Учусь
-
Постов
1 234 -
Зарегистрирован
-
Посещение
-
Победитель дней
7
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент Учусь
-
Выше спад чего и что стремится к нулю? Ток?
- 75 ответов
-
- 1
-

-
- технологии
- отзывы
- (и ещё 4 )
-
У нас нет в технике дросселя. Одно из применений - сгладить естественные пульсации тока, которые появляются при наступлении КЗ-касании проволокой ванны, и при его окончании - разрыве перемычки. В пульсе это обычно частота импульсов, чтобы воздействовать на перенос делая его либо мелкокапельным либо крупнокапельным, естественно меняется глубина проплавления и ширина шва. Некоторые производители меняют форму импульса при сохранении частоты. В КЗ это скорости нарастания и спада тока. А вот в рут и колд процессах может быть что угодно. Откройте источник и посмотрите. Его просто добавляют в цепь, физически воздействовать на него нет смысла.
- 75 ответов
-
- 4
-
-
- технологии
- отзывы
- (и ещё 4 )
-
Ну как бы вам сказать, я занимаюсь разработкой сварочных процессов...то есть как бы отношусь к производителям.
- 75 ответов
-
- 1
-
-
- технологии
- отзывы
- (и ещё 4 )
-
Понятно всё с вами, вопросов больше не имею)
- 75 ответов
-
- 1
-
-
- технологии
- отзывы
- (и ещё 4 )
-
Вах чего дуги или источника? Зачем "менять вах дросселем" если современный источник может это делать на лету?Может всё-таки не для этого он в машине?
- 75 ответов
-
- 1
-
-
- технологии
- отзывы
- (и ещё 4 )
-
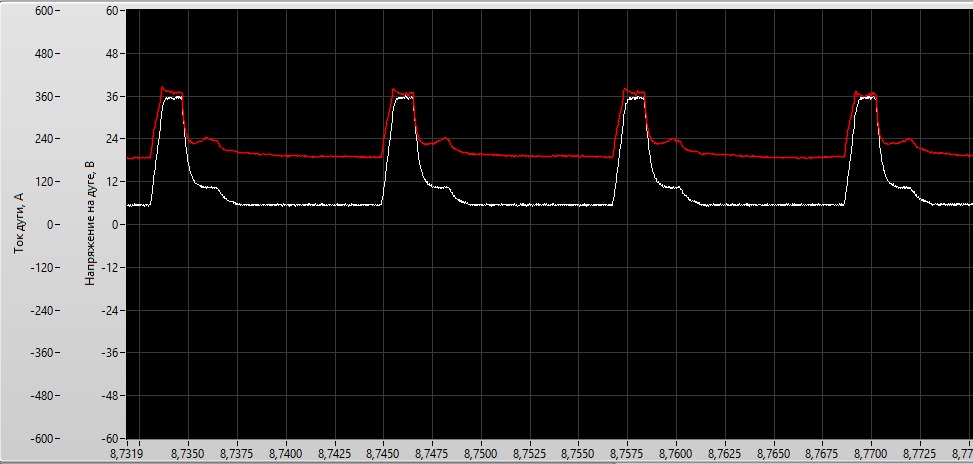
Ну смотрите на картинку, что я сверху выложил, интервал между импульсами порядка 10миллисекунд (100 импульсов в секунду). Что из себя представляет дроссель? Грубо это витой кусок проводника с сердечником или без. Длинный сварочный кабель тоже своего рода дроссель. Вот представьте для того чтобы управлять свойствами дросселя вам необходимо либо быстро двигать сердечником либо быстро менять расстояния между витками. И так 100 раз в секунду И теперь ответьте себе на вопрос управляет ли дросселем "индуктивность" в современных источниках. Если очень грубо, то да. И если вы вытащите из источника дроссель, процессы на котором были сделаны с использованием оного, многое станет работать гораздо хуже. Дроссель грубо говоря сопротивляется всяческим резким изменениям, окромя всего прочего. К примеру если ток резко растёт, с дросселем он будет не так резко расти, а если падает не так резко снижаться. Вот поэтому раньше были источники с несколькими разъёмами для байонетов. По средствам включения в разные участки дросселя получали разную скорость нарастания/спада тока, делая дугу условно мягче/жоще.
- 75 ответов
-
- 2
-

-
-
- технологии
- отзывы
- (и ещё 4 )
-
Плавно меняются параметры индуктивности дросселя? Там чего электромотор на сердечнике установлен? Вот вам картинка пульса. Где и как дроссель меняет форму пульсации? Вах чего? Дуги или источника? Статическая или динамическая? Если добавить подачу проволоки, то сопротивление уменьшится, что с напряжением произойдет? А если добавить напряжение при сохранении текущей подачи, что опять с сопротивлением станет? И как при этом изменится ток?

