Dmitry_BY
-
Постов
264 -
Зарегистрирован
-
Посещение
-
Победитель дней
3
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Dmitry_BY
-
Концы трещины я засверливаю, а лишний металл высверливаю сверлом равным толщине стенки поддона на глубину оставляю около 1 мм стенку, потом прохожу фрезой. Ток подбирай так чтобы на счет "двадцать два" у тебя появилась сварочная ванна.
-
 И ПОБОЛЬШЕ, И МНОГО-МНОГОПрисоединяюсь к поздравлениям.
И ПОБОЛЬШЕ, И МНОГО-МНОГОПрисоединяюсь к поздравлениям. -
Не реклама пользую такую https://7745.by/product/051455 На задводе 4ре штуки трудятся около 3х лет пока все хорошо.
-
Попробуйте поварить в обычной пассивке и поймете что ваша маска, портит вам зрение. Из недорогих масок я использую Росмз Ямал со щитком Фаворит и Абикор какая-то, это только для аргона, для рдс простая пассивка. Она же если много варить Радс. Прихватываю в самозатемняющей, варю в пассивке, глаза не устают. Но я также не пользовался дорогими брендами. Маски типа Фубаг, Солярис и тд. Если приходится варить чужим аппаратом пару раз попробовал и сейчас беру свою всегда или на мечте прошу пассивную, пусть хоть и старая советская картонка. Неудобно - но глаза дороже.
-
Конечно если у вас чисто и абразивной пыли немного, то можно и убрать, просто если маска недешевая, то проще заменить защитное стекло. А так если нет средств купить маску от "фирмы" то посмотрите в сторону Текмена, РосМз. Глаза дороже. На краний случай пассивная маска с 11 дин фильтром.
-
Присоединяюсь, чтобы было всё а лучшем виде и по больше
-
Может кто вкратце расскажет про Lincoln Aspect 300 ac/dc? Спасибо
-
Присоединяюсь, здоровья и успехов.
-
Валерий, присоединяюсь! Здоровья и здоровья.
-
Присоединяюсь.
-
На заводе в снабжении никто не будет этим заниматься. Для себя я рассматриваю варианты, как появится фин возможность - с Александром и буду решать, а не с нашими магазинами. Спасибо
-
Всем здравия! Подскажите, у меня руководство вроде созрело купить мне присадок для чугуна. Только возникли такие вопросы: если Панч не найдут, CuSi3 подойдет? И какой диаметр лучше если покупать только один. Спасибо.
-
Возможно и какой-то аналог 110Г13Л, только с ещё блльшим содержанием углерода,вроде бы до 2х% может доходить, мне привозили кронштейн, к которому крепятся тяги, удерживающие мосты. Так не рискнул востанавливать отверстия сваркой, а ввернули футорки. Так с токарем спорили что за материал. По искре похож на литьевую сталь - искра оранжевая, а при сверлении и нарезке резьбы чугун-чугуном. Я бы делал, как Точмаш. Но только присварке старался бы максимально быстро охлаждать деталь, возможно в проточной воде, узкими валиками не длиннее 2-3 см с проковкой. На такой стали неплохо показали себя ОК 48.00 на корень, потом 13/55, но это была ступица.
-
@gyrza, что бы всё получалось
-
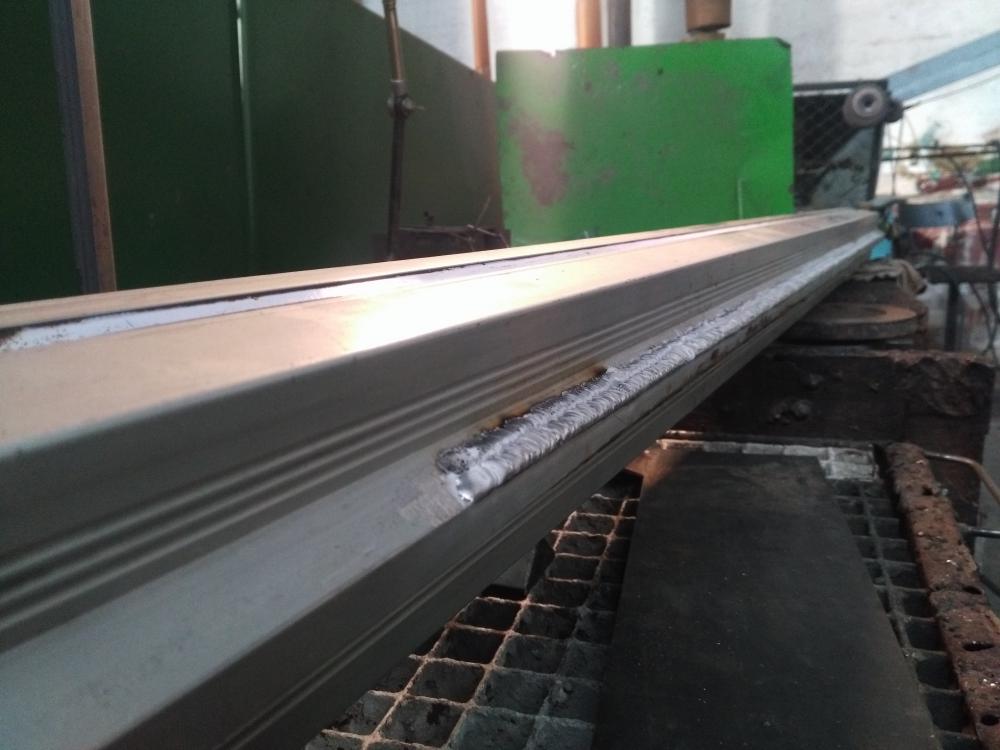
Вчера. Попросили наплавить под фрезеровку 4ре плоскости на рейке. Длина около 2х метров. Так как швы под фрезу, то тренировался по разному подавать присадок. С частотой чешуек вроде бы неплохо,но позаполняемости иногда выскакивает неприятность.

