

hvr63
-
Постов
902 -
Зарегистрирован
-
Посещение
-
Победитель дней
54
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные hvr63
-
-
Очередная мелочевка.
Приспособление для измерения/регулировки угла опережения зажигания с прерывателем в системе зажигания.
Корпус: свеча + втулка.
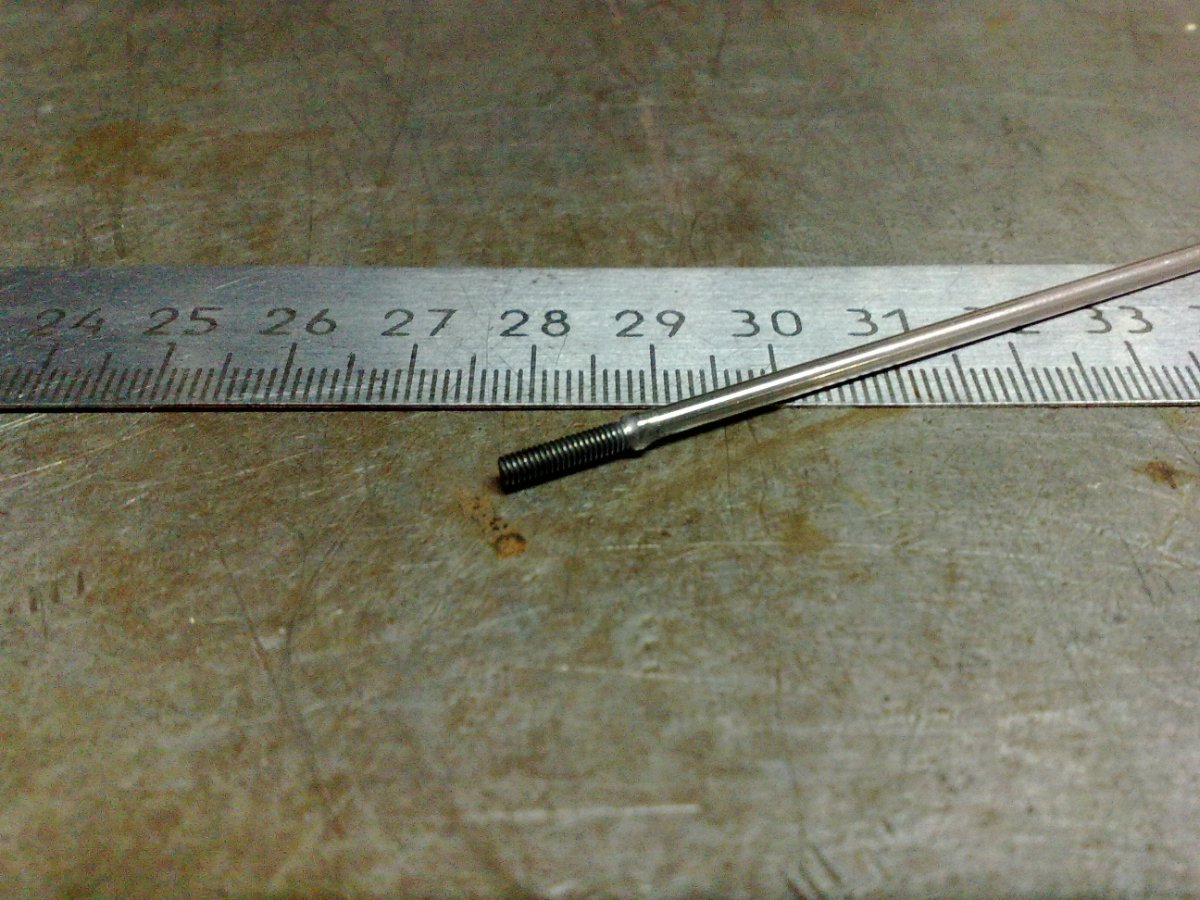
Стебель индикатора: винт М2,5 + стержень D2,4.
Можно было конечно резьбу на стебле и нарезать, но не нашел плашкодержатель под такую мелкую плашку. Да и на хрена резать, когда сварка есть.
Корпус варил автомат (телом), стебель (телом) - я.







-
 1
1
-
 5
5
-
-
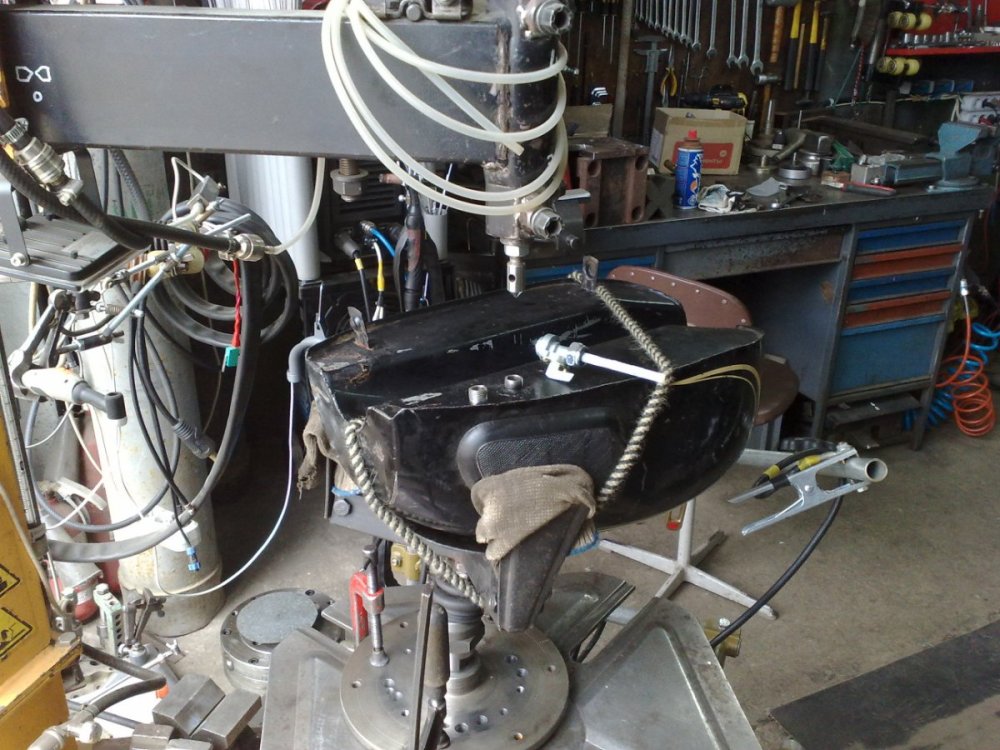
На раритетном мотоцикле MZ просрали один из регулировочных винтов (М6) троса Боудена (и контргайку тоже).
Шестигранник на 10 не нашел. Болта, с подходящей высотой шестигранной головки, тоже не нашел. С кругляка точить, резать резьбу и фрезеровать шестигранник головки было сильно лень. Пришлось устраивать очередные "Будни сварщика с иллюстрациями".
