Luckystorm
-
Постов
698 -
Зарегистрирован
-
Посещение
-
Победитель дней
32
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Luckystorm
-
Тут вряд-ли у когото будет ненужная, посмотрите на Авито, бывают предприятия или бригадиры продают ненужные или магазины сварочные продают стукнутые в тк с уценкой
-
 Tehsvar, с днём рождения Успехов, лёгких ремонтов и всего самого наилучшего
Tehsvar, с днём рождения Успехов, лёгких ремонтов и всего самого наилучшего -
Проволока 1,2мм предназначена для работы от источников на 250А и выше, в бытовой аппарат что-то толще, чем 0.8мм не стоит пихать. Странно даже, т.е аппарат бытовой, но ролик, направляющий канал и наконечник под 1,2мм?
-
Попробуйте посваривать на зачищённом от ржавчины металле, сделайте нормальный валик, ваш образец, кхм, выглядит как мой булыжник для отстукивания электродов по такому фото советовать что-то, затруднительно мягко говоря Любопытно, а аппарат у вас на сколько ампер?
-
Спасибо! буду изучать
-
Посоветуйте пожалуйста литературу или ресурсы, где можно почитать и ознакомиться с теорией правильной очередности наложения сварочных швов в конструкциях разного типа для снижения деформаций и повОдок.
-
Ну маржа с продажи обычно позволяла сделать подарков на 15-25к, к тому же всегда хорошо, когда клиент чувствует заботу и небезразличие, это увеличивает шансы повторных обращений и по расходникам скорее всего обратятся тоже. У меня дома где-то валяются ненужные очки на волну 1060-1080нм, могу подарить пока-что все ещё тошнит от "продаж", до сих пор звонят иногда по фигне всякой, может быть через годик в качестве факультативных занятий позанимаюсь продвижением и маркетингом или поиском клиентов за процентик на всякое интересное мне оборудование или материалы, зря что-ли на это всё 7 лет потратил, к тому же у меня есть видение как правильно двигать оборудование для сварочных работ, в отличие от большинства барышень трудящихся маркетологами в сварочных компаниях, чья работа заключается лишь в проектировании новых каталогов, заполнением карточек на маркетплейсах, посещением выставок и гонянием чаев с параллельными просмотрами инсты или тиктока
-
Опасность в том, что владельцам/директорам/руководителям зачастую плевать на рекомендации о правильном обустройстве сварочного лазерного поста или включается жаба. Лично у меня только один из десятка заказчиков озаботились правильной подготовкой помещения, покрасили все правильной краской и завесили сварочную зону. А опасность непосредственно в невидимом отражённом луче, который способен прожигать сизы, представьте что будет с незащищённым глазом, если луч способен прожигать брезент или огнеупорную ткань? К тому же, когда в цеху появляется первая лазерная установка, большинству сотрудников интересно что это такое, посмотреть его в работе или попробовать. Заглядывают за ширму во время работы итд. Те же хорошие дилеры производят первичный инструктаж ТБ объясняя, что это не шутки, но часто бывает, что всерьез не прислушиваются и думают, что рассказывают страшилки, преувеличивая опасность. По правилам, в цеху при работающей лазерной установке все сотрудники обязаны находится в очках соответствующей длине волны излучения лазера. Но сами понимаете Как-то довелось спорить в комментариях группы вебсварки в ВК с человеком, который утверждал, что можно работать в обычной маске хамелеон, а специальные очки, это ни что иное как заговор жадных барыг при том, что лично я тогда был жадной барыгой, но почему-то бесплатно давал покупателю установки эти очки (3-5 штук обычно)
-
Как стыки у угла рядом с стенкой сваривали (на последнем фото)? пару месяцев назад была похожая по сложности сварочная работа, только маты и помогли ее выполнить
-
Всегда будет нужен человек, который и настраивает и обслуживает эти штучки на моей работе пытались две технологические операции делегировать промышленному роботу манипулятору (роборуке) и 3-осевому станку, по итогу делается вручную, т.к толковый чпушник и программист роботов тупо дороже обходятся, да и на сегодня это все же небезотказное оборудование требующее соответствующего чистого отдельного цеха, своевременного обслуживания и полного обновления раз в 5-6 лет, что в российских реалиях литейных производств вряд-ли возможно товарищ с одного завода рассказывал (тоже литейного) что в некоторых местах цеха, где он трудится, высота уровня металлической пыли составляет 40 см
-
А водородные аппараты Лига? Это скам или реально работающие штуковины? Думал себе попробовать такой взять для работы со стеклом (просто хочется попробовать что это и как оно) но отдавать 60к за хлам будет жалко, его же потом вряд-ли вернёшь, если "не зайдет"...
