

hvr63
-
Постов
902 -
Зарегистрирован
-
Посещение
-
Победитель дней
54
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные hvr63
-
-
3 часа назад, zakovika сказал:
Сейчас занят как все мои теоретические выкладки привязать к практике. Привязка без статистической математики не выходит.
Приведу для наглядности пример с проектированием гребных винтов. У именитых разработчиков на вооружении мощнейшие математические комплексы, но наряду с этим применяется проектирование основанное на эмпирических данных, годами наработанных на натурных и полунатурных испытаниях.
Лично я не имею возможности воспользоваться всей мощью российской науки, так что сразу сделал упор на притягивание за уши результатов натурных испытаний к теории.
-
 2
2
-
-
1 час назад, zakovika сказал:
А переделать её в отдельную аппликашку не думали, например на языке Лисп, Ракета ну и т.д.?
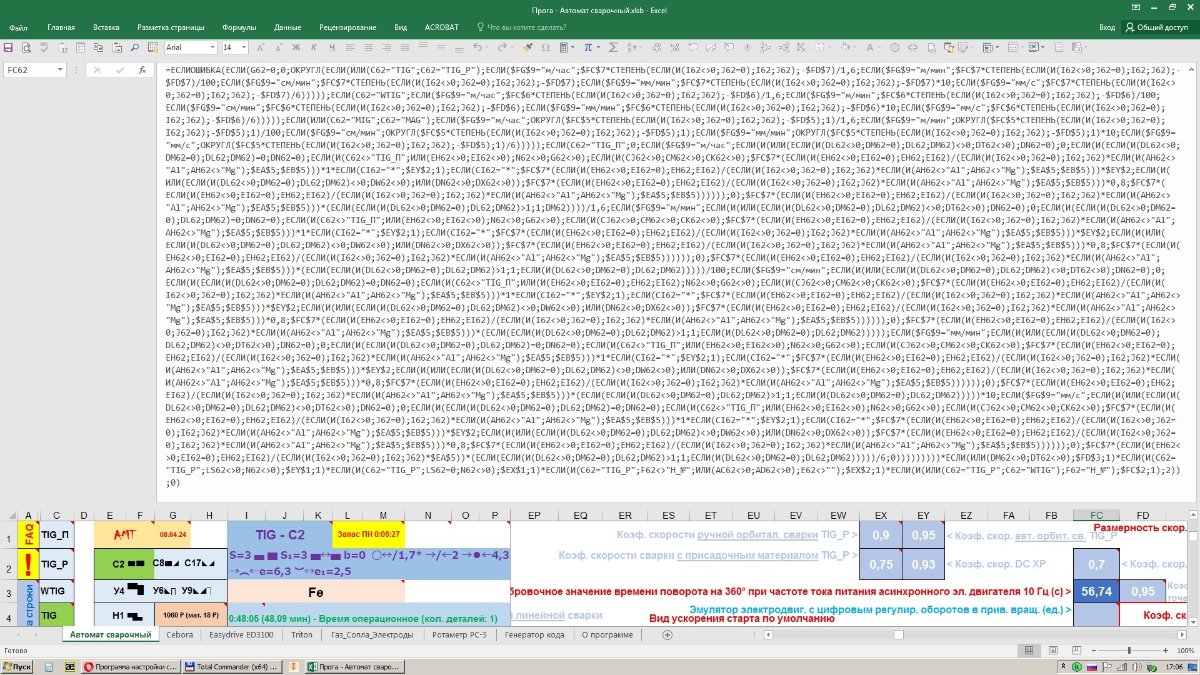
Во-первых - не умею, я не программист.
Во-вторых - логику (а на ней все и построено), реализованную в Excel, я думаю в чем-то другом реализовать будет крайне проблематично. Я и так иногда превышал ограничение Excel по количеству знаков в формуле (8192 символа) более чем в два раза. Приходилось разбивать одну гигантскую формулу на несколько более мелких формул.
-
2
-
-
3 часа назад, zakovika сказал:
Соответственно, увас этого расчёта тоже нет. Или я проглядел. Но работа интересная.
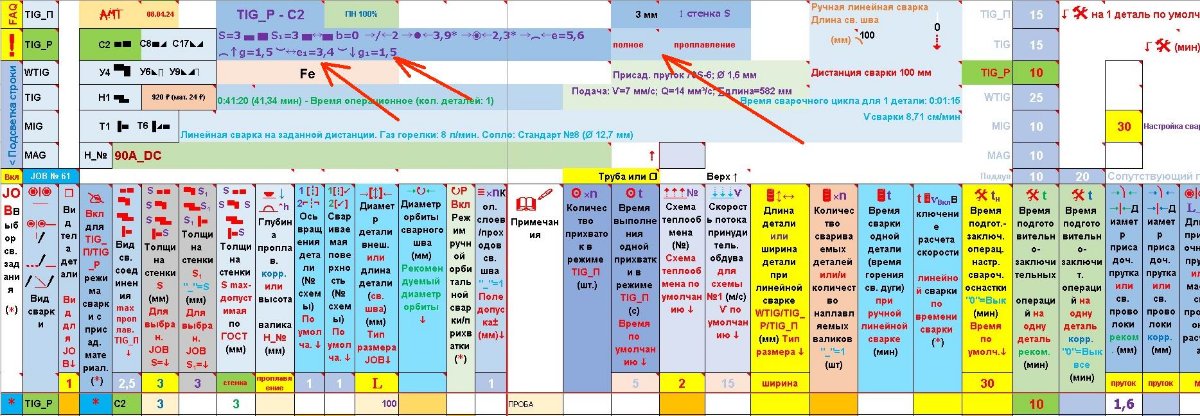
Программа в большей степени заточена под автоматическую орбитальную сварку. И в частности под сварку TIG без присадочного материала со сквозным проплавлением. Ширина сварочной ванны, ширина обратного валика и связанные с ними параметры - эмпирические значения, требующие корректировки на тестовых образцах. Все остальные параметрические данные, выдаваемые программой, имеют вспомогательный характер и не подкреплены серьезными научными исследованиями. Все сделано в рамках научно-технических возможностей разработчика и оболочки Excel.
-
1
-
-
1 час назад, zakovika сказал:
что это за приложение?
-
1
-
-
2 часа назад, zakovika сказал:
Кто нибудь
-
30 минут назад, andrei_381849 сказал:
Подскажите пожалуйста
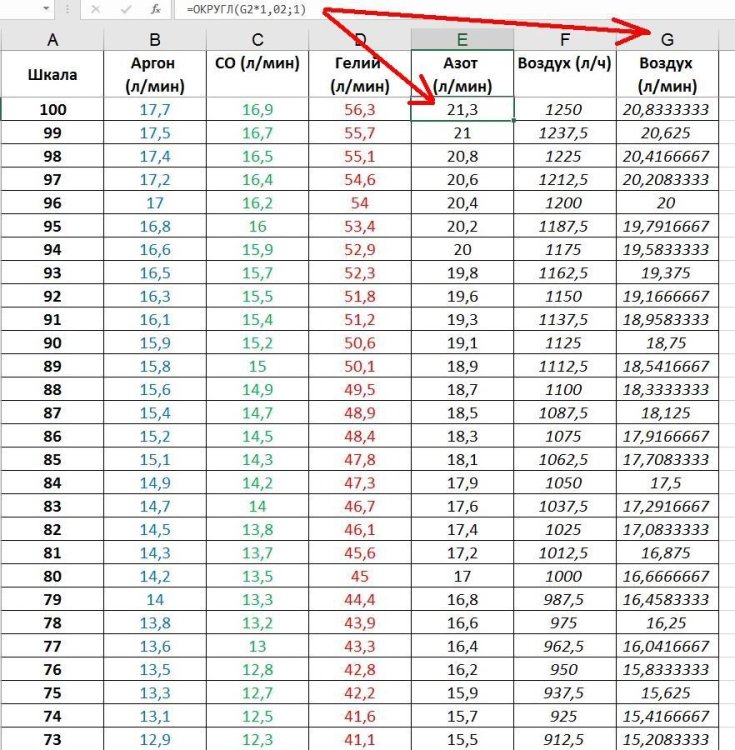
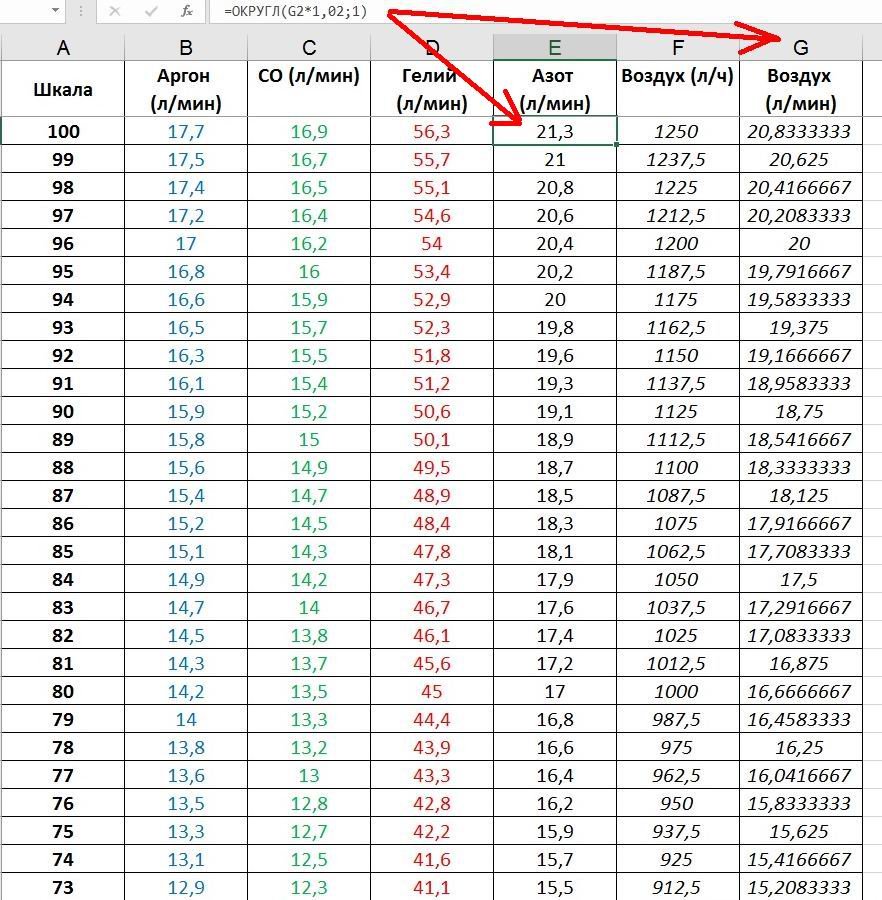
Все можно пересчитать через воздух. Вот шкала ротаметр РС-3.