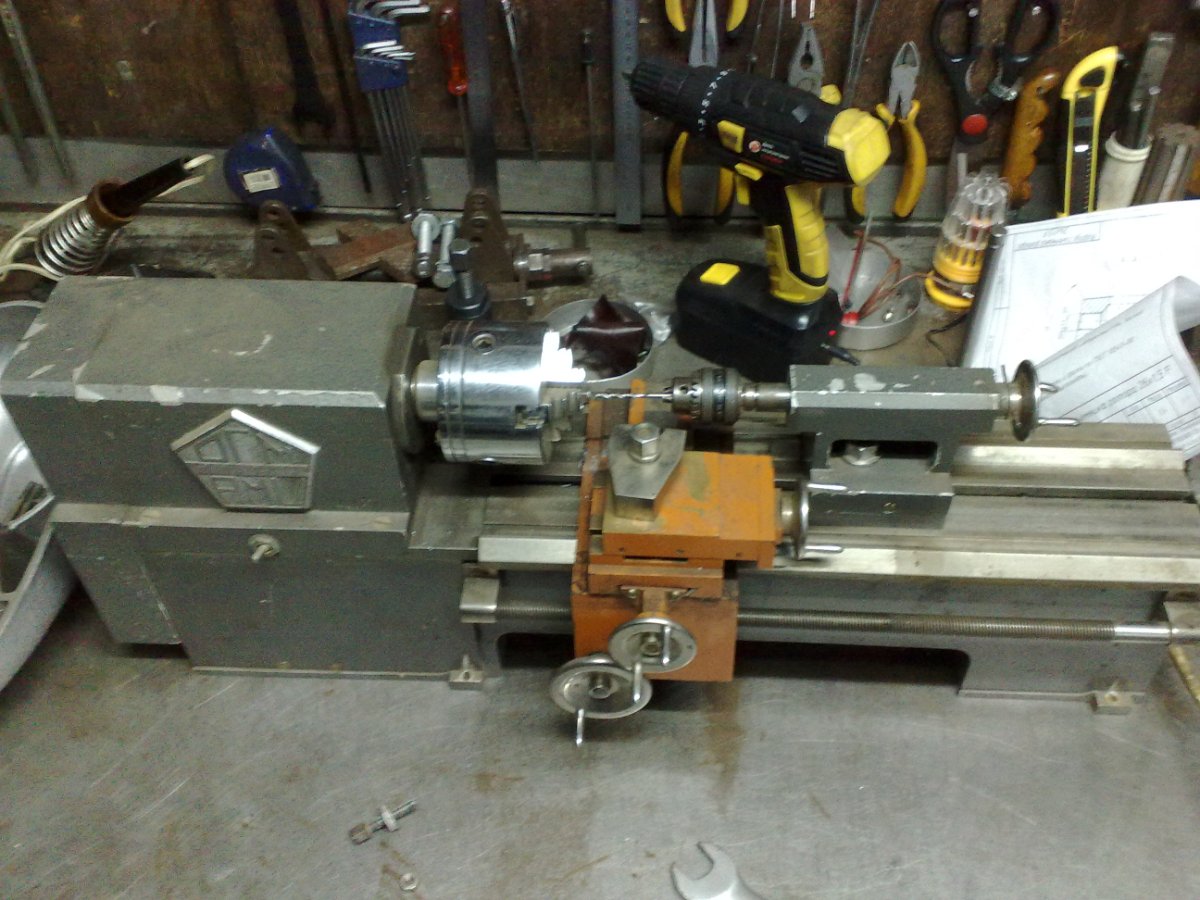
По ходу пришлось применить недоношенный токарный станок. На доношенном станке сверлить отверстие 2,5 мм не позволяет шаг винта подачи задней бабки - чрезмерное усилие попросту раздавливает сверло такого махонького диаметра.






-
2
-
2
-
-
5 часов назад, Luckystorm сказал:
технологию снятия напряжений с изделий методом низкочастной вибрации
При проектировании изделия, если есть такая потребность, проводят модальный анализ конструкции - выявляют резонансные частоты собственных колебаний, которые могут привести к негативным последствиям (я, во всяком случае, на ответственных конструкция провожу такой анализ).
Не стал во все вчитываться, но выскажу опасение - "не треснет?".
-
1
-
-
1 час назад, Rewald сказал:
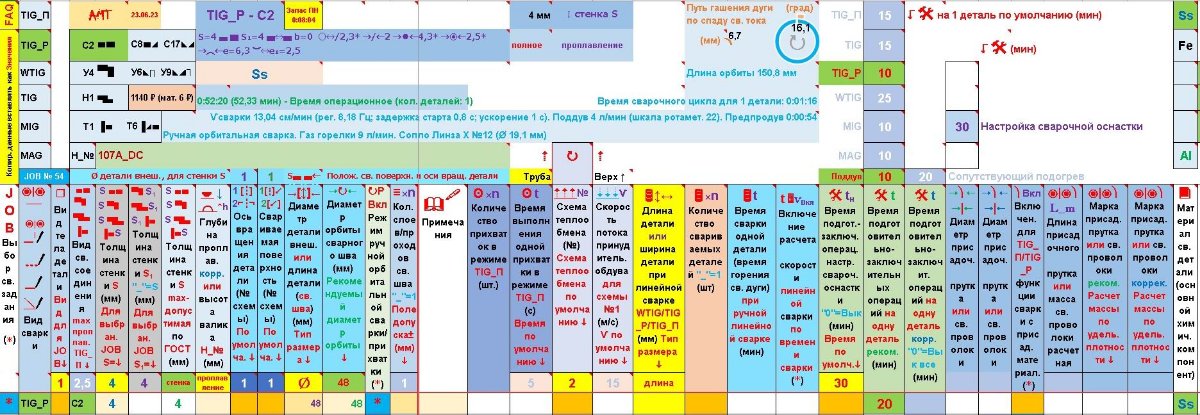
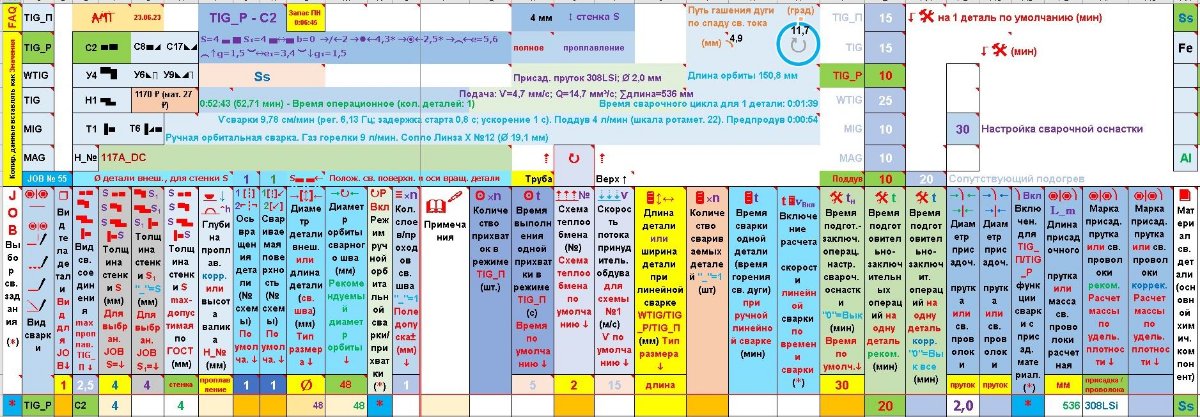
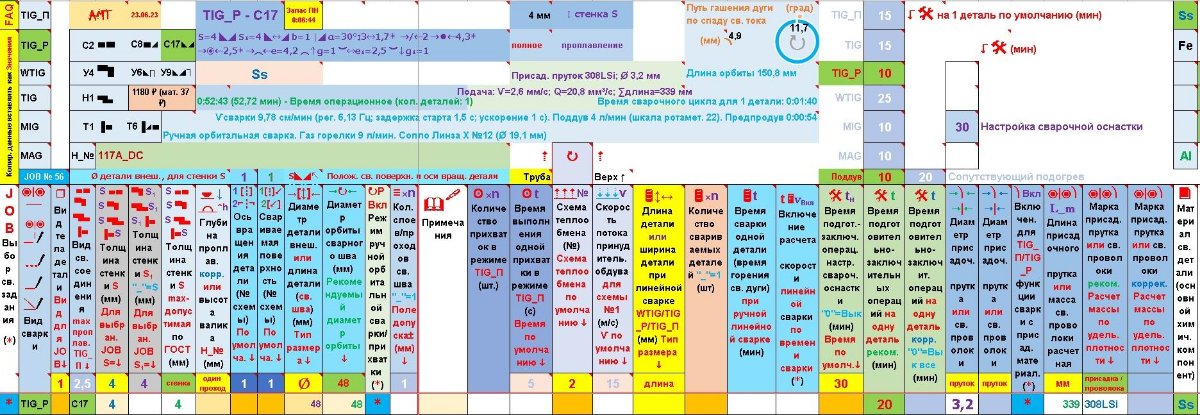
Нерж.труба с поддувом . 48 мм 4 мм толщиной
Поучаствую в конкурсе вне зачета (в случае чего, это не я, это все Искусственный интеллект).
