psi
-
Постов
4 787 -
Зарегистрирован
-
Посещение
-
Победитель дней
23
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент psi
-
сделай канал на ютюбе
-
@Djonny, офлюсованным=)
-
@Serj55441,как работает не понимаю?
-
вообще данный аппарат вещь, нареканий нет! кстати если бы форсаж 160 сделали с цифровым табло, поменяли скр на 25-35, сделали пластиковую нанель спереди и сзади, не внедряли бсн и поставили регулировку форсажа, подняли хх до 90 вольт. то могу заверить что он выдавит всех с рынка в данном сегменте. они будут в не конкуренции! от китайцев до европейцев.... и выполнить такую игрушку для гпрз задача реально с меньшими вложениями! рынок спрос в бытовых и мобильных аппаратах очень высокий!
-
https://youtu.be/q9UqJkJ0peQ
-
оригинально https://youtu.be/cPpXJBXcmIo
-
я придумал (вернее спер) как бороться с пылью и загазованностью на рабочем месте https://youtu.be/WML8bY6U044 https://youtu.be/Vr-BbPRP8kc
-
 @SergDemin, так я не с потолка взял, я три дня сидел и жег разные электроды. наблюдал за процессами. вообще это после того как появился пико. до этого вроде как на линколи или подобном (не дешевом) первый раз столкнулся с форсажем. вот он там работал неадекватно, жил своей жизнью. трубу не поворот варишь, лб все хорошо ток 67 Ф3.2 и "привет тебе" захотел накинул току - дыра... я долго матерился, пока не отключил... при чем момент был где проверяли, и эстетика вид на первом месте. отключил и забыл и не признавал. на фине не понимал его форсажа поскольку не понимал сути дела и варил всегда разными электродами от мр-3 то собарос и очень мало. так вот тут грань очень тонкая. лучше всего форсаж дуги видно на основном покрытии (как в госте который только на постоянке работает) для примера брал уони эсаб но на озл-8 волгорадских, видно сильнее. там перенос металла крупными каплями (как "шлепок майонезный" ). ток выставляем рекомендуемые заводом к примеру у меня Ф4 110 ампер, при вертикале по букварю снижаем еще на 10-15% в итоге 93,5-99 ампер. варить сложно из-за крупных капель выкручиваем форсаж в плюс до момента разбивания капель на более мелкие, но без фанатизма иначе получим неустойчивую ванну. на хороших (дорогих) электродах плохо заметно вроде как не заметно. и проверять надо на вертикал, а лучше видно на самом дурацком от 6 к 9 или 3 часам или пластине между полу потолок полу вертикал. сразу заметно разницу вот два видео в первом нету мостика замыкания, мелкокапельный перенос https://youtu.be/mP9IM8x0Ce4 а вот тут крупнокапельный и мостик замыкания 4 секунда https://youtu.be/zJeQkzwJmcQ чтоб такого не было форсаж в плюс пока дуга не будет более с большим количеством но меньшем в размере каплями металла и повторюсь что "форсаж от залипания", это косвенная функция. больше манагерский ход делающий акцент на второстипенную функцию,но более понятную потребителю=) функция форсаж для профессионалов (тонкая корректировка дуги). но для новичков тоже полезна так как проще держать дугу в плюсе Antistick антистик работает кстати по разному на аппаратах. кто то в ноль, кто то до мин ампер (на кемппи и евм так), на малых диметрах второй вариант не очень так как, Ф мал и электрод жидкий... почему не понимаю. хотя логичнее в ноль... есть мысли чтоб не перегружать низкую сторону силовой части аппарата, но это мне не понять так как я не физику, не электронику не знаю , надо Алексея спрашивать=) еще момент. про энергопотребления пишут че попало. оди при 160 амперах 7квт другой 4квт... откуда он берет остальные три, генерирует ??? или этот аппарат работает при 140-230 другой при 190-220. вся идея энергопотребления одинаковая, отклонения есть но это настолько незначительно что не берем в рассмотрение (если у вас адекватный аппарат) допустим аппарат работает 110-220 вольт. для 150 ампер надо примерно 20 ампер высокой стороны или 8,75 квт 220 вольт, но вот 150 при 110 вольтах надо уже в два раза больше 17,5 квт.... как то так. так же есть момент с высокой стороны стоят конденсаторы, и их емкость решает пусковые токи. вначале работы пусковые токи намного выше и съедает больше возможности сети. то есть они аккумулируют на короткий промежуток времени энергию которая выравнивает график потребления из сети.
