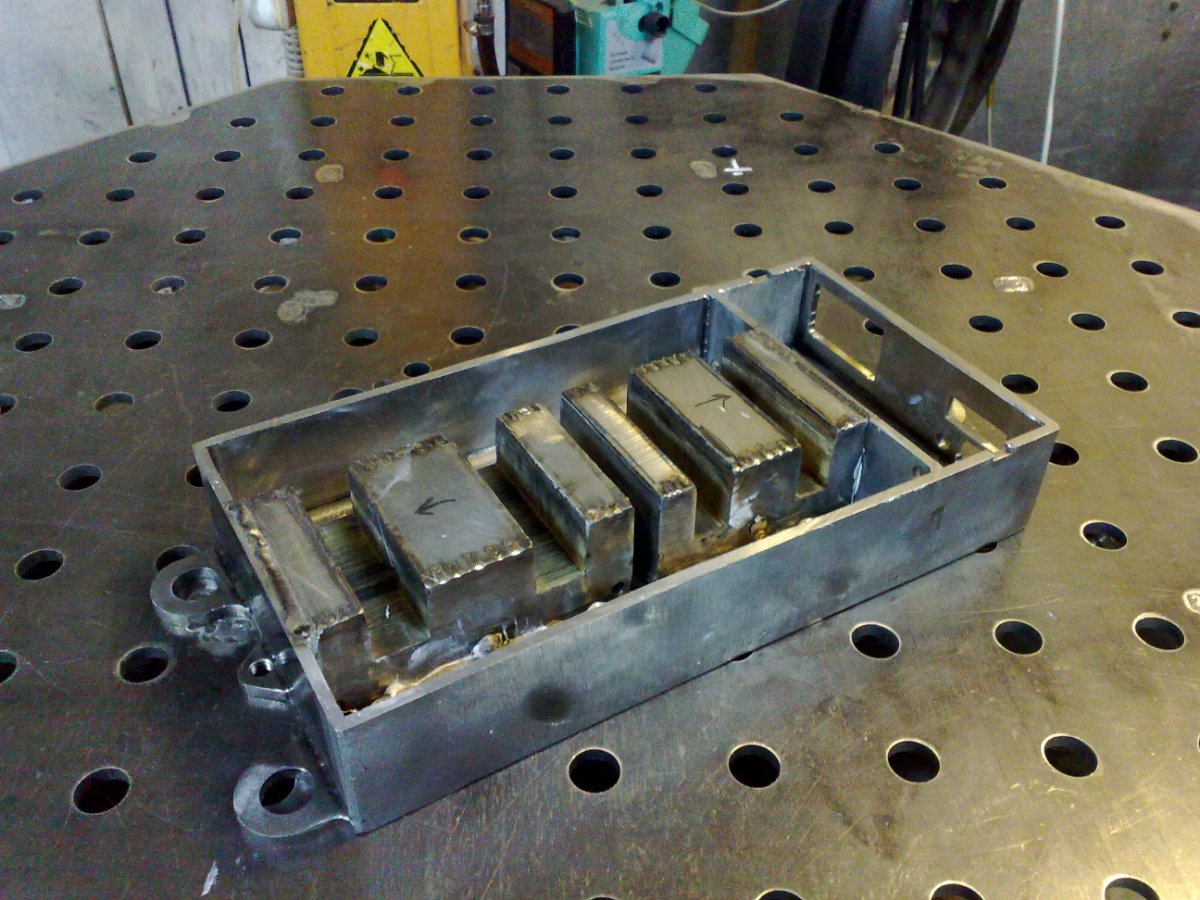
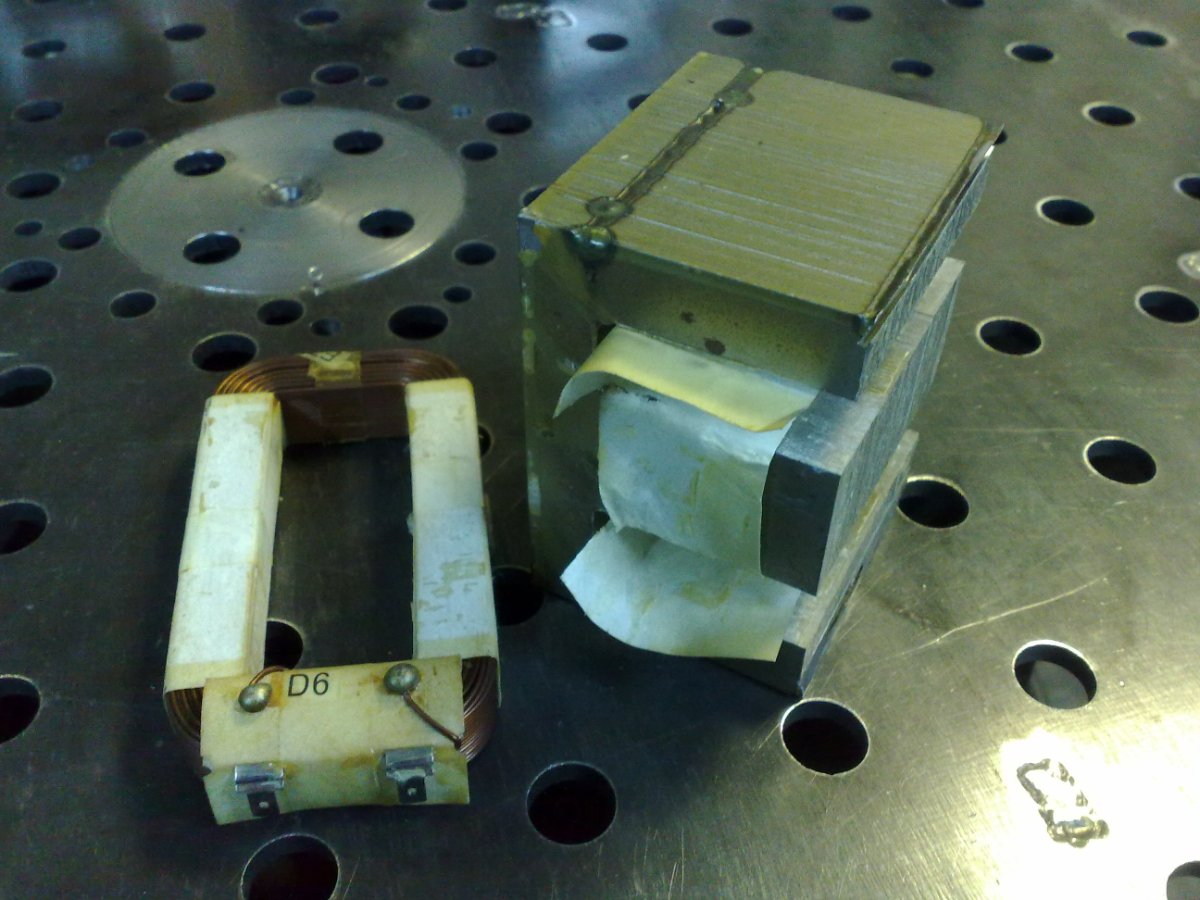
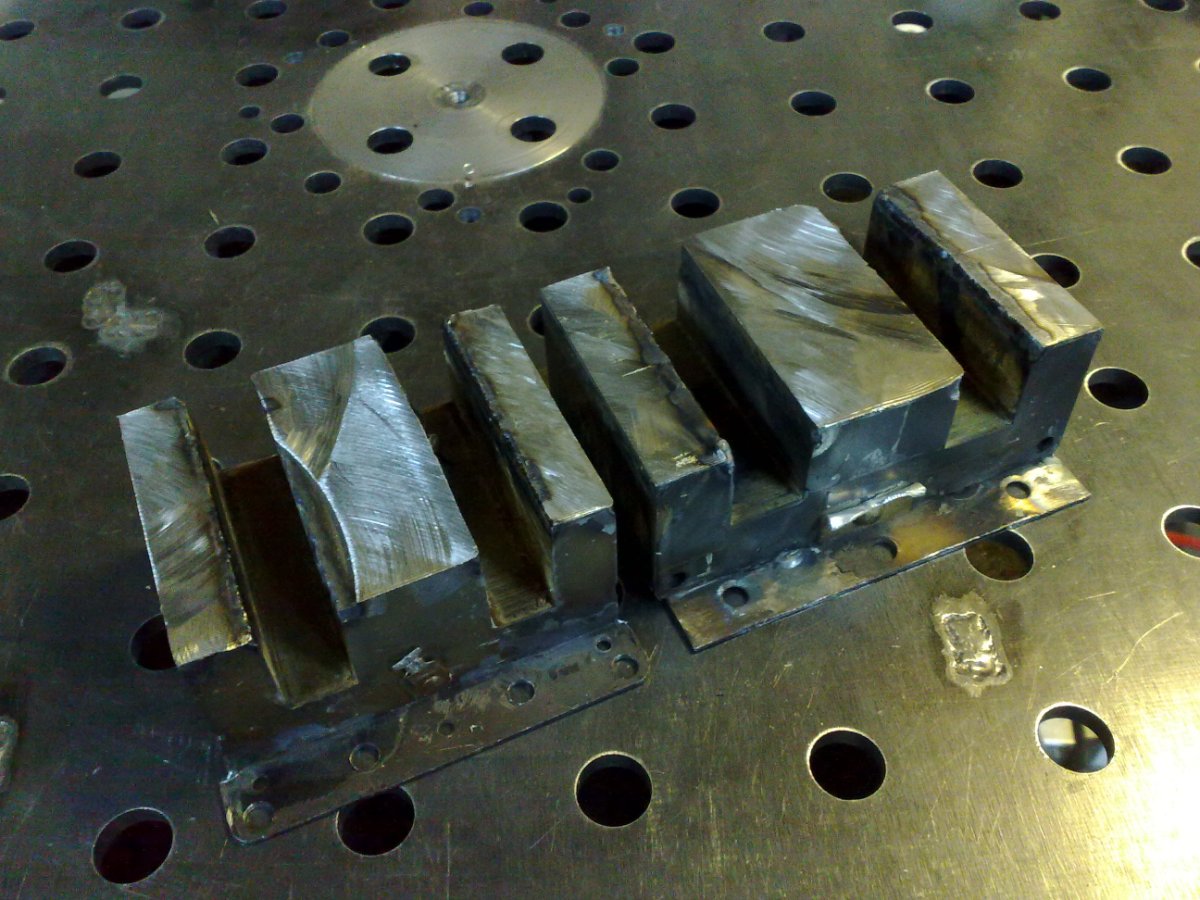
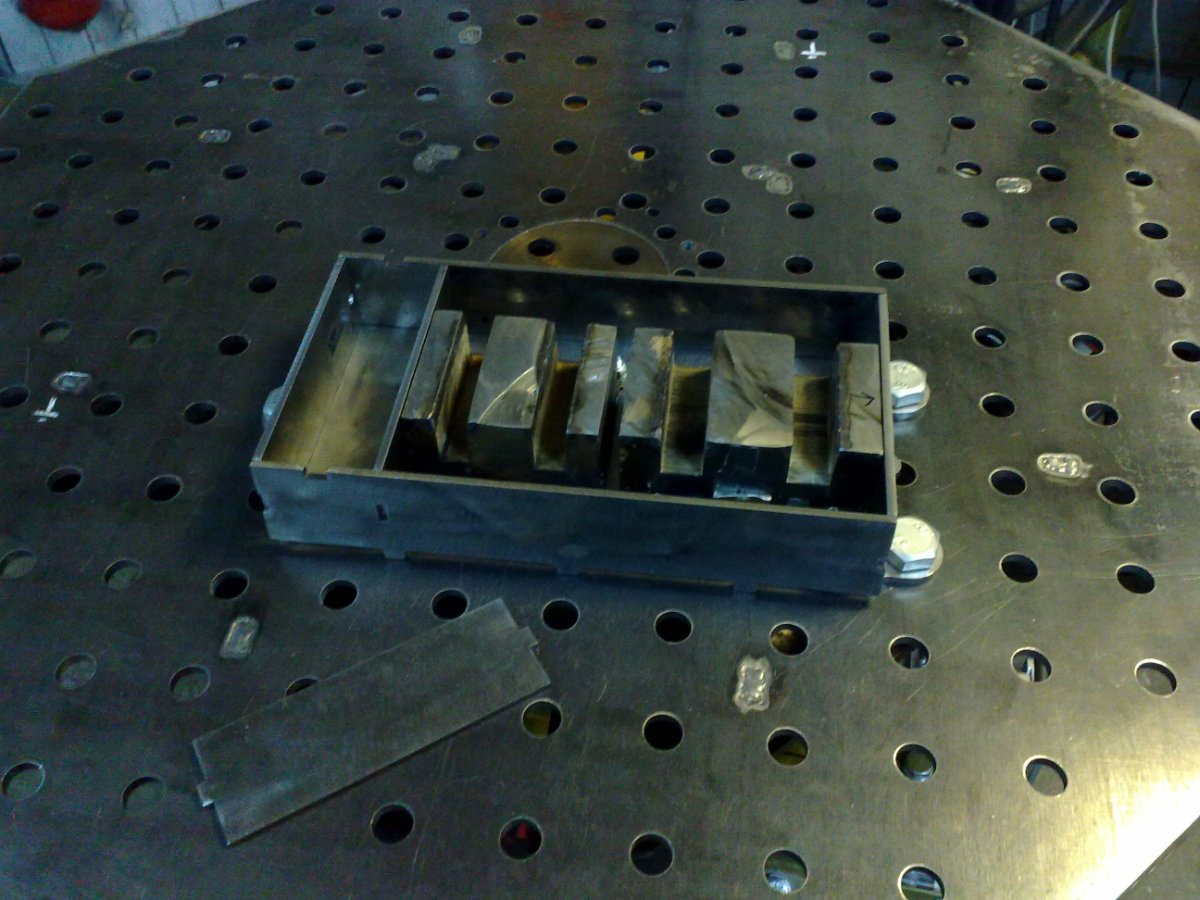
Сердечники катушек приварены к корпусу по краям и прихвачены посередине (это помимо крепления винтами). Края набора магнитопровода проварены, чтобы не рассыпались при мехобработке.
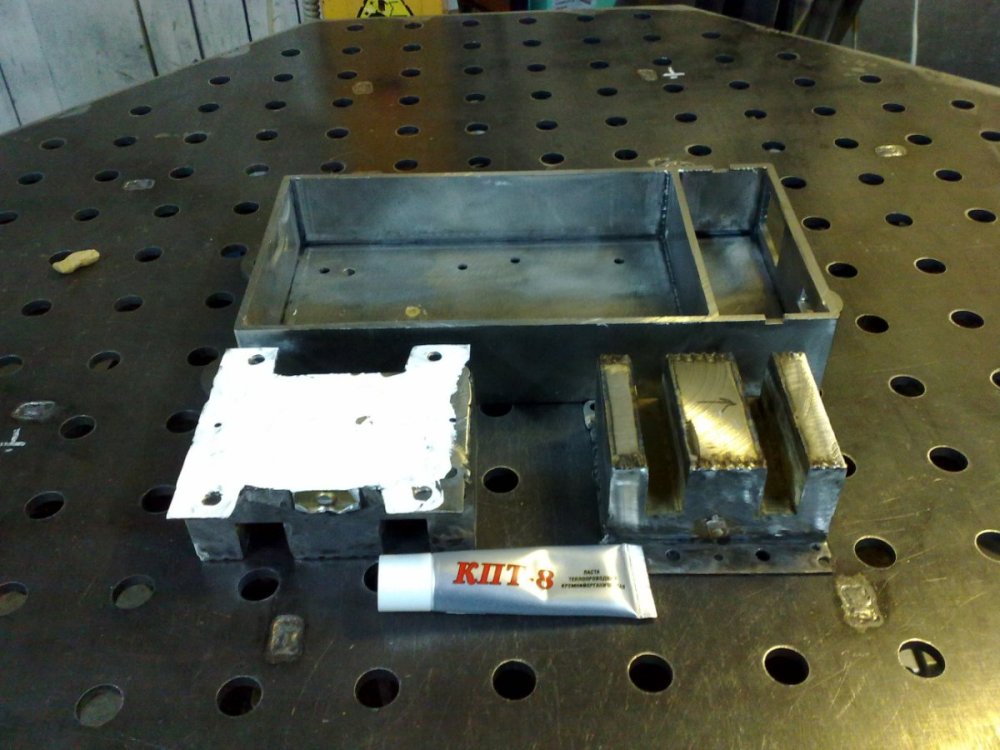
