midtower
-
Постов
1 222 -
Зарегистрирован
-
Посещение
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент midtower
-
@Schlosser, нуу, как бы да.(особенно насчет термитов)
-
Контуры, Термиты - РФ, дружественные Патоны - Украина. С 1мм проволокой металл до 10мм спокойно в разделку. Да и для дома если,то время стояния на полке не учитывается.
-
http://websvarka.ru/talk/uploads/monthly_04_2018/post-21783-0-57646100-1523726099.png Вот смотрите. На левом манометре при н.у. должно быть примерно 5кг(МПа) для "полного" баллона СО2 в жидкой фазе, а с 2кг(МПа) давление будет падать быстрее. Справа на манометре (грубо)14л расхода(красная) это 0.1кг(МПа). 1Атм = 10МПа = 10кг примерно. Редуктор тоже закрывайте после работы. Многие жалуются на качество установки вентилей в свежекупленных 10л баллонах - может травить. Надо проверить на заправке и потратиться на сервис. Также, у этих вентилей есть 3 положения: полностью открытое, закрытое и травящее.
-
Аврора продает дорогие аппараты? А спросить у владельца или отследить его посты не судьба? Ваш выбор - ресанта ПА 135 с пластиковой подавалкой, возможно б/у. Или упомянутый вестер/телвин/{brandname} выпрямитель ПА. БОльшая часть новорегов ищут однозначного ответа(мне это надоело печатать, раз пятый уже как) на трудный вопрос выбора. У бОльшей части этой части в кармане негусто, а в голове попытки насёров на чужом аппарате с таким же умельцем. Они спрашивают не по разу про порошковую самозащитку, требуют точных параметров для конкретной толщины металла(у них металл суть Ст3) и откровенно недоумевают, что сразу выходит только насрать, что настраивать надо оба, если не три параметра, и что на их очередной чих подают наждачку заместо шелкового платка. Я вам, ньюбам, четко указал: Если же вы не намерены учиться, то и незачем выбирать лучшее. Вы этим все равно не сможете вопрользоваться.
-
Тут должны забежать с десяток доброжелателей с рекомендациями наперевес, что да, надо покупать дешевое, вкладываться в инструмент не надо, разбираться даже в основах технологий нет нужды, надо покупать дешевое, вестер б/у выпрямитель 110ай за 6кРуб. например, а потом постить портянки про как настроить(подача, наприжение для питимилеметров метал) да почему все криво. Это не ресанта, это Foxweld, и гарантию будет предоставлять не магазин, а сервис-центр, адрес которого должен быть на оффицыальном сайте.
-
[голосом Володарского]О Гъосподи...
-
Ищущий да обрящет.
-
@Kondor416, теоретически можно. Кремний под подозрением.
-
Тип внедрения и атмосфэра не те. В зависимости от материала. А, молибден имеет свойство выгорать.
-
В полной версии сайта есть кнопка Вставить ник, которая корректно вызывает юзера. Основа - это элбэшки, уоньки и прочие OK-48.XX. Ну и ESAB OK-53.70. На одном предприятии есть тепловой узел, который останавливают раз в год. Сперва я увидел потеки на швах, потом закупку на замену, сплошь оцинковка, что отводы, что недошарики. Это экономия от незнания, куплю трубу потоньше(да-да) да поплоше, зато толстый слой цинка. Так что главное вовремя свинтить после монтажа.
-
Тут кагбе это, оцинковка варёная по шву пропадет. Чем ни сваривай. Разве что на резьбу или омериканку собирать. А в процессе цинк закипит и наделает пор/свищей, если не зачистить сурово. Но по шву пропадет, разность потенциалов, внутренние фефекты. ЗЫ Основой оцинковку без зачистки сваривать проще.
-
Это про РАД или газосварку? Вы вообще как начинаете сварку, ванну формируете? TFS с ютубки напоминает про поняшек, которые скачуть, скачуть оне, спервоначалу переднии копыццы цокнули(двигаем на место горелку и формируем ванну), патомача заднии тож(отодвигаем чуть назад/вверх(на выбор) горелку и подаем присадок). Так-то.
-
Все верно, может у него три фазы, а в стоимости не ориентируется.
-
Простите, а почему бы вам не проникнуться, ну хоть на столько(показывает размер клюва кареллы), чтобы иметь представление о необходимых функциях? Это можно сделать у меня в подписи и темах по сварке алюминия/нержавейки, как ПА, так и TIG. https://svarych.ru/catalog/argonodugovye-apparaty/start-pro-series-205-ac-dc-tig-puls/ https://svarych.ru/catalog/argonodugovye-apparaty/start-200-ac-dc-tig/ http://barsweld.ru/catalog/profi_tig/3725/ http://kedrweld.ru/shop/model.php?id=166 http://www.grpz.ru/production/civil/welding/item/svarochnyi-apparat-Forsag-500AC-DC/
-
Читайте форум, пользуйтесь поиском, учите русский язык, не перенапрягайтесь.