- 3 962 ответа
-
- 10
-

-
Возникла необходимость соединить медь и алюминиевый сплав скорее всего АМг. Какую присадку использовать или просто спаять китайским прутком (как я понимаю аналог кастолина 192)? Спасибо
-
Дело в том что, на завод не покупают присадку другую, кроме 4043 (изначально сундук брали для ремонта литьевых форм) потом настаял купили 5356. До недавнего времени только 2,4 диаметр только и был, сейчас привезли и 1,5. Радиаторы это больше случайность, чем постоянная работа, тут больше ради опыта и интереса варил. Для личного пользования попробую найти и купить. 4047 идеальный вариант из-за более высокого содержания кремния и более низкой температуры плавления, если пправильно и внимательно читал форум в том числе.
-
Скорее от не знания мат части . Спасибо теперь буду знать и использовать 4043 - другой нет.
-
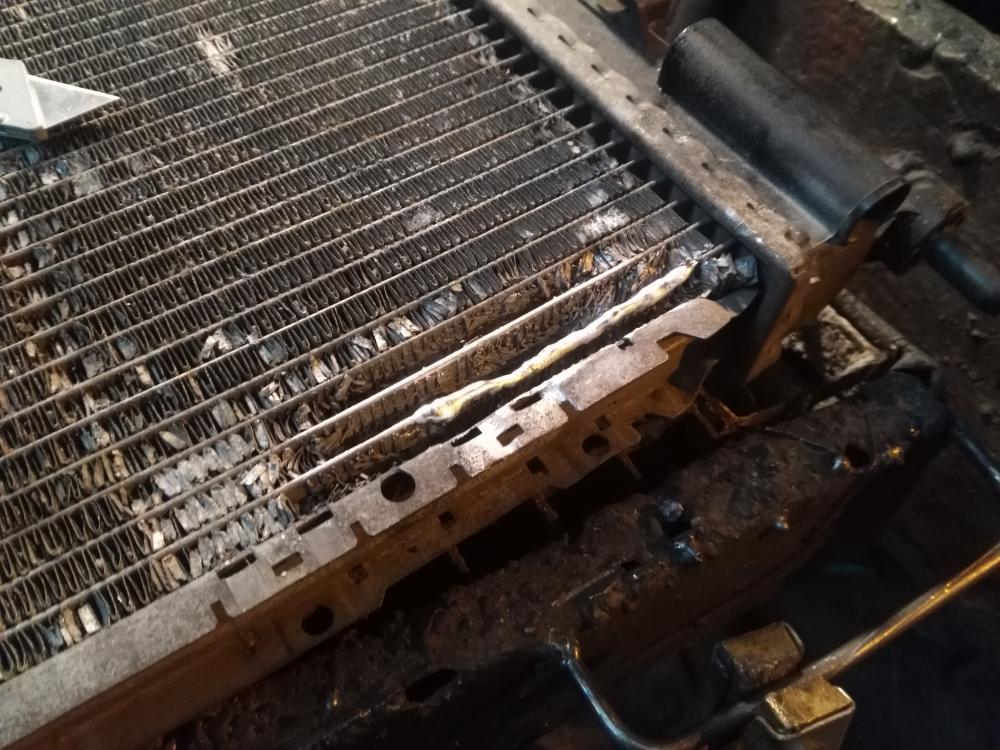
Перечитывая тему про Форсажи 315й и 500й, прочитал и посмотрел по фото, как Валерий (Selco) варит соты радиатора. И тут я вспомнил,что у меня лежит уже больше года радиатор, запоротый сундуком. Созвонился с человеком, забрал свой личный Гроверс. Ну и переделал. Ток 27 А и 31 А, частота АС 250 Гц, присадка 5356 ф1,5, электрод 2 мм какой-то Бинцелевский с берюзовой краской. Руки конечно к такому не привыкли, но в целом хорошо,посмотрю если начальник отдаст, то вскрою ещё пару сот и буду тренироваться.
- 3 962 ответа
-
- 11
-
-
Фильтр вроде швейцарский, пользую кристалайн ямал, голова серии Фаворит. В целом очень неплохо за такие деньги, стабильно работает на 15А тиг, при этом Абикоровская отключается и слепит (фильтр вроде бы Текмен). Для грязной работы Росомз Фаворит с пассивным фильтром.
-
А также моглось то, что особо и не хочется - а надо С Праздником!
-
BelaZZ, удачи и здоровья
-
Фунтик, здоровья и успехов
-
Немного на собиралось