Питание 5 В. Источник питания под нагрузкой просаживается до 3,6 В (но в защиту не уходит)
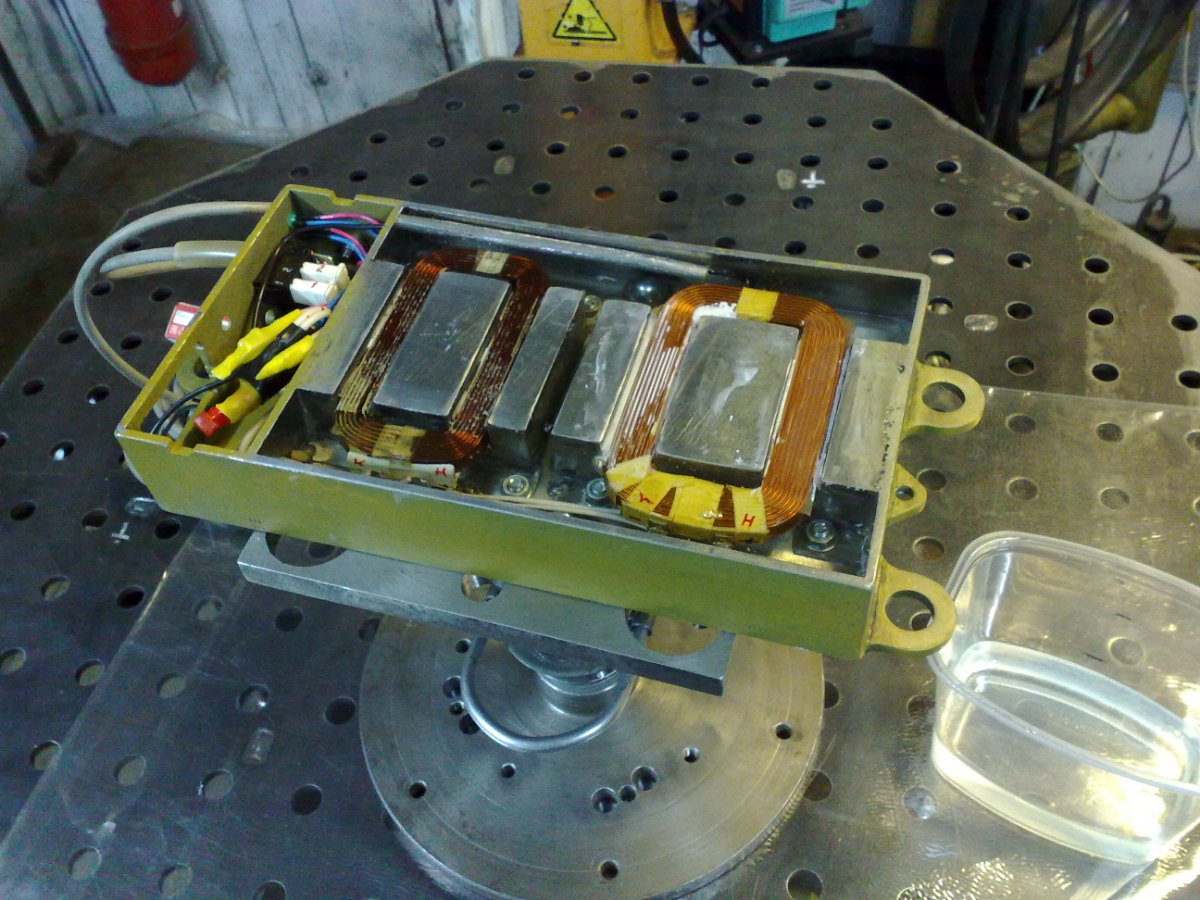
Предусмотрен выбор параллельного, или последовательное включение катушек (для выбора силы тока и как следствие - силы прижима магнита). Сопротивление катушек разное. Больший ток (при параллельном включение) у той, которая испытывает большую нагрузку при сверление.