@SergDemin, так я не с потолка взял, я три дня сидел и жег разные электроды. наблюдал за процессами. вообще это после того как появился пико. до этого вроде как на линколи или подобном (не дешевом) первый раз столкнулся с форсажем. вот он там работал неадекватно, жил своей жизнью. трубу не поворот варишь, лб все хорошо ток 67 Ф3.2 и "привет тебе" захотел накинул току - дыра... я долго матерился, пока не отключил... при чем момент был где проверяли, и эстетика вид на первом месте. отключил и забыл и не признавал. на фине не понимал его форсажа поскольку не понимал сути дела и варил всегда разными электродами от мр-3 то собарос и очень мало. так вот тут грань очень тонкая. лучше всего форсаж дуги видно на основном покрытии (как в госте который только на постоянке работает) для примера брал уони эсаб но на озл-8 волгорадских, видно сильнее. там перенос металла крупными каплями (как "шлепок майонезный" ). ток выставляем рекомендуемые заводом к примеру у меня Ф4 110 ампер, при вертикале по букварю снижаем еще на 10-15% в итоге 93,5-99 ампер. варить сложно из-за крупных капель выкручиваем форсаж в плюс до момента разбивания капель на более мелкие, но без фанатизма иначе получим неустойчивую ванну. на хороших (дорогих) электродах плохо заметно вроде как не заметно. и проверять надо на вертикал, а лучше видно на самом дурацком от 6 к 9 или 3 часам или пластине между полу потолок полу вертикал. сразу заметно разницу вот два видео в первом нету мостика замыкания, мелкокапельный перенос https://youtu.be/mP9IM8x0Ce4 а вот тут крупнокапельный и мостик замыкания 4 секунда https://youtu.be/zJeQkzwJmcQ чтоб такого не было форсаж в плюс пока дуга не будет более с большим количеством но меньшем в размере каплями металла и повторюсь что "форсаж от залипания", это косвенная функция. больше манагерский ход делающий акцент на второстипенную функцию,но более понятную потребителю=) функция форсаж для профессионалов (тонкая корректировка дуги). но для новичков тоже полезна так как проще держать дугу в плюсе Antistick антистик работает кстати по разному на аппаратах. кто то в ноль, кто то до мин ампер (на кемппи и евм так), на малых диметрах второй вариант не очень так как, Ф мал и электрод жидкий... почему не понимаю. хотя логичнее в ноль... есть мысли чтоб не перегружать низкую сторону силовой части аппарата, но это мне не понять так как я не физику, не электронику не знаю , надо Алексея спрашивать=) еще момент. про энергопотребления пишут че попало. оди при 160 амперах 7квт другой 4квт... откуда он берет остальные три, генерирует ??? или этот аппарат работает при 140-230 другой при 190-220. вся идея энергопотребления одинаковая, отклонения есть но это настолько незначительно что не берем в рассмотрение (если у вас адекватный аппарат) допустим аппарат работает 110-220 вольт. для 150 ампер надо примерно 20 ампер высокой стороны или 8,75 квт 220 вольт, но вот 150 при 110 вольтах надо уже в два раза больше 17,5 квт.... как то так. так же есть момент с высокой стороны стоят конденсаторы, и их емкость решает пусковые токи. вначале работы пусковые токи намного выше и съедает больше возможности сети. то есть они аккумулируют на короткий промежуток времени энергию которая выравнивает график потребления из сети.- 400 ответов
-
- 3
-

-
- технологии
- схемы
- (и ещё 4 )
-
@AMBIVERT42, до -40 работал в 9100х, правда не долго минут 20-30. Одеваешь фуфайку с капюшоном и на улице как в гермаке. Пар от дыхания выходит через каналы, как выхлоп на тягаче, а не замерзает, потому что на улице -40 внутри +... И средняя на фильтре получается допустимая для фильтра
-
Кстати ГОСТ самый информативный среди всех, и у нас открыто всегда тип и толщина указана единственное не на одних не нашел чтоб указывали группу качества в примере мр3 после УД., Цифры от 1-3,умалчивают типо мы вам не обещ)
-
@Luza, получается переменка с балансом в сторону электрода.