-
Ими очень классно сваривать алюминий и очень удобные благодаря вертикальной рукоятке, но не на каждый аппарат вроде как их можно поставить, а только на те, у которых есть доп. режим под спул-ган. В свое время поставил много обычных миг горелок у которых есть возможность установки вертикальной рукоятки, очень удобны в плане эргономики при сварке протяженных тавровых соединений, типа таких. Прикрепил один из каталогов Паркера по этим горелками, можете глянуть, там довольно наглядно их устройство показано. Китайцы конечно уходят все дальше и дальше в плане развития технологий, недавно смотрел их военный парад, беспилотные вертолеты меня просто поразили, даже начал завидовать Китаю по белому, какой огромный путь они проделали за 30 лет, сам помню, что когда-то made in china было синонимом ширпотреба и низкого качества, а сейчас это уже совсем не так. Очень хотел бы там побывать, пошопиться и их кухни отведать Distance-Pull-MPP005.pdf Distance-Duragrip-Spool-On-MPP009.pdf

-
Было бы интересно посмотреть шлиф шва и шов в продольном разрезе, а так к каналу и контенту "сварщика из Москвы" отношусь максимально настороженно, очевидно, что данный канал изначально создавался и планировался, чисто зкак рекламный, чтобы тянуть деньги и плюшки с производителей и возможных рекламодателей, в отличие от тех же "гори дуга" и "100 ампер".
-
Позволю себе наглость немножко отклониться от темы, увидел, что начали появляться лазеры, у которых в подающем устройстве размещены катушкодержатели и механизмы протяжки в количестве трёх штук, т.