tig
-
Постов
1 792 -
Зарегистрирован
-
Посещение
-
Победитель дней
78
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент tig
-
http://video.mail.ru/mail/nikvas1962/245/2084.html Pink Floyd,Dark Side Of The Moon ... Сколько же лет прошло как был записан этот диск.? 38 лет.
-
Да нет, забугорная цветомаркировка. В Португалии балоны аргона и его смеси тоже в зеленый цвет красят.
-
http://websvarka.ru/talk/index.php?showtopic=958 http://websvarka.ru/talk/index.php?showtopic=258 http://websvarka.ru/talk/index.php?showtopic=1000 http://websvarka.ru/talk/index.php?showtopic=79 http://websvarka.ru/talk/index.php?showtopic=965 Это так, для примера. С подобными вопросами сюда приходят по статистике 2 человека в месяц и считают что они первые столкнулись с проблемой выбора...
-
Бандюки? Может и так. Только после , пчеловода и бляди с косой и пустой казной тяжко донецким приходится.... Сталин конечно тираном был, но страну на ноги поставил. Счас бы Лаврентий Палыча и Иосифа Виссарионовича на Украину.... Ну а ЧП... Так ведь ездили не работяги. Торгаши ездил, у которых годовой доход выше 300 000. Это почти 30 000 евро в год. Это в Украине... У меня в Португалии больше 12 000 не было. Про цены барыжные и говорить не хочу, до 1000% на шмотки сшытые в подвале. В доме где я живу "бутик" есть(ниже в подвале швеи сидят) 1250 гр за джинсы, 2500 за платье от "Дольче Габане". Дорого? "Да Вы что, наши платья в Киеве по 4 000 продаются", а себестоимость от силы 40. За такие проценты я бы тоже бастовал и скандалил. Хозяйка этого "бутика" просила сварить перила на лестницу(нержа, 4 стыка 60 мм и 8 стыков 40мм-примерно 1.5 метра шва+хим. протрава(аля полировка)). 500 гривен говорю(все расходники мои-работа, аргон, травильная паста) - думал оглохну-"Караул, ГрабЮть, совести нет, Бога побойся). Интересно, она Бога боится когда сынок отвозит ее домой на Лексусе?
-
Да вот из-за этих отморозков и дармоедов пока и в тени.... Документы(регистрацич ЧП) не готовы, в след. месяце обещают. Приходится ховатся в нычку , хотя и вывеска на мастерскую готова, флаеры, визитки и прочая дребидень. Счас поймают-1500гр штрафа, я эти деньги лучше на рекламу пущу чем кормить этих бандюков.
-
А чего удивлятся? В случае чего виноватым ты будеш. Потому и не работаю на "дядю" и варю так как считаю правильно и материалы применяю не из мусора. Да, дороже сварка, но как то на душе спокойнее. Тем более на дисках.
-
Все возвращается на круги своя...: http://websvarka.ru/talk/index.php?showtopic=213&st=0&p=933&hl=расценки&fromsearch=1entry933 Расценки в Полтаве? Сложный пока для меня вопрос. Счас период прикорма клиентов, так что особо не зверею и руки не выкручиваю 10 лет назад балон аргона стоил 48 гривен и брал 1гр за 1 см шва. На сегодня балон 210. По логике 4 гр за см шва. По реакции клиентов вижу что цена не особо кусючая. Сегодня заваривал разбитые отверстия в каких то деталях от комбайна(толщина 8 мм, диаметр 20мм) по 10 гр за отверстие. Клиент не торговался, спросил только почему у меня на наплавленом металле нет грязи (черных точек), и почему я варю странными прутками с клеймами(4043) когда есть алюминиевая проволока. После краткой лекции о хим составе деталей(АЛ9), разнице в хим составе ал. проволоки и 4043 и как это влияет на физические свойства ремонтируемой детали ушел задумчивый. (заметил что у него на машине один из дисков варенный )
-
Про полярность напутал, отвечал на другом форуме в теме про использование ТИГ аппарата для сварки алюминия и по инерции здесь влепил "горбатого"(надеюсь доминошный слэнг все понимают )
-
Теоритически возможно. Правда много чего нужно переделывать и менять. Сменить полярность, подающий ролик с U образной канавкой, вместо спирали тефлоновый канал, мунштук из CuSi, желательно укороченый рукав. Сам пока такого не делал, жду проволоку, обещали на сл. неделе. Так что пока только теория. У меня Helvi 186- тот же китаец который пытается выглядеть итальянцем
-
Потребуется еще и Блок Подавления Постоянной Составляющей(БППС). Эта постоянная составляющая до 40% мощи транса может "воровать" Не забудь поставить блокировочный конденсатор для защиты св. трансформатора, без конденсатора гарантировано пробьет вторичную обмотку, КЗ и трансу "кирдык". Про документы ничего не скажу-в каждом кооперативы свои правила, а при перевозке все зависит от жадности гайцов.
-
http://www.youtube.com/watch?v=cMbPMklGpCg
-
При повышении частоты увеличивается глубина проплавления. DeSado, а что дает повышение частоты при сварке бронзы? И какой именно бронзы, лигатур ведь много.