- 75 ответов
-
- 3
-
-
-
- технологии
- отзывы
- (и ещё 4 )
-
Прям таки форма вах? Плавная регулировка чего и чем?
- 75 ответов
-
- 2
-
-
- технологии
- отзывы
- (и ещё 4 )
-
На 90% закончен. Доделывают переменку.
- 75 ответов
-
- 3
-
-
- технологии
- отзывы
- (и ещё 4 )
-
Крыша у тига съезжает потому что внутри осциллятор фигачит К мма сварке на полуавтомате у меня претензий нет, да и на тиге им баловался, всё там не плохо. Крыша не может съехать, потому что как не крути везде цифра и везде своё ПО, если в ПО где-нибудь 1-ка с ноликом местами поменяются, всё просто развалится. Оно либо работает либо нет (ПО и на всех аппаратах), а транзисторам вообще пофиг, они один фиг с частотой 147кГц управляются, это я про Эвоспарк сейчас (про частоту управления), что в МИГ, что в ТИГ, что в ММА.
-
Валерий я не соглашусь. Инвертору грубо говоря пофиг, тиг или мма, тут больше вопрос как идет управление ШИМом. Да и сюда можно еще и миг приписать с поправкой на максимальный ток (для тока КЗ) и мощность источника (падение напряжения) на длинные кабель-пакеты. ТИГ и ММА это CC - источники стабилизирующие ток, напряжение на дуге зависит от расстояния между электродом и ванной. Mig - стабилизирующие напряжение (длину дуги надо держать), а ток как следствие. Напряжения много - ток падает, чтобы меньше проволоки отжигать, напряжения мало, ток растет.
-
Ответил в ЛС.
- 75 ответов
-
- 2
-
-
- технологии
- отзывы
- (и ещё 4 )
-
Поставлю галочку в записную книжку)
- 75 ответов
-
- 2
-
-
- технологии
- отзывы
- (и ещё 4 )
-
Приветствую. Скоро мне должны запилить один функционал для возможности портирования всех наработок для трехмодульной машины в двухмодульную. Если после тестов всё будет ОК, то соответственно все процессы от трехмодульной, ну по крайней мере большая часть, будет и на двух-модульной. Правда есть нюанс с максимальным током КЗ. В трех-модульной машине это 600а, в двух - 525/470. В углекислотных процессах могут появиться проблемы, а могут и нет.
- 75 ответов
-
- 3
-
-
-
- технологии
- отзывы
- (и ещё 4 )
-
Уже нет) Как минимум нет ни переделанного порошка ни новых рутов, а так же на днях был еще слегка доработан нормал 1,2 в смеси.
- 75 ответов
-
- 2
-
-
- технологии
- отзывы
- (и ещё 4 )
-
Приветствую. Это снимали точно не у нас. Возможно дилеры, возможно что-то из старого.
- 75 ответов
-
- 2
-
-
- технологии
- отзывы
- (и ещё 4 )
-
В случае рута сброс тока после завершения этапа КЗ в почти в 10 раз медленнее чем в случае колда (примерно от 500 до 900а/мс к 5000-9000а/мс). В колд - процессах перемычка рвется после сброса тока до минимума, а в руте на этапе сброса. Многие колд-режимы это просто переименованные руты, но это совершенно разные технологии сварки, требующие разной элементной базы.
- 75 ответов
-
- 4
-
-
-
- технологии
- отзывы
- (и ещё 4 )
-
Давно завязал и рад, закончил играть имея 64% побед и полностью фиолетовый рейтинг, пару лет назад. Пароль для доступа к аккаунту опубликовал на нескольких форумах) До сих пор стату практически не просадили
- 75 ответов
-
- 3
-
-
- технологии
- отзывы
- (и ещё 4 )
-
Как только так сразу. Для их полноценной реализации мне нужен некий функционал. Поэтому как только его завезут так сразу и начну, если не буду занят чем-нибудь другим. По поводу созданных процессов, обновления и критики, да продукция Evospark'a. По поводу создания процессов, ежели кто захочет что спросить я смогу помочь в некоторых нюансах. А так же возможно буду иногда выкладывать некие видеоматериалы переноса электродного материала в зависимости от процесса. В планах, например, визуализировать рут и колд. И возможно дать понять что перенос правильного рута не повторить КЗ, тут больше про скорость и тепловложение. А колд не заменить рутом.
- 75 ответов
-
- 3
-
-
-
- технологии
- отзывы
- (и ещё 4 )
-
Хвост ежели что должен упираться в основание токопроводящего наконечника, так чтобы наконечник накручивался в небольшой натяг, думаю как раз с этим у вас могло и не получиться. Есть конечно вариант что просто спираль была подобрана не под диаметр проволоки.
