copich
-
Постов
6 611 -
Зарегистрирован
-
Посещение
-
Победитель дней
125
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент copich
-
Мол перегрелся. Надо обратиться к мастеру, скорее всего самому не устранить эту проблему, если не помогло "подождать пока остынет". А в целом вот: http://pro-aurora.ru/sites/default/files/instruction/inter_tig_200_acdc_pulse.pdf
-
Если у вас такой крутой споттер, то создайте тему в разделе: я создал... И опишите в подробностях ваше достояние. Или если вам лень, то дайте ссылки, где и как вы создали и что вы достигли. Может будет интересно. А продолжать беседу на повышенных тонах нет смысла и истины в таком разговоре не найти. И еще маленький нюанс. Если вы рекламируете ваш товар, то вам совсем в другой раздел. Если вы хотите поделиться своими наработками и знаниями, то сами предоставьте вваши схемы, описание и замечания.
-
Давно бы так Я читаю и удивляюсь, на сколько же у вас железные нервы. А тему , я не поддерживаю, пустая трата времени как итог получается.
-
А вы все же позвоните продавцу этих цветных ящичков. Может они и не откажутся в помощи... т.е. бесплатно. А если платно будут помогать, то можно и другими мастерскими воспользоваться, те что ближе. Ведь через телефонную трубку еще не научились в лоб давать.
-
Сайт, не значит что адекватный подход к ремонту. Если советовать, то что реально и вам знакомо. А гуглить сегодня каждый может.
-
Я немного добавлю, думаю, т.к. это форум то и схемы нужны использованные при разработке и прошивки выкладывать. Конечно последнее это уже на усмотрение разработчика. Но в любом случае это форум который и позволяет решить личные проблемы и помочь другим в решении их проблем. Так же поддержу, что минимализм должен быть с умом использован. Не нужно все делать на одной кнопке. У каждого личное мнение, что удобно, а что нет. Лично для меня дисплей является индикатором и очень информативным, на котором можно все что угодно отображать. Поэтому если просто сварщику некоторые параметры не нужны... т.е. не задумываясь будет использовать. То для наладки это как манна небесная. Хм... Каждый когда садится за руль - кресло то двигает под себя и при возможности руль. И что? Так если думать что все рано или поздно ломается то ни чего не двигать? Так же и с электроникой. Главное не в применении электроники и что она может выйти из строя. ГЛАВНОЕ это возможность починить если, что-то ломается и устранить повторяемые проблемы слабых узлов пусть это механика или электроника.
-
Что значит кратковременное переключение? И какого питания? Чего питания? Больше вопросов чем ответов можно дать. Элементарное - датчик температуры. Сложнее - все остальное. Нужно - фото внутрянки + от чего варите (может от генератора) + входное напряжение 220В меряли (есть ли 220В? ).
-
Ну тогда конечно можно для себя любимого сделать. А проверку баяна или ... Так осциллограф и плечи проверить. Мне этого было всегда достаточно. + предварительная прозвонка без транзисторов. Т.е. выпаиваю все и вся, потом последовательно к выходу восстанавливаю. Так еще ни чего не взрывалось. Либо через пониженное входное. Видео по этому поводу есть в интернете. Но у меня нет ЛАТР, и поэтому делаю чуть по-своемому. Как на видео, проверка IGBT или полевиков ни разу не делал по причине сугубо личного мнения, что если в баяне сдох один из, то менять все и из одной партии. А это уже не выгодно. Но я тогда дать гарантию на работу не смогу если меняю один из. Поэтому обхожу так эту проблему.
-
Аппарат в нижнем за 2500 отдают, новый 17 рублей. Стоимость данного восстановления рублей под пять будет, т.к. ключи менять и обвязку всю проверять. Стоит ли он того? Может тем мастерам его и вернуть? Касательно термодатчика.... ну честно ни разу не видел оторванного датчика или не рабочего. Т.е. если срабатывала термозащита, то причин много но не сам датчик. Поэтому что-то еще было или есть. По делу: такого не было аппарата, поэтому номинал остается только гадать. Либо может подойдет схема от zx7-200, она не в особом качестве но есть в доступе.