-
http://www.qrz.ru/shareware/detail/457
-
strannik, не обижайтесь но идеальный сварочник даже теоритически представить невозможно. Я по крайней мере его даже представить не могу.
-
Лет 6-7 назад приходилось ремонтировать шнеки смесителя на целюлозном комбинате в Фигейра да Фож (8 штук, диаметр похож, шаг побольше был, длина спирали 6.5 метров) Наплавлял П/А, марку проволоки уже не помню, но ESABовская точно, газ Arco 15(15% СО2). Шнеки выдергивали, укладывали на роликовые опоры и наваривал по спирали от центра. Горелка выше центра, чтобы угол между осью горелки и плоскостью спирали была около 45 градусов. При первом проходе мунштук горелки опирался по двум точкам-спираль и труба, последующие проходы мунштук опирается на спираль и предыдущий валик. Шов сверху-вниз. Работа была разовая и никакой механизации не лепили-два подсобника вращали шнек вручную, я держал горелку и только командовал коректируя скорость вращения. Думаю механизацию можно придумать. На двух направляющих скользящий узел фиксации горелки. Подведя горелку к шнеку слева на рисунке (спираль правая) и установив оптимальное растояние между горелкой и шнеком с помощью упора на скользящем узле включаем П/А и вращение шнека. Набегающая спираль на упор будет отодвигать горелку. Закончив первый проход опять подводим горелку в начало спирали, сдвигаем горелку от центра и ложим второй валик. Пожалуй есть только одна заморочка-по мере смещения горелки к краю спирали нужно будет коректировать скорость вращения шнека из-за увеличивающейся угловой скорости для получения однородного наплавленого металла.
-
Да ладно вам, что все трезвенники и язвенники? Никого не оскорблял, мысли немного путались оттого и непонимание. Попробуйте выпить, может и понятнее станет о чем написано. Тут по трезвянке некоторые на оскорбления переходят и никого это не задевает...
-
vnuk, судя по всему мельницу монтируете. Уж не BUHLER австрийский ? Хомуты, сочленения и цвета до боли знакомые...
-
Да не годятся они для наплавки. Spec уже посоветовал нужные. Перечисленые Вами слишком мягкие и не износоустойчивые.
-
Саша, уточни у хозяина что это за машина! Я точно такую не куплю, но хотелось бы заранее знать что не покупать.
-
За такие деньги можно купить добротного свеженького китайца со схожими характеристиками. А этой модели Kemppi уже годков не мало. Тем более что при беглом просмотре нета большое количество предложений на платы аналоги этой модели и цены на них далеко не маленькие. Впрочем, именно с таким аппаратом работать не приходилось, так что конкретно ничего сказать не могу.
-
Не буду спорить по поводу рынков труда, согласен что различий много. А Португалия уже взяла кредит и сделала громадную ошибку. Тем более что особой необходимости в этом не было.
-
А вот и не надо ЛЯ-ЛЯ. Сивишки (как ты их назвал) расматривает шеф сварочного производства. Клерк по кадрам занимается оформлением на работу. Другое дело что массового производства(где качество сварки не имеет принципиального значения и варить может даже обезьяна ) возьмут молодого и без опыта и на минимальную зарплату. Но на ответственную и сложную работу возьмут специалиста с соответствующей оплатой. Только часто выпускник со свежим дипломом хочет сразу оплату по максимуму зачастую даже не понимая что от него требуют. А приминительно к загранице это еще нужно знать не 10 слов на инглише(семь из них матерные) , а достаточно свободно владеть языком страны прибывания и знать не только разговорный но и проф. сленг. FERRO FADER - перевести сможеш? А теперь ответь- что это означает на сленге английского электрика.
-
А знаеш в чем дело? Ты не с конечным потребителем общаешся, ты общаешся со спекулянтами которые тебя и подготовленый тобой товар пытаются перепродавать потребителю. И мое ИХМО основано на практическом и реальном опыте 10 лет работы в Европе. Приходилось сталкиватся и с "трудоустройщиками за процент" и с конечными потребителями которые и оценят и оплатят знания и опыт. Только для того что бы найти такого потребителя нужно иметь еще и знание языка той страны где ищеш работу. И инглиш тут не прокатит. С голанцами только на языке фландрии, французы в лучшем случае сделают вид что не понимают, немцы... с немцами на английском можно пообщатя только в ресторане. И то если немец официант а ты клиент за столиком. От фабрики где я работал по всей Европе ездил в бригаде монтажников, так что не с чужих слов расказываю.
-
Температура плавления цинка 470градусов, температура кипения и перехода в пар 710. Пары цинка неминуемо попадут в сварочную ванну и вызовут образование пор. Ширина шва при сварке в аргоне будет милиметра 3 и шов снаружи. При пайке ширина шва зависит от конструкции фитинга и в любом случае будет шире, шов расположев внутри. Виброустойчивость пайки будет выше. При резком увеличении давления сварка будет работать на разрыв, а пайка на сдвиг. Не буду спорить что лучше, но в данном случае я бы паял.
