dedVova
-
Постов
239 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент dedVova
-
 Я очень любопытный человек во всем, что касается сварки))) А уж на ремонты теплосетей и водоканалов - меня хлебом не корми, дай посмотреть на всевозможные нарушения технологии))) Вода есть. Почти всегда. Но это склрее благодаря дубль-трубопроводам. Извините, Вы немного ... придуриваетесь? Вам нравятся постоянные раскопки по городу? И зимой катки на улицах в случаях порывов труб??? Вам правда глаза колет? В чем проявляется спесь? В том, что я на Вы стараюсь общаться и пытаюсь отвечать на вопросы людей?
Я очень любопытный человек во всем, что касается сварки))) А уж на ремонты теплосетей и водоканалов - меня хлебом не корми, дай посмотреть на всевозможные нарушения технологии))) Вода есть. Почти всегда. Но это склрее благодаря дубль-трубопроводам. Извините, Вы немного ... придуриваетесь? Вам нравятся постоянные раскопки по городу? И зимой катки на улицах в случаях порывов труб??? Вам правда глаза колет? В чем проявляется спесь? В том, что я на Вы стараюсь общаться и пытаюсь отвечать на вопросы людей? -
Я, хоть и имел отношение к энергетике, но первый раз про такие слышу... И ГУГЛ их не знает))) Я точно знаю, что все котельные заводы (производящие и водяные и паровые котлы для ТЭЦ и ГРЭС) 100% аттестуются. Да, некоторые "заводики" (в том числе и у нас, в Томске) пока производят "ширпотреб" и нет серьезных заказчиков, и продукция не относится к ОПО - обходятся без аттестаций. Лет 10 назад Усть-каменогорский арматурный завод, чтобы получить заказ от Транснефти аттестовал технологии почти на 2 "лимона". 8 способов сварки, по каждому примерно по 25-30 КСС. Хотя они и были аттестованы в РК и в РФ (но без дополнительных требований Транснефти). Не знаю. У нас с каждым годом работы больше. зы: вот только Водоканал в Томске не аттестует сварщиков))) А дело вот в чем: В далеком 2002-м году гендиректор Водоканала решил аттестовать своих сварщиков. В итоге из почти 30 человек прошел аттестацию только ОДИН))) Остальные годились только на то, чтобы в свищ вставить чопик и заварить его (и то не факт, что не побежит). Больше их не видели. Вот так до сих пор и варят... Хозяин-барин: сам работает, сам проверяет, сам принимает работы. Вот около моего дома в прошлом году замена труб была - в этом раскопали - порыв по шву...
-
Посмотрите любые "международные" корочки. Они в любом случае на английском языке полностью. И на французском языке ни одна сертификация не прокатит в США или Германии. Плвторюсь: в задумках )в конце 90-х) у НАКСа была попятка сделать аттестацию международной. Но у нас сильно отличаются нормативные документы. Слишком много изменений надо было вносить в ГОСТы, ОСТы, РД, СНиПы и т.д.и т.п. Не думаю, что в обозримом будущем НАКС будет проводить аттестации по требованиям: Американского общества инженеров механиков (ASME), Американского общества по сварке (AWS), Американского института нефти (API), различных нормативных документов Европейского союза: PED, TPED, SPVD; немецких технических правил AD 2000-Merkblatt, стандартов серий ISO 3834, EN 1090, EN 15085. Но это я в общем. Никто не запрещает любому центру аккредитоваться в Европе и аттестовывать для них сварщиков. Вроде какой-то из московских центров так и сделал. Только вот понятие "международные" - очень расплывчато. Там тоже куча условностей. И, если европейский завод выполняет работы для США, то сварщики должны быть аттестованы (сертифицированы) по амеровским требованиям. И наоборот.