-
 Ну и мы не занимаемся конфетами Мы тоже при инструменте Так не до разбора на выставке, обычно бутер не откусить, а если еще кто-то пристанет с вопросом, раскрути да раскрути... Так и моргать будет не когда.
Ну и мы не занимаемся конфетами Мы тоже при инструменте Так не до разбора на выставке, обычно бутер не откусить, а если еще кто-то пристанет с вопросом, раскрути да раскрути... Так и моргать будет не когда. -
Ну-у-у! Не томите Где начинка?
-
Но в таком случае вы хуже делаете очистку и тогда возможно увеличение появления грязи в шве. Я не то чтобы против ни за. Я говорю о том, что надо чистить люминиум и очень упорно, потом уже варить. Но либо материал такой либо нет возможности чистить, либо не ответственный шов и еще и еще куча критериев. Поэтому если вам это помогает без изменения ухудшения качества сварки, то конечно этим надо пользоваться.
-
Как то так в целом, только частоту меняю, для толстого материала или для тонкого. Это у инвертора. А на трансе и этого нет. Следовательно и крутить ни чего не надо. А если хочется варить со всеми удобствами, т.е. + смена формы волны, то тогда брать инвертор с этими приятными приятностями.
-
Это ваше право. Главное обосновать наказание . Если виноват, то готов принять наказание. Ну так с зазором я и привариваю и использую ТИГ. Может там деталь в воздухе висела? Ну тогда, конечно проще уже чем угодно но не ТИГ. Не знаю вашу ситуацию, по себе сужу, беру то что было настроено. Т.е. разворачивать шланги, настраивать аппарат ... проще взял то что использовал и приварил. Если совсем быстро то ММА. А в остальных случаях уже по обстоятельствам. А если под настроение то и подготовить не лень аппарат и сесть по-удобнее. Если с зазором, то присадочки побольше, а потом разглаживающий шовчик для красоты.
-
@Георгий 11, так разница то есть?! После ММА либо зачистить либо зачистить! ну и еще разок зачистить. А после ТИГ? ЛЕПОТА!!! Вот о чем я говорю. Как результат и на самокате вы доберетесь до ... 1000 верст. Но ведь приятнее, удобнее, легче, продуктивнее - авто. Если далеко то самолет уже, если не так близко и не так далеко то на поезде можно. Понимаете, о чем я?! Я о целесообразности + культура производства. Если большая толщина, ну скажем мост или бочка большая... То какой тут ТИГ??? Конечно как минимум П\А, а если худшая замена это ММА. Хотя видел как профи ММА использовал.... Ну так до такого результата мне до пенсии не научиться. Но применять лом для поковыряться между зубами... Можно, но что потом? + еще один момент, надо резьбу прикрывать если ММА или П\А, а то капнет, потом плашкой прогоняй. А ТИГ будет куда культурнее. Но если ни чего не страшно, то ММА + зачистка + прогон резьбы. За то дешево, быстро ... сварка ..., а потом куча удовольствия с УШМ. И для меня так если нет выбора. А если подъехать к знакомому у которого другой сварочник, то почему нужно усложнять себе жизнь?
-
А я не спорю. Я предложил не единственный выход. Лично для меня, не чувствуя металла, т.е. ну допустим, что впервые делаю работу, то сделаю перестраховываясь. Т.е. чтобы проварить и на совесть, то фаску с миллиметр бы снял. Так я был бы спокойнее. Потом уже бы залил. Если это ММА, то я бы даже и не делал эту работу. Ну не мешайте все в кучу. Да варят и ММА и МИГ задвижки и пр. Только везде по разному, т.е. от материалла зависит, от толщины зависит, ну и где это происходит. Поэтому если, я слепила из того что было... Ну в общем почему бы и нет. Но вопрос стоял - что лучше и как? Вот и был составлен ответ. Если бы было как надо, то было бы другое сообщение от меня. Я не идеализирую, я просто высказал свое мнение как я бы сделал основываясь на опыте других сварщиков, увиденного на разных предприятиях и не зная оборудование имеющееся в наличии и умении, предложил и предположил различные методы с указанием поверхностных плюсов и минусов. И маленькое дополнение: если я видел как можно и чем можно, то либо ищу где это сделают либо соглашаюсь на то что могу (зависит от многих факторов). Но в любом случае не могу принять - сделай как нибудь! Уже не раз приносили сварить железяку в масле и краске со словами - а что не получится? Да все получится и с маслом и краской, но кто даст гарантию, что не будет пор или трещин? Кто на себя возьмет такую ответственность? Почему как деньги брать то все первые, а как отвечать то в кусты? Предупредил клиента, он взял на себя ответственность? И все равно буду делать правильно, т.к. отвалится, то меня будут матом поливать. Если совсем тяжелый случай, то просто откажусь от сделки.