-
 2
2
-
-
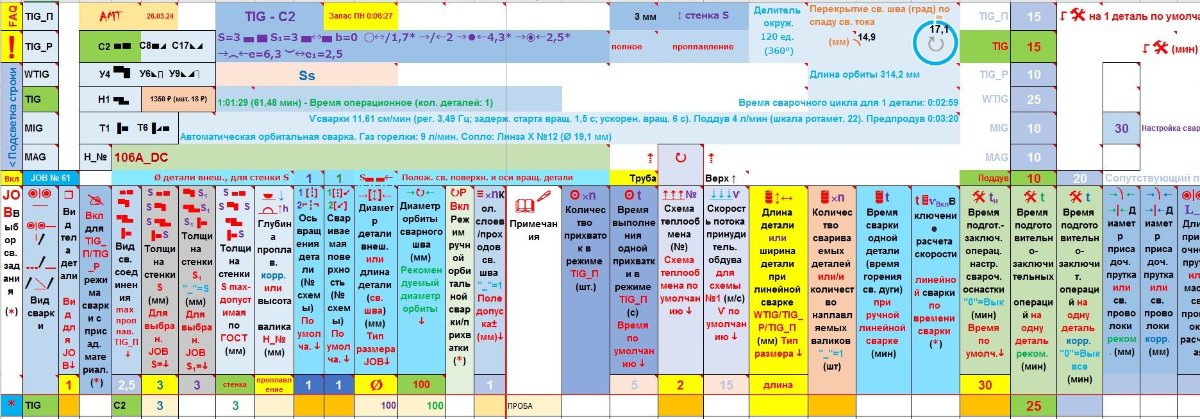
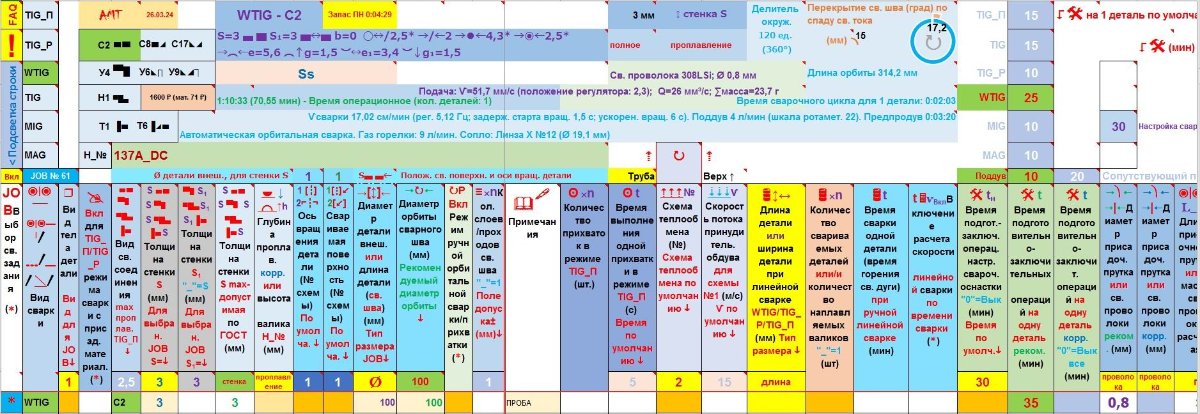
Так просто.
Автоматическая сварка под управлением ИИ.
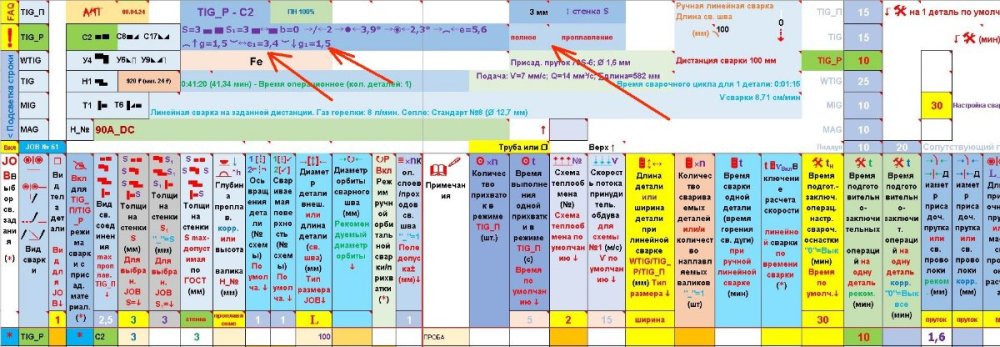
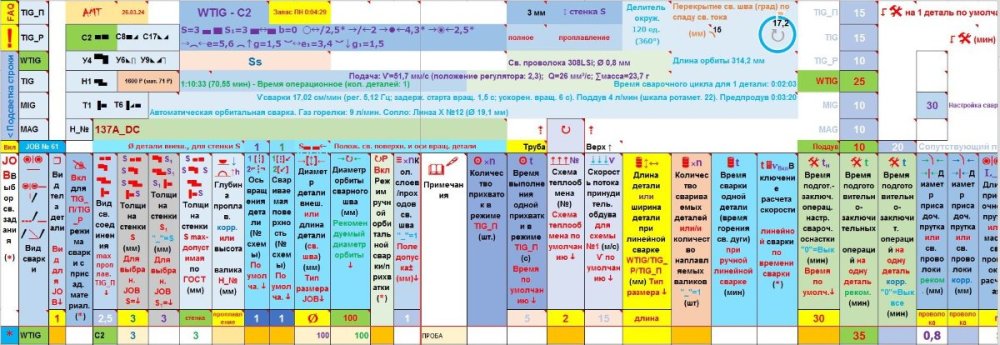
1. TIG (ИН).
2. WTIG (ИНп).
ПС. В настройках стоит диаметр 100 мм, так-как у меня агрегат не позволяет варить больший диаметр.

-
ГОСТ 34347-2017 Сосуды и аппараты стальные сварные. Общие технические условия
-
2 часа назад, AleksSPB сказал:
Подскажите, есть разница чем опрессовывать (вода/воздух) - или при одинаковом давлении нет разницы?
Если воздух бабахнет - "Walls Can Fall".
-
2
-
-
Если серьезно.
Еще раз дам совет (уже давал, но еще раз).
Создайте таблице настроек (хоть в Exel, хоть мелом на грифельной доске) и начинайте в нее заносить параметры, хоть самые приблизительные. Потом, по ходу истории, вносите правки в эти настройки. Получили более лучший вариант - подправили. Это позволит не ходит по одному и тому же кругу.
А про то, что вам сольют какие-то железобетонные параметры настроек... Приведу пример из совершенно, казалось бы, области. Я опять про свой любимый мотокросс. Вот заводская команда определенной марки мотопроизводителя. В ней два гонщика. Так вот, у эти гонщиков совершенно разные настройки подвески на абсолютно одинаковых мотоциклах и трассах. И мало того, они на каждой трассе, на практике перед заездами вносят изменения в настройки - ищут самые оптимальные.
-
2
-
2
-
-
Блин, ну хорош, не жмитесь, дайте человеку наконец все настройки на Викинг 200 дабл пульс про (он же Шерман). Что вам жалко что ли?