е можно поставить три разных катушки (сталь, нерж, алюм) и мы переключаемся между ними на экранчике, что по идее немного экономит время на замену и протяжку проволоки и увеличивает удобство пользования (не нужно каждый раз при работе с другим металлом менять катушку). Так же позволяется работа, когда одинаковый сварочный материал одновременно подаётся с двух-трёх катушек. Вот интересно, как думаете это маркетинг чисто или все же востребованная функция будет, не очень понятно какой будет шов и будет ли полное проплавление, если сварка будет вестись с тремя плавящимся электродами одновременно. По идее весь этот огород позволит заполнять в один проход широкую разделку и всякое такое, но будет ли полноценный провар с учётом того, что источник с такой необычной подавалкой на 3квт Чуть попозже могу видео залить про такой аппарат, как дома буду, с Ютуба выгружу и на рутуб залью, для наглядности
-
Доводилось сталкиваться с данными аппаратами, те установки, что заточены под очистку осуществляют эту функцию сильно эффективнее, чем универсальные (3в1) установки. Из тех установок что мне доводилось видеть лично эффективная ширина луча очистки у универсальных 6-10см, когда как у заточенных под очистку 30-40 см. Детали после абразивной очистки (пескоструй/дробемет) на самом деле визуально выглядят сильно цивильнее, чем после лазерной. Возможно мы подбирали неидеальные параметры, но для эффективности и скорости ставили мощь побольше и в таком случае поверхность деталей от лазерного луча становиться неровной. Но в целом ржавчину очень даже хорошо снимают (испаряют). Так же чистят камень, плитку, мозаику и всякое такое. Данные установки очень требовательны к чистоте и подготовке помещения (запылённость помещения снижает эффективность луча). Так же необходимо красить стены, подготавливать пол и потолок, чтобы у нас были светопоглощающие поверхности и вешать светопоглощающую ткань для того, чтобы к минимуму свести шанс отражения луча. Даже отраженный луч при той же