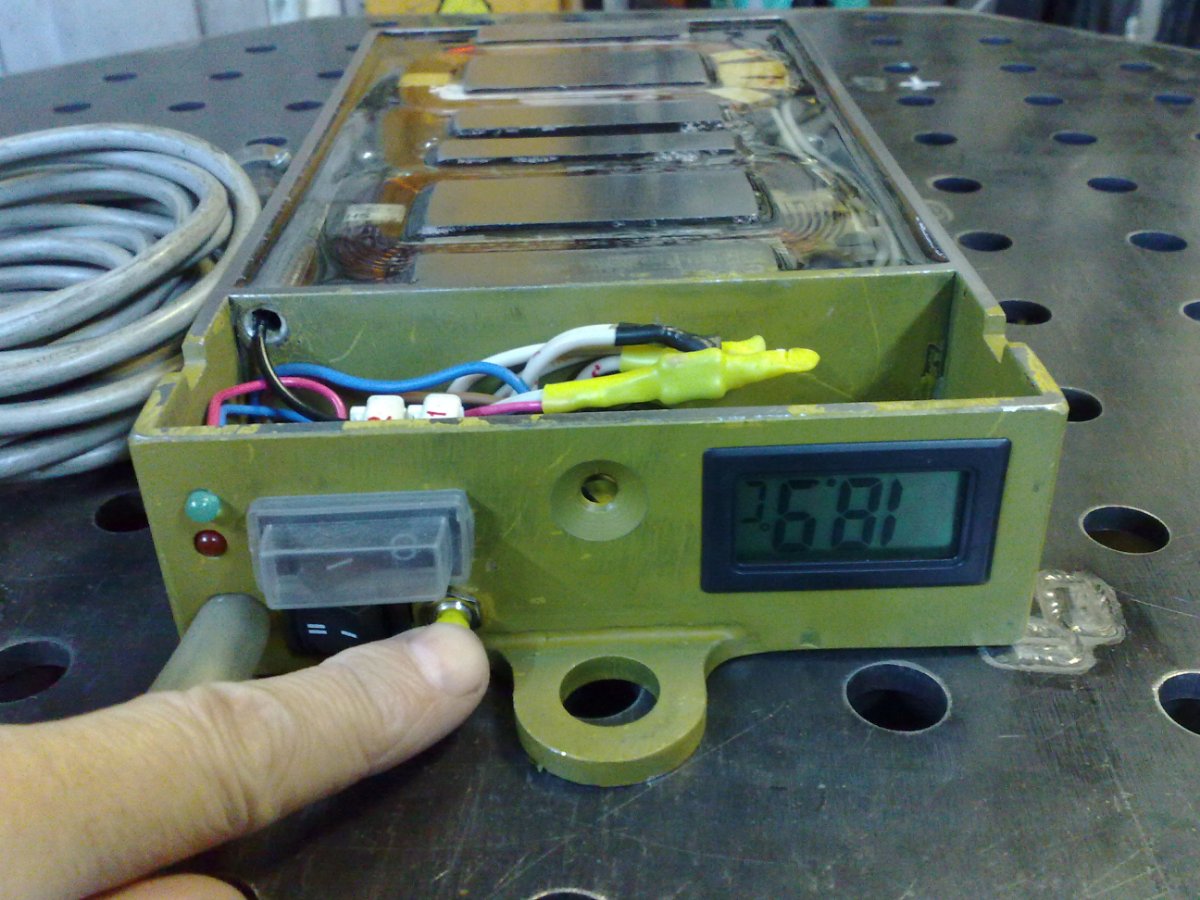
В связи с тем, что сила тока при параллельном включение катушек, превышает предельно-допустимый ток для данного сечения обмоточного провода, установлен контрольный термометр. Данная опция применена и в расчете, что вдруг будет другой источник, у которого нет просадки по напряжению и тогда ток будет еще выше. При испытаниях катушки на воздухе, температура обмотки достигала 50 градусов. Термодатчик установлен на более теплонагруженую катушку. Термометр питается от батареек и чтобы их не высаживать питание подается через кнопку, которую необходимо удерживать нажатой для считывания показаний. Сердечники, катушки и термодатчик установлены на термопасту.
Испытание на силу отрыва магнита пока не проводил, жду когда эпоксидка полностью встанет.




-
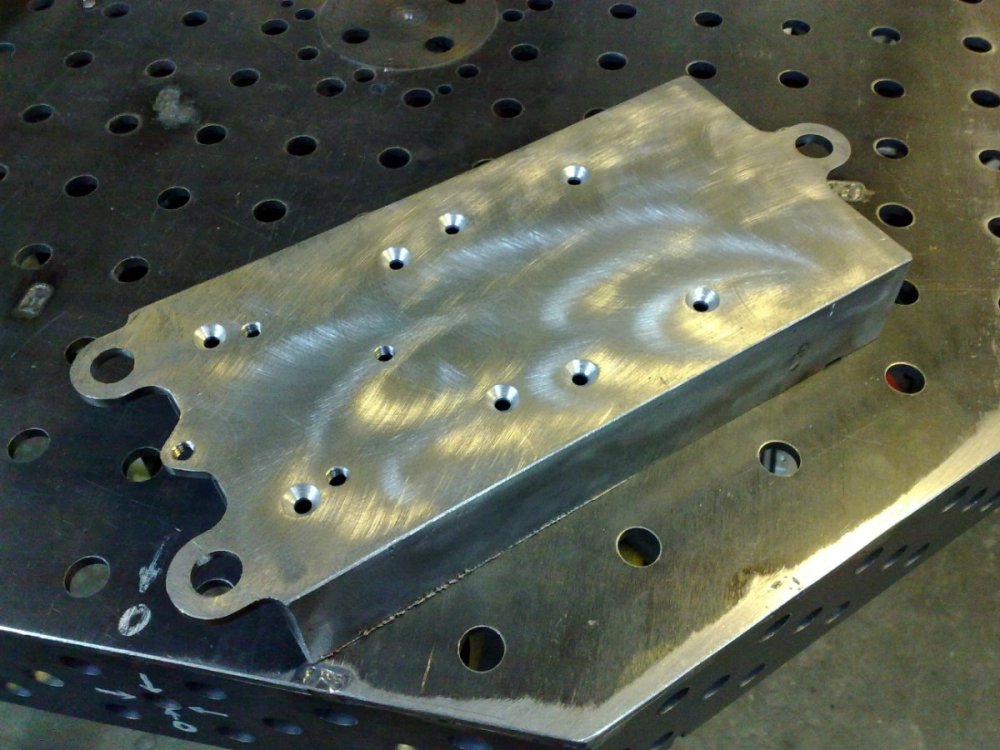
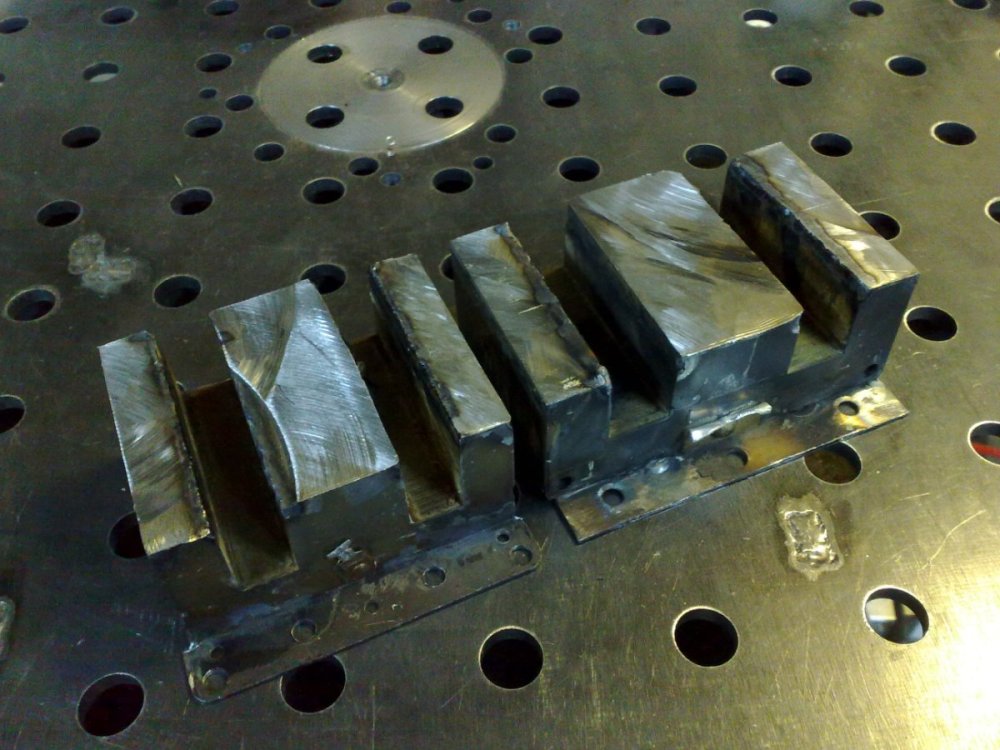
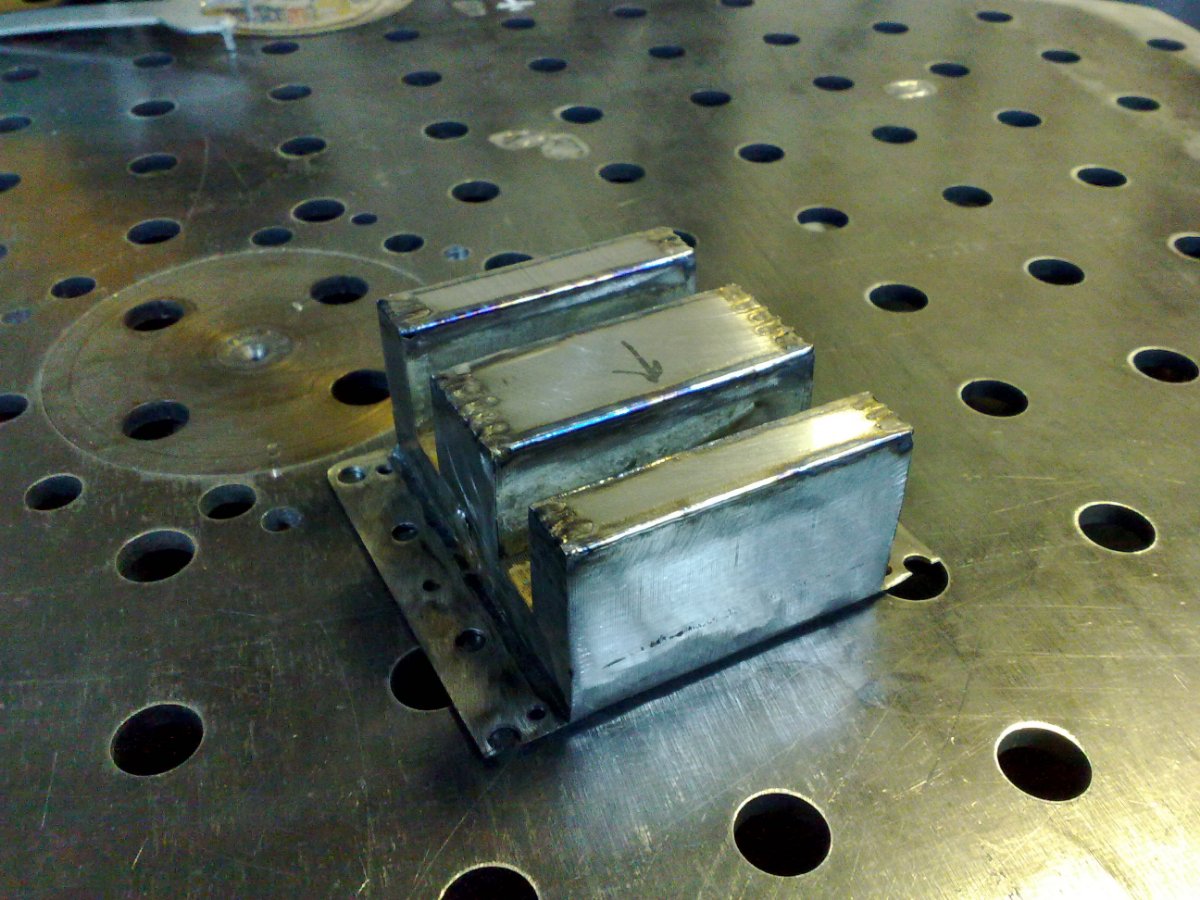
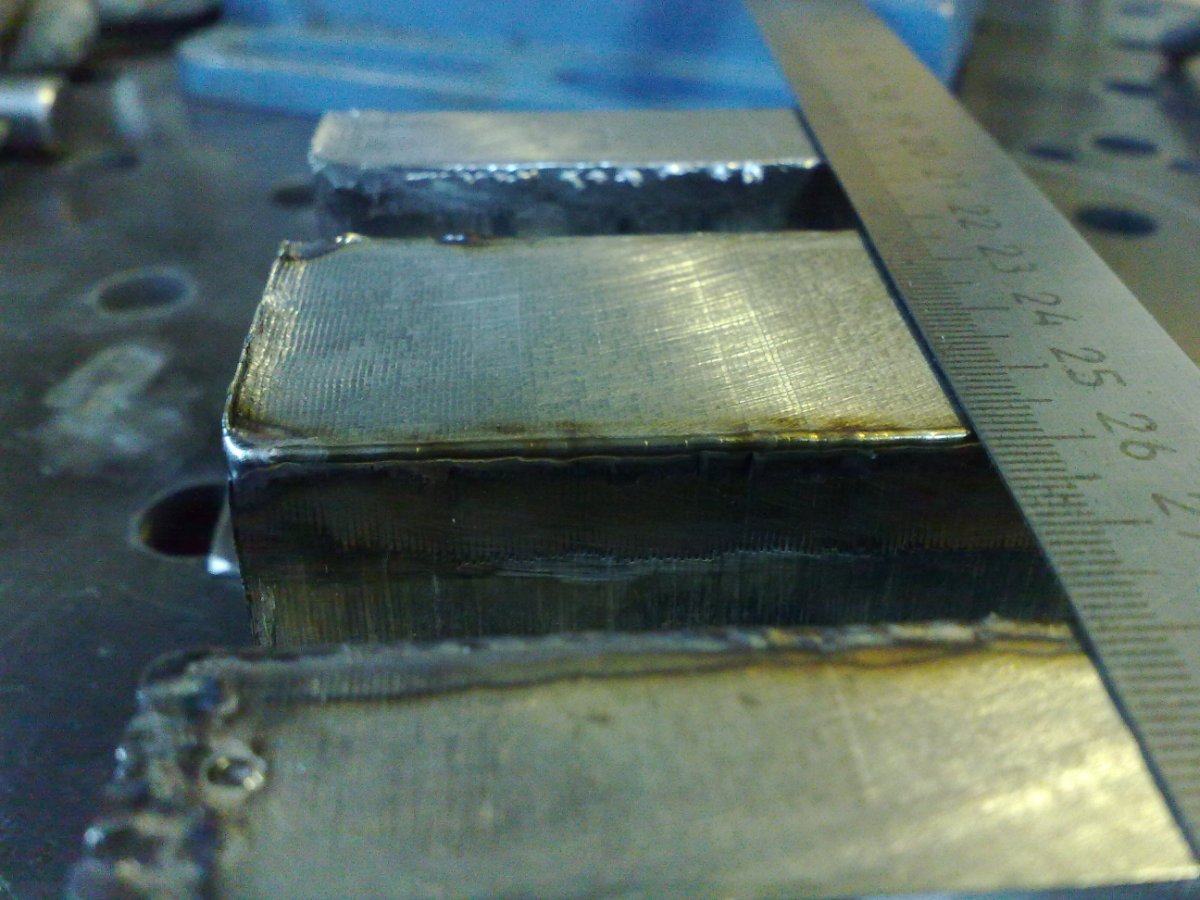
Железо магнитопровода. Телом.

-
Ст3, 95 А, телом.



-
1
-
 2
2
-
-
1 час назад, MAX77I сказал:
не кто и никогда не замерял, влажность, температуру окружающей среды и металла.
Вот отсюда все наши беды.
У меня на стене висел гигрометр психрометрический ВИТ-1 (с электроникой в те времена было не очень). Он и при окраске был полезен, красить по росе (и при критической влажности) тоже нельзя.
ПС. Но мне было легче, я был владельцем автосервиса и я определял технологическую политику предприятия.
-
1
-
-
2 часа назад, MAX77I сказал:
Конденсат на металле образуется при выше +20, так же влияние имеет и влажность воздуха.
Точка росы.
Поясню за эту таблицу.
Если в комнате температура 20 градусов и относительная влажность воздуха 50%, а температура поверхности предмета 9,3 градуса (и ниже), то на сей поверхности сконденсируется влага. А при влажности 60%, конденсация произойдет при 12 градусах (и ниже).

ПС. В мою бытность работы в автосервисе, знание этой физики помогало вклеивать автомобильные стекла (лобовые и другие) без брака. И очень часто приходилось за других ремонтников, не знающих физику, переделывать, когда они вклеивали стекла по росе, вследствие чего стекло очень быстро отклеивалось обратно.