-
Тема посвящена преимущественно разработке полуавтомата. В данной теме вы можете: - задать вопросы о разработке сварочных процессов; - узнать о последних обновлениях и нововведениях; - оставить отзыв. Вопрос о возможной модернизации оборудования задать можно. Для этого необходимо предоставить серийный номер и обозначить месторасположение. На 1 октября 2020г. Были полностью переработаны (в трехмодульной машине): ROOT-процессы для проволоки 08Г2С диаметра 0.8, 1.0 и 1.2мм в среде Co2 и 18% смеси;Normal для проволоки 08Г2С диаметра 0.8, 1.0, 1.2, 1.6мм в среде Co2 и 18% смеси;Normal для 308/309 нержавейки 0.8, 1.0, 1.2 в смеси Ar+2%Co2;RCW - сварка порошковой проволокой (FCAW) 1.2мм в среде Co2 и 18% смеси;Jet-DAC (в народе Force) – режим для сварки с большим вылетом и глубоким проплавлением, пока переработан только для проволоки 08Г2С диаметра 1,2мм.Большая часть остальных процессов подверглась косметическим изменениям, для возможности их портирования в обновленные машины. Данные обновления наиболее актуальны владельцам относительно новых машин – конца 2019 года и новее, а также владельцем машин с кабель-пакетом до 15м (в последнем случае процессы будут требовать не большой корректировки по напряжению). Рекомендую обновиться, да и мне будет интересна обратная связь. Планы на ближайшее будущее: Готовится обновление платы управления, точнее её ПО, что позволит минимизировать отклонения между сварочными источниками. Ориентировочно конец этого года. Скорее всего обновить можно будет любые машины;Обновление ТР-ки. Есть большое желание заняться COLD-процессами, аналогами COLD-ов, представленных в EWM AlphaQ и TitanXQ;Пульсы – КТТС.
- 75 ответов
-
- 3
-
-
- технологии
- отзывы
- (и ещё 4 )
-
90% что не правильно первичный поджег реализован, это лучше вам сразу в ГРПЗ написать, приложив серийный номер. Раз проблема от 2,5м до 6, а после нет. Значит старт просто на этом интервале плохо реализован. Там в аппарате он никак не настраивается?.
-
Как отписали выше, перетянуто сильно у вас и проволока при утыканиях бородит. Скорее всего 0.8 варите. 1)Возьмите горелку покороче, 4 а лучше 3 метра. 2)Заправьте в неё тефлон/углетефлон, так чтобы он доставал до роликов (придется вытащить трубку из железа или пластика или ещё чего у вас там. 3)Заправка должна быть правильная. Лайнер должен упираться в наконечник, точнее наконечник должен на него насаживаться. Признак хорошей заправки: при протягивании проволока будет выходить с закрученным наконечником. При заправке проволоки в тефлон обязательно закруглить острый кончик проволоки. Так же рекомендую это делать используя и стальной канал. 4)В идеале и верхний и нижний ролики должны быть с пазами. Бронза? Может всё-таки медьхромцирконий? CuCrZr - на нерже истираются гораздо дольше. Примерно 1 к 5 обычным.
-
Есть разные варианты построения процесса, поэтому считать, что современный полуавтомат стабилизирует только напряжение не совсем верно.К примеру рут, колд, пайп, пульс процессы состоят полностью из стабилизации тока, ну по крайней мере у большинства производителей. Бывает применяется и комбинация, часть процесса это стабилизация тока, обычно это отработка КЗ, а дуговой процесс это комбинация из стабилизации тока и напряжения. Не давний гость, Крамер, это полностью стабилизирующий ток аппарат. Что в пульсе что в КЗ.
-
На правах человека который ныне занимается созданием сварочных процессов (не в гроверсе), отвечу. Напряжение что на дисплее указано это среднее напряжение за какой-то интервал во времени. Почему оно так резко взмыло, потому что процесс у вас не очень стабильный и проволока на ванне начала отыгрывать, вплоть до обрыва. Если очень сильно попросите могу даже видео сделать похожей ситуации. Добавьте просто не много напряжения, буквально + 0,5в, естественно с сохранением текущей подачи и процесс с великой долей вероятности стабилизируется. Индуктивность ныне реализуется через управление ШИМом, как скорость нарастания/спада тока, в разные моменты отработки КЗ и дугового процесса после него. При правильной реализации индуктивности общее среднее напряжение практически не изменяется, изменятся форма шва, от широкого, но с не большой глубиной проплавления, до узкого, но с глубиной проплавления гораздо большей. Её влияние в большей степени выражено при мелко и среднекапельном переносе, в меньшей степени при крупнокапельном и не играет роли в струе.