резке, легко прожигает негорючие ткани, оставляет следы на бетоне. Ожог от лазера на открытых участках кожи может быть очень болючий, заживает около двух месяцев. Сейчас у большинства сварочных компаний, что возят/производят оборудование из КНР имеются собственные установки, которые можно протестировать в демо-залах по записи или на сварочных выставках. За последние пять лет эти установки стали сильно доступнее, например лазеры, которые завозит компания Сварог стали дешевле в 4 раза с появления первых партий. Лично мне очень нравятся эти установки, при правильном подходе и наличии головы ими можно выполнять такие работы, которые невозможно выполнить тиг сваркой. Например при работе с тонкой нержавейкой очевидны преимущества лазера в сравнении с тиг. Так же, что хорошо в установках, если на производстве есть человек, который может хорошо настроить такой аппарат и забить ячейки памяти настройками под самые популярные задачи, то на такую установку можно посадить человека, вообще не имеющего опыта в сварке и он сможет и довольно быстро, сваривать изделия, когда как на то, чтобы научить аргонщика нужно сильно больше времени. По сути нужно лишь ровно вести и держать руку, можно хоть по линейке это делать. Ну и следить за чистотой линз. По поводу возможностей которые даёт лазерная установка рекомендую посмотреть канал на Ютубе weld hagojibi, у него очень много примеров самых разных работ выполняемых на лазерных установках.
-
Жуть какая, на прошлой неделе в Подмосковье Бекас развалился в воздухе , не удивлюсь если примерно по такой же причине
-
У этого производителя есть модель N2H3, сделана как раз чтобы конкурировать с недорогими аппаратами с маркетплейсов, на авито реально взять за 15к новый с гарантией
-
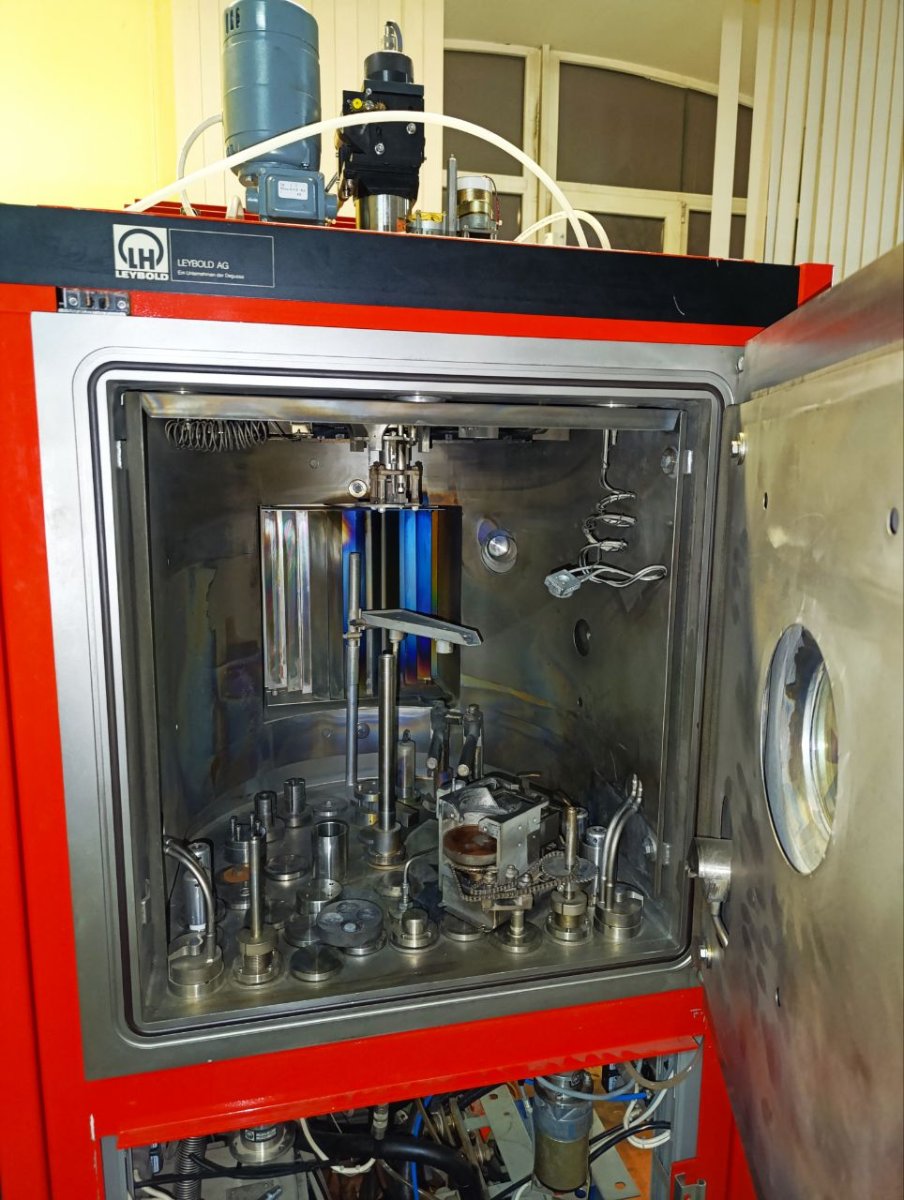