-
2
-
-
- Популярный пост
- Популярный пост
Будни сварщика-гинеколога, с иллюстрациями.
Нерадивые юные литейщики алюминия пролили алюминий на спираль (фехраль). Само собой алюминий растворил спираль, в нескольких местах. Я один раз заварил полуавтоматом (ТИГа в то время не имел), в надежде что в ближайшее время заменю спираль. Но ЗИПовскую спираль не нашел (нерадивые литейщики и спираль просрали). Сварки полуавтоматом хватило на несколько десятков циклов, потом окалиностойкость 08Г2С закончилась. Пришлось ТИГом варить. Сварка своим телом. Где своим телом не получалось, варил с присадкой фехралем.
Печь СНОЛ-1100, проем камеры 170х115.
Горелка W26. Линза №16. Ток 20-25 А.













-
3
-
9
-
- Популярный пост
- Популярный пост
Стильный ключик зажигания на раритетный мотоцикл MZ 1966 года.


-
3
-
7
-
-
Не так давно у знакомого моего товарища взломали аккаунт и разослали по контактам просьбу лайкнуть дочку на конкурсе бального платья. Мой товарищ лайкнул. Его аккаунт тут же взломали и уже по его контактам разослали просьбу срочно одолжить 20000 рублей. Товарищ неделю отвечал на звонки с недоуменными вопросами и возвращал аккаунт через техподдерку.
-
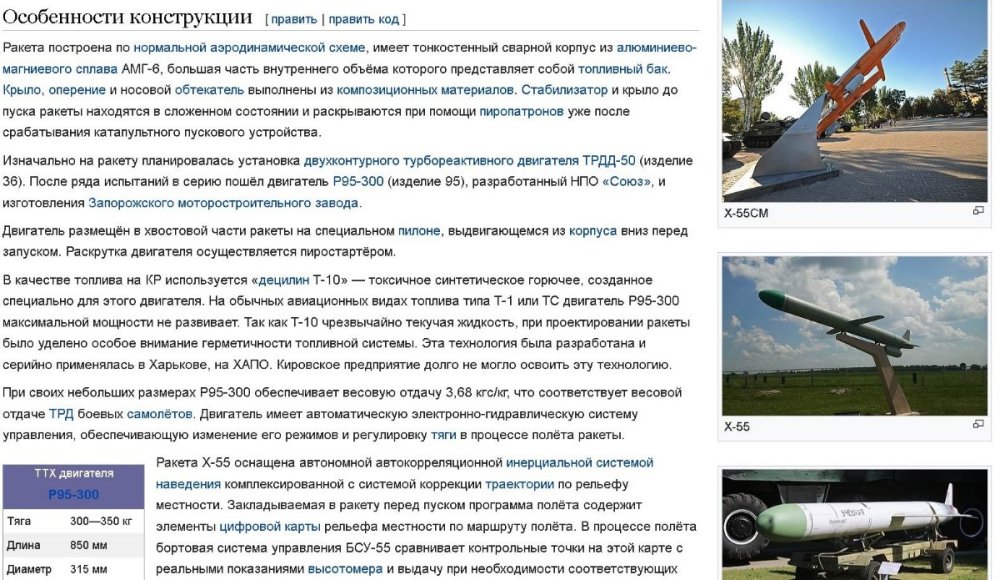
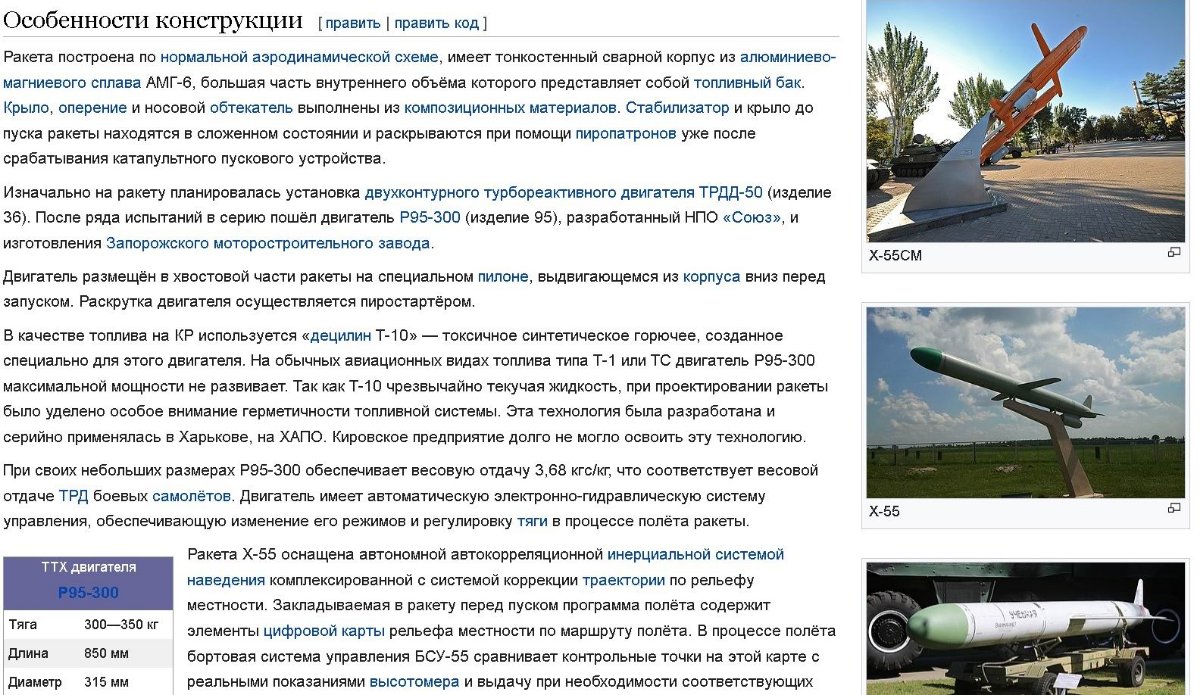
13 минут назад, Точмаш 23 сказал:Наиболее полно исследован и опробован вопытных конструкциях сплав 1151 Он применен в конструкции МКБ«Радуга» взамен титановых сплавов и нержавеющей стали.
