

copich
-
Постов
5 916 -
Зарегистрирован
-
Посещение
-
Победитель дней
60
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные copich
-
-
ржавеет из за многова, но я на нём зимой ездить не буду, да и после сварки все швы лудить ну и может кузовок тоже
Лудить кузовок - пра пра пра пра внукам хавтит! Да с такой толщиной металла и на войну можно как на танке выходить!
у меня была только одна проблема, любой антигравий отлетал через тройку лет и днище оставалось голое. А лезть и вновь наносить покрытие - лень. Как говорит мой препод, Саломатин Юрий Борисович: Все беды от лени!

-
Да, всё это верно - и сапожки и прижимы...а народ хочет получать "золото" без прибамбасов
 вот и выложил я кое, что из личного опыта.
вот и выложил я кое, что из личного опыта.Просто вспомнилось как я работал в одном ООО у частника, зима, в помещении не выше +10 ноги стынут - зато швы на изделиях из НЖ красивые, чуть ли не белые

Видимо все равно толщины изделия у вас были не большими, т.е. милиметровка ну двушечка. Если 3- и выше, то все равно не получается нормально остудить и шов чернеет (без доп прибамбасов). Хотя не пробовал сам в таких условиях эксперименты ставить, мож толщины и выростут... Какие толщины были?
Был на предприятии, говорят что шов черный и все тут. Грешили на нашу установку. Я извращался как мог и так и этак, но пока не попросил дать мне старый образец, ту старую нерж на которой подбирал режим. Как оказалось, нерж из китая не хотела ни как получаться светлой и ровной
Я видел как портальная плазменная установка работала в минус, так экран от мороза лопнул. После этого ее начали обдувать тепловой пушкой и оператора за одно
А еще один выход в камере наполененной аргоном сварку осуществлять
Так совсем круто будет шов получаться -
Вот вот. Экономично и крепко. Применим на заднюю складную ножку (на фото)
Достойно - выставки
-
КлЁвый раритет! Но одно останавливает - сколько не делай, всеравно ржавеет.
А сколько с отцом мы перевезли на нем... Только зимой печка не справлялась, скоблить элюминаторы приходилось.
-
не бери, не очень аппарат. у меня такой жалею что взял несколько раз уже делал. кондёры отгорали, клапан дешёвый - менял. транс на плату управления менял. та и слабенький тройкой еле тянет, падение в сети не больше 205В.
Дешево - почва для постоянного размышления и доработок.
-
может кто сказать куда клеммы цепляются


 и че куда?
и че куда?Мож поможет:
http://hobby-svarka.ru/topic11.html
или
http://www.weldstar.narod.ru/WeldPCB.htm
В одном из ответов - есть фото с подключенными проводами
Удачи!
-
Смесь К18 - 82/18 (Ар+УГ).
Варим сталь 08Ю и 15ЮА.
Ролики, если вы про те, которые на подающем механизме, солидолом точно не смазывают.
А вот масляная пленка после гибки - вот это возможно, хотя изделия после этой операции проходят моечную камеру. Может быть мойка не справляется?
Фотографии для обсуждения не хватает.
Так что за гарь? Тряпочкой стирается?
На моечную камеру грешить то грех...
И еще один момент, который меня смущает... Не помню как варится 08Ю и 15ЮА... Стали с содержанием алюминия... Помню, что варил, но варил аргоном (ТИГ). Тогда ни каких проблем не было. Даже наоборот - понравилось, т.к. шов чистым получился и белым (для автопрома). А вот полуавтоматом (МИГ)- мож и пробовал, не помню.
Но постоянная проблема - масло на деталях после пробивки, гибки, резки, транспортировки и пр.
Без фотографии пока получается только гадание, а не совет.
-
-- Вставлю свои 5коп: Для золотистого цвета шва зашита(расход) газа важен но не только, так же большое значение имеет и быстрое охлаждение шва. Для этого я применяю намеренно заниженный диаметр присадки относительно толщины свариваемого металла, соответственно выставляю ток меньших значений. Вылет вольфрама минимальный. Всё это в комплексе:Повышенный расход аргона, заниженный ток и присадка, вылет вольфрама, даёт очень неплохой результат в плане эстетики, но стоит отметить, что скорость сварки несколько падает.
