Учусь
-
Постов
1 234 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Учусь
-
Возьмем к примеру лорх. Минимальная скорость подачи Максимальная скорость подачи В данном случае даже длительность не поменялась

-
Причем тут импульсная капельная передача электродного металла и STT? Это абсолютно разные процессы.
-
В двух словах: cтруйный перенос происходит на куда меньших токах чем при сварке сплошной проволокой, получается очень красивый литой шов, КЗ на токах выше 140-160А сведены практически к 0 поэтому и брызги практически отсутствуют. А вертикалы поднимать вообще удовольствие, при должном навыке их будет не отличить от нижнего положения, это я про тавровые стыки Маловато для 10-ки, интересно какой максимальный ток КЗ выдаёт машина. Для сварки в CO2 для 1,2 нужно хотя бы 500A, а лучше 600-650.
-
Зачем? Вменяемого импульсного капельного переноса в углекислоте не получить. Для сварки в CO2 средних толщин вам подойдет любой трехфазник типа сварога/гроверса/форсажа и т.п. Для красивых швов без брызг на толстых деталях и в CO2 нужна порошковая газозащитная проволока, но она дорогая
-
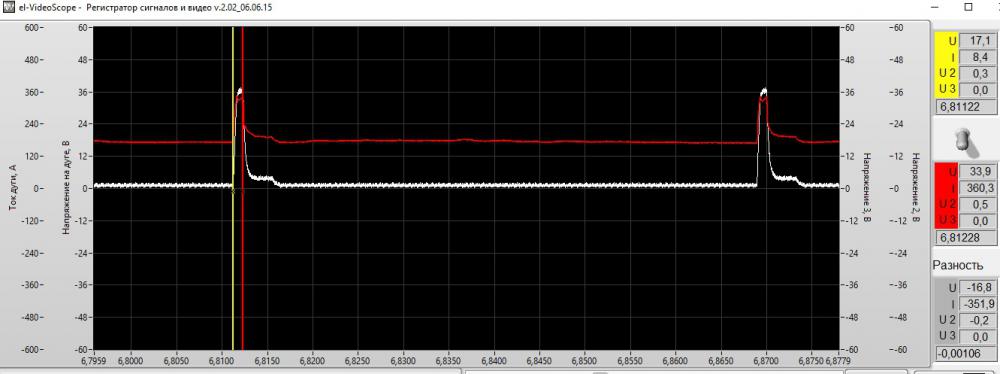
Учитывая что на графиках обозначают положительную часть по оси ординат сверху, то конечно ничего.
- 3 331 ответ
-
- 1
-

-
- технологии
- TIG
- (и ещё 1 )
-
Думается мне Вадим про то что у него слова проплавление и зачистка местами поменять надо
- 3 331 ответ
-
- 2
-
-
- технологии
- TIG
- (и ещё 1 )
-
30 раз скачали
Из интересного, с моей точки зрения: Направляйка углетефлон с латунной спиралькой (1-1,2): 3м-127.M006, 4м-127.M007, 5м -127.M008 Направляйка углетефлон с латунной спиралькой (0,8): 3м-127.M002, 4м-127.M003, 5м -127.M004 Гибкие сменные гусаки: Горелки ABIMIG AT LW 155/255/305/355 стр.54 Удлинённые сопла и наконечники стр.55-57 Интересное решение для тига, газовый диффузор на цангу. стр. 73 Быстросъёмы - стр.108-109 Вольфрам е3- стр.110,111 -
Пишите заявление на отказ от ремонта и претензию (в двух экземплярах, обязательно пускай на вашей копии поставят исходящий и дату) требуйте назад деньги. +1% неустойки за каждый день просрочки (статья 23 ЗоЗПП). Если конечно 45 дней прошло. Могут попросить подписать доп. соглашение о продлении срока ремонта, лучше этого не делать, хотя закон ограничивает 45 дней даже с учетом того соглашения, но на всякий, чтобы вопросов не возникало. В претензии сошлитесь на 20 статью ЗоЗПП, всё это если покупали как физ. лицо и не лень заморачиваться. Какой злой Витя Я вон со своей покупкой до сих пор мучаюсь
-
Ну значит вариант с контролем КЗ, чтобы проволока после окончания сварки не прилипала. Есть такая штука, не регулируется, после каждого последующего касания счетчик сбрасывается. По умолчанию, сделал контроль касания для отжига 0.2с на малых токах и 0,4с на больших. В рут процессах 0,2с.