-
1
-
1
-
-
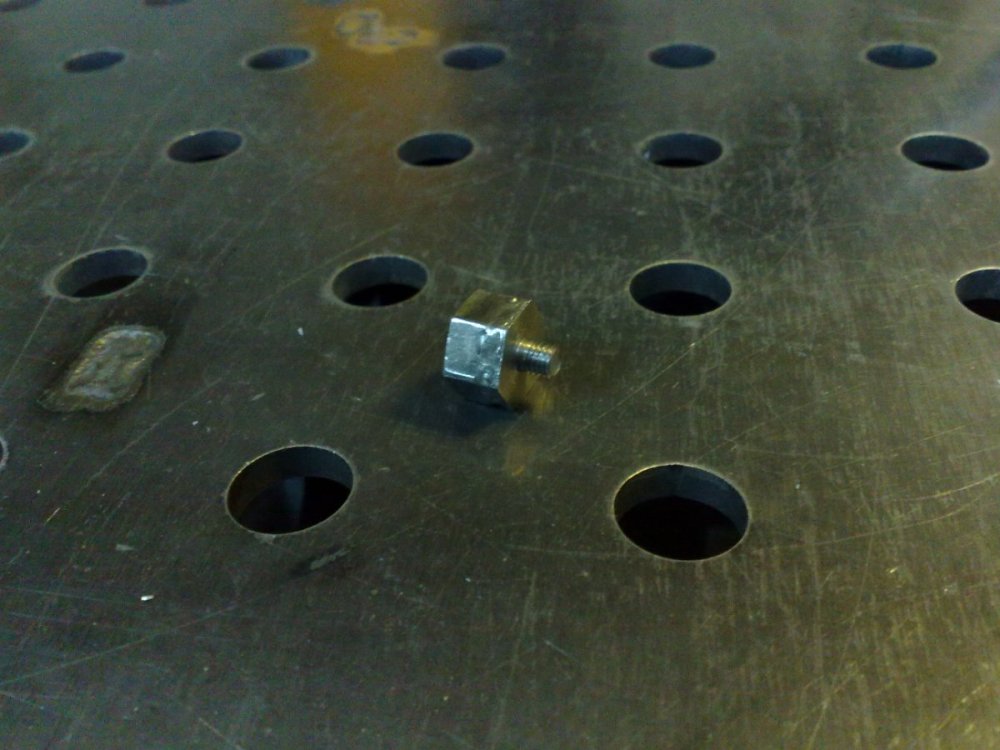
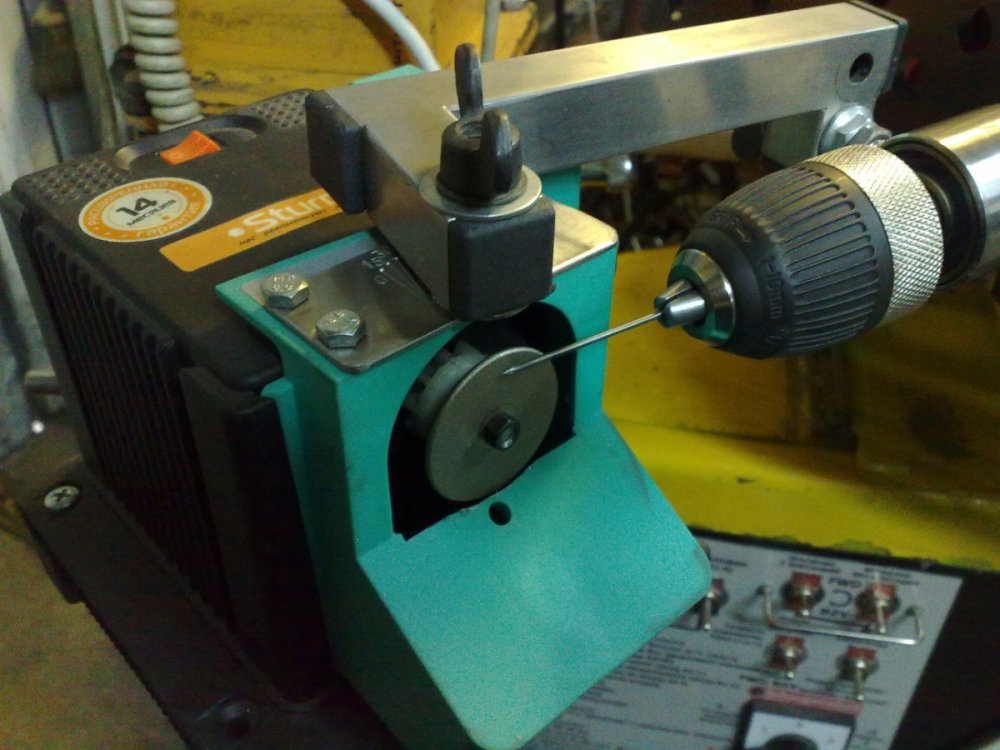
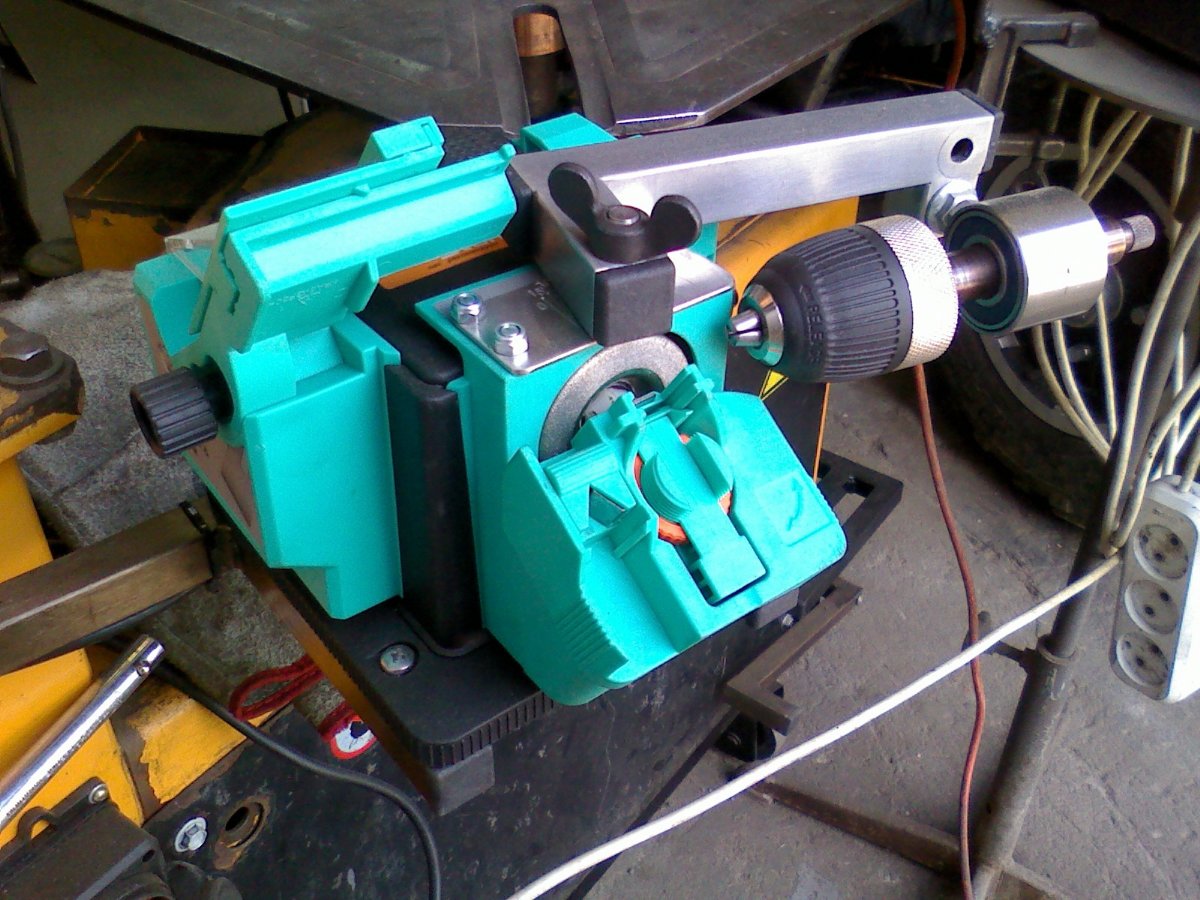
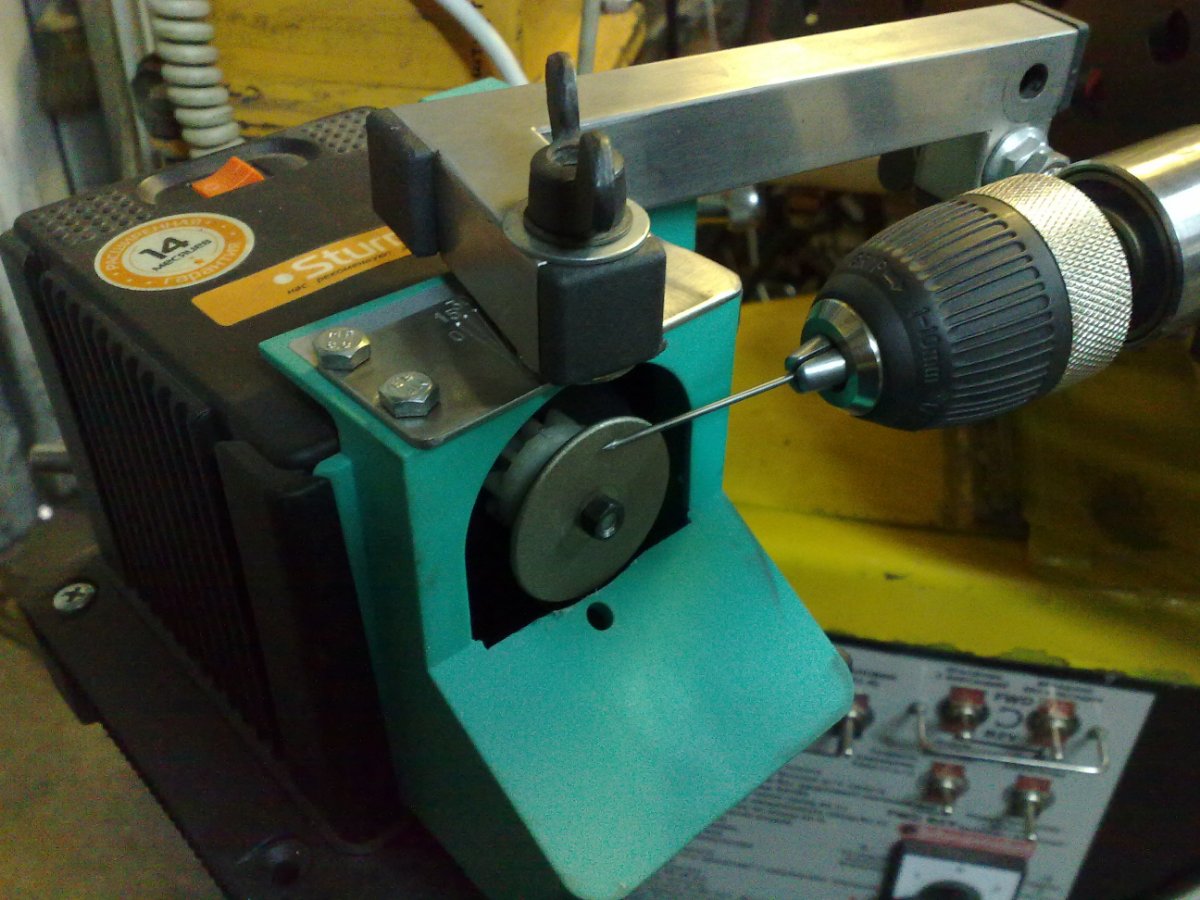
Дотянулись наконец-то руки. Доделал.
Напомню как было. Машина заточная уже была сделана, но штатный алмазный диск имеет очень слабую гальванического никелевую подложку крепления драгоценных камней. Зернистость тоже не очень - крупновата. Из-за этих факторов подложка моментом облазит.

Докупил алмазный диск https://www.vseinstrumenti.ru/product/disk-abrazivnyj-grindex-start-3st8035-10657862/ . Его посадочное отверстие - D5. У штатного диска - D10. Пришлось делать переходник. Резьбы переходника: М10-LH; М5-LH. М10-LH - резьба глухая, из-за этого переходник сварной.
В общем, по любому получилось дешевле, чем специализированную машинку покупать.



-
1
-
3
-
-
6 часов назад, Dmitry1962 сказал:
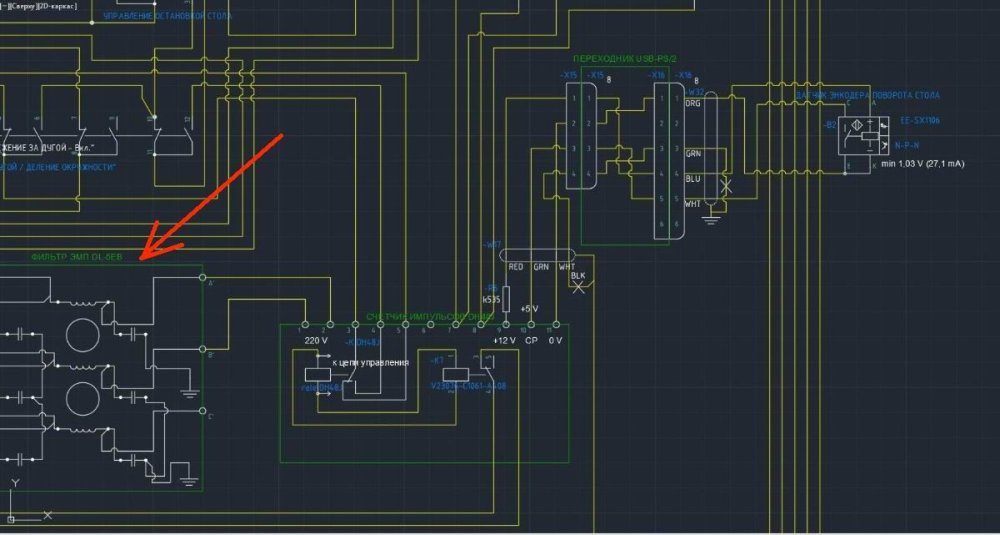
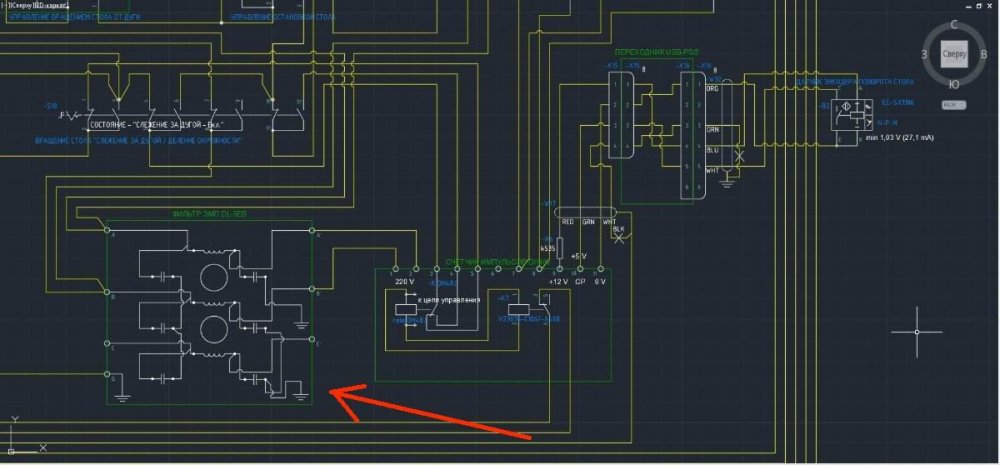
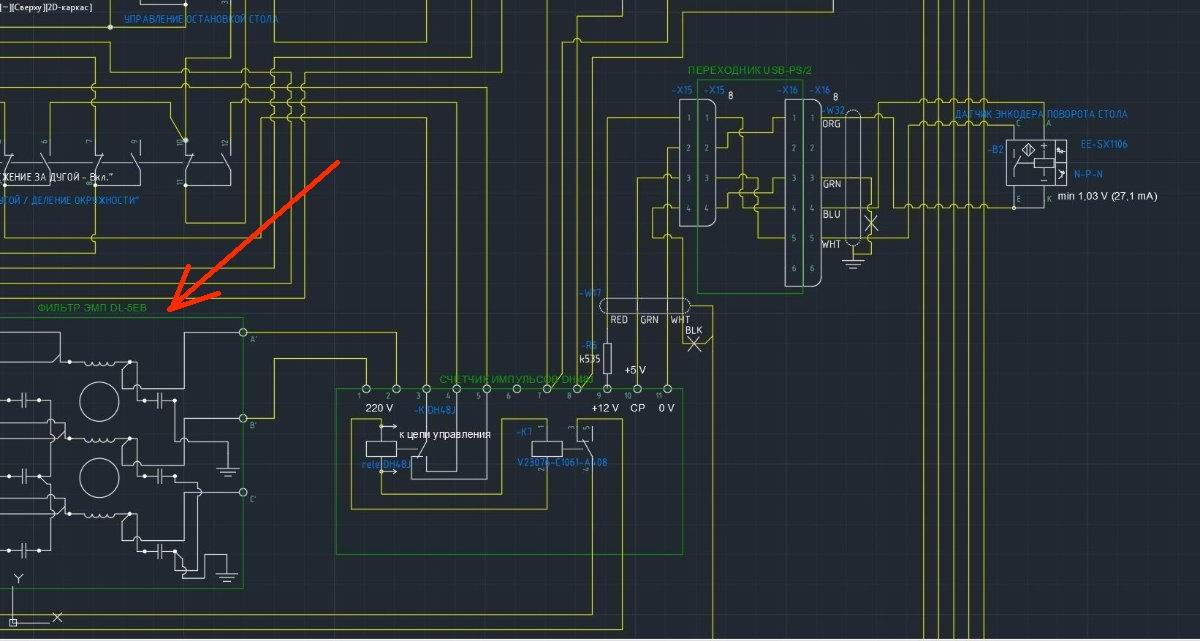
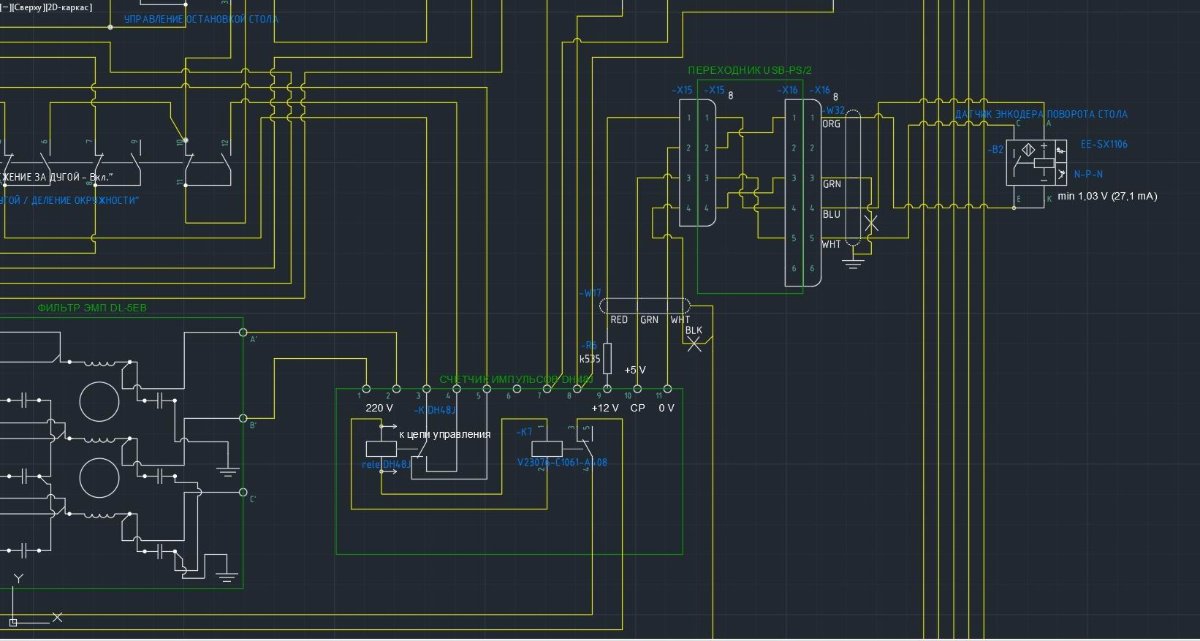
На фото (схеме?) не видно фильтра по питанию счетчика.
 6 часов назад, Dmitry1962 сказал:
6 часов назад, Dmitry1962 сказал:Не должен быть сигнальным! Т.е. к к фототранзистору должен идти кабель с 2 сигнальными проводами в экранирующей обмотке. Иначе экран становится витком, собирающим все возможные помехи.
У меня кабель энкодера сделан из двух кусков, USB и мышиный с разъемом PS/2, соединенных переходником. Корпус переходника не имеет связи с экраном кабелей. Я изначально экран посадил на корпус вращателя только с конца одного кабеля (USB). А чтобы соединить экраны обоих кабелей использовал один из свободных проводов кабеля. И что мне подумалось. Через этот соединительный провод прилетело высокое напряжение внутрь кабеля, так-как наверное этот свободный провод был частью чьей-то витой пары (да и не вытой, все равно как-то стремно получилось). Сейчас я переделал экранирование без этого соединительного провода - соединил экраны обоих кусков кабеля с корпусом вращателя отдельно, каждый со своего конца. После этих изменений не включался. Может уже все и исправилось. Но уверенности никакой нет. Хочется этой уверенности побольше насобирать.
Все глобальные правки схемы не позволять установить истинной причины аварии. Вот я и выгадываю, как еще раз все не попалить и истинную причину аварии не зарыть очень глубоко.
-
5 часов назад, copich сказал:
по сути, когда транзистор закрыт, то провод (транзистор - счетчик) в воздухе висит. Как минимум этот контакт лучше через 10кОм на землю повесить. Я не знаю схему реализации счетчика. Поэтому, повешенные в воздухе провода - ни чего хорошего.
А когда просто выключатель применяют? Тоже в воздухе провод висит. Нет тут что-то не так.
5 часов назад, copich сказал:Так же по 12В. Когда транзистор закрыт, то падения напряжения просто нет. И на коллекторе транзистора по сути 12В висит. Т.е. вообще правильно сделать, это делитель, два резистора и со средней точки брать необходимое напряжение, не важно, открыт транзистор или закрыт. А далее уже тока ограничивающий резистор, когда транзистор открыт, чтобы его повышенным током не спалило.
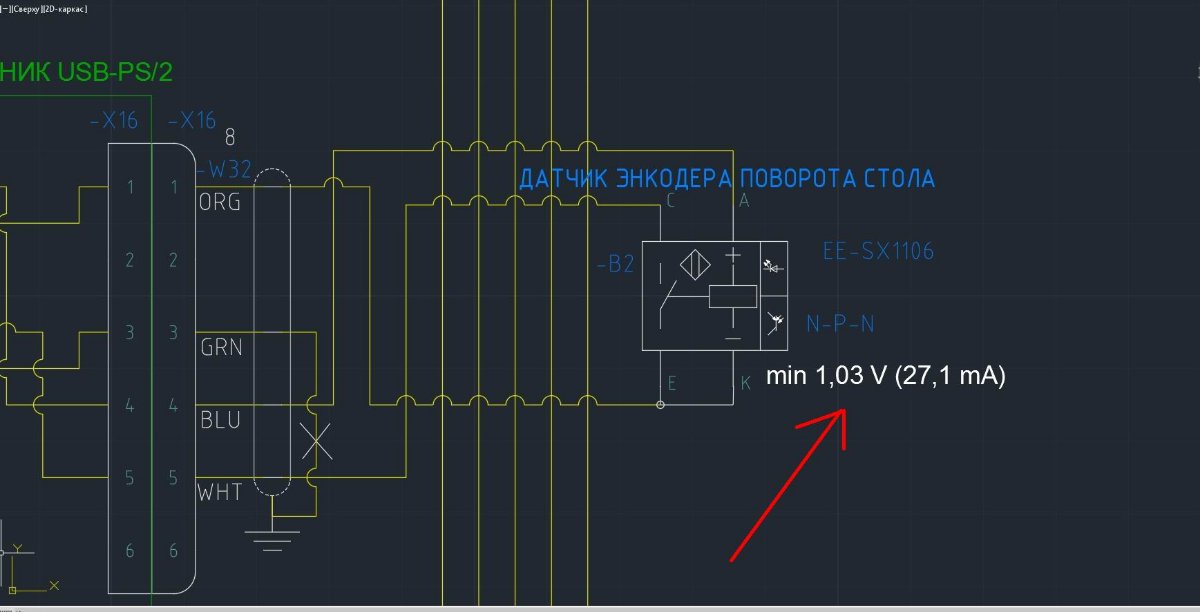
12В - это на аноде светодиода оптрона (через гасящее сопротивление - 1,2 В). А на коллекторе транзистора 5 В.
-
1 час назад, copich сказал:
а откуда 5В? Если выход оптрона повесить на вход счетчика, то коллектор подключается к 12В, а эмиттер к входу счетчика, а так же эмиттер дальше через резистор должен идти на тока ограничивающий резистор.