Во, знакомые буквы увидел.
У нас на Радуге конечно применяли всякую экзотику (а сейчас наверное и подавно), но в основном было вот так, без затей (ну, или циклопические монстры из титана, или нержавейки). Но одно общее для всего, очень тяжело шло внедрение/освоение производства.
-
40 минут назад, Точмаш 23 сказал:
Это разве кто-то отрицает?
Я в эту тему еще до конца не вник, не было в работе проектов, где коррозионная стойкость имела решающее значение в расчете прочностных характеристик детали. Так, урывками почитываю информацию, чтобы знать на что делать упор при острой необходимости.
Вот тут статейка на глаза попалась (в PDF, первоисточник не стал искать в Инете), в которой, в том числе, затронута тема коррозионной стойкости.
-
1
-
-
-
Я не специалист, но по моему, когда идет речь о коррозионной стойкости 2ххх сплавов, основную проблему составляет МКК и КР. И вся проблематика свариваемости так или иначе связана с МКК, КР и оплавлением зерен.
-
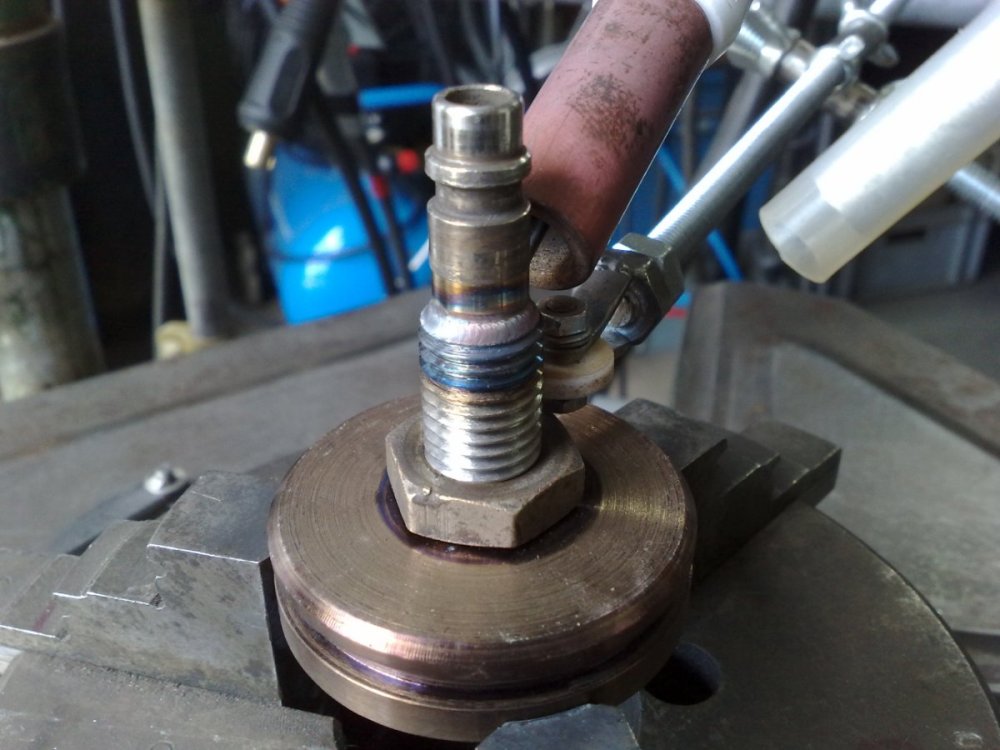
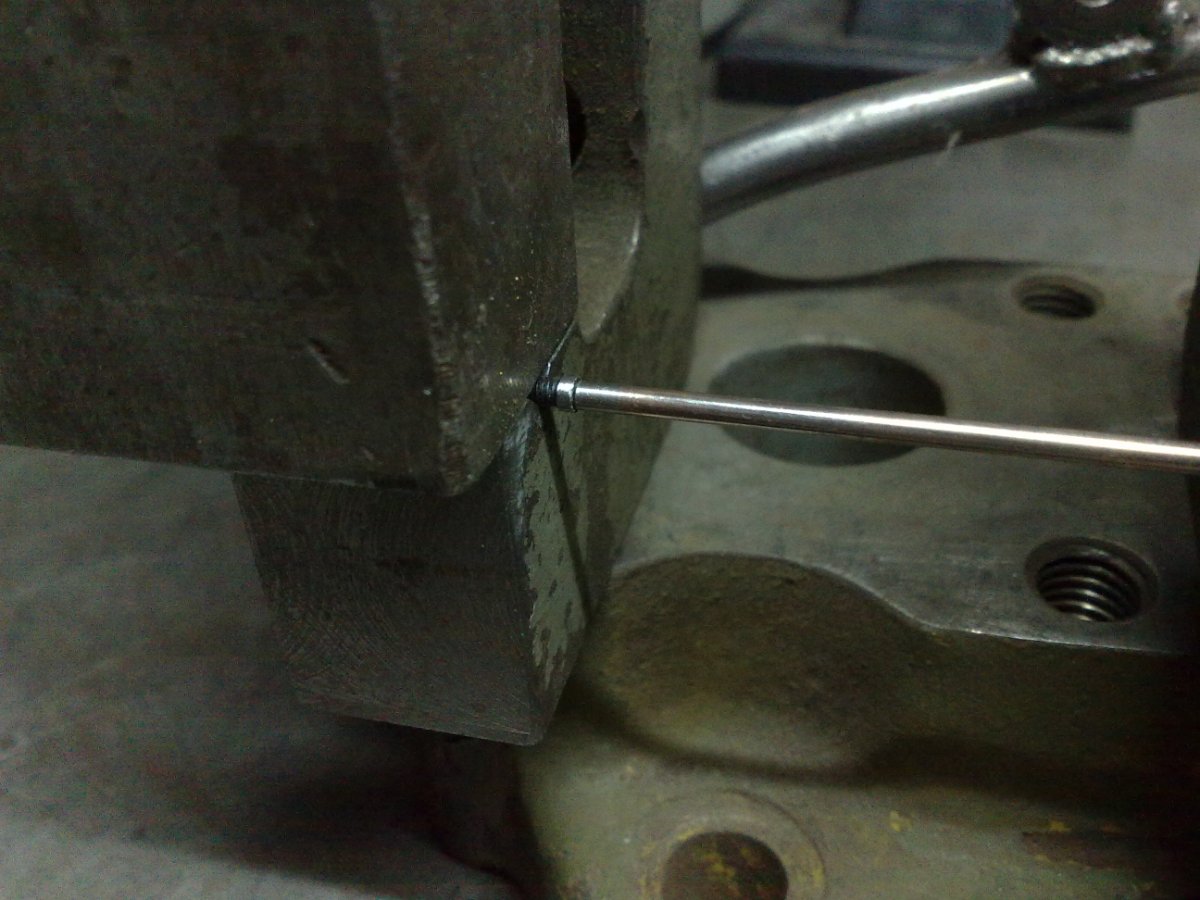
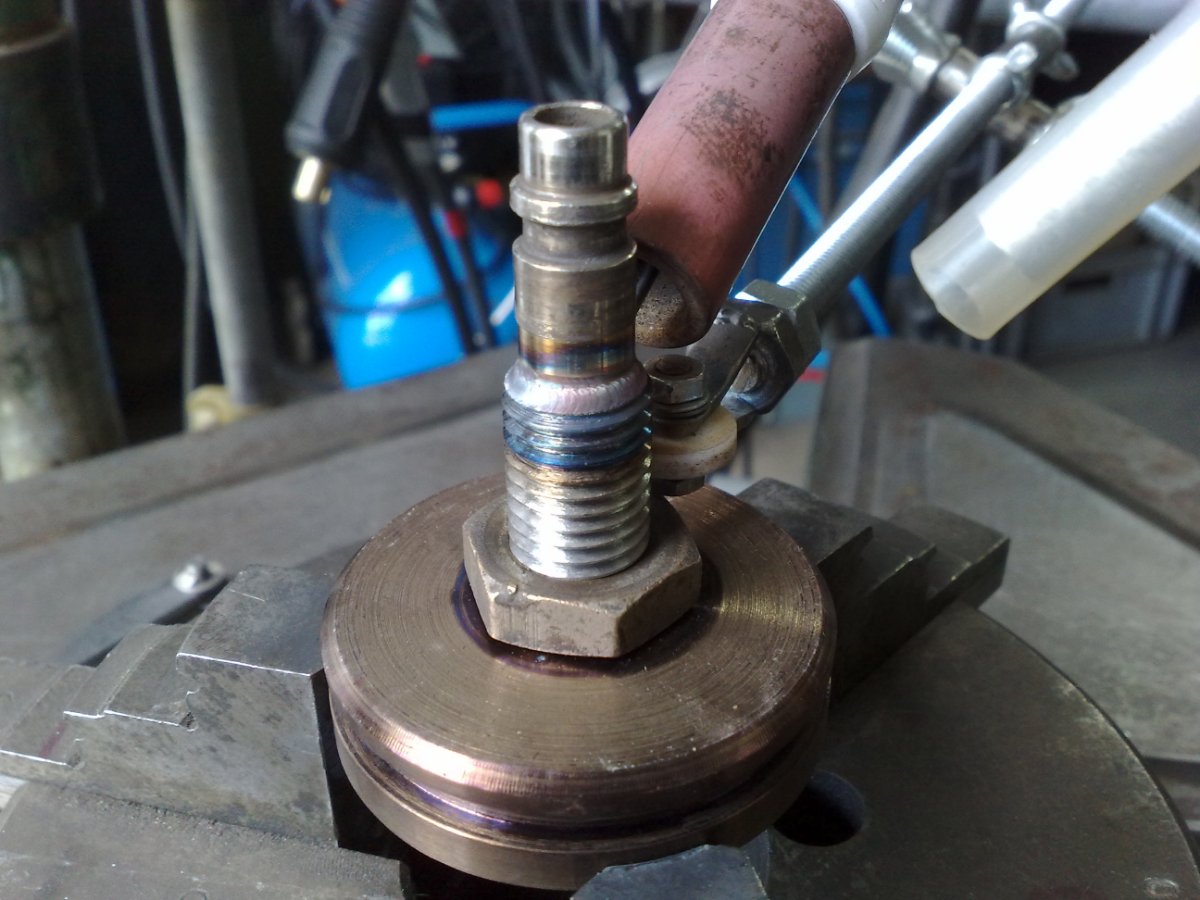
В продолжение темы (про лень).
Лень было точить наконечник под пневмо-разъем. На самом деле из-за глубины сверления. К заготовке-кругляку раньше была приварена деталь и материал видать подкалился и сверлился очень отвратительно.
Решил приварить готовый наконечник (деланный раньше, на досуге, из нержавейки). Почему решил из нержавейки? Черная сталь может на таких маленьких диаметрах закипеть в зоне перекрытия сварного шва, на финише.
Диаметр вставки 12 мм, верхняя стенка нахлесточного соединения - 1 мм. Вся трудность - не задеть резьбу (М16х2).
В результате резьба не повредилась, гайка накручивается свободно.
П.С. Может способ изготовления этой детали чрезмерно замудрый, но зато приятный на ощупь, да и алгоритм программы лишний раз обкатать не помешает.