-
Это просто рабочий ток для сварки двоешной нержи. Поэтому если вы считаете что навалили это не так, хотя 1мм медяшки может и подойдет. Металл чистый? Зазор между медяшкой и нержей не гуляет, а во время сварки? Может прихваток маловато? Ставьте точки каждые 3-4см, на токе ампер так в 150-170, клац и готово. А дуговой промежуток какой? По традиции чем меньше тем лучше, удерживайте 0,5-1мм, на прихватках на большом токе, лучше стремится к минимальной длине дуги.
-
Дак что вы под этим имеете ввиду? Длительность импульса отжига, его величину, время пока аппарат контролирует касание проволокой ванны и металла? Циклограмма заварки кратера?
-
Моментальное торможение возможно только реверсом, для этого нужен полный диодный мост, а это удорожание подающего устройства (тут евм в пример с подающим за 200к), при торможении замыканием (тут пример эвомиг) движок останавливается не моментально, сейчас разговоры о миллисекундах, вы глазом не увидите это. В общем я совет дал, как улучшить качество отжигов, на этом не вижу смысла продолжать дискуссию по этому вопросу
-
Это всё есть в текущей циклограмме. Единственное что мы слегка расширили границы протяжки проволоки до сварки (скорость с которой проволока выходит из сопла до касания металла), которые составят от 1,5 до 5 метров. По умолчанию протяжка будет равна 2,5м. Отжиг не так происходит. Импульсная программа отжига (отстрел шарика импульсом) как раз и должна включаться на дуговом процессе, в идеале через несколько миллисекунд после КЗ и при этом в момент отстрела проволока уже должна остановиться. Для этого в том числе и стоит затягивать прижимной механизм шпули на подающем, чтобы катушка с проволокой по инерции не проворачивалась,а как раз слегка притормаживала подачу.
-
Тут смотря что понимать под временем дожигания проволоки. 1) Время длительности тока импульса отжига, где применим импульсный процесс. 2) сколько времени аппарат будет контролировать доп. касания проволокой сварочной ванны и отжигать лишнее чтобы не залипало. В любом случае нет таких настроек ни в открытом меню не в скрытых настройках. Только программно. Я предлагал вынести в общий доступ как отдельную крутилку, но нет времени заниматься этим программистам, так что если и будет то не скоро. Кстати новые дожиги и поджиги почти готовы. Вероятность того, что при поджиге отожгет кусок проволоки сведена к минимуму.
-
А расстояние между электродом и деталью какое? Грубо говоря чем меньше тем лучше. Старайтесь выдержать что-то около 0.5-1мм. Правда есть еще один нюанс - скорость возрастания тока, но тут вопрос сугубо железный.
-
Завод Технологических Источников, если хотите в Эвоспарке. Сейчас я занимаюсь разработкой сварочных процессов. Редко в руки беру горелку, в основной смотрю в монитор)
-
Ух какое старье вы апнули. 1,2 вроде было и варил я тогда в основном дэкой. На самом деле это уже всё не актуально, эвопарк был отдан в добрые руки, а сам я собственно теперь работаю в ЗТИ и знаю всю кухню изнутри. Большинство процессов уже были переделаны, а некоторые и не по разу. Длинна рукава горелки не сильно влияет на процесс, а вот то что у меня на эве был 15м кабель-пакет, а гроверс работает без него, это да. И на то время аппарат был без компенсации напряжения на длину кабель пакета.
-
А касательно построения сварочных процессов вопросы можно позадовать?)
-
Тогда уж на входе в источник. Можно еще после дросселя на выходе его втыкать, но это для других целей и так практически никто не делает. На выходе до дросселя кондер сдвинет фазу и ток начнет опережать напряжение, а это не очень хорошо. Типо того
-
Глупости. Тоже глянул, поджиг реализован довольно плохо. Импульсного поджига не видно, при такой реализации в момент касания возникает короткий токовый импульс и кончик проволочки моментально переплавляется. Здесь же, возможно, уже до касания подается слишком большой ток на проволоку, из-за этого кончик не много приваривается, по скольку металл еще холодный, он забирает температуру с кончика, проволока начинает разогреваться быстрее чуть выше, где и благополучно отгорает. А варит довольно приятно.
-
Возможно добавим. Технических затруднений это не вызовет.