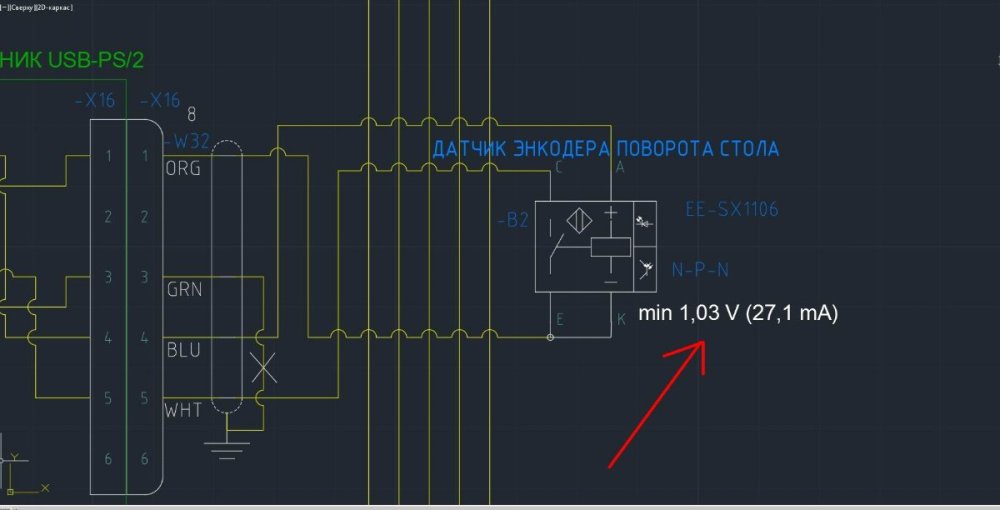
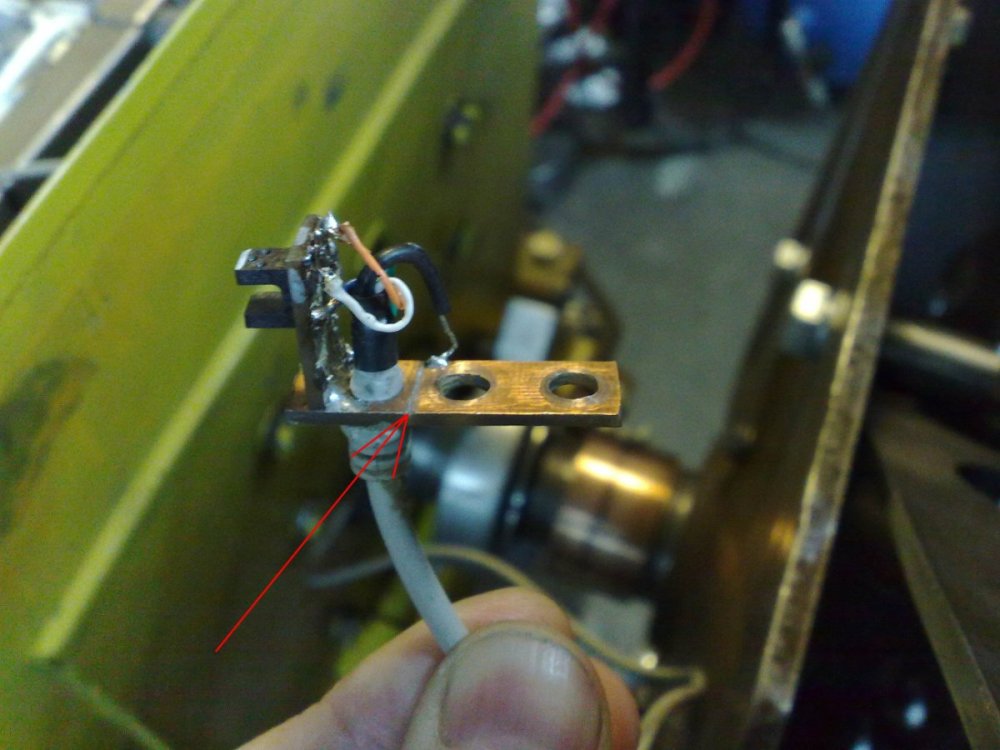
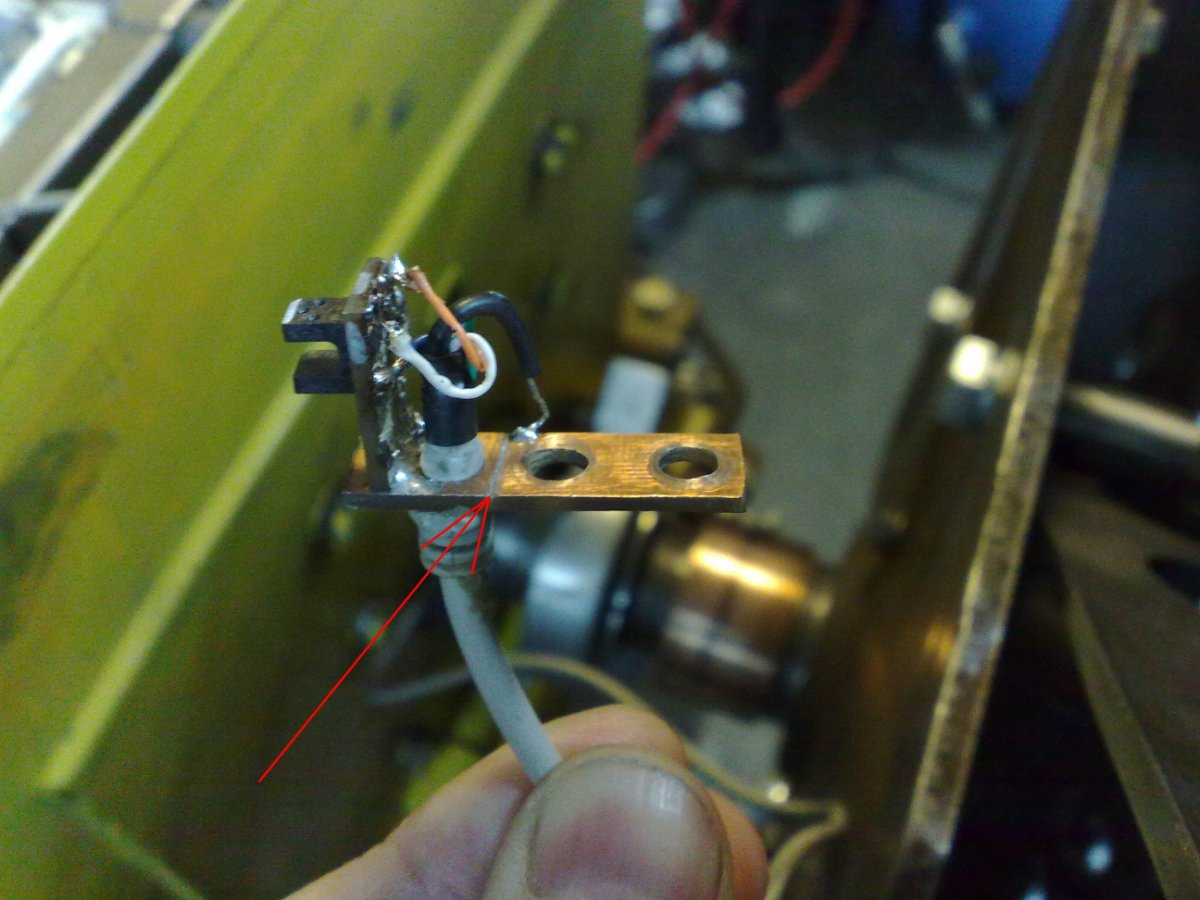
Вот как сделано (фото). Коммутируемый контакт на условном изображении оптрона - эмиттор/коллектор.
Остальные советы постараюсь осмыслить в течении дня.
-
1 час назад, Dmitry1962 сказал:
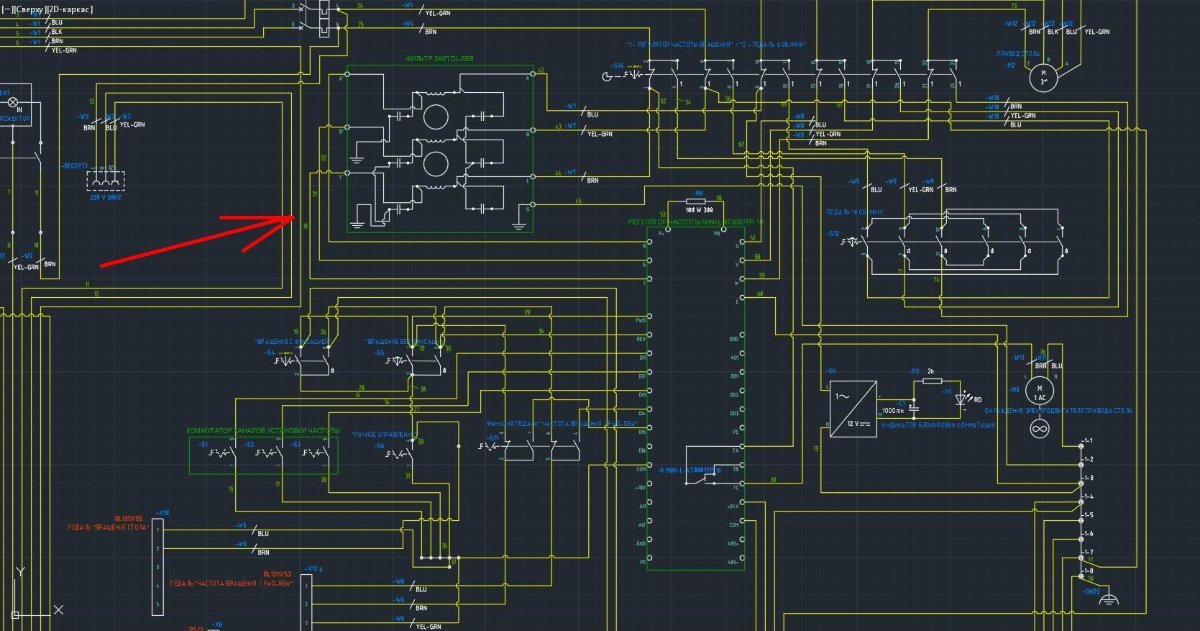
Валерий, я б все-таки начал с общей помехозащиты. У меня иногда при начальном поджиге срабатывала защита в усилителе, пока не запитал его от отдельного фильтра (пара дросселей от компутерного БП и пара пленочных конденсаторов) и не заземлил корпус сварочника. Т.е. помеха "бежала" по сети.