-
2
-
-
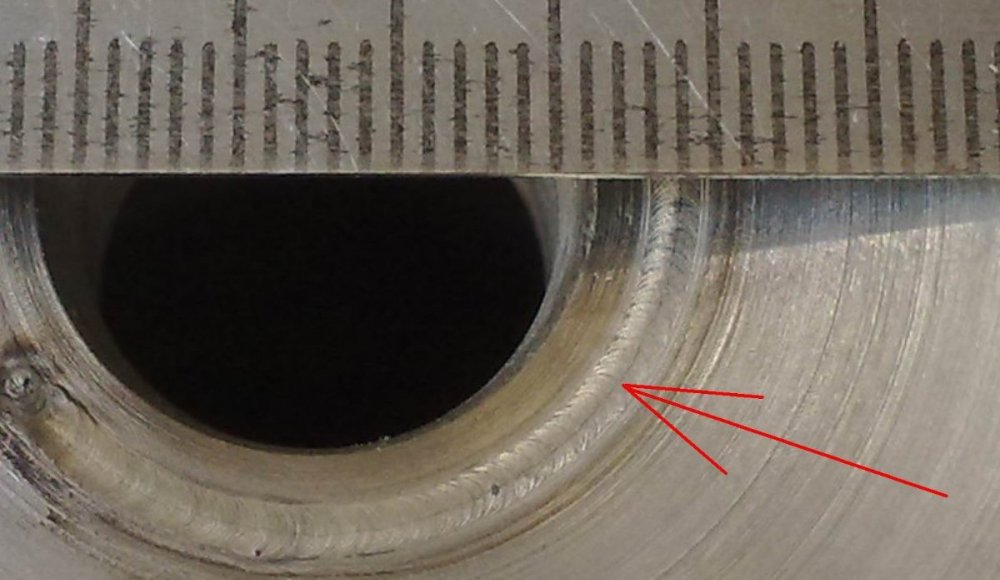
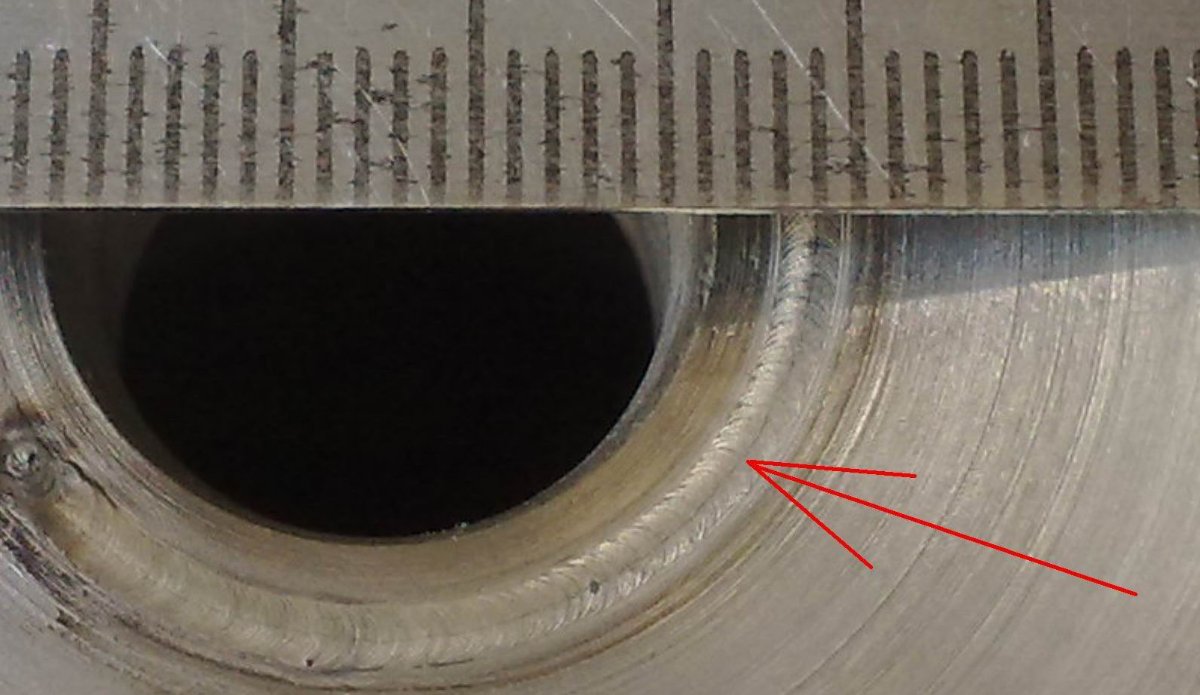
Про горячие трещины, или про чудо, которое в очередной раз не произошло.
Надо было деталь сделать, но материал нашел только с отверстием большего чем нужно диаметра, да еще и из 40Х. Пришлось вваривать втулку (Ст3).
С одной стороны обварил за два прохода, чтобы не проводить предварительный подогрев (с надеждой на самоотпуск). Вроде прокатило.
После изготовления детали, нужно было для подстраховки обварить втулку с другой стороны.
Вот что получилось.
Пришлось все переделывать по правилам, с подогревом и отпуском.
П.С. Ну и конечно же, программа в помощь.




-
- Популярный пост
- Популярный пост
Эх, не люблю я гнилье варить.
Вся трудность была в отковыривание остатков оторвавшейся гофры. Соединительную муфту, даже пришлось растачивать от остатка гофры.





-
3
-
7
-
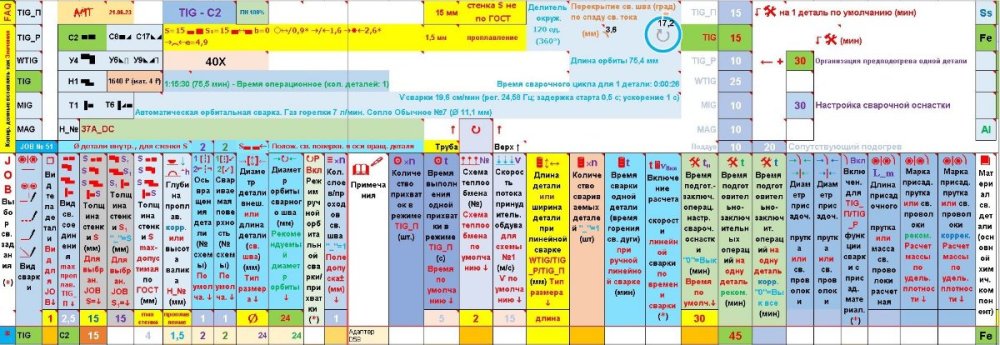