- 75 ответов
-
- 2
-
-
- технологии
- отзывы
- (и ещё 4 )
-
По простому. Каждой скорости подачи соответствует своя характеристика, где характеристика это программа управления шимом, которую машина должна исполнять. При старте (момент от нажатия кнопки до выхода на сварку) характеристика не много опережает рост скорости подачи (берется которая соответствует большей подачи, грубо говоря горячее) Но опять же важен баланс, если будет слишком горячо то будет скидывать крупную каплю, которая сама по себе будет казить. Соответственно если эти условия не будут соблюдаться будет происходить то что у вас. Потому что никто не переделывал пульсы. Скоро я доделаю поджиги и отжиги и возьмусь за пульсы. Пока нет, доделывают большой.
- 75 ответов
-
- 1
-
-
- технологии
- отзывы
- (и ещё 4 )
-
Я к пульсам ещё не приступал и займусь ими в скором времени. К тому что делали до меня у меня есть некоторые вопросы. В пульсе КЗ должны быть практически исключены. Стартовые и финишные КЗ это настройки роста/спада характеристики относительно роста/спада скорости подачи. Возможно плохо отлажено.
- 75 ответов
-
- 1
-
-
- технологии
- отзывы
- (и ещё 4 )
-
Я создаю процессы, а не оборудование. Это раз. Я вам говорю как происходит на практике это два. Предлагаю вам провести простейшие тесты и понять это три. Хорошо что вы пытаетесь чего-то там почитать, только проблема в том что вы не имеете ни малейшего представления о том что несете. Я вам хотел объяснить вы не хотите воспринимать информацию, всего вам доброго.
- 75 ответов
-
- 1
-
-
- технологии
- отзывы
- (и ещё 4 )
-
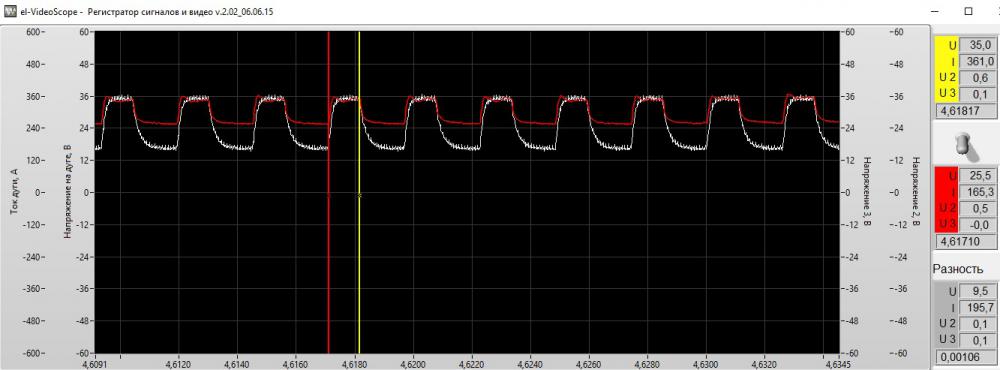
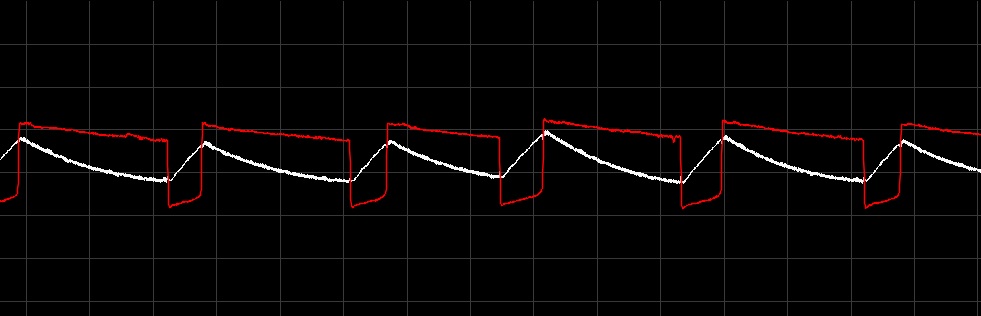
А теперь вот здесь: Если что это осциллограмма с EWM. Каким цветом что обозначено? Важно не что обозначает, а что делает. На заборе тоже много чего нарисовано многозначительно, прям как на вашем полуавтомате ток и напряжение регулируется в приделах от 1 до 10. Можете вскрыть корпус достать оттуда дроссель и покрутить эту крутилку, хоть полуавтомат, скорее всего, станет варить хуже, но потенциометр по прежнему будет управлять сферической "индуктивностью", только о боже без дросселя.
- 75 ответов
-
- 1
-
-
- технологии
- отзывы
- (и ещё 4 )