-
2
-
1
-
-
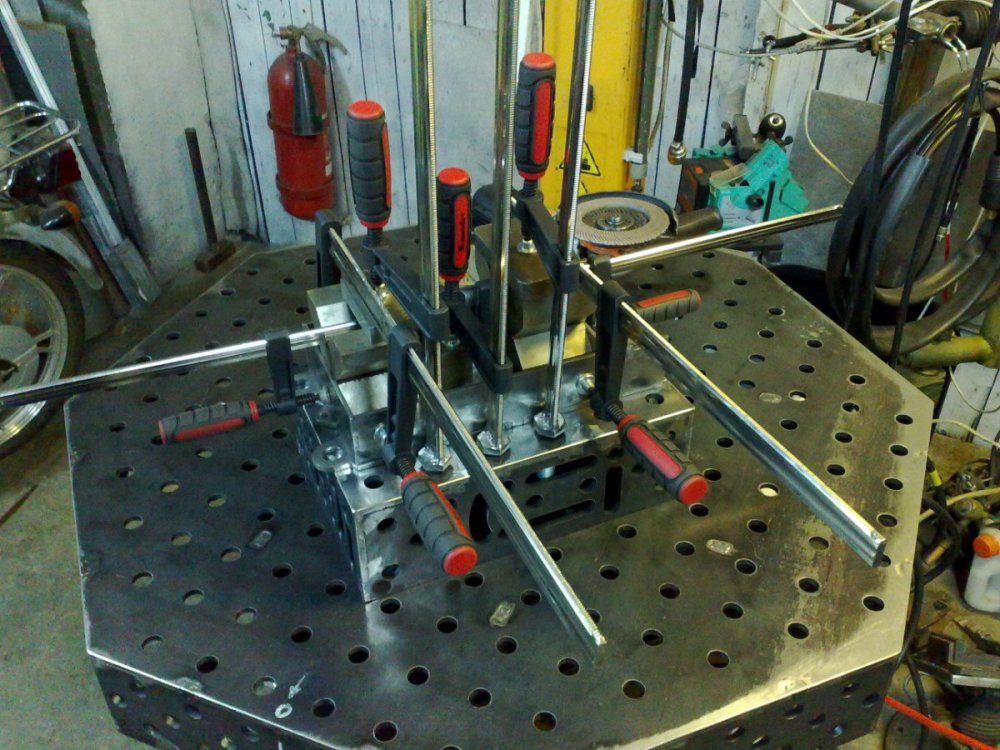
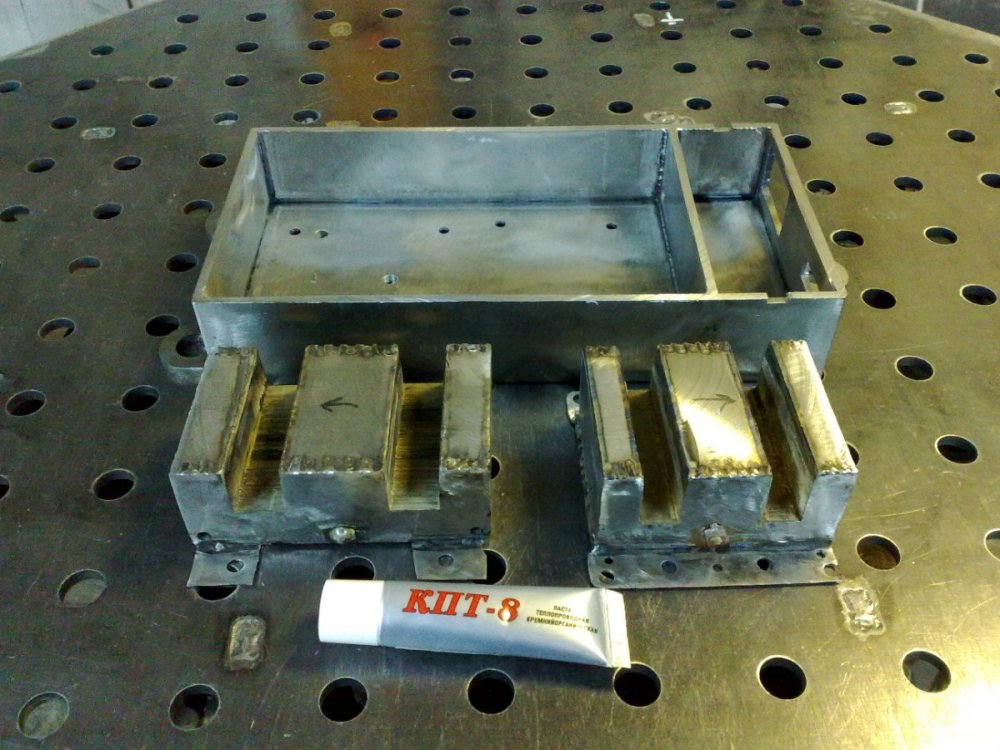
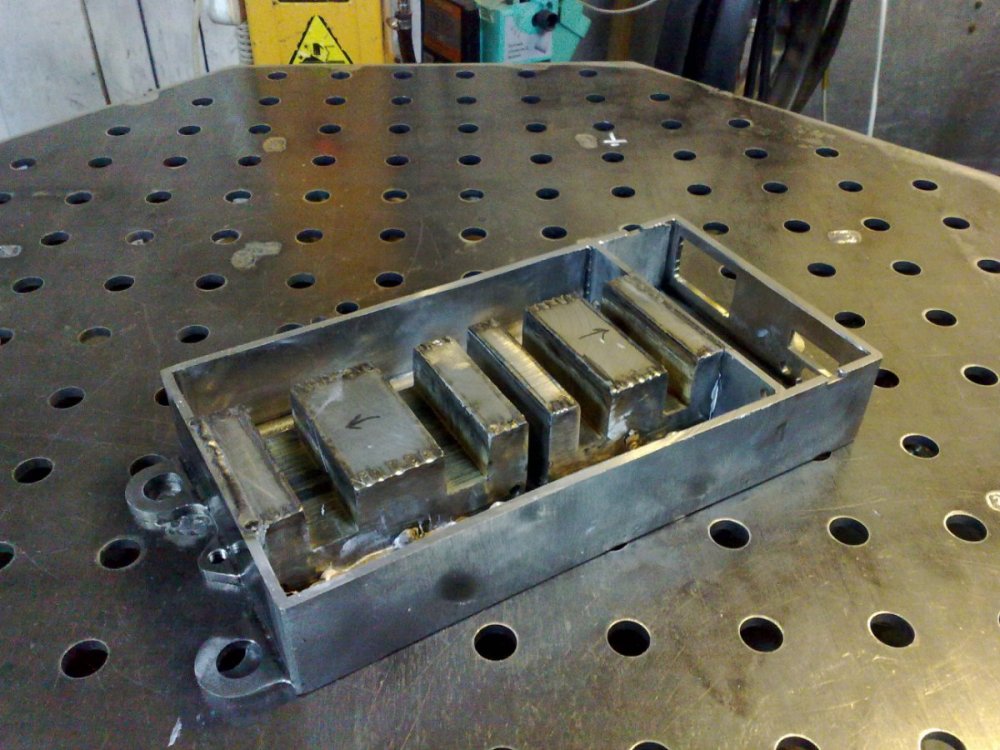
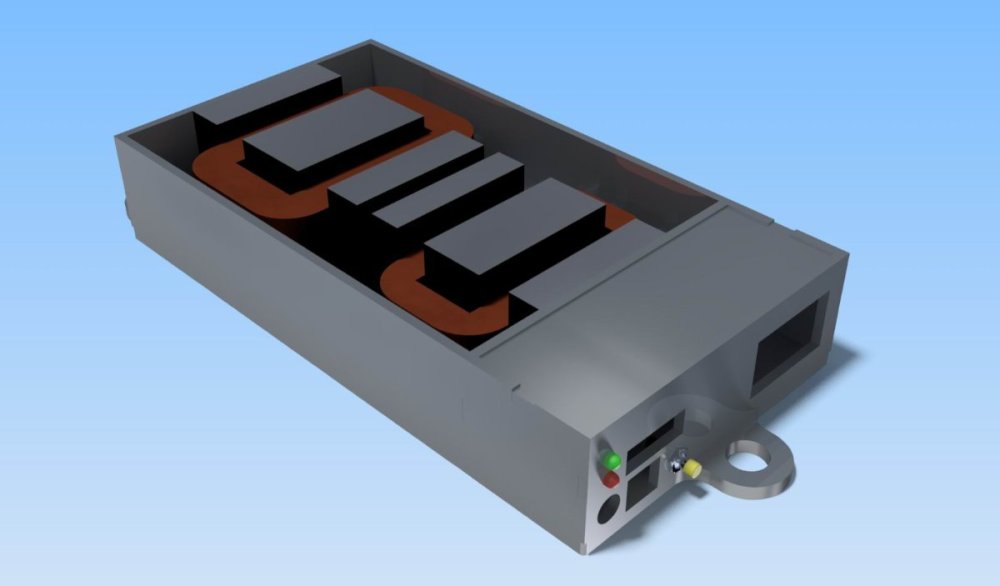
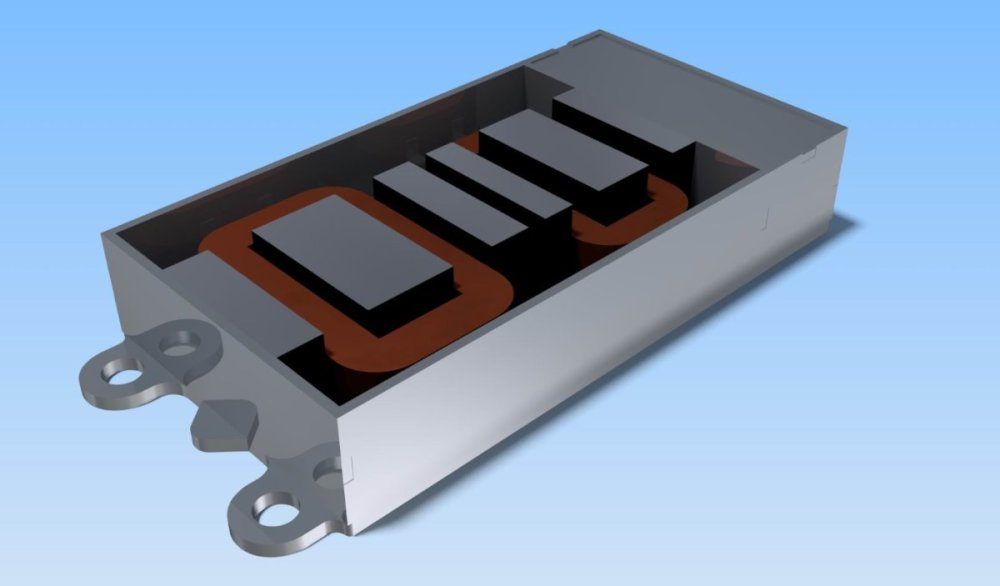
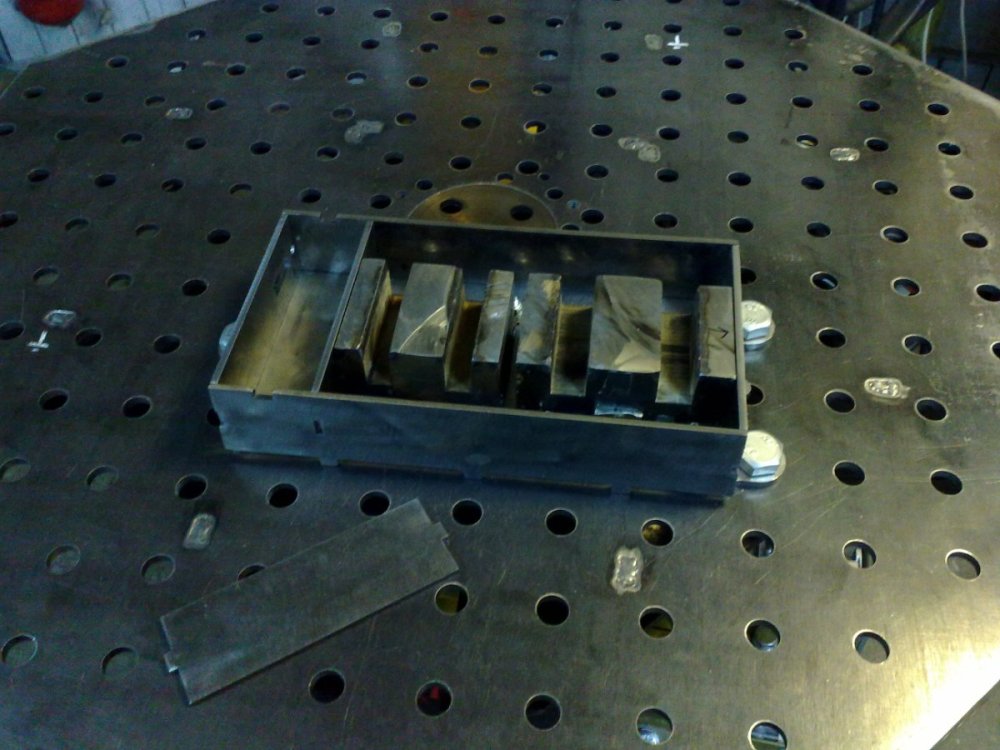
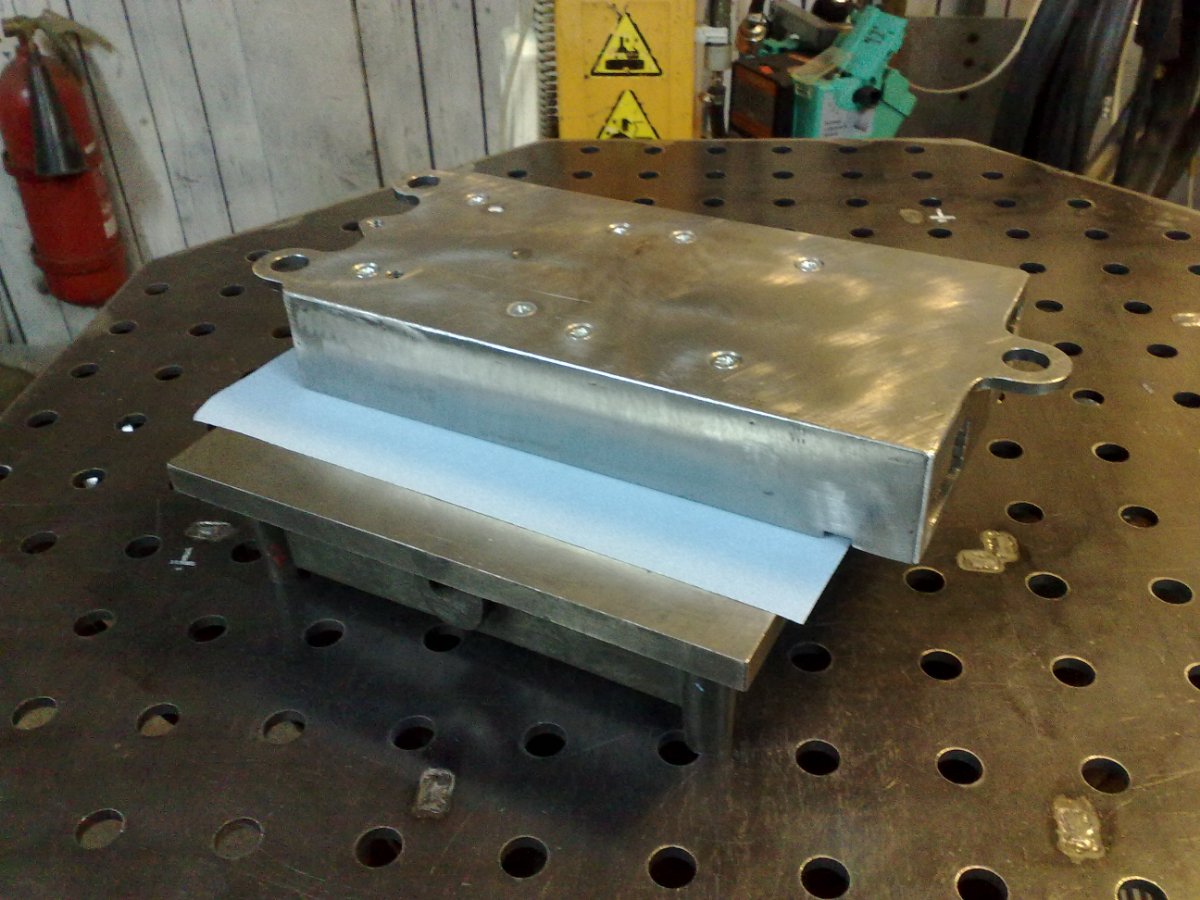
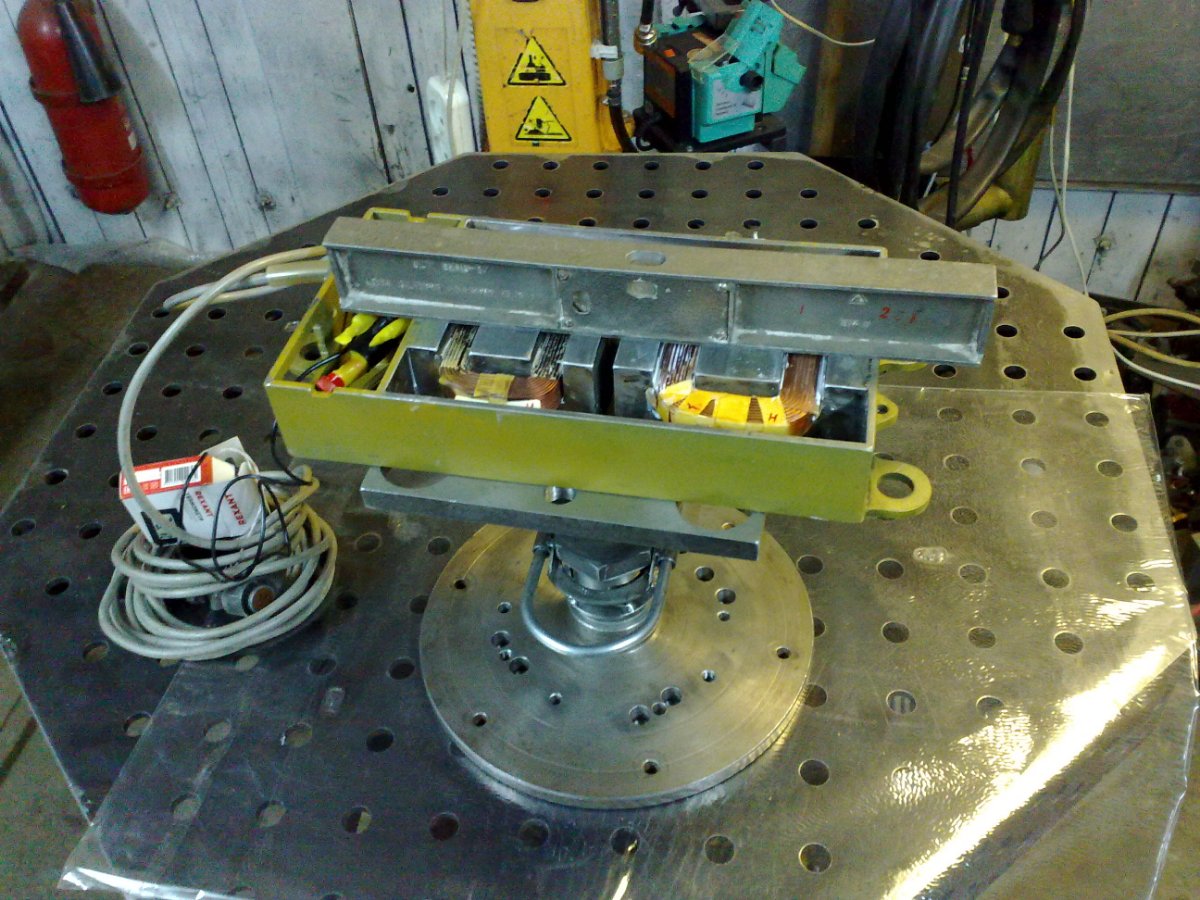
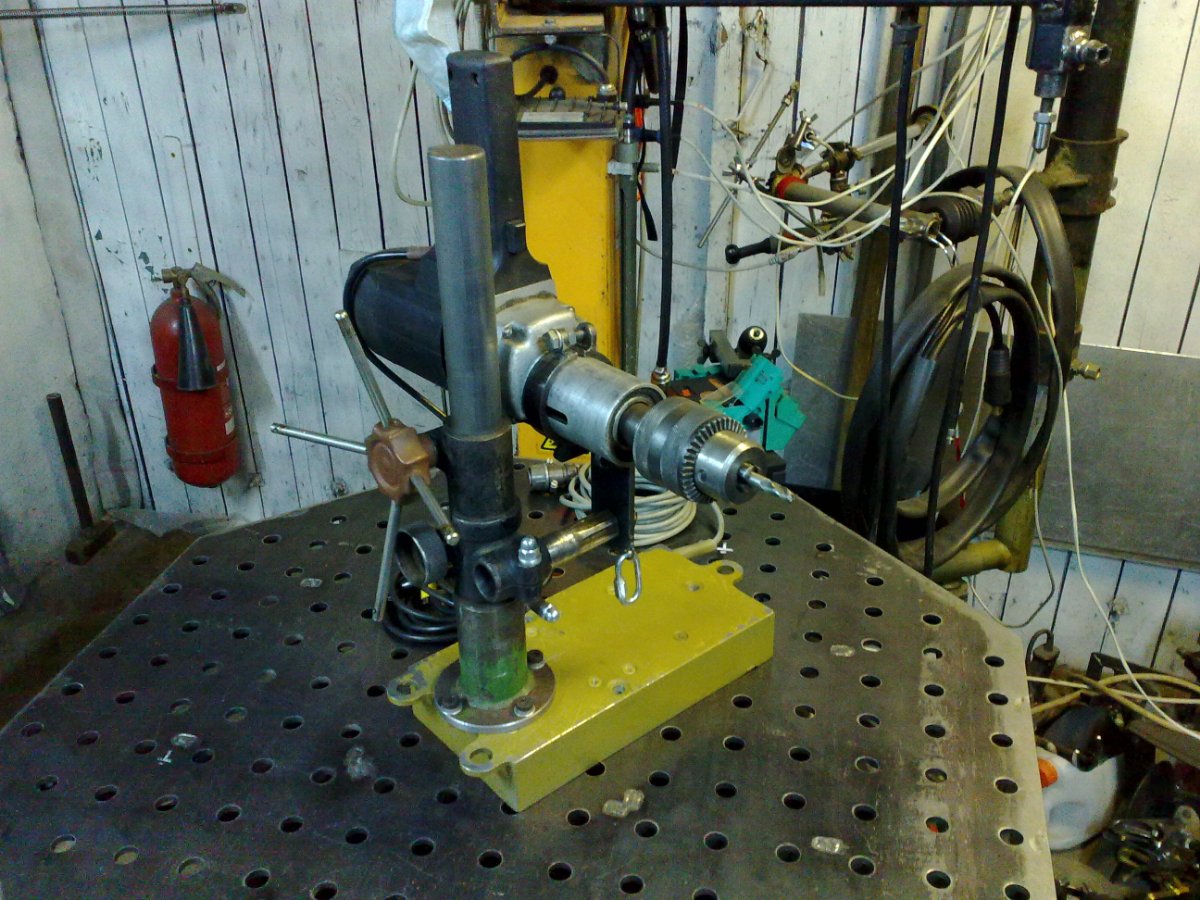
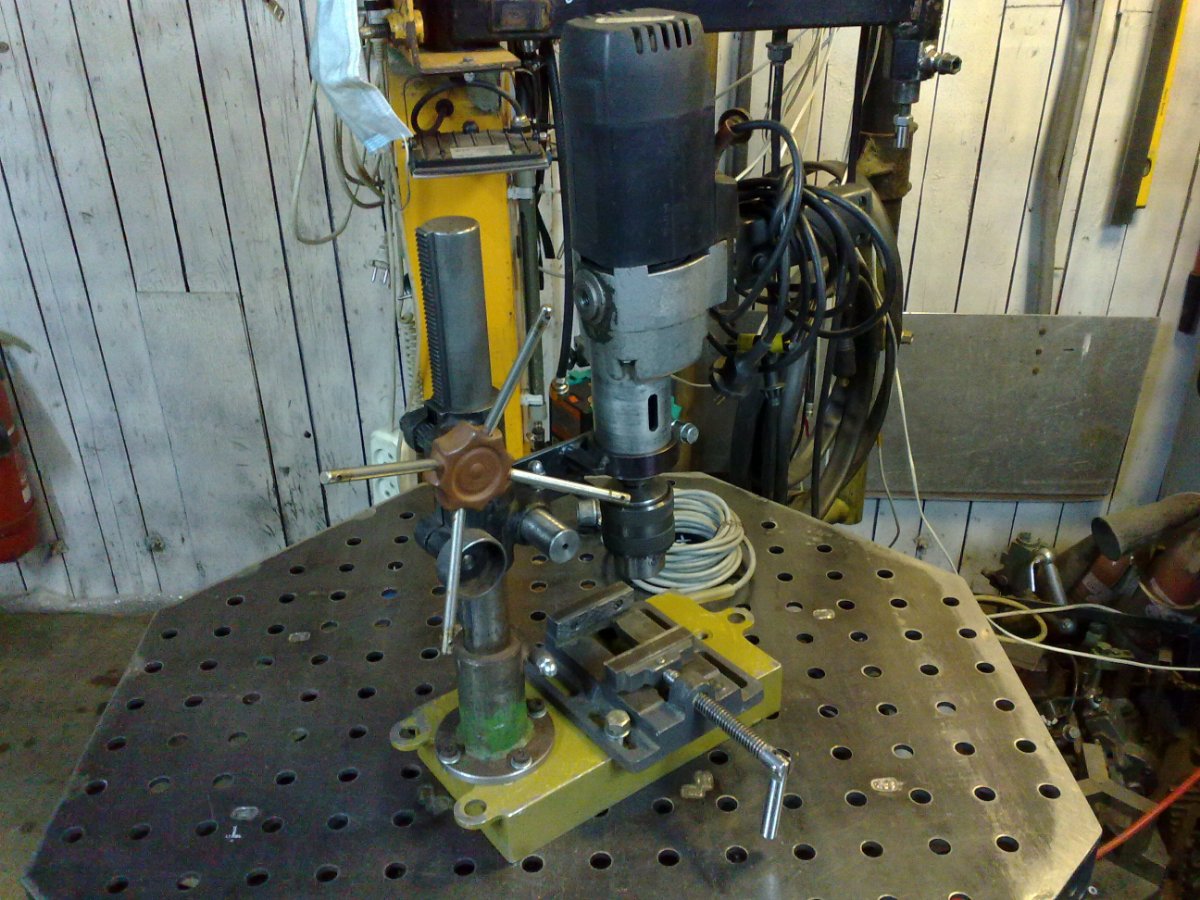
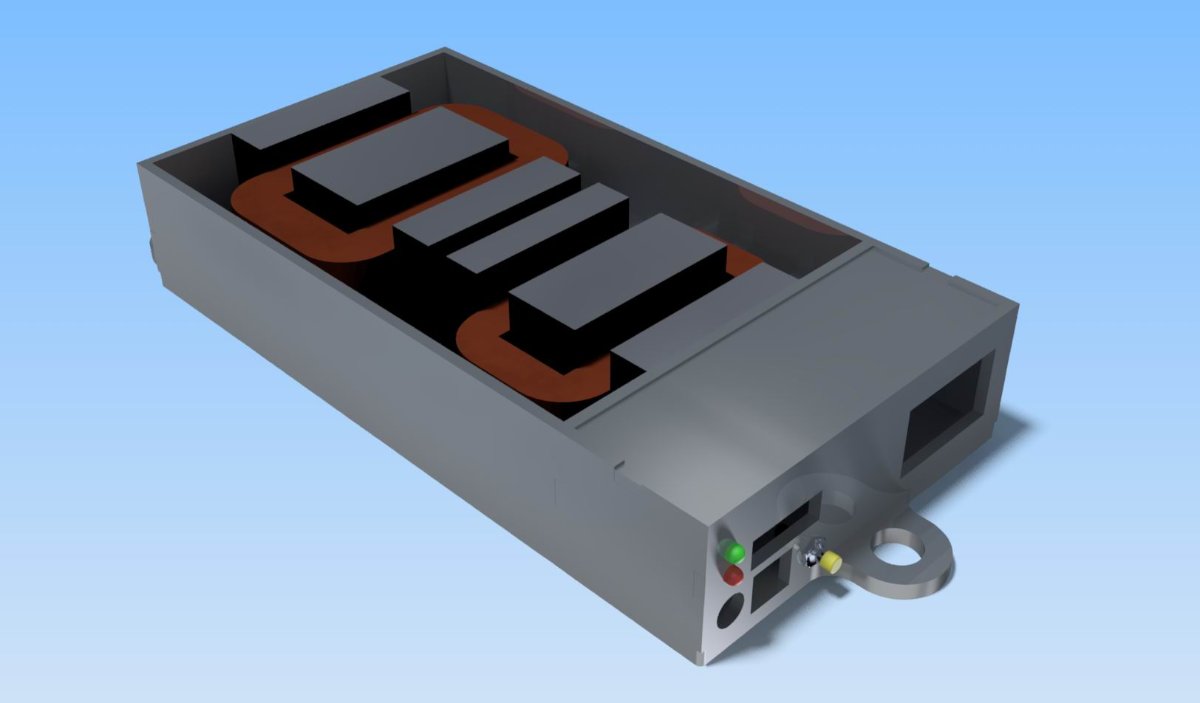
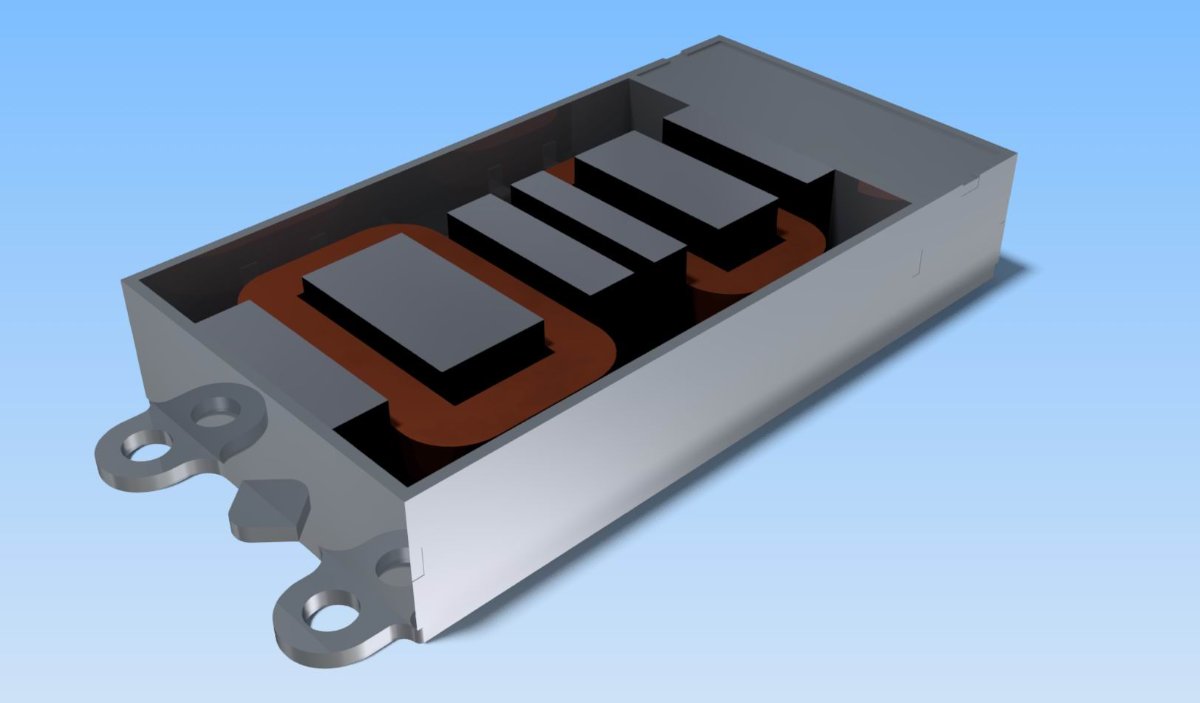
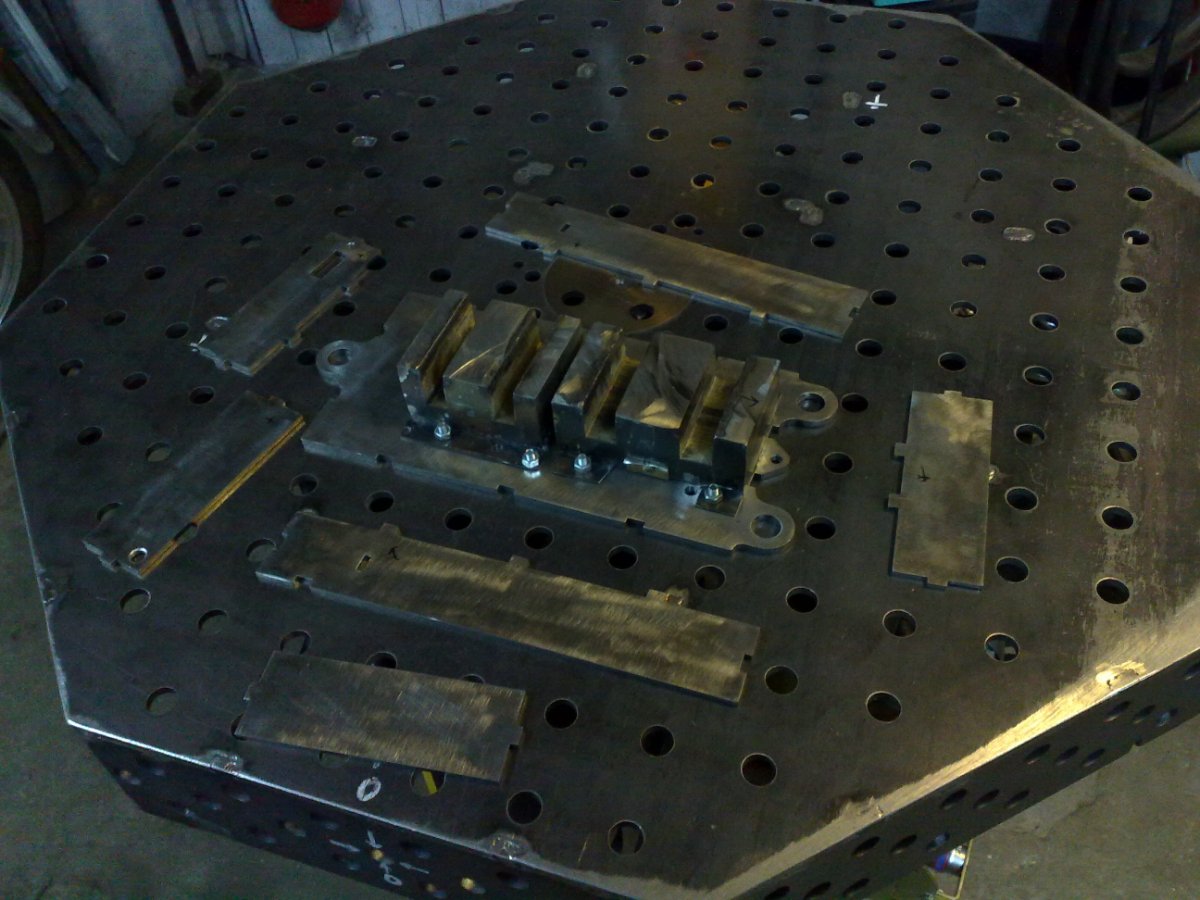
Задумал своять универсальную магнитную плиту. Конечно роликов про такие плиты на ютюбе - как говна за баней, но так-как мы сварщики, то и моя плита с уклонов в сварку. Плита имеет крепления в системе сварочного стола 16х50.