-
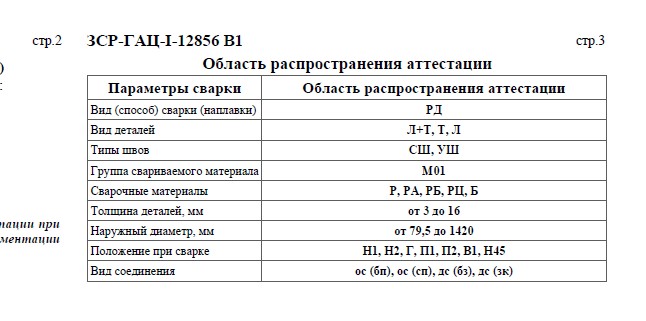
Это просто корочка. Для специалиста любой страны ничего не говорящая о том, какие работы может выполнять сварщик. А вот на моем файле - конкретные допуски, которые надо проверить перед тем, как разрешить сварщику заварить допускные стыки))) Кроме этой и еще две страницы должны быть на английском: Данные о сварщике (ФИО) и наименование объектов. А так я представляю: увидел менеджер аббревиатуру NAKS: все, добро пожаловать на трубопроводы ВД)))) Это примерно равно тому, как начальник участка (нашего) увидел у американца три волшебных буквы на бумажке "POR" - и все: веллком варить магистральный газопровод) Будет одно удостоверение с одним сроком. И вкладыш на НГДО, который действует до окончания срока действия удостоверения. Вкладышей теоретически может быть много. А вот по различным способам сварки - только отдельные удостоверения. Один Ваш "коллега" здесь уже говорил: все продается и все покупается" (логический вывод - и он тоже). Вы тоже так считаете?))) А так да: и ГосДуму, и (страшно сказать) самого президента (он даже лично поздравлял НАКС с юбилеем)))
-
Простите, Вы когда последний раз видели протокол или удостоверение? Ни одной буквы на латинице там нет (кроме ссылки на сайт НАКСа). Да, пытались в начале века))) сделать аттестацию НАКС, адаптированной к европейским правилам. Не срослось что-то. В то время удостоверения заполнялись вручную (было дублирование допусков на латинице. Сейчас удостоверения формируются в ЭДО - всю латиницу убрали. Страничка с допусками из удостоверения:

-
Ну про НАКС ладно, привыкли (хоть и непонятна связь НАКС с бюджетом))) А госкомпании то каким боком "пилят" деньги от аттестаций??? Ни одной не знаю, которая в восторге от любых аттестаций) Они просто подчиняются закону.
-
Увы))) Последний (правда и первый)) раз работал в Сирии в прошлом веке (с 1988 по 1992 год) После этого никакого отношения к загранкам не имел. Наверняка есть сайты. Да и здесь как-то встречались люди разбирающиеся. Нет ничего невозможного для хорошего сварщика. Вот сейчас аттестуем бригаду (7 человек) сварщиков с "незалежной". Так у них половина бригады поехала в Европу работать, половина к нам, в Сибирь...
-
капец...
-
Да потому, что "тупые" инженеры создали за многое количество лет кучу нормативных документов, которые охватывают практически все, что требуется для сварки. Но вот один решил, что он умнее всех... и надо все сгрести в одно... ГОСТ 11533-75 Автоматическая и полуавтоматическая дуговая сварка под флюсом. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размерыГОСТ 11534-75 Ручная дуговая сварка. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размерыГОСТ 14771-76 Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размерыГОСТ 14776-79 Дуговая сварка. Соединения сварные точечные. Основные типы, конструктивные элементы и размерыГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размерыГОСТ 15164-78 Электрошлаковая сварка. Соединения сварные. Основные типы, конструктивные элементы и размерыГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размерыГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размерыГОСТ 16038-80 Сварка дуговая. Соединения сварные трубопроводов из меди и медно-никелевого сплава. Основные типы, конструктивные злементы и размерыГОСТ 16098-80 Соединения сварные из двухслойной коррозионностойкой стали. Основные типы, конструктивные элементы и размерыГОСТ 16310-80 Соединения сварные из полиэтилена, полипропилена и винипласта. Основные типы, конструктивные элементы и размерыГОСТ 23518-79 Дуговая сварка в защитных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размерыГОСТ 27580-88 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные под острыми и тупыми углами. Основные типы, конструктивные элементы и размерыГОСТ 28915-91 Сварка лазерная импульсная. Соединения сварные точечные. Основные типы, конструктивные элементы и размерыГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размерыГОСТ 8713-79 Сварка под флюсом. Соединения сварные. Основные типы, конструктивные элементы и размерыА есть еще много ведомственных))))
-
Совершенно верно! Но некоторые хотят варить по ГОСТ 16037... А там нет таких толщин и диаметров... линк на нормативный документ пожалуйста))) Может я тогда "генералам" Транснефти, Газпрома, минэнерго и прочим глаза открою и освобожу их огромные количества сварщиков от аттестации... Нафига для этой работы корочки сварщика? В лучшем случае это работа слабенького инженера, в худшем - электрика))) Что за предприятие таке??? Я с 2006 по 2011 работал на инвесторов Железногорской ТЭЦ. Так там у подрядчиков на монтаже 4-е разряды сварщиков получали около 50. Про 6-е лучше помолчу)))
-
Теперь уже я обещаю, что это последнее мое сообщение в дискуссии с Вами на эту тему. Возможно я в последнем сообщении не корректно выразился. Смотреть то надо, но искать не надо (я ранее говорил об этом. По какому ГОСТу выбрать тип сварного шва - это задача проектантов, а не сварщика-мастера-прораба-главного сварщика-генерального директора. И его же задача указать этот гост в чертежах. А вот потом уже мастер (если не знает - только какой он после этого мастер) должен посмотреть указанный ГОСТ и нормативный документ на сварку (который тоже должен быть указан в проекте) и объяснить сварщику (который тоже изначально должен знать что делать, и что там в том ГОСТе, но не всегда знает) - как нужно произвести сварку, чтобы не было мучительно больно при сдаче стыка дефектоскопистам или далее заказчику... не понял. Какая связь: аттестация и разговор про производство сварочных работ? В этом случае я говорю с Вами как обычный ИТР.
-
Подсчитал тут на досуге: в 80-х часто посылал талантливых (как говорит один из моих ярых критиканов) сварщиков на повышение квалификации с аттестацией. Т.е. ребята с монтажных участков ехали за 500-1500 километров в учебный комбинат на чуть больше месяца. Там около месяца шли теоретические занятия. потом несколько дней практические, потом сдача теоретических экзаменов и практических. Естественно, сварщикам выплачивалась средняя зарплата и платились командировочные. На аттестацию на 3-4 категорию трубопроводов пара и горячей воды обычно посылались сварщики 3-4 разрядов, на 1-2 категорию - 4-5-е разряды. Средняя зарплата была у них (по моему управлению) от 250 до 400 рублей. К чему это? Аттестация вылазила предприятию примерно в такую же цену, как и сейчас. Даже сам удивился. Но это так, лирическое отступление) Видимо и тогда руководители не соображали, что можно без аттестации обойтись)))Или более свежий пример: придурки из "генералов" и Транснефти и их НИИ взяли и усложнили требования НАКС к аттестации. Мало того, что приходится варить большее количество образцов, но еще и не разрешили НАКСу продлевать срок действия удостоверений - 2 года и будьте добры на периодическую по полной программе. Дураки, что сказать... Платят ни за что НАКСУ теперь больше денег... Удивляюсь своему спокойствию))) Не должен ты смотреть в ГОСТЫ!!!!! Не твое это дело и даже не моё (допустим как главного сварщика, у которого в подчинении 1000 сварщиков)! А вот за это спасибо! Учитесь.
-
Как же тяжело) Наверное да, но только мы с вами технически грамотные люди. И понимаем, что заварить без допусков не сможет ни один сварщик в мире) А фраза "должен выглядеть как на картинке" - это для филологов, на крайний случай для учителей физкультуры. я стараюсь ответить на все ваши вопросы, а вот Вы старательно уходите от неудобных. Повторяю: какой тип стыкового сварного соединения и по какому ГОСТ или ОСТ Вы выберете (как грамотный инженер) трубы 10х1? Это в каких случаях? Сварщик будет разрабатывать проект обвязки Вашего холодильника??? Он ему нужен только в том случае, если у него линейный ИТР тупой и не может ничего сказать - для того, чтобы посмотреть чертеж, увидеть там ссылку на ГОСТ, взять его и посмотреть: а как же готовится эта труба к сборке и сварке))) Да не надо сварщику это искать!!! И мастеру не надо! Все необходимое есть в проекте. Если случайно нет, то это уже решает не сварщик, не мастер и даже не главный инженер))) Давайте сделаем один ГОСТ на типы сварных соединений для всех способов сварки и на все возможные материалы. Тогда не будем ничего искать. Народ же глупый - столетия разрабатывают различные нормативные документы. Я знаю, как минимум, 6 ГОСТов, ОСТов по типам (это только те, которые встречались. Думаю, что это далеко не всё.
-
Зачем же переворачивать все с ног на голову? Требования к стульям? Предъявляются. Во-первых - это способ и режимы сварки. Во вторых - ВИК. И, если режимы соблюдались и по ВИК все в порядке, то этого достаточно для качества этих изделий и они не развалятся под нагрузкой и 200 кг). А потому и разваливаются, что во-первых сварщики не знают, как надо этот стул варить, а начальству главное, чтобы побольше выдать "на гора"... А дефекты по сварке -в зависимости от требований к качеству конкретного изделия. Почему-то технологические трубопроводы 5 категории проверяются только ВИК, четвертой очень маленький процент физическими методами контроля, а первой - 100% РК или УЗК. А магистральные - еще и дубль-контроль: РК+УЗК. Не знаете, почему бы это?. Только для того, чтобы либо проектировщик, либо грамотный инженер техотдела мог выбрать тип сварного шва для конкретной трубы диаметром от 25 мм и толщиной стенки от 2 мм на конкретный объект с конкретными параметрами по температуре и давлению. Не подскажете, почему нельзя применить разделку типа С18 для трубопровода острого пара (КО 2), а для тепловой сети с температурой 150 градусов (тоже КО 2) можно?) А вот С17 можно и там и там.
-
Как может быть в этом случае дефект, если к нему нет никаких требований??? Дефектом этот непровар станет только тогда, когда к этому соединению будут предъявлены требования по НК. Например превышение контрольного уровня эхо-сигнала от определенного эквивалентного отражателя. Кстати: определенные размеры непровара допускаются на многих трубопроводах. Например на тепловых сетях (стенка 10) допускается глубиной до 1 мм, протяженностью до 30% периметра.А в 16037 этих требование по С17 тоже нет.
-
Буквально месяц назад не аттестовали крутой американский агрегат, который не выдавал ток согласно паспорта. Потом, у меня тоже много вопросов к аттестации оборудования (хоть и не занимаюсь), поэтому всегда советую тем, кто аттестует технологии купить аттестованный источник - он все равно пригодится))) Пытались мы подготавливать сварщиков "деревянных" до аттестации хотя бы на СК 3. Дорогое удовольствие. Бросили. Представляете, сколько железа нужно испортить, прежде чем заварить неповоротный стык по требованиям ГОСТов и РД? Не знаю, может господин welderman и готовит своих выпускников до уровня 5-го (настоящего) разряда, но я очень сомневаюсь. А на производстве редко где учат. Скорее заставляют стучать молотком. Разочаровали Вы меня. Платить за проезд не пробовали? А уж если попались, чего бы штраф не заплатить?
-
Брак допустимым быть не может в принципе) Дефект - может. Только утяжка до 0,3 в данном случае не дефект, а допустимая форма шва. Также, как и допустимая высота усиления. К примеру у нас, на поверхностях нагрева, это четко регламентируется и проверяется шаровкой))) я это сказал не потому, что они тупые. Но более чем уверен что ни один из них не сможет варить на монтаже трубопроводы к примеру из аустенитных или теплоустойчивых сталей. А так да, был у меня пример выпускника техникума, который пришел после выпуска с 4-м разрядом, приняли его по 3-му и за два года он дорос до 5-го. Но это редкость. Обычно до 5-6 разряда работали минимум 5-8 лет. В чем заключается конкурентность? В ценах? Так у нас по центрам разница достигает 100%. Качество? Тоже очень по разному. Кто-то четко проверяет согласно требований нормативных документов, кто-то дает слабину. Есть и вообще халявщики, но их прикрывают последнее время очень быстро. Допустим у нас стараются вообще технологии не аттестовывать - т.к. соблюдаются до запятой все нормы. По аттестации персонала тоже скрипят зубами, но посылать в другие регионы накладно) Это не бюджет?
-
Простой вопрос: Вы - проектировщик. На худой конец - инженер техотдела. Нужно спроектировать трубопровод диаметром 10 мм с толщиной стенки 1 мм. Исполнительную документацию и проект - в Ростехнадзор сдавать. Какой тип сварного шва выберете? Откуда возьмете размеры сварного шва и величину зазора?
-
Да вы что??? Удивительно. Простите и сколько это в цифрах??? Ну должен же я знать при аттестации когда надо выгонять сварщика с аттестации согласно требований ГОСТ 16037. И подсказать дефектоскопистам и линейным ИТР знакомым, что если что, то стыки на вырезку)))
-
Виноват))) Совершенно верно!
-
маленькая поправка: С7 - там двухсторонняя сварка и толщины от 2 до 5, а С2 - односторонняя с толщиной от 1 до 4мм)
-
Повторюсь: посмотрите внимательно. При разделке С2 в ГОСТе вижу, что аргоном провар должен быть от -0,3 до +0,5. Газовая сварка - от +0,5 до +1,0. По РД - требований нет! В 16037 где-то есть труба в разрезе? Ну кроме прямых врезок - там есть.
-
Другое дело, что дурость (ИМХО) выпускать сотни и сотни нормативных документов на сварку трубопроводов в разных отраслях промышленности. Все это можно унифицировать. Ну чем отличается технология сварки например труб из стали 15Х1М1Ф в химическом машиностроении от таких же трубопроводов в энергетике??? А вот требования по подогреву и термообработке сильно отличаются, да и по подготовке к сварке есть отличия... Мой любимый РТМ 1С... Зачем там до сих пор прописаны разделки ТР-1, ТР-2, ТР-3, которые практически совпадают с С2, С17 по ГОСТ 16037? Да и внутри одного ОПО разные документы противоречат иногда друг-другу. У нас при монтаже убирается разнотолщинность на стыках труб с уклоном 15 градусов, а при заводском изготовлении на 20))) Вот где маразм) Ну это так, по старости лет страдания))) А ничего, что это ГОСТ на металлоконструкции, а не те трубопроводы, которые изготавливаются по 16037? Гост 5264: "Стандарт не распространяется на сварные соединения стальных трубопроводов по ГОСТ 16037-80". прочитайте внимательно последние две строчки этого пункта. То, что не регламентируется 16037, регламентируется 14771. Кстати: в рабочих проектах трубопроводов отборов проб у нас (10х2, 12Х18Н10Т) как раз ссылка на С2 ГОСТ 14771. В первую очередь вопрос как раз в том, где можно использовать эту разделку. И это решает проект. Если на трубопроводе канализации (где контроль только ВИК и гидравлика) такую разделку можно применить (на стенку 3-4-5) , то на трубопроводах, где давление может достигать 100МПа - извините))) Кстати: А там есть требование на полный провар??? Вот на газовую сварку - вижу, на РАД - вижу (только там толщины до 3 мм))), а на РД - в принципе отсутствуют...
-
А что: у нас на любых изделиях необходим полный провар? Даже в том случае, если нет требований по физическим методам контроля? Типа технологических трубопроводов 5 категории? А уж забивать С2 в проект - это должны проектировщики решать с учетом параметров трубопровода. Никто не станет вносить в проект С2 на толщину стенки даже 3 мм (про 4-5 и не говорю) на трубопроводы ВД. вы заварите штучным электродом стенку 0,5??? Или даже 1,5? А на РАД есть ГОСТ 14771 - там как раз толщина от 0,5 мм Еще претензии к 16037?
-
Ничего нового) У меня. в бытность прорабом, на сварке каркаса котла 4-й разряд получал больше 6-го без всяких КТУ, а просто по нарядам. Именно по тем причинам, которые Вы описали. Но: ни один 4-й разряд не мог получить больше 6-го на сварке трубопроводов пара и горячей воды 1-й и 2-й категории. Просто потому, что они не могли их варить. И физически, и по закону. Что необходимо пересмотреть в ГОСТе 16037? Угол скоса кромок поменять с 30 градусов? На сколько? Зазор уменьшить? Увеличить? А что с притуплением делать? Убрать? Конструктора? Или проектировщики? Опять же, пример из прошлого: проект угольной ГРЭС, блоки 300 МВт. Казалось бы более полувека строятся. Но косячат. Или 7 лет назад в Нягани: трубопровод сетевой воды (температура 150 градусов, давление 1,6 МПа) на эстакаде. Работал тогда инженером в финской дочке компании "Фортум". На протяжении метров 250 (с четырьмя поворотами, два раза менялась высотная отметка). Пришли чертежи. Смотрю - ни одной "мертвой" опоры. Вызываем с подрядчиком проектировщика. Приходит паренек лет 30 )в шубке, колечки на пальцах))) Объясняет, что разрабатывался проект в крутой программе и мертвяки не нужны - тепловые расширения "самокомпенсируются" К сожалению, не стал разбираться дальше (я инженер, он проектировщик, значит умнее))) Смонтировали. При гидравлике (поздней осенью, уже минус был) заполнили горячей водичкой (градусов 80) - весь трубопровод слез с опор... А вот при классическом проектировании такого не было. Могли быть коллизии (типа нитка в колонну уперлась. Но такого)))) Вопрос ярым противникам НАКСа))): вот есть у нас такая контора : Томские региональные тепловые сети. Они аттестуют (вернее пытаются) почти всех своих сварщиков. Сначала принимают по 5-му разряду, спустя некоторое время отправляют на аттестацию. Проходят аттестацию примерно 55-60 процентов. В организации есть инженер по сварке и своя лаборатория НК, т.е. проверить качество стыков по ВИК и УЗК "теоретически" могут. Что им мешает не тратить денюшку зря, а перед отправкой (а еще лучше перед приемом на работу) проверить сварщика? И таких контор - множество. А чего проще: завари стык с соответствием ГОСТ и РД и спокойно посылай на аттестацию уже независимую...