-
 И виртуальная точилка для электрода, которым поймал мясца, отчего дуга загуляла. Очень, очень просим.
И виртуальная точилка для электрода, которым поймал мясца, отчего дуга загуляла. Очень, очень просим. -
Да, с одной стороны без разделки можно не более 2.5..3мм.
-
Полистав ГОСТ 14771-76, вы безмерно удивитесь тому, что для случая ИНп многие соединения до 4мм допускают(и прописывают) зазор 0.0мм и без разделки.
-
Самозащитка дорогая; если ставить горелку с клапаном, придется колхозить внутри аппарата подвод газа; пакетник негибок в настройке; проволока по умолчанию всегда под напряжением - горелку при включенном аппарате просто так уже не кинешь; трансформаторная основа в полнй мере позволит насладиться просадками сети. Это сварочный выпрямитель переходного характера, аппарат для ручной сварки особо длинными рутиловыми электродами, недополуавтомат для доверчивых автолюбителей. Можете вместо телвин-горелки присобачить держак, будет сварочник для 2..2.5мм рутила(окашек, эмэрок). В цветмет сдать. Обернуть красиво и продать.
-
@Rewald, холодный способ. По 50мм, с проковкой на горячую, контроль температуры - не выше 60 град. вроде. Вот вам и инструкция: http://www.spetselectrode.ru/electrod/mnch2.htm, на обратной полярности.
-
Рабочая маска, ну такая, средней паршивости с выключатором(режим зачистки), издалека(метр-полтора) не отрабатывала на 50А TIG дугу, равно и одноразовые безбатареечные. Зато на 10А TIG дугу вблизи отрабатывает. А уж лампочка накаливания 25Вт, присобаченная в полуметре, включает затемнение на постоянку. Но все меняется, если маска(у меня все двухдатчиковые) неправильно ориентирована, тем более что вендоры порой их утапливают. Также уровень освещенности.
-
Ориентируйте датчики к сварочной ванне поворотом шеи. С двухдатчиковыми масками это обычно.
-
Продвигайте отечественное, но без фанатизма: http://websvarka.ru/talk/topic/10964-obzor-invertornykh-istochnikov/
-
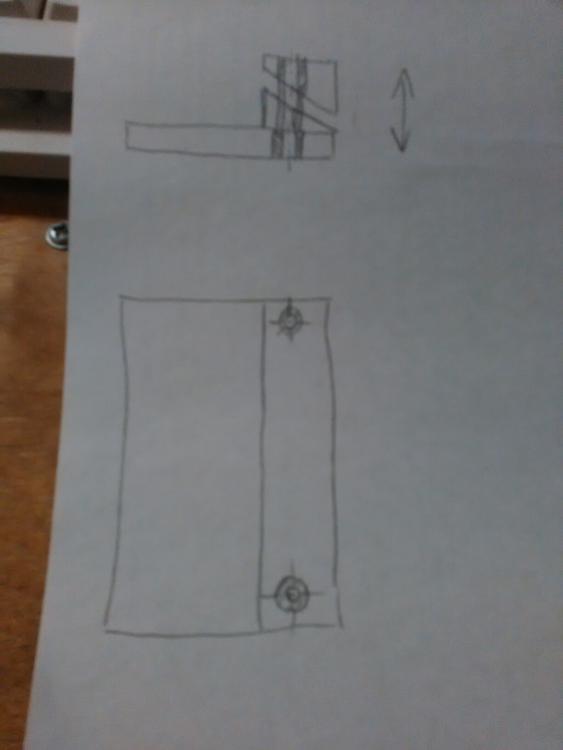
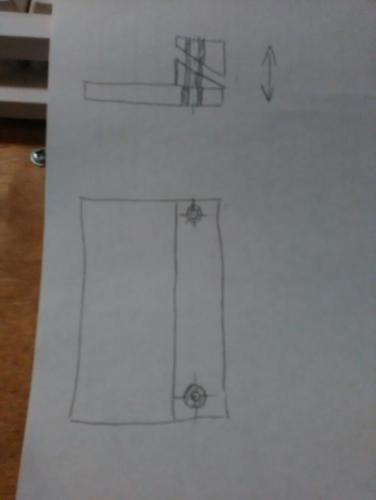
@alexofarada, по типу ручной гнушки: Готовые стяжки можно достать из бошек задвижек.
-
Самодельный кондуктор с фиксацией - вот решение проблем!