Позволю себе немного уточнить. Не скорость охлаждения, а отношение времени охлаждения в среде защитных газов к энергии сварки. Т.е. чем больше энергии вкладываеете в процессе сварки тем дольше нужно охлаждать (т.к. температурный процесс - инерционный процесс). Чем быстрее снимете тепло с разогретого металла (шва), тем меньше по времени нужно охлаждать. В противном случае применяют "САПОЖОК", медные прижимы. А если очень быстро охлаждать шов, то будет получаться хрупкий шов (крупный мартенсит). Или околошовная зона будет страдать. Высокая скорость охлаждения может съиграть отрицательную роль.
-
всем доброго времени суток я новичок и у меня вопрос. фирма приобрела аппарат LORCH T 220DC/AC Basic Plus оборудование модное а аргонщиков никого нет, не приходилось сталкиваться,подскажите по настройкам. P.S.сварка труб d89,d159,219. Еще ставлю электрод 2,4 вроде шов ниче 2,4временно закончилась вставил 3,2 хуже шов темный металл ложится не ровно присадка d2 и еще вопрос на сколько хватает электрода думаю что быстро сгорают в чем причина цвет электрода синий нержавейка 08н12х10т вроде такая точно не помню
Цвет электрода... После прекращения сварки или кончик электрода для определения типа (модели)?
В цангу 2.4 поставить 3.2 - фокус если ни чего не расверливать и не вкалачивать
Электрод сгорает... А вы на какой полярности работаете?
2.4 или 3.2 при нормальной заточке - не влияет на качество сварки. Т.е. если варите на малых токах 5-15Ампер, то конечно 2.4 лучше будет, а лучше 1.6 поставить, а еще лучше - тоньше 1.0 . Но в данном случае, думаю, что у вас просто ФИГОВЫЙ электрод. В одной из тем я это уже указывал. Качество электрода - прямая зависимость результата
. Дали мне электрод не известного производителя, на выставке в виде рекламы... Так таким электродом ни нерж ни чернягу варить не получилось. Алюминий не пробовал. Но на постоянке электрод себя вел не адекватно. Так что... -
Перемычкой??? Енто как? Разложился сегодня, треник собираю, всё хорошо, тепло (-1), не кому не мешаю... подготовил, отмерил, отрезал, почистил, подогнал... ну просто благодать...
 Птички, ветерок....
Птички, ветерок.... И тут нате вам б...!!!! Нет слов, стекло на маске начало потеть. Пипец. Было 5 DIN стало 50.

А по другому и не должно
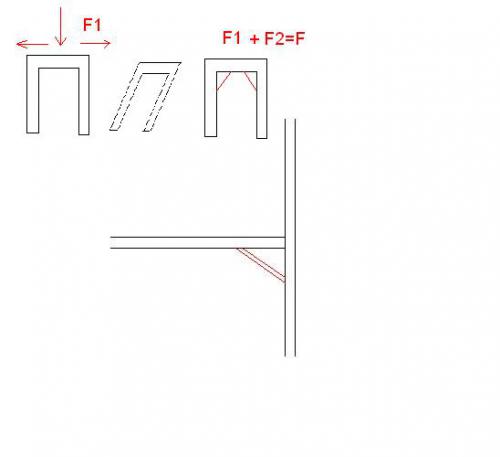
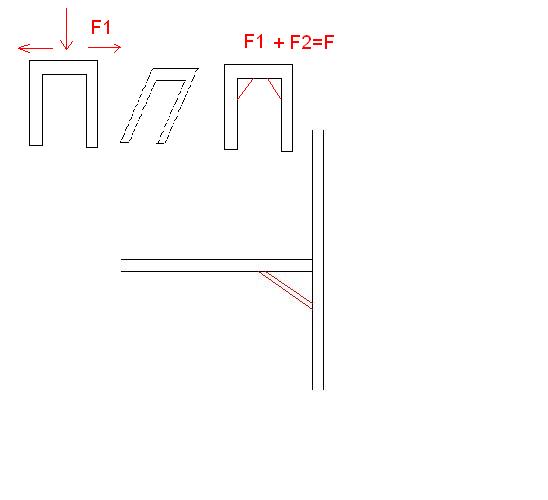
Перемычка... Ну это две перпендикулярно соединеные детали соеденить перемычкой, т.е. получить треугольное соединение. Еще называют - замкнуть систему.