-
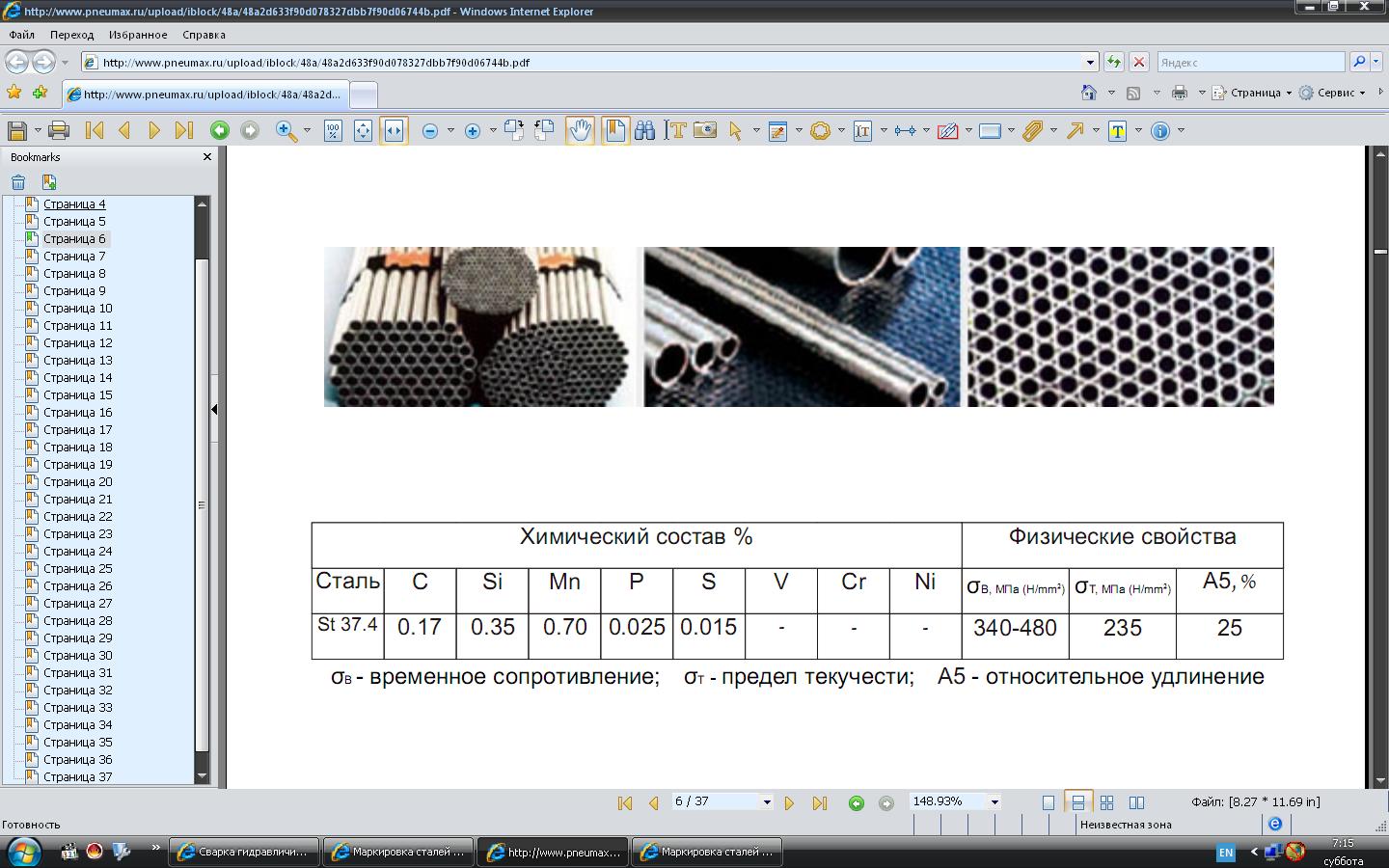
Нет, это стандарт ASA(американский), а труба имеет маркировку по стандарту DIN(немецкий институт стандартизации). По запросу в гугле " хим. состав DIN 2391/C (EN 10305-4) St 37.4 и St 52.4" вот что выдает: http://www.google.ru/search?hl=ru&source=hp&q=%D1%85%D0%B8%D0%BC%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B8%D0%B9+%D1%81%D0%BE%D1%81%D1%82%D0%B0%D0%B2++DIN+2391%2FC+%28EN+10305-4%29+St+37.4+%D0%B8+St+52.4&aq=0&aqi=g10&aql=&oq=%D1%85%D0%B8%D0%BC%D0%B8%D1%87%D0%B5%D1%81%D0%BA%D0%B8%D0%B9+%D1%81%D0%BE%D1%81%D1%82%D0%B0%D0%B2+ Самая первая ссылка это документ в формате PDF. Есть хим.состав этой стали (страница 6). Хрома и никеля там вообще нет Так что поры все же дает покрытие трубы, варить можно и черной присадкой и паять.