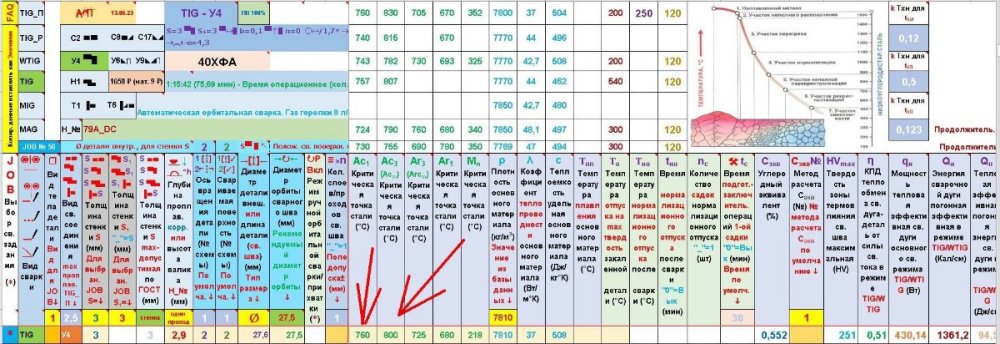
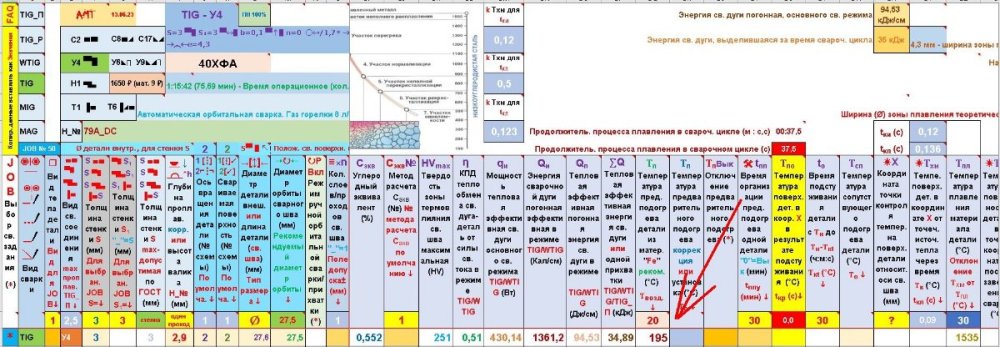
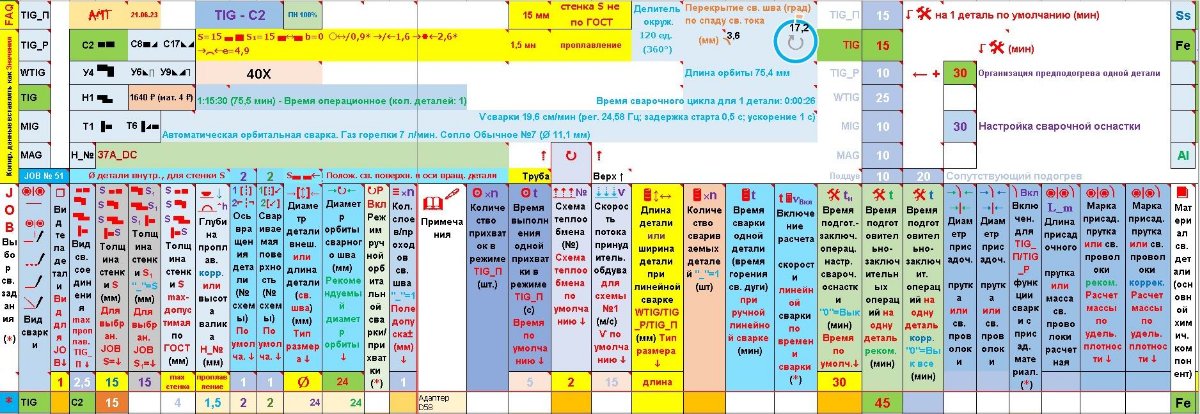
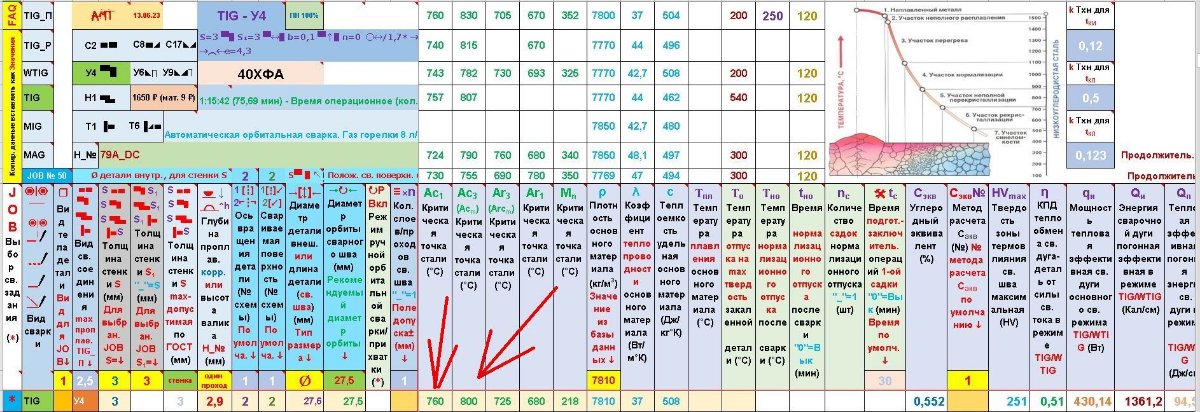
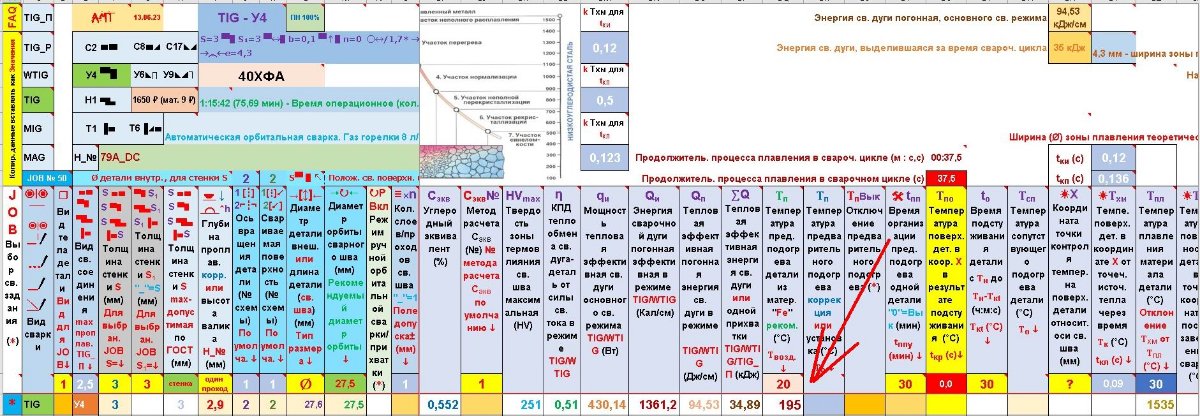
Стопор головки болта.
Изготовлен из торцевой головки S19.
Марка стали головки была принята как 40ХФА (трудносвариваемая; флокеночувствительная; склонна к отпускной хрупкости).
Произведен предварительный полный отжиг заготовки по температуре критической точки Ac3 (+40 С).
Сварка производилась с температурой детали 195 С.
После сварки произведен отжиг по температуре критической точки Ас1 (+40 С).




-
1
-
-
На малых давлениях быстросъем бывает и не уплотняется. Необходимо поглядывать за ним. Я по ротаметру при открытие баллона контролирую.
А так... Почему бы и нет.




-
1
-
-
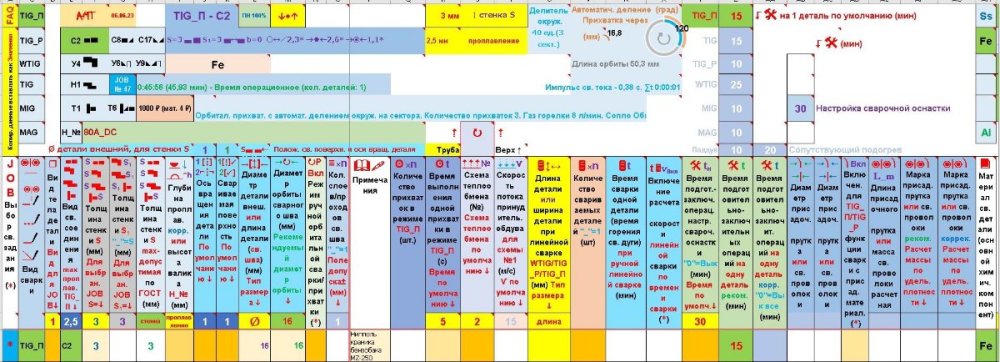
Заглушка свечного отверстия (из свечи).




-
1
-
-
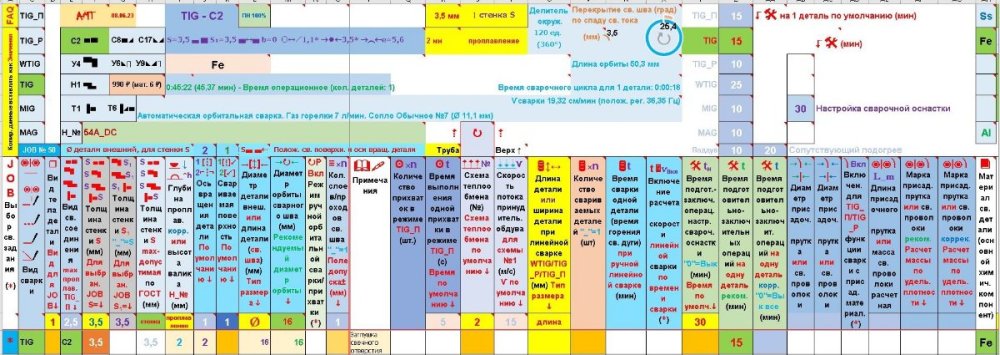
Верну тему на рельсы.