Плита традиционно из трансформаторов от микроволновок и блока питания от компьютера.
Как должно быть (без клавиш и термометра).
На первом этапе - компановка и проверка температурного режима обмоток.


Варианты применения.

-
3
-
1
-
-
51 минуту назад, Точмаш 23 сказал:
Какое решение? Можно сделать модель и отлить,а можно сделать точную копию из алюминия.
ЗИС-110 дорогая машина. Литые, или фрезерованные детали будут неаутентичными.
Как-то Мерседес для своего музея реставрировал редкий экземпляр (по моему W113). Тканевая обивка салона была утрачена почти полностью. Так они нашли мануфактуру, которая в те годы выпускала эту ткань. Те согласились воссоздать ткань, по плетению и виду нити идентичную оригиналу, но меньше 300 метров делать не согласились (цена соответствующая). Вот такие особенности аутентичной реставрации. Так что подобное реставрировать - с сохранение как можно большей части оригинальной детали, иначе это будет новодел, который ничего не стоит.
-
23 минуты назад, Точмаш 23 сказал:
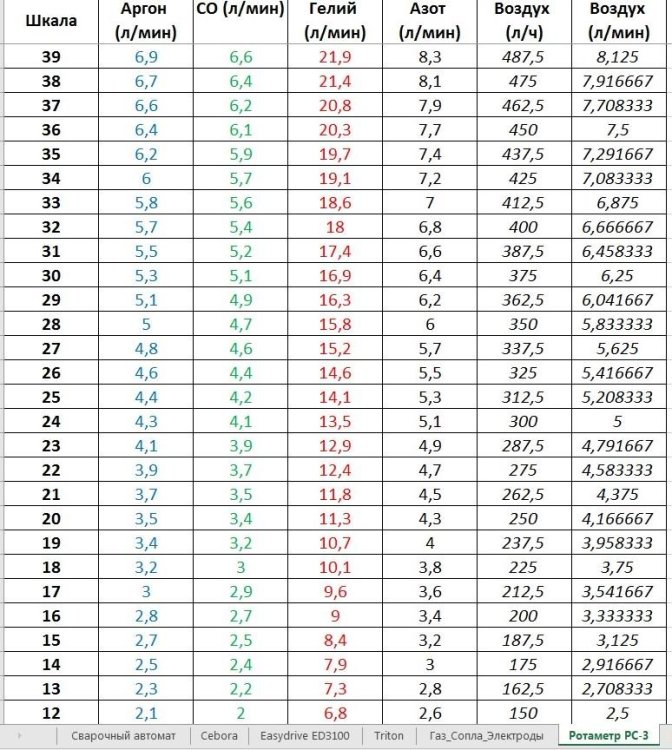
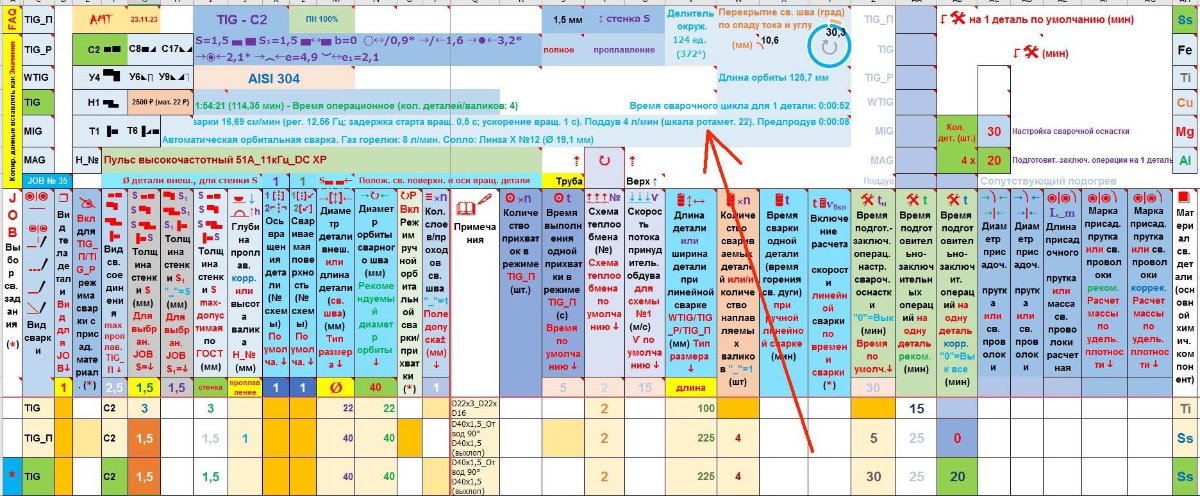
А потом выбросить этот ротаметр за ненужностью,по мере накопления опыта. 0,3ати на выходе достаточно.
Без опыта можно лохануться и шов надуть.
Но мне проще, думать не надо, программно решено. Расчет по расходу через дроссельное отверстие 4 мм.
-
3 часа назад, Точмаш 23 сказал:
Точно торированный ротаметр РС3
Тоже себе поддув на РС-3 сделал. Регулировка - дросселированием.



-
У нас на производстве, где я раньше работал, такой столь - чугунный (с пазами). Грандиозная конструкция, для серьезных задач.
-
-
1 минуту назад, welderman сказал:
Зачётные видосы
") , только там сварка идёт в двойном импульсе, хотя на втором -стартовый ток робот отрабатывает на одинарном.
, только там сварка идёт в двойном импульсе, хотя на втором -стартовый ток робот отрабатывает на одинарном.
По другому уже никто не варит.
-
12 часов назад, do_vitas сказал:
Нужен ли этот режим?
-
1
-




















CEBORA TIG 180 AC/DC
в Обзоры, тесты и отзывы
Опубликовано
Всех необходимо осциллограмить, независимо от половой ориентации. А то что это за инструмент, с котом в мешке.