-
я хочу себе две точно японскую и американских трубаче (левую) у меня просто денег нет
-
@Luza, на 50 герцах чем то похоже на переменку становиться
-
6G сталь корень тиг + 7018 заполнение https://youtu.be/1gVxrqXgytk 6g алюминий тиг https://youtu.be/6v74PAURuOo титан тиг https://youtu.be/MJo07L2EDe0
-
есть ал и высоко качественных сталей если железяка (не цветной) то маловероятно что не вариться (из сталей типо 40Х) вариться все легко и просто обычной уони у вас потому что профиль горная техника как я понимаю. пока был завязан с горняками то уони не применял бы по одной причине, коммерческой прибыли, в прочности они лб не уступают. в вашем случае выгоднее варить ок48 ну или другими 7018 у них производительность выше.
-
@Isperyanc, самое интересное что хх в постоянке работает только при поджиге. в зоне около прилипания работает форсаж. в переменке то хх работает во время перехода синусоиды нулевой отметки (смене полярности) и жесткость дуги "прямо" отрегулировать как на постоянке не возможно в связи разновидностей тока. только косвенно повлиять на жесткость путем изменения формы, баланса, временного баланса или частотой тока @selco, полностью согласен, с возможностью настроек сварочного процесса. назовем их условно "лабораторные" что не всегда хорошо, для настроек в поле, диапазон настроек широкий но в бою может боком выйти, да и квалификация персонала выше нужна ну и цена соответственно растет с функционалом прямо пропорционально. вот тут же ответ 4:23=) https://youtu.be/DnkTZeqnMF4
- 400 ответов
-
- 3
-
-
- технологии
- схемы
- (и ещё 4 )
-
да есть такое надо старый найти, этот просто заделан визуально под старый. возможно Uxx обратно обратно пропорционально жесткости дуги как на инверторе -10 + 10. хотя по логике должно быть прямо пропорционально. если так судить у них и ток добавляется против часовой, а логичнее для нас по часовой это же америка, у них все через ж... как и имперская систем измерения (все давно в метрике, только они и еще две мелкие страны) кстати опять про AWS в документе написано что 6013 рутил... хотя это рутил целлюлоз. как определил да потому что сварка возможно сверху вниз (по идеи ограниченно 45-75 градусов). мое мнение что это скорей перевод (литературный) или как бы сказать... что у них рутилом называют у нас делят на рутил и рутил-целлюлоз, так же как про основное покрытие у них есть и для постоянки и для переменке. у нас только для постоянки, ну и аналоги=) так же пока не понятно как вообще стандартизация определяет название покрытия. насколько я понимаю что в обмазке любого покрытия присутствуют элемент нескольких покрытий. и от отношения в процентном отношение выносится вердикт - название обмазки. к примеру условно в обмазке 40% рутила+ 50% основного + 10% кислого = рутил - основное. в другом примере 70% рутила+ 20% основного + 10% кислого = рутил (так как рутила больше в 3.5 раза основного). но это пока догадки....