Если взять П соединение и воздействовать с верху - раскачивая, у вас получается быстрое разваливание вашей конструкции. А если хотябы в одном месте такую перемычку поставить, то конструкция уже в несколько раз больше выдержит нагрузку по раскачиванию. Надеюсь понятно описал
-
вот люблю я четкие ответы,спасибо Вам большое.как мне обьяснили должен быть корпус(хребет)из нержа с пазами,по размерам а-ля пивной холодильник.потом в эти пазы вставляеться бонитэ-бонит хз,с двох сторон алюминий посреди пластик.из этого получаеться ящик.шов ржаветь не должен,тк санпед надзор,возможна влага поэтому и нерж.тоесть в моем случае проволока нерж или для нержа?аргон +углерод,еще нужна эта хр. которая смешивает газы в нужном соотношении?
Прошу прощения... Для сварки нержавейки и проволкой - нержавейка - газ 98 и 2, т.е. 98% аргона и 2% СО2. А то в своем посте допустил ошибку. (уже исправил).
Смесь 80% аргона и 20% СО2 - для сварки черной стали.
Если я правильно понял, то алюминий советовали для теплоотвода... Т.е. уменьшить коробление нержы. Она как полиэтелен от нагрева, пучится, коробится... В общем все делает но не остается ровной.
-
Благодарю за первый ответ.
Копоть и гарь черного цвета, с еле заметным оттенком коричневого.
Масло исключено - его там нет.
Окраска отваливается от следов побежалости... Т.е. у мя такой опыт был. Сварка черной стали. По краям остается черный след от перегрева и взаимодействия с окружающей средой. Так и порошковая краска и акриловая к этому месту не прилегает.
Выход был либо зачистка либо изменение вида сварки.
По поводу копоти, т.е. то что можно стереть тряпкой иль руковицей... Чудес в природе не бывает. Либо у вас смесь такая, либо проволока идет с маслом или еще что... Обычно металл после гибки всегда приходит с масленной пленкой.
Я описывал под смесь 80-20 под черняшку. Судя по к18, это и есть 80-20. А вы что варите?
Я еще иногда видел, как некоторые умельцы смазывают ролики солидолом... Ну результат понятен.
-
Есть еще один момент, с использованием линзы, горелку можно и под 90 градусов держать... А вот без линзы, тут важен расход газа от диаметра сопла и еще наклон горелки.
Я делал несколько экспериментов на эту тему. Подбирая расход аргона и наклон горелки получал от золотистого цвета до практически белого.
И еще один не мало важный момент. Если варите толстую нержу, то времени остывания в аргоне не хватает, т.е. вы раньше переходите к месту сварки, чем успевает остыть нержа. Т.е. либо сапожок нужно тогда применять либо примериться с черным швом. Линза тут не поможет...
А про газ, т.е. аргон... не мало говорили. От качества аргона также зависит что же в итоге получите.
-
Вот примерно я о чём http://smotri.com/vi...?id=v3813625043 когда треник складывается. http://websvarka.ru/talk/public/style_emoticons/default/biggrin.gif
Когда тренажер складывается - обычно не верно расчитано соединение. Даже на видео происходило разрушение в местах соединения узлов. Дело в том, что все тренажеры стараются делать мобильными... для дома, для семьи и желательно легкими http://websvarka.ru/talk/public/style_emoticons/default/smile.gif
как результат - все хрустит по массой. Расчет видимо делался в статике, а динамику ни кто не учитывал.
У меня дома для ребенка стоит детский уголок (лестница, кольца, канат, турник)... все из стали (кроме каната и колец http://websvarka.ru/talk/public/style_emoticons/default/smile.gif ), но написано, что нагрузка не более 70кг (на сколько помню).