-
Да нафига гидроусилитель руля, нафига вакумный усилитель тормозов, нафига кондей и т.д. Ездийте на жигулях. Будьте проще! (без обид, просто уже устал от нашего проще, как нибудь и так сойдет) Нафига в колбасе мясо, будьте проще, туалетная бумага с ароматизатором все заменит. А давление в 8-10 атм, это как пуля будет если вырвет. Я понимаю не убьет, но сделает больно. Нафига? И второе, подойдя к ресиверу, не уже ли не приятно видеть аккуратный шов? ДЕЛАЙ ХОРОШО, А КАК НИБУДЬ ВСЕГДА ПОЛУЧИТСЯ!!! P.S. Да же если стенка 2.5 мм, все равно делать плохо не надо. Ну почему надо все портить? На прошлой неделе соседа ограбили по даче, так тот думал, что проще и дешевле заказать забор у кого угодно. Так просто калитку с петель сняли. За то дешево было. Если человек пишет про 4мм, то почему я должен сомневаться в его словах? Почему все вокруг обманывают? Продают одно, а по факту другое оказывается. Если сомневаться, то баллон древний, по стенке уже есть наверное дефекты. Надо ультразвуком проверять. А только потом применять, а то как бахнет! Ну не сразу, чуть погодя. Это же давление это же угроза. Либо завышенным давлением, если на бахнет, значит пойдет. Но это как отче наш и все мы понимаем, когда делаем что-то из чего-то. И если кому-то голову отрывает, то не лезь - не убьет! Если полез, то должен был подготовиться, спросить, по-читать и т.п.
-
ТИГ без разделки не получится. Да и П\А лучше чуть разделку сделать. Тогда и провар получите и достаточное усиление будет. Проволока от 1.0, лучше 1.2, ток уж подобрать надо. Ваш П/А потянет такую проволоку? Если нет, то разделка и электрод от 3.2 и вперед. Но при условии что шлак видите в ванне. А то не известно на сколько проварите. Из личного, лучше бы ТИГ, аккуратнее и меньше дефектов будет. Из имеющегося, можно и П/А но лучше в импульсе и проволоку не менее 1.0 Иначе она будет сверху накладываться и не будет достаточного прогрева и провара.
-
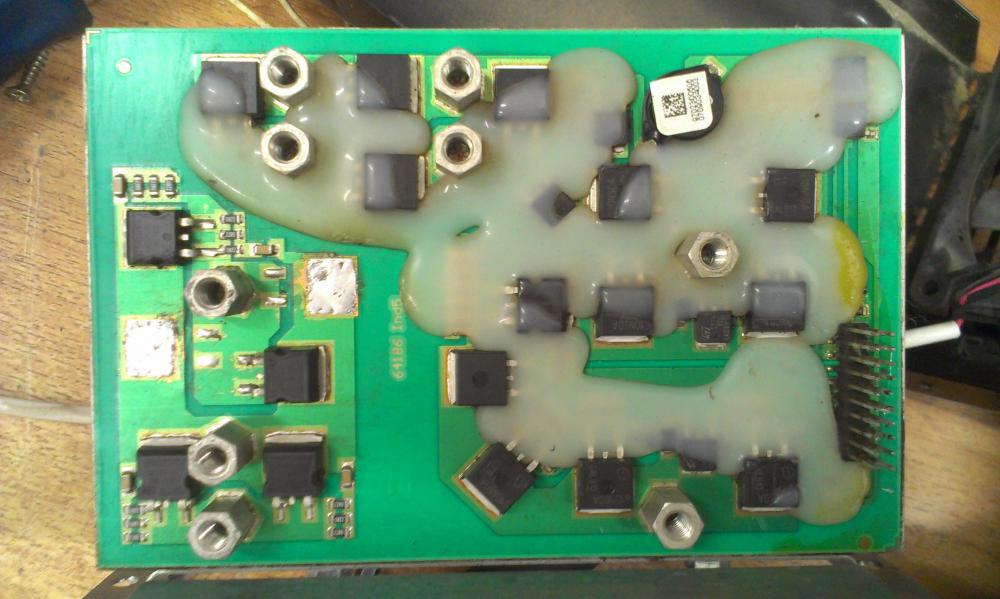
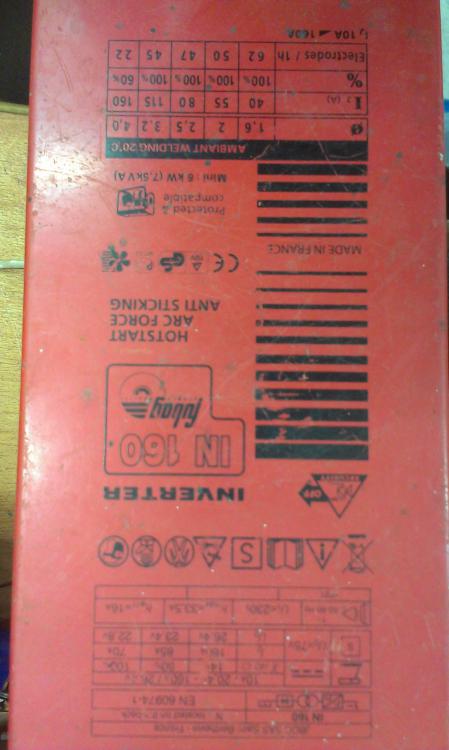