Мотоциклетный бак. Кто-то уже дорабатывал ниппель топливного крана. Пришлось приваривать резьбу с другим шагом (под имеющийся кран) так, чтобы доработка не бросалась в глаза.
Сварка самая рядовая, но вот бак...
MZ-250 1966 года. Модель - победитель чемпионата мира по "шестидневке" 1963_64_65_66 (на крышке бензобака это зафиксировано). Позже еще побеждали в 67 и 69. Мотоцикл наверное единственный в стране (во всяком случае в такой комплектации и состояние). Сейчас у меня на реставрации.
П.С. По сварке. Чего-то я поскромничал. Сварка тоже восхитительная.






-
4
-
2
-
-
У меня сосед по гаражу был, машины ремонтировал. К нему с вопросом: какое мне масло залить в двигатель, Ответ: у меня машины нет, а в свою лейте какое хотите.
Я просто рассказал как вытесняю кислород воздуха при сварке нержавейки без газоанализатора.
-
1
-
-
14 минут назад, sherwood сказал:
нос не заменишь формулой
Как-то в стародавние времена воспользовался советом выше и отдал варить канистру на сторону. Канистру проветривал в течении недели, ставя ее открытую на солнце (жарким летом). Запаха бензина по результату проветривания не было, но канистра при проверке (поджиг) перед сваркой хлопнула.
19 минут назад, sherwood сказал:Кто то сказал, что теория и практика это две сестрички и они редко идут параллельно.
"Если факты не подтверждают теорию, их нужно отбросить" - Закон Майера.
http://taketop.ru/articles/energetika/teplosnabgenie/osntepl/gazsmes
-
1
-
-
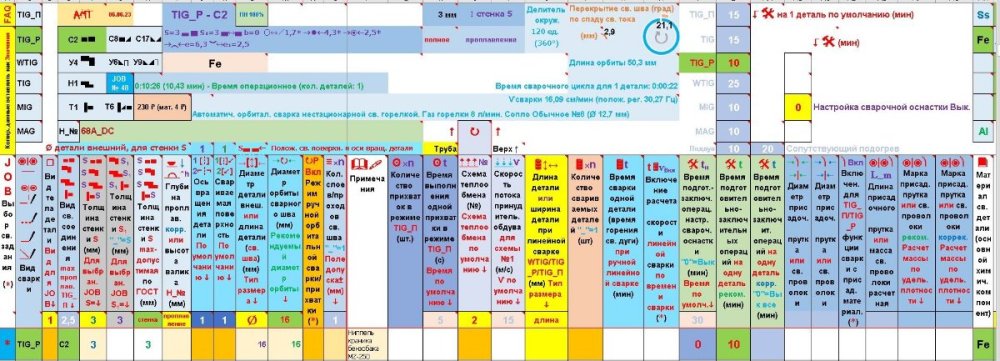
В 17.05.2023 в 17:19, hvr63 сказал:
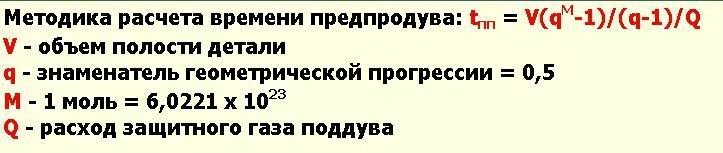
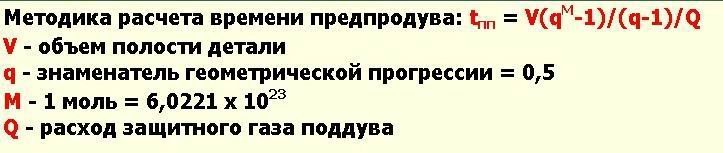
Для особо-въедливых привожу методику расчета времени предпродува (Тпп).
Тпп = V(qМ-1)/(q-1)/Q
V - объем полости детали
q - знаменатель геометрической прогрессии = 0,5
М - 1 моль = 6,0221 х 1023
Q - расход защитного газа поддуваНе углядел. Текст вставился с кривым форматированием (степенные значения слетели). Привожу правильную формулу.
-
9 часов назад, sherwood сказал:
Интересно послушать обоснование.
Газовые законы здесь рулят (законы идеальных газов). Но даже если брать воду вливаемую в емкость с бензином, то из емкости будет выливаться смесь воды и бензина. Также и с газами. При продуве, из емкости вытекает смесь подаваемого газа и газовой среды, находящейся в емкости. Состав вытекающей смеси будет зависеть от турбулентности потока подаваемого газа и от законов идеальных газов.
В теме про свою программу я уже приводил методику, но не углядел и вставил формулу с кривым форматированием текста (степенные значения отобразились некорректно). Привожу методику здесь (в своей теме тоже исправил).
Методика изначально разрабатывалась для продува полости для вытеснения кислорода при нищебродской сварке нержавейки (без газоанализатора). При использовании методики следует учитывать, что берется идеальный вариант смешивания газов внутри емкости. При неидеальном смешивание (как и бывает на практике), время полного замещения может как увеличиваться (когда вытекает "бедная смесь"), так и уменьшаться (когда вытекает "богатая смесь").
Теперь про продувку топливных емкостей перед сваркой.
Во первых - емкости бывают большие и на глазок трудно определиться с временем продувки.
Во вторых - чтобы жахнуло по полной, необходимо идеальное количество горючего газа и окислителя (чтобы окислился весь объем газа без остатка). При неидеальном соотношении газа и окислителя - "бах" может быть не столь грандиозным.
В третьих - чтобы поджечь газо-газовую смесь нужно чтобы сложились определенные условия. Наверняка многие сталкивались с ситуацией при запуске двигателя внутреннего сгорания: вроде есть что поджечь, есть чем поджечь, а не заводиться.
-
1
-
-
1 час назад, sherwood сказал:
Да, сделал поддув 5л, на 5 минут
По моим расчетам 8 минут получается.






























































Рождённые в СССР
в Курилка
Опубликовано · Изменено пользователем hvr63
Есть те, кто помнит что ДОСААФ закупал такие мотоциклы?
Вот, восстановил-отреставрировал.
MZ ETS 250/1 G 1966 года выпуска.
Мотоцикл MZ ETS 250/1 G является легендарной моделью мотоциклетного завода из немецкого городе Чопау (Motorradwerk Zschopau). Завод MZ является приемником DKW (Dampf Kraft Wagen).
Мотоциклы MZ ETS были победителями знаменитой «Шестидневки» (Internationale Trophy «Six Days») в 1963, 1964, 1965, 1966, 1967, 1969 и 1987 годах. Представленная модель побеждала в 1966 году (что зафиксировано на крышке бензобака).
Мотоциклы MZ ETS 250/1 G закупались ДОСААФ и были предшественниками поставок в СССР мотоциклов CZ в 1970-71 (вроде как, данный вопрос глубоко не изучал, если кто знает подробности - поправьте).
Характеристики:
Объем – 243 см3
Степень сжатия – 10:1
Мощность – 19 л.с. (DIN) на 5500 об/мин
Крутящий – 24 Н на 5300 об/мин
КПП – 4 передачи
Сцепление – мокрое, многодисковое
Сухая масса – 138 кг