Но т.к. в СССР этот уголок делался - поэтому он и более выдерживает. Я пробовал - меня выдержал http://websvarka.ru/talk/public/style_emoticons/default/smile.gif
Самое надежное соединение - соединение трейгольником. Т.е. надо Т-образное соединение перемычкой замыкать. Тогда выдерживаемая нагрузка больше будет и учитывает не только вертикальную нагрузку но и горизональную (когда спортсмен дургается под нагрузкой)
-
да блин, дела.. раньше боялся на самолётах летать потому что на техника механника учился. Щас буду думаю у этой проблемы два решения: 1. На сайте завода изготовителя задать вопрос по технологии и материаллам 2. Более действенное - в прокуратуру. Они обязаны это дело через Технадзор разрулить (а то на Саяношушенской ГЭС доигрались)
Верят не тому кто правду говорит: Нельзя т.к. не получится из опыта и документации. А вертя тому кто говорит: Легко. Ваше бабло и наша работа
Бабло в карман. Работа - с горем пополам таджиками. Результат - мы кошки ("иди на кошках тренируйся"). -
Всем привет.Хочу узнать,что означает "100% фаска" на трубе, мне объяснили ,что "надо сточить трубу на всю толщину трубы", интересно ,это как???
сорри за вопрос,если кому-то покажется нелепым.
Видимо без притупления имелось ввиду. Хотя без притупления сложнее сварить (корень шва получить) ИМХО.
Недавно вернулся из Казани. Так STT запускал. Сварщики просто светились от счастья
, как им было легко сделать корень шва. Сам аппарат все делал за них. Только веди и смотри не промохнись относительно шва. Вы бы видели их реакцию. ДА! Конечно разделка кромок с притупдением - однозначно должна быть.
-
П/А,нерж проволока,что еще?
Все очень просто. Аппрат тот же, горелка та же, режим - корректируется.
Нужна либо проволка по нерже либо можно черной. Тут на форуме уже высказывались по этой теме. Т.е. если варите нерж, то черная проволока взаимодействует с материаллом и шов не будет все равно очень сильно ржаветь. Но если на улицу и под шлифовку-полировку, то конечно проволоку нерж. ГАЗ - газ лучше 98% аргона и 2% СО2, это для проволоки по нерже.
Я лично пробовал варить в чистом аргоне, дуга не очень стабильная и шов не такой красивый получается. В смеси СО2 необходимо для окисления и в таком случае дуга совсем по другому горит и проволока (капельки) совсем по другому ложиться.
Особенность еще - чаще прихватки нужны. Т.к. очень сильно коробит нержавейку. Либо струбцины применять, но без прихваток на ровной поверхности не обойтись. Если видовой шов: труба, сильфон, декоротивное изделие - лучше применить аргонодуговую сварку.
-
В том то и дело, что я знаю как. Я могу наплавит медь на контакты, могу приварить медную трубку под кабель, могу припаять (приварить) сам кабель и т.д. Но я этого не делаю по одной простой причине - хороший заводской держак гораздо лучше самопала из арматуры.
Лучше - если правильно выбран
 Здесь дискуссия именно из-за этого, что выбрать не просто получается.
Здесь дискуссия именно из-за этого, что выбрать не просто получается.У меня такое чувство, что и держак на 500А не выдержит угольный електрод. Т.е. для строжки применяется специальный держак, через который подается воздух по дадвлением. И вкрадывается такое чувство, что угольный электрод так же охлаждает.
Я видел угольный эелктрод, кончик у которого угольный, а сам электрод изготовлен из медной трубки... (мож кто с другими работал). Именно эта медная трубка и нагревает держак. Пусть на 1000А держак будет, но все равно греться будет. Так что видимо не правильное, не целесообразное, использование инструмента и приводит к его выходу из строя.
Варить провода... Варили мы провода делая электрику в здании. Именно методом сварки получали соединение, т.е. шарик на скрутке. А вот толстые провода я обычно соединаю методом обжима. И винтовые соединения у меня не дают осечки. Самое главное учесть, что после протягивания соединения, нужно минут через пару - пяток, еще немного протянуть. Медь дает усадку... Глупо звучит но именно такой метод зажима не дает осечки.