Так и сами с усами. Я именно об этом исполнении имею ввиду. Любое ухудшение охлаждения - прямой путь к повторному сгоранию. От сюда и опасение, что нет прямого контакта с радиатором. Я еще раз оговорю - именно такое исполнение как у гисми и этот фубаг. Остальные ремонтируются... да и любые микросхемы паяются, лишь бы было чего паять.
-
не вариант, т.к. паять нужно. А пасту в этом случае мазать и не куда Ну в целом понятно. Т.е. после замены аппарат так же вел себя? Т.е. не перегревались замененные детали в процессе эксплуатации? Радиатор буду греть феном, это не проблема. Да так и отпаивал. Меня смущает, что детальный ремонт этого практически ни кто не делает. Инвертор всборе продается. Я имею из авторизованных центров никто. Частники встречается.
-
Ну суть в следующем. Все что народ указывал и просил проверить так или иначе влияет. Может несколько факторов у вас. Но лично я не встречал такого эффекта, что аппарат такое вытворяет с электродом. Т.е. аппарат либо варит либо не варит, но чтобы электрод убивать... Может полярность выходных клем проверить... Ну фиг его знает. Из области фантастики. Бывало воздух подсасывает, горелка убитая, шланг и т.д. и т.п. Если такое происходит (необъяснимое), то как минимум горелку проверяю на другом аппарате, электрод, газ и т.п. Что можно заменить все меняю. как итог находится то что мозг взрывает. Вольфрам это частая проблема. wz-8 идет под переменку, под постоянку он себя ведет неадекватно. Так как можно проверять этот тип электрода под постоянку и под переменку? Может он как раз и ведет себя на переменке не стабильно из-за этого, что либо брак либо под другие задачи???
-
Марку электрода в студию. + На постоянке когда варите, что с электродом? Можно фото посмотреть, вылет электрода, цвет электрода после заточки и после сварки. Сколько защитного газа? нет ли сквозняка? И какой диаметр электрода? И еще при сварке на постоянке, нет ли черноты на нержавейке? Может газ не айс? На постоянке он только в нерже проявляется. А вот алюминий явно проявляет не качественный газ.
