

Учусь
-
Постов
1 230 -
Зарегистрирован
-
Посещение
-
Победитель дней
6
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Учусь
-
-
Я так миллиметровку свариваю,только ток поменьше делаю.
С двух сторон и без поддува, каким присадком, режим линейный? Если 0,6 то маловероятно, но постоянно работая возможно, 0,8 уже толстовата будет, без присадка не считается ибо это легче на 200%, хотелось бы увидать фотки и режимы. Без сарказма. Можно в личку если светить не хотите, буду рад.
-
 3
3
-
-
@Сергей Витищенко, А еще вопросец, быть может другим людям тоже будет интересно, да и если тему с продажей всё-таки создадут.
Вот есть два видео: светофильтр старого образца и нового. Какой ожидать при покупке?
-
1
-
-
- Популярный пост
- Популярный пост
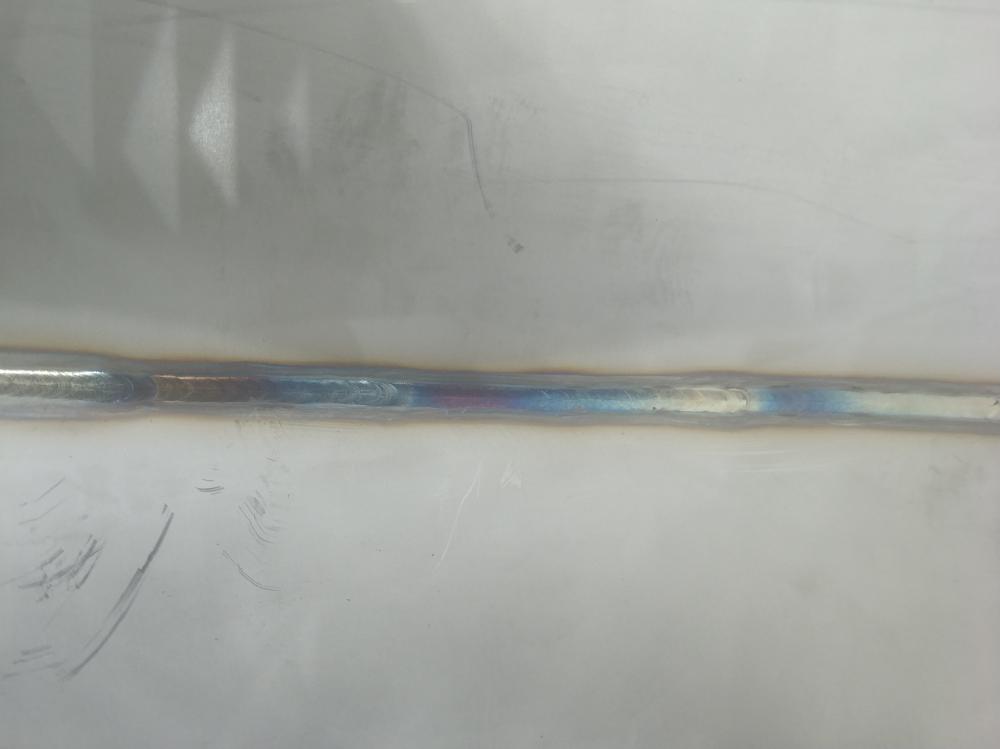
А вот так тройку сваривал, остановился пока на 120А, оптимально для меня по скорости, да и металл успевает под соплом остыть, на 130А уже остыть не успевает.
Присадок 1,2мм всегда в ванне.
Обратите внимание на чешуйчатость, точнее её отсутствие. Наработать навык и можно накладывать шов как робот-автомат.



Самое интересное это отжиг обратной стороны (сатинировано войлочно-абразивным барабаном):



Сваривал лёжа на боку

-
12
-
Вот все говорят что в 9100хх нет датчика электромагнитного, но у меня маска затемняяется и на осциллятор и на входящие телефона.
-
1
-
-
@Сергей Витищенко, У них светофильтр синевой отдаёт? Зелёный надоел просто. А нового в плане затемнённости в открытом состоянии 2(2,5) дин не ожидается? Если не ошибаюсь в линкольне, который викинг такой же светофильтр? Вообще цена демократичная вполне, одну мне отложите пожалуйста, раньше хотел приобрести, но тогда остановился на сг, а сейчас про запас.
А редукторов с двумя ротаметрами под аргон (красс/гсе) по демократичным ценам не предвидится?
-