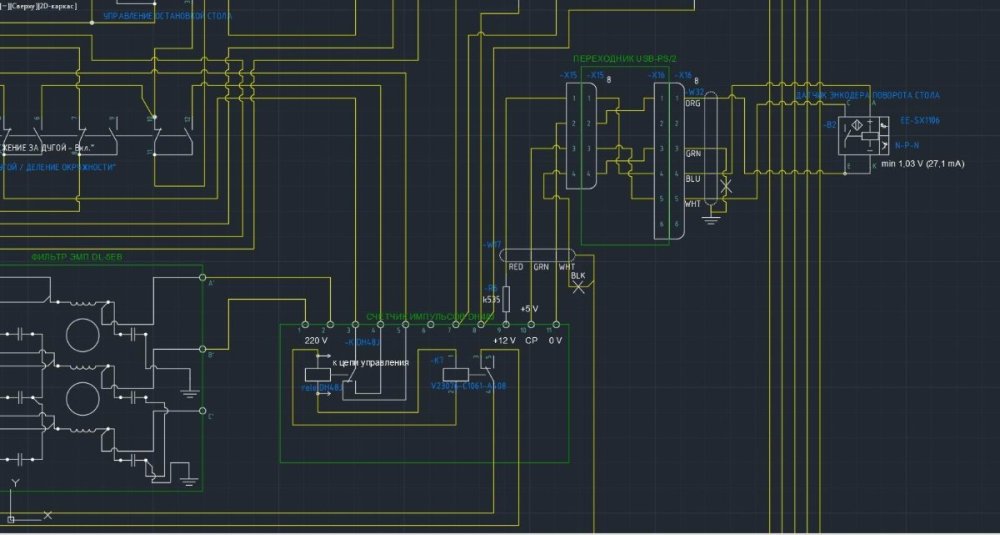
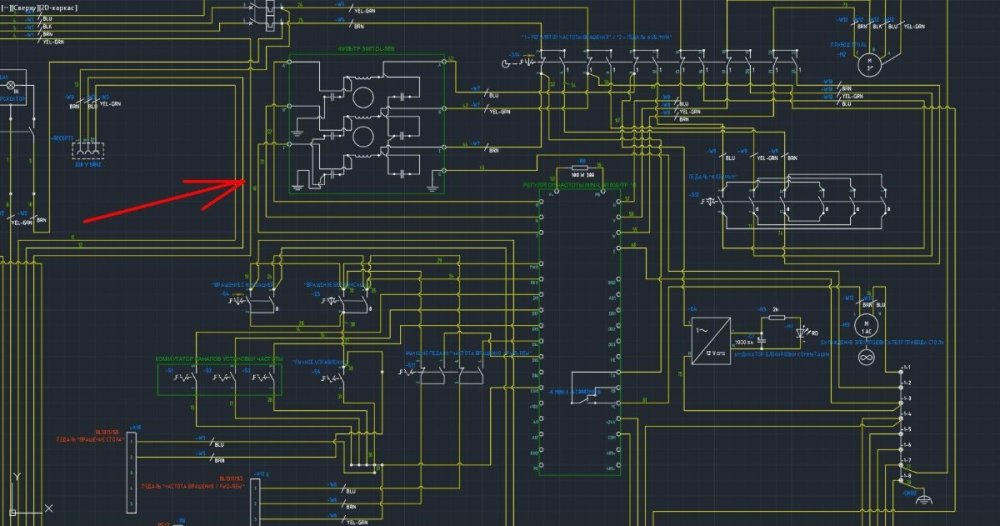
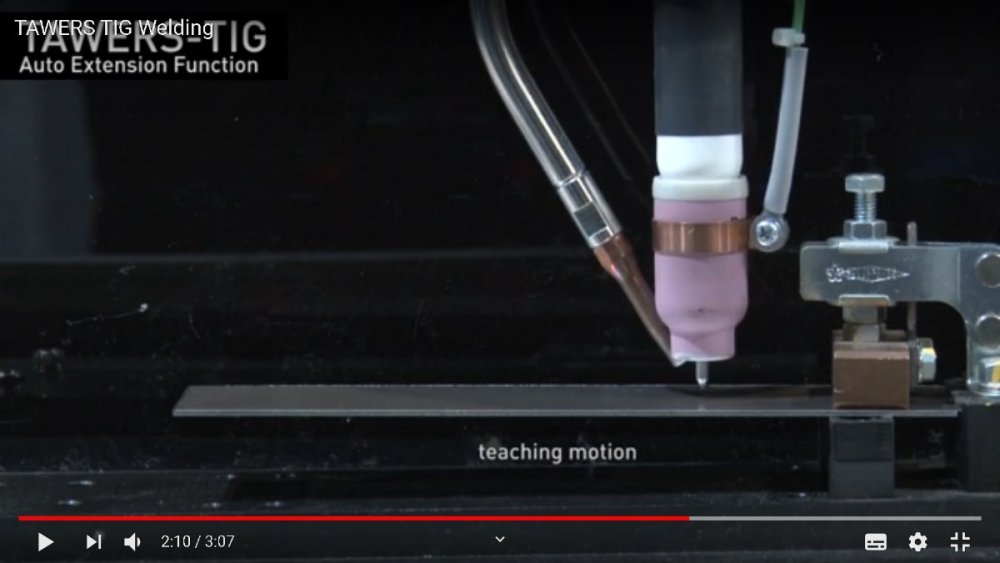
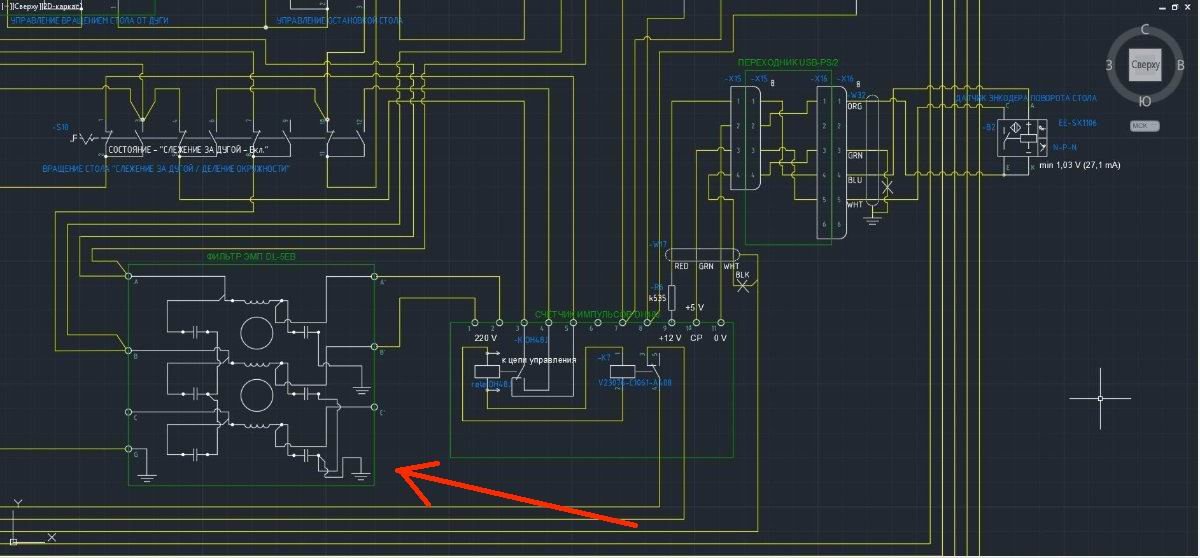
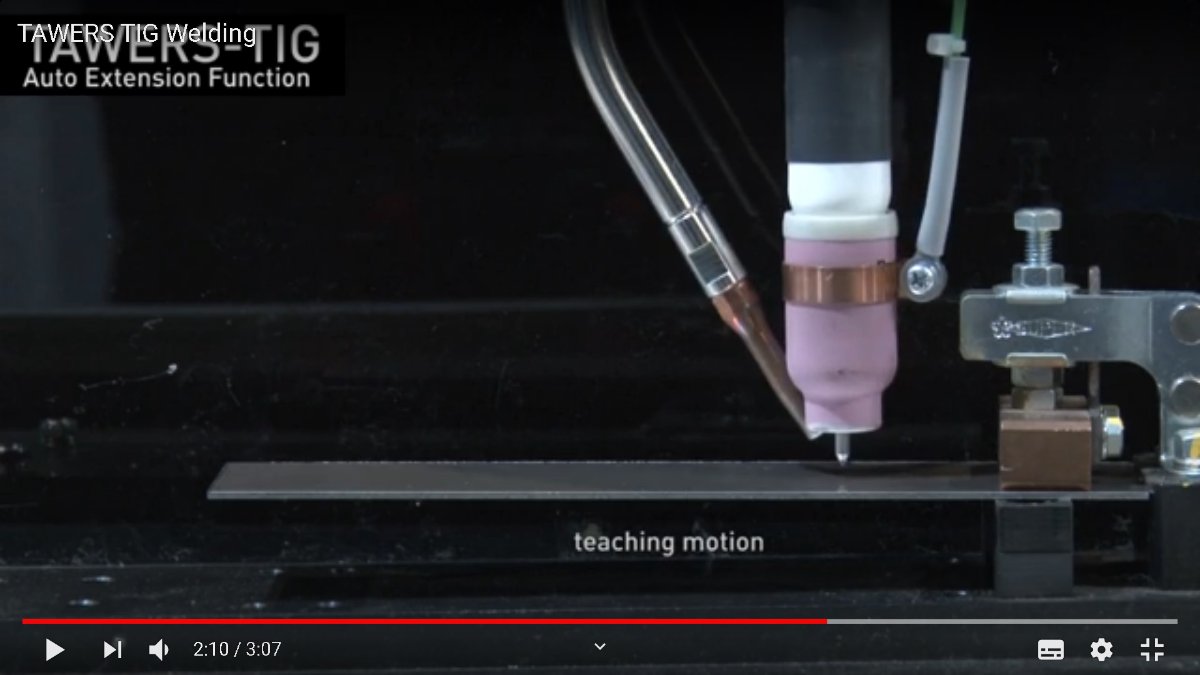
Фильтры на частотник и счетчик импульса у меня стоят (см. фото). Заземление, я уже говорил, не реализуемо. По общей помехе я еще видел заземляют керамику сопла горелки (см. фото), хотя это может быть не заземление, а какая-то обратная связь.
