unforgiven48
-
Постов
131 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент unforgiven48
-
Бак от какого то мерседеса, литров 600 вроде. Заштукатурили

-
Варить 4043. Харрисом вряд ли получится, много кремния в сплаве Хотя конкретно тойоты не знаю, посмотрите на крышке должен быть указан сплав
-
Я варил AlMg5 другой присадки в округе нет. А по поводу прогрева автогеном, ИМХО неделю будешь эту бочку варить, не стоит оно того...
-
оправдаюсь- тут и вертикалы, и потолочные швы, разные толщины, каждый раз прыгать ток крутить не весело, вот и поставил нечто среднее. Ну что АМГ понятно, интересно по точнее узнать, или скорее разные бочки - разные сплавыА вообще что то хреновенько эта бочка сварена, сварки видно пожелели...
-
вот такую работенку подогнал дружественный автосервис. пришлось на скорую руку городить удлинитель для горелки кто то уже варил, но по всем швам пошли трешины поставил 13 латок и приляпал на место частично отлетевшие все 3 перегородки Может кто подскажет поточнее, из какого сплава эта бочка? Варил 5356, электрод 3 мм WL-20, сопло 7, аргон 15 литров, ток 190А
-
С НАСТУПАЮЩИМ!!! Удачи в начинаниях и труде! Пусть новый год приведет к намеченной цели!
- 56 ответов
-
- 16
-

-
Большое спасибо всем! Очень приятно! Эту тему только увидел, приятно удивился! Всех с наступающим! Всего самого отличного! Крепких швов, сухих электродов и легкости в труде!
-
Зачем нужен беспроводной сварочный аппарат? Проще сразу сделать беспроводной держак и зажим массы
- 38 ответов
-
- 1
-
-
- сварочное оборудование
- TIG
- (и ещё 3 )
-
Накрыли наверное подпольный заводик в подвале с кучкой нелегалов первой партии небудет
-
Если 12-220 то проще взять старенький компьютерный ИБП, выкинуть штатный аккумулятор и пару ненужных реле, преобразователь готов! Если же речь про сварочные инверторы, то нужны довольно сильные познания в электронике, новичок прежде чем инвертор заработает, может пожечь не мало деталей, своих нервов и времени, дешевле будет взять заводской. Самый простой "тюнинг" сварочного аппарата, это добавить емкости в выпрямитель, обычно с завода ставят по минимуму, увеличение положительно сказывается при работе на удлинителе и слабой сети, да и конденсаторам легче живется. Но и много добавлять нельзя, иначе придется перекапывать узел плавного заряда, обычно накидывается 1000-1500 мкф на 400в без других переделок
-
Потенциальному покупателю прочитавшему отзыв, будет так же интересно узнать о надежности данного аппарата и удобство работы с ним. На столе за короткий промежуток времени этого не оценить.
-
Непонятные дела какие то. Что бы боле менее оценить аппарат нужен как минимум месяц с ним поработать, причем в реальных боевых условиях, +разборка и оценка внутренностей, +проведение измерений. А испытания на столе да и еще с представителем, полноценного отзыва не дадут. Смущает что тестер всего один, создается впечатление что аппарат будет специально подготовлен для этого теста, и с аппаратами поставленные на поток могут быть различия
-
Немного некорректно судить о вредности, условия разные бывают. Один варит РАДС сидя в отапливаемой мастерской за столом, а другой с РДС ремонтирует теплотрассу в колодце, где -30 на улице, и +40 в колодце с паром, 2-3 раза велезеш и на неделю слег...
-
Как вариант решения проблемы можно использовать трансформатор мощностью около киловатта с вторичной обмоткой на 20-50 вольт (в зависимости от напряжения в сети) включить его по такой схеме на входе допустим будет 170 вольт, а на выходе с вторичной обмоткой на 40 вольт, будет уже 210, что позволит нормально работать. Важно только не профукать момент если в сети будет нормальное напряжение, а то и сварочник крякнуть можно...
-
@ARGONIUS, Солянку не капал. копоть была но совсем немного. Цвет детали немного потемнее чем на фото, деталь довольно увесистая. Температура плавления ниже чем у алюминия, чуть перегрееш и сразу кусок утекает. Что еще это может быть кроме ЦАМа?
-
С удовольствием испытаю. Фото-видео без проблем, условия работы подвально-сырые, ремонт теплотрасс. С электроникой дружу, в хозяйстве имеются вольтметры, амперметры осциллограф и прочее, также имеется знакомый по ремонту св. оборудования. Для сравнения есть "ресанты" и свароги". Оценю работу на слабой и хорошей сети, а так же ПВ. Стаж в сварке около 5 лет
-
Деталь от какого-то насоса, гадкий ЦАМ. Пришлось извращаться. Присадка-4043, деталь плавится раньше присадки. Никак не доходят руки наплавить прутков из цама на пробу. Но, вроде клиент остался доволен, работает пока...
-
А вы не пробывали разговаривать с начальством? Полуавтомат в сегодняшнее время вроде не роскошь, а производительность сварки сильно возрастет!
- 21 ответ
-
- 1
-
-
Все резалось болгаркой. Самой проблемой для меня было сделать в лапке конус под палец шаровой, в итоге просверлил лапку, немного "сконусил" напильником, после нагрел до красна и на горячую вбил кусок пальца от старой шаровой, получилось вроде вполне сносно. Уже около года езжу по нашим "хорошим" дорогам, пару раз сильно гнул диски, рычаги в норме
-
Да какая тут технология, всё интуитивно, много времени ушло на примерки и измерения. Муфта регулировки кастора от рулевых рычагов, лапка под шаровую самодел из 40 кругляка. ИМХО, проще было купить...
-
@Рудольф Шнапс, да, варил сам, полуавтоматом
-
тоже была бяка с площадками под крабы, проблему решил листом 5мм, разметил, приварил гайки, и целиком сразу под два краба приварил к телевизору. на этом фото видно, треугольные рычаги тоже самодел
-
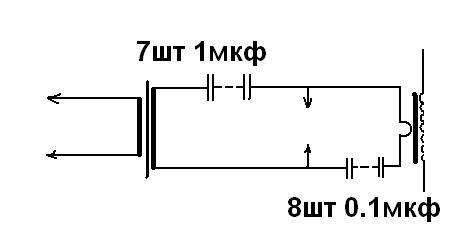
А хрен их знает, какая то иностранная плёнка, 0.1 мкф 1000 в
-
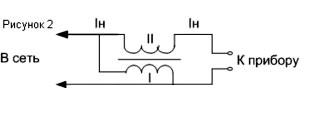
В воздухе около 3-4 мм, в аргоне около 1 см, при раскаленном электроде около 2.5 см. Спустил уже баллон аргона, нареканий на осциллятор пока нет Вот накидал схемку по памяти