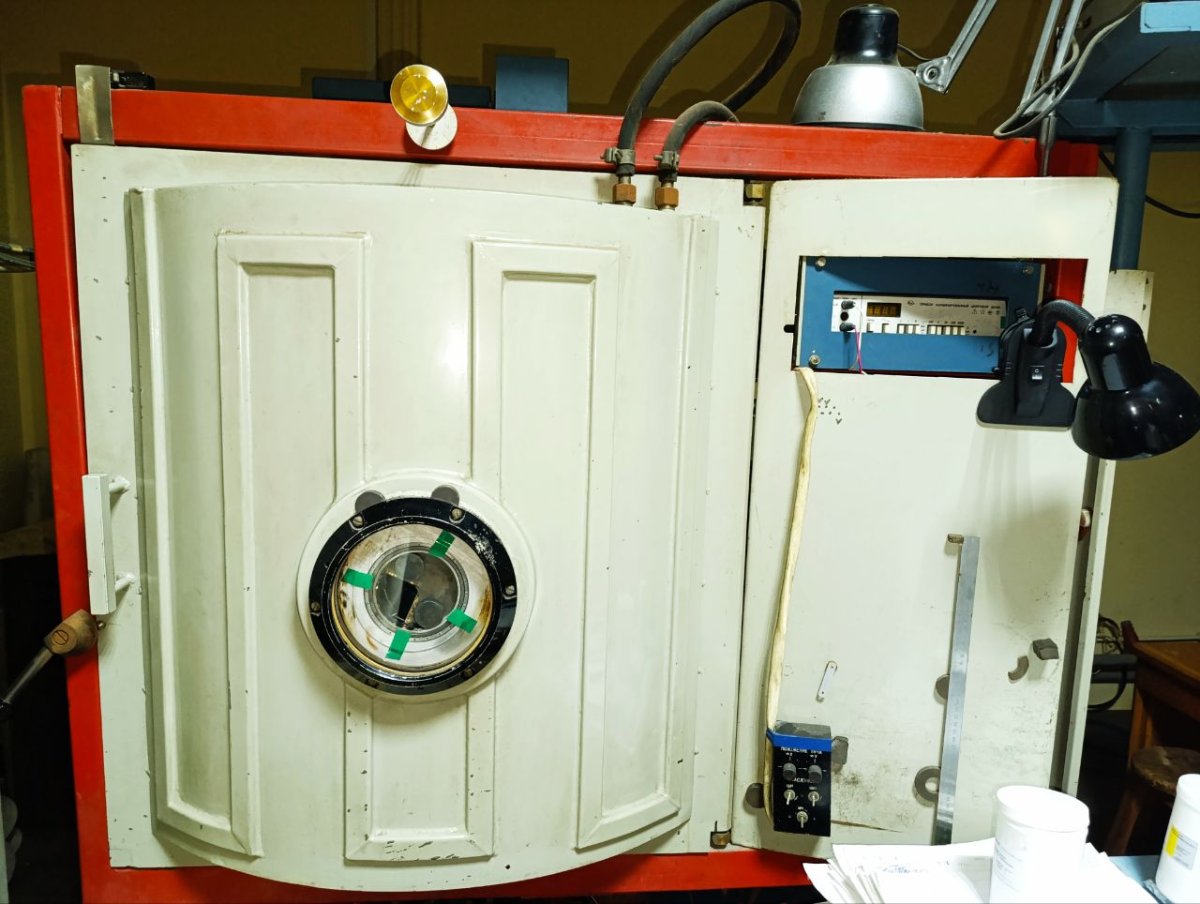
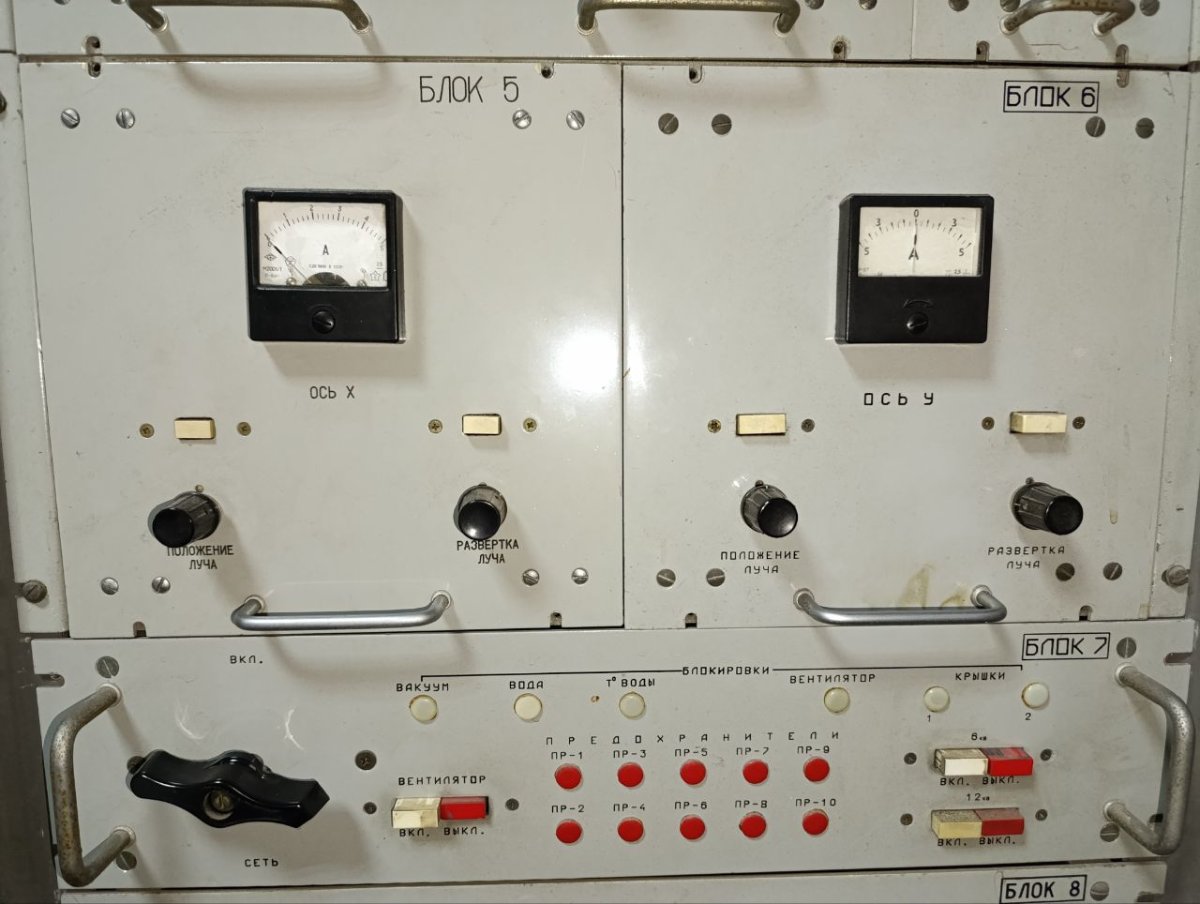
Пригласили на шабашку, в институт гои, заварить один из черных ходов корпуса который сдают в аренду, типа через него повадились разные сталкеры лазить по ночам, замки срезали и с помощью ломиков проникали внутрь, прихватывая всякое на сувениры. Работу не фоткал, ничего особенного, прихватил по контуру двери к коробке и приварил крест/накрест полосы и арматуры из того, что дали, тз было простое, сварить так, чтобы со стороны выглядело, что на попытку проникновения должно уйти много сил и времени исключая возможность безшумного проникновения. А вот внутри очень даже красиво, с разрешения немного побродил по корпусу, залез в комнату где стояло какое-то интересное оборудование, стоило наверное космических денег когда-то. Отечественная установка по дизайну напомнило советское оборудование на АЭС интересно для чего оно нужно и какие функции выполняло
- 1 221 ответ
-
- 11
-

-

-
Благодарю вас за подробную инструкцию, как развалится, сделаю все согласно вашим рекомендациям, не знал как правильно, но теперь знаю. Спасибо за ценный урок
-
Если что на первом фото деталька принесена после слесарей, я ее потом сам поглубже доразделывал, где-то мм в 15 в глубину, посмотрим сколько походит, сильнее разделывать я побоялся, т.к мне тогда показалось, что чем лучше разделка, тем мне ее будет сложнее идеально состыковать. Ее до меня сварить электродами цч-4 пытались без особого успеха. Ну даже если снова лопнет, мне подработка никогда не будет лишней как и опыт с работой над ошибками Я деталь не измерял, предположим, что она в длину на месте излома в 100мм , какой глубины должна быть разделка, чтобы не было сомнений в прочности ремонта?
-