У меня создается такое впечатление (в силу слабых познаний в электротехнике), что при поджиге, из-за высоковольтности, часть энергии идет на "массу" аппарата, часть уходит через корпус вращателя на PEN-проводник, а часть, через экран кабеля оптрона на переход транзистора оптрона и дальше на вход счетчика. До модернизации, или переходное сопротивление на PEN было выше, чем на "массу" (сейчас оно ниже), или экран кабеля был был более правильно подключен. Когда все горело, у меня экран кабеля был подключен к внутреннему проводу кабеля. Сейчас я эту связь разорвал, но пока включать не решаюсь - ссу, и ищу еще какие-нибудь зацепки. Может эти мои действия и решили проблему. Нужно включаться и проверять, но хочется по максимуму обезопаситься.
-
3 часа назад, copich сказал:
Для светодиода, напряжение до 5В, а ток 50мА, но с нюансами. Ток транзистора не более 30мА
- По схеме оптрона. Это просто так Автокад их условно изображает (там в дополнительном поле стоят символы светодиода и транзистора - см. фото).
- Я решил что больше 30 мА на светодиоде лучше не надо, дольше будет деградировать (в этом английском дата шите я плохо разобрался, во всех ограничениях по току). Установил ток чуть больше минимального порога срабатывания транзистора (по светосиле). Кстати, про падение напряжение на светодиоде я в курсе, просто напряжение указанное на схеме (см. фото) проще контролировать без разрыва проводников. Но я и ток промерял и падение напряжения.
- По току транзистора. Это уже приближается к границе моих познаний в электронике. Я могу оперировать 5 вольтами по входу счетчика импульса.
- По поводу защиты обратным диодом обмотки реле от самоиндукции я тоже в курсе. На схеме счетчика импульсов нарисованы два реле: одно штатное: второе - моя доработка. Я схему счетчика детально не изучал, посчитал, что штатное реле должно быть защищено от самоиндукции и свое реле припаял параллельно обмотке штатного.
- По счетчику. Все эти счетчики сильно смахивают на Omron, но все какие-то разные, схемы тоже разные. Мой называется Counts DH48J-A. На схеме он указан с упрощенной кодировкой так-как я их идентифицировал условно (но надо будет буковку дописать, чтоб путаницы не было). Там вход для датчика с NPN переходом, или под обычный контакт. В этой части электроники я еще больше не очень силен, но несколько лет работало безупречно с этим оптроном.
-
3 часа назад, copich сказал:
И насчет счетчика, может и отремонтировать можно. Если есть желание, можете выслать или подвезти. Буду в выходные под талдомом, 20км не доезжая талдома со стороны Москвы. Скайп в контакте указан.
- Спасибо. Но пока их мне условно дарят. Вот когда все сожгу (штуки 4-5 еще осталось) буду думать про ремонт.
- Оптрон покупаю в Чип и Дип, у меня товарищ недалеко от их магазина на Беговой работает, привозит.
-
40 минут назад, Dmitry1962 сказал:
Оптроны да, не проблема, а счетчик недёшев...
Оптрон один остался, но на Чипе и Дипе вроде еще есть. А счетчиков еще штуки 4-5 осталось, правда они не мои, но пока дарят.
46 минут назад, Dmitry1962 сказал:На оптрон прямо-таки просится экранчик, хотя бы из жести


-
37 минут назад, copich сказал:
А так - жуть! Жуткая жуть... Это не энкодер, это баловство. Сгорает излучатель или приемник? Поставьте параллельно два конденсатора, один электролитический, второй керамику. Это для излучателя. Для приемника, тут надо поиграться, чтобы не "испортить" сигнал. Т.е. надо подбирать конденсатор, чтобы скорости разряда хватало. Или лучше RC цепь. Излучатель, он постоянно светит.
- А что не так? Пайка не нравиться? Так оптрон держит 260 градусов 3 секунды. Приходится паять шустро, не до красоты.
- Пробивает в обрыв переход транзистора. И явно разрядом ВЧ. А за транзистором что-то пробивает в счетчике импульсов по входу сигнала. Сам счетчик запускается, но логика не работает. Причем, два счетчика сгорели по разному, видать длительность импульса была разная.
- Обвешивать оптрон чем-то больно нудно, да я в этом и не понимаю, сделаю только хуже. Я ему напряжение питания еле подобрал: чуть меньше, на 0,1 В, и уже не срабатывает, а с запасом - боюсь светодиод долго не протянет. И так, при замене счетчика на другой, напряжение питания немного изменилось.
-
7 минут назад, Dmitry1962 сказал:
А что у тебя там стоит?
Оптрон щелевой - Omron EE-SX1106
Счетчик импульсов - DH48J
-
4 минуты назад, copich сказал:
как и почему, разбираться дело не благодарное. Сейчас есть проблема и ее надо устранить. И каждый раз я сталкиваюсь с одним и тем же... а оно работало... Тут такое дело, что очень часто явная проблема не решается одним действием. Бывают проблемы, когда ее вызывают пару и более стечение обстоятельств. Поэтому, берем и исправляем тут, тут и там и тогда смотрим на результат. Т.е. не надо искать причину конкретно, надо вначале устранить все явное.
По опыту диагностики неявных неисправности, а зачастую и явных (без относительно технической сферы). Прежде чем не локализована и не устранена текущая неисправность, лезть в смежные системы нельзя. Такими действиями зачастую маскируется причинно-следственная связь по текущей неисправности и потом концов не найдешь. Я при приеме чего либо в ремонт очень тщательно допрашиваю потерпевшего про обстоятельства происшествия и какие действия (или бездействия), даже самые незначительные, этому предшествовали. Конечно, бывают случаи случайных наложений обстоятельств, но это тоже должно выявляться при аналитическом анализе неисправности, прежде чем приступать к работе.
В моем случае была череда действий (модернизация), которые или непосредственно привели к аварии, или усугубили какой-то технический просчет с пограничными характеристиками, который, при данных изменениях конструкции, привел к аварии. И сейчас я пытаюсь путем аналитики локализовать неисправность, потому что лимит натурных испытаний я исчерпал (оптроны и счетчики импульсов почти закончились, на оду попытку толь осталось).
-
10 минут назад, Dmitry1962 сказал:
экранировкой и, все же, с заземлением (кстати, мастерская далеко от распределительного щита?).
Щит далеко, да и к тому же предстоит переезд на новое место, а там все по новому.
Экранирование и заземление уже практически не реализуемая задача. Электроника и электрика не моя сфера. Мне даже экранированные провода только из USB и мышиные доступны, а их трассы - десятки метров, это все перепрокладывать, переподключать...
На данный момент все, что мне пришло в голову - увеличить зазор между дорожками датчика. Может его пробивает?
-
21 минуту назад, Dmitry1962 сказал:
У тебя столько петель, работающих антеннами, что даже странно, как раньше работало. ИМХО - надо порядок наводить...
Это поиск лучшего от хорошего. Работало же.
Проблема пока не в этом. Ну или не совсем в этом.





Программа настройки сварочных процессов
в Продам
Опубликовано
Мне в условиях не производства тяжело подготавливать испытательные образцы (банально нет исследовательского материала), так что тоже испытания не особо обширные.