- 400 ответов
-
- 3
-
-
- технологии
- схемы
- (и ещё 4 )
-
естественно, желательно медленное остывание и заполнения узкими валиками
-
@ilnursvarka,все не видно на фото=) понедельник, вторник и среда на голове
-
@Luza, я заводскую сбросил и методом тыка вернулся почти. стандарт: вверх 142% от базы 1,2 гц, баз 30% от пика. если базу поставить на ок 46 Ф3.2 то волне вертикал варит без подтеков но с грубой чешуей
-
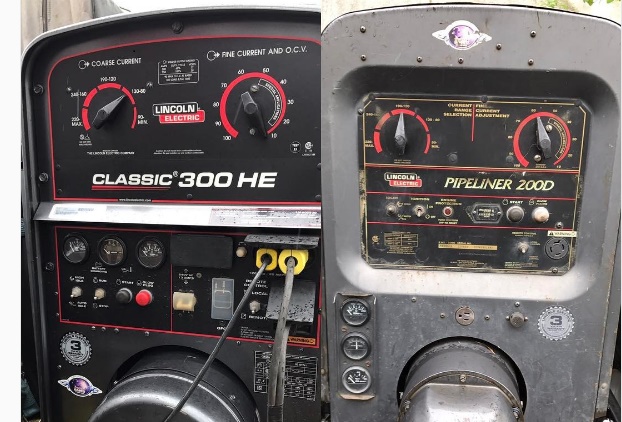
это сварочный агрегат, дает переменный ток. и для корректной сварочной дуги (чтоб не жестко не мягко) есть крутилка регулировки холостого хода которая выставляется в диапазоне указаном на электродах. для мр3с это 50 вольт +-5. т.е. поставив 90 ванну будет трясти дугой и она будет через чур жидкотякучей и много брызг. для более простого понимания кстати если кто не согласен, тоже пишите в споре рождается истина=)
- 400 ответов
-
- 1
-
-
- технологии
- схемы
- (и ещё 4 )
-
@OBN_RacerMan, это говорит о том что его не "попросили уйти", а получил диплом все таки=)
-
Напряжение холостого хода, arc force, форсаж дуги.
psi опубликовал тема в Ручная дуговая сварка — ММA
и так начнем с того что все то меня заинтриговало как влияет хх в рдс и плавно перетекло в кучу инфы=) так же скажу что форсаж дуги или arcforce - это не антиприлипание электрода, вернее скорей как уже вытекающий результат, главная функция это жесткость (дросселирование индукция называйте как хотите) проще наверно было видео запилить но не умею я (есть у нас ютюберы, сделайте а=) ), да и откорректировать можно или пояснить моменты. вопрос с к админам можно будет изменять первый пост? так как все дописывать буду. начну с маркировок электродов ГОСТ: Э46-МР3С -Ф-УД на территории бывшего СССР Е 431(3) -РЦ13 ISO: E433R11 международный EN: E38AR12 европа (великобритания) AWS: E6013 американский (популярный щас) DIN: E380RC11 немецкий стандарт а это так поржать, посмотрите как они марку "мр3с" расшифровывают и другие электроды во всех есть сходство кстати и в современном мире надо уметь читать их. так же не по теме есть электроды ESAB OK 48.00 Ф5 так вот опытные сварщики знают что Ф5 и более варят только в нижнем и лодочку, и стандартной маркировке это указано цифрой, но рисунки со стрелками говорят о всех кроме сверху вниз=) в госте нас интересует цифра красного цвета. в остальных, кроме AWS, последняя цифра. у амереканце там сложнее. комбинация двух цифр указывает на тип, толщину и вид электродов по роду и полярности сварочного тока. смотрим циферки и видим ток постоянный обратной полярности (для любителей кабель перекинуть) или переменный 50 вольт + - 5 вольт дальше больше. хх должен быть не меньше 50 вольт для постоянки играет роль только 50 вольт, а вот для переменке эти +-5 вольт. для корректировки жесткости дуги, так как ток имеет синусоиду и постоянно пересекает нулевую отметку. в постоянке этого нет там есть форсаж дуги=) но многие скажут что нет сварочных трансформаторов с регулировкой вольтажа. есть но у нас не нашел, а у амерекосов-трубачей (многие любят именно эту модель) есть=) теперь как пользоваться этим форсажем. конкретных настроек для него нет и не может быть. они индивидуальны. разделим электроды на управляемые и неуправляемые. пример 1 у вас инвертор с регулировкой форсажа. варим трубу не поворот. электроды рутил или