Подержал в руке алюминиевый слиток, удивительно лёгкий для своего объема, мозг даже на долю секунды ломается при поднятии, ожидая как будто бы больший вес, чем на самом деле
-
Да, медью это до меня варилось, скорее всего комсомолец-100 электроды, находил в столе пачку оных 2015 года выпуска
-
Тогда по периметру, пардон, не понимаю, что значит "на все сечение"
-
Да, c четырех сторон была сделана слесарями v-образная разделка по моей просьбе, правда пришлось доделывать самому, чтобы угол разделки был острее и поглубже
-
Прошел позавчера боевое крещение сварки чугуна на реальной детали бывшей долго в эксплуатации, столкнулся с трудностью что деталь ну очень пористая, много песочных включений и прилично так в себя масла впитала. Какая-то деталька от станка лопнула по середине резьбы. Понес ее к газовому посту уличному, чтобы удалить краску и максимально выжечь грязь и масло, кстати резачок факел очень классный, ни в какое сравнение с китайскими. Основная сложность состояла в том, что необходимо было прихватками стянуть деталь так, чтобы совпала резьба на половинках и ее не увело во время сварки. У меня никаких струбцин для этого не было и никто не помогал. Сваривал потихонечку, проковывая шовчики и вырезая поры, которых было довольно прилично, несмотря на мои попытки выжечь всю бяку, она все равно поднималась, давая копоть и пару раз создала даже ну очень неспокойную ванну, закончил облицовочкой на малом токе, чисто для красоты (знаю, что так не совсем правильно, но даже на работе качество выполненной работы часто оценивают только по визуальной составляющей), и отнес в остывающую печь, при сварке ниразу не было звука характерному возникновения трещины, к моей радости удалось добиться полного совпадения половинок, мне сказали, что детальку сегодня уже установили и все ок