И еще один момент. Перед соединением, если очищенные жилы не блестяще золотистого цвета, то надо делать обрезку окисленного участка кабеля. А то некоторые применяют окисленные провода и хотят сделать грамотное соединение (винтовое или обжимное). Касательно сварки меди с держаком... Вещь хорошая но не практичная, т.к. при изломе кабеля понадобится гораздо больше времени на восстановление держака или ответной части (байонет к аппарату).
На мощных аппаратах, т.е. 1000А, применяют параллельно соединенные жылы в 50 квадрат и даже 70 квадратные то же паралелят. Но соединение - обжим - вполне устраивает и не приводит к нагреву место соединения, кабель - разъем.
-
Ну это смотря какое литье. Резкий нагрев при строжке как раз и провоцирует распространение трещин. Только сквозная сверловка концов трещины может ее остановить. Сказанное касается чугуна и трещин у которых нет выхода за край детали.
Именно! Подробности не указал. Литье - чаще (в моем случае) касается чугуна. Вот и оставил без коментариев. С другим литьем, т.е. стали, обычно в переплав
т.к. нет смысла заваривать-ремонтировать из-за перминяемости изделия. По цветнине - практически не сталкиваюсь с дефектами. -
в инструкции 2 фзы и ноль,схем нету.жил-3.тото и оно у человека либо есть 3 фазы либо нету,я думаю что ответ кроеться в том что производитель хотел сделать аппарат именно 220/380в,по возможности за мало денег,а 3 фазы это лишняя обмотка и лишние ресурсы.по ходу ноль там обязателен-смотри пост выше,защита от пробоя-масса на корпусе. на последние 2 предложения свою мысль уже высказал.
чем больше живу тем сильнее удивляюсь! 3-и провода... 3-и фазы ... Вот блин... До чего дошел прогресс. У нас по работе было такое. Есть плазменная резка (воздушно-плазменная). Аппараты промышленные, поэтому без вилок. Так там три провода. Один как обычно желто-зеленый и два, коричневый и синий. Без разницы, желто-зеленый соеденяем с каким либо и в 220 (желательно чтобы скрутка желто-зеленого с каким либо на 0 попала
). Либо желто-зеленый в земле и два остальных в розетку. Но такое подключение впервые вижу... А общего с г.Ковров, ни чего не имеете? Меня именно на кануне про этот же вопрос распрашивали. Еще раз про 380В. Если у вас аппарат 220В. то подключить его к 380 не представляет труда. А вот если аппарат 380 вольтовый... то пока ни как не могу понять, за чем использовать только две фазы.
То что у вас не получается варить... Вы какую толщину варите, судя по фото 0.8? и какой диаметр проволоки используете?
Я думаю, что 0.8 и нужна проволока.
Вот еще одна мысль. Видел как варят тонкую сталь. Речь идет о следующем: не сплошным швом, а короткими стижками. Т.е. буквально по капле варят. Тогда и режим немного помощнее можно применить, т.е. постабильнее процесс но при этом нет прожига. Нажал (кнопку) - отпустил, нажал - отпустил и т.д. На некоторых аппаратах есть регулировка - горячий старт. Это позволяет уйти (уменьшить) от первоначального разбрызгивания (выстрелов). Но если металл разогрелся и проволока горячая, то процесс нажал-отпустил идет как по маслу и без этого.
-
Зря ты про BlueWeld плохо говоришь, я Best 260 CE варил трубы качество сварки хорошее, максимальный d-530х10, аппарат варил каждый день, почти не перестовая, полгода аппарат жил, а потом меня на др участок перевели, но думаю аппарат жив.
Все не решался купить себе аппарат, хотел купить kemppi, но в городе у нас небыло, так вот после работы с BlueWeld Best 260 CE, пошел и купил себе BlueWeld Prestige 220, не на радуюсь.
А про BlueWeld Prestige 171/S я писал.
Тоесть вставить гаражный замок, шарниры приварить и прочее по мелочам он вполне годиться.
А вцелом надо смотреть, для чего брать, если чтобы в доме сварка была так навсякий, - вполне хватит Prestige 171, а если часто варить то, чем мощнее тем лучше.