рутил-целлюлоз. в основном варят с отрывом. но можно без, для этого форсаж в минус и ток допустим для ok46.00 Ф3 я ставил 60-70 ампер. ванна держится а если вплюс то прям сопли вытекаю. пример 2 у вас инвертор с регулировкой форсажа электроды также ток такой же, но угловое нижнее бывает шлак натекает на ванну и поры шлак в шве... можно добавить ампераж, но тогда чешуя шва будет грубее. пример 3 у вас инвертор с регулировкой форсажа но электроды озл-8. варите и у вас на малых токах дугу как бы забивает металлом электрода (он тягучей) и переносится крупными каплями, форсаж в плюс до того момента пока не начнет разбивать эти капли в столбе дуги. пример 4 у вас инвертор с регулировкой форсажа электроды озч-4 на них шлак перенаправляет дугу. и она не горит куда надо опять форсаж в плюс. кстати про горячий старт вспомнил он нужен не для провара (опять это как второстипенная функция) начала шва, а для исключения порообразования. а именно с основным покрытием. когда варят неповорот трубу то тока занижают 10-15% что не есть хорошо для горения обмазки. толи полевой шпак толи что то еще должно в электрическом столбе разлагаться на ионы и они там удаляют водород из шва.... но это химия и про нее я мало что нашел=) плюсы минусы переменки постоянки переменка нет магнитного дутья, регулировка частоты и формы волны. одинаковое тепловложение (баланс) на изделие и электрод, что есть лучше в разных пространственных положениях постоянка возможность сварки основным покрытием, без добавок как у нас (за бугром не любят его, не умеют наверно=) ). что есть положительно к удалению водорода и сварки холодоустойчивых сталей. но если к переменке приделать цифровое управление то получается она более тонкая настройка. на ней баланс можно менять, форму волны менять, частоту менять, временный баланс менять, пульс еще приделать можно=) пример 5 у вас инвертор с регулировкой форсажа плюс электроды рутил-целлюлоз или целлюлоз, форсаж в плюс чтобы при сварки сверху вниз разносил шлак и он не затекал на дугу если разбираться в расшифровке электродов, то как многие привыкли принимать, марка электродов что есть "мр3" "уони" и т.д. не является показателем вольтамперной характеристикой и типом покрытия, а так же типом электрода (прочностным качествам) расписывать не буду более подробно можно почитать, сравнить и найти различия тут пример 6 всеми известные МР3 они есть МР3С, МР3Р покрытие меняется. пример 7 уони 13/55 уонии 13/55 и такие жу с пристакой У, К и Р. типы разные (прочностные свойства) пример 8 чем отличаются МР3 (стандартный рутил) от УОНИ 13/45. вроде бы не чем кроме обмазки, типы одинаковые (прочностные свойства) оба э46. но есть такая вещь как группа индексов Е 41 2(4) - Б 20 так вот циферка 4 в уони и 3 в мр3. а означает она гарантированные прочностные свойства при -40 (для уони) и -20 для Мр так что кто на севере не варите металлоконструкции, мр в Краснодаре можно=) и отсюда ответ почему в жкх можно мр а в газопроводе нет. так как где вода там полюбому плюс чуть позже (завтра наверно) разберу свою помойку в голове и наверно дополню. если кому что не понятно или есть вопросы. спрашивайте=) мне так проще с ориентироватся будет про что написать
- 400 ответов
-
- 9
-
-
- технологии
- схемы
- (и ещё 4 )
-
@AMBIVERT42, ты его тряпочкой протирай и он еще на 100 таких заработает=)