-
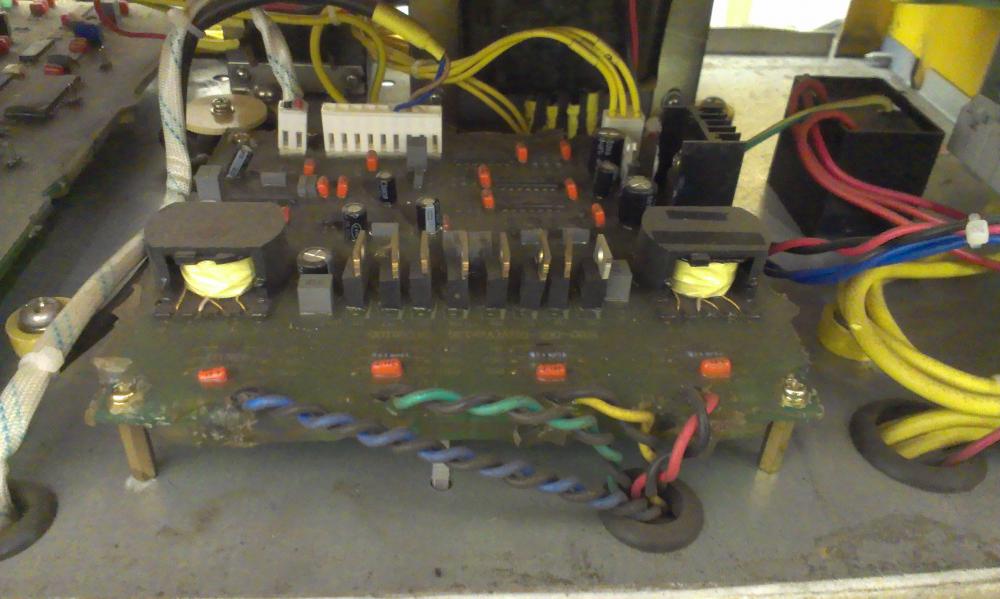
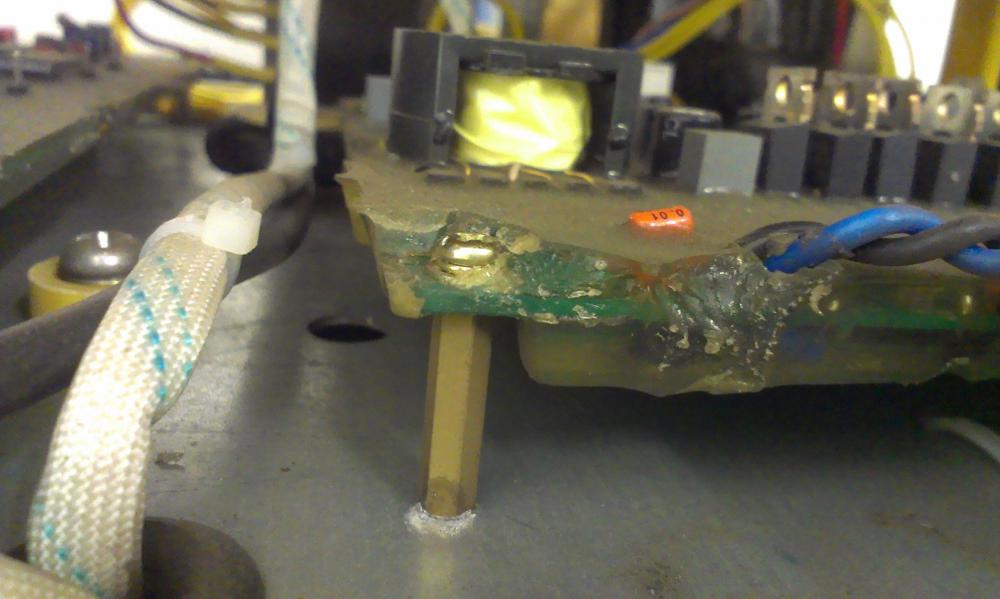
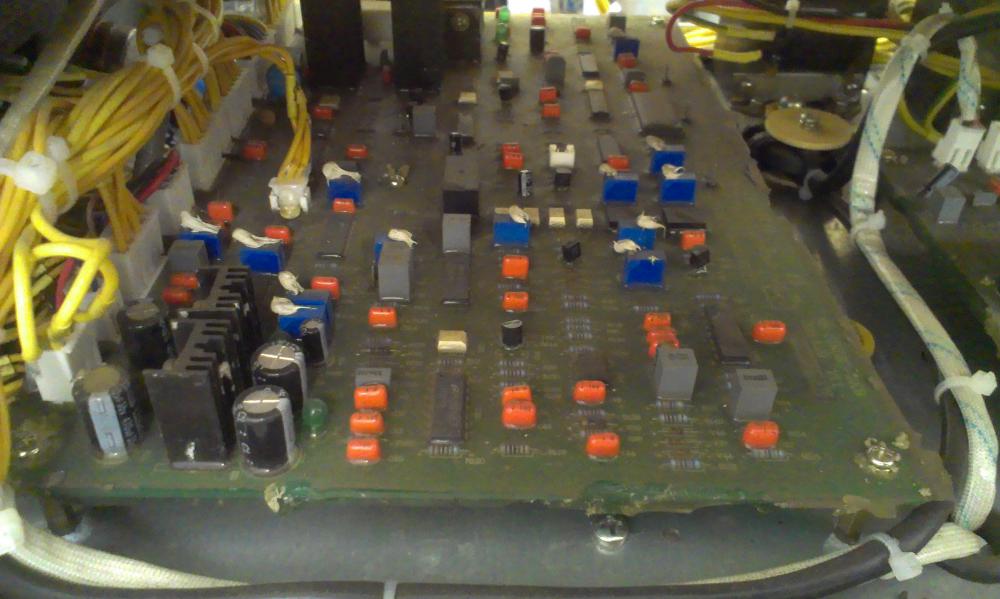
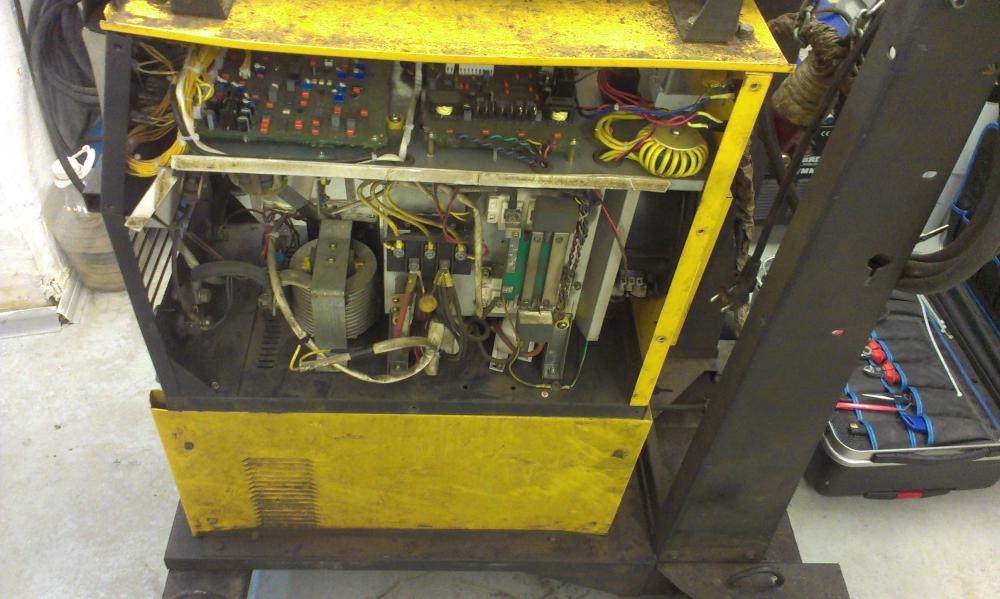
HUGONG Ну в целом достоен уважения, при этом посмотрите какой слой защиты на платах. Пришел в ремонт по охлаждайке вопрос.

-
Вопрос в следующем. Есть сей аппарат, у него сдохли два выходных диода. Ну отпаять я еле отпаял. А вот по припайке возникает вопрос, как припаять, чтобы теплопередача была нормальная в радиатор? Есть у кого такой опыт?
-
Ага, только чуть дороже чем задорма. А то так же будет В хорошем хамелеоне не только скорость важна срабатывания, так и из чего сделаны стекла. Поэтому тут светофильтр в топку... Как бы не жалко, но ни чего с ним не сделаешь. Увы. В нормальном варианте, как не затемняй, прозрачность максимальная, только стекла защитные меняй и усе. А если туман, не равномерность затемнения, не стабильная скорость переключения и т.п., то только выкидывать (ну один выход есть, поменять батарейки, если не помогло, то дорога в сторону помойки)