Ну вот смотрите: вы говорите про Бест и Престиж 220... Это уже не 5000 руб. Т.е. сравниваете с несравниваемым. Бест так вообще 380В. Если брать из 5000 рупий, то это уже 164 и соответственно, более чем на пару раз какнуть он ни для чего не пригодится. Так что это уже аппараты из другой ценовой категории. Так же мне не понравилась жесткость дуги. Уж жестковата дуга. Следовательно больше брызг и шов сложнее класть. Я на личном опыте испытал, т.е. сравнивал. Поэтому я знаю про что говорю. Форсаж не пробовал, но видел как на заводах работают. Некоторые с таким подходом подходят
коламбурчик получился. Берут аппарат подешевле, для того чтобы не ремонтироват. Сдох - в утиль. Купил новый. И так далее. Т.е. за одну халтурку - аппарат себя троекратно отбивает. А на десяток халтурок одного аппарат точно хватает. -
3-х зубец это вечный держак. Либо как советовали держак 300-400 амперный. Другие греются (ИМХО). Сам ползуюсь уже давно прищепкой, но не надолго и поэтому устраивает. Но для угольного электрода конечно держак помощнее.
Тот что у вас - выкидывать, либо корпус под замену. (последнее дешевле покупки нового держака
)Прищепу кабеля массы я еще умудрялся варить
после юзанья от перегрева разгибался крокодил. Соответственно попытавшись его вернуть обратно, разогнуть, латунь трескалась. Так несколько крокодилов возвращал к жизне. Хотя некоторые перегревались так при работе, что пружина отжигалась. Тут уже в помойку (цветмет). -
Не люблю заниматься такой глупостью, как переваривать литьё http://websvarka.ru/talk/public/style_emoticons/default/sad.gif
Хотя пока нареканий не было в мою сторону http://websvarka.ru/talk/public/style_emoticons/default/smile.gif
Вот по поводу переваривания литья... А чем разделываете?
Я вот к чему... Тут совсем недавно, столкнулся со следующей мыслью на практике: для разделки литья применяют строжку угольным электродом. Это не только из-за того что не подлезть болгкаркой и фрезой очень долго и утомительно работать, но еще один момент учитывается. Это - предупреждение дальнейшего трещинообразования. Т.е. за счет механической обработки возможно расползание трещины и появление новых. А вот если угольным электродом снять металл и после заварив, то в дальнейшем деталь себя лучше ведет в эксплуатации.
-
Вчера столкнулся с интересным явлением.Сначала по порядку.Привезли КПП ВАЗ 2109.Была трещина ок 5см внизу.Парень сказал что подогнул защиту и заехал на сто чтоб выравняли.Лом между защитой и картером кп сделал трещину.Я зачистил,разделал,протер бензином,высушил.Начал варить а дугу отгинает,отворачивает в сторону.http://websvarka.ru/talk/public/style_emoticons/default/blink.gifВзял разделал больше и появились искры из под круга.Вспомнил что в коробках такого типа установлен МАГНИТ ловитель внизуhttp://websvarka.ru/talk/public/style_emoticons/default/cool.gif.Пришлось разделать побольше и разрезая магнит частями вытащил его.Затем смело заварил дыру и все.Вот и думаю,магнит металлы притягивает,а электрическую дугу отталкивает,почему?В теории слаб.http://websvarka.ru/talk/public/style_emoticons/default/sad.gif
Хозяина оставил без стружкоуловителя http://websvarka.ru/talk/public/style_emoticons/default/smile.gif
Это про магнит и дугу: http://ntpo.com/phys...pening/30.shtml
Тема наверное без конца и края http://websvarka.ru/talk/public/style_emoticons/default/smile.gif Если бы было 4-е магнита и дуга по центру между ними, то можно было бы еще более сжать дугу (при соответствующей полярности расположения магнитов). А в вашем случае... Скажем так, с одной стороны ветер дует... И как бы вы не поворачивались, вас бы все равно в одну сторону сдувало бы. Т.е. относительно одного магнита, точку равновесия практически не возможно найти. ИМХО. Если не прав, то очень бы хотелось узнать други мысли.



Telwin Bimax 4.135,4.165,4.195 и т.п. Ремонт (схемы и фото) п/а
в Ремонт и модернизация
Опубликовано
Ждем результатов работы ЧУДО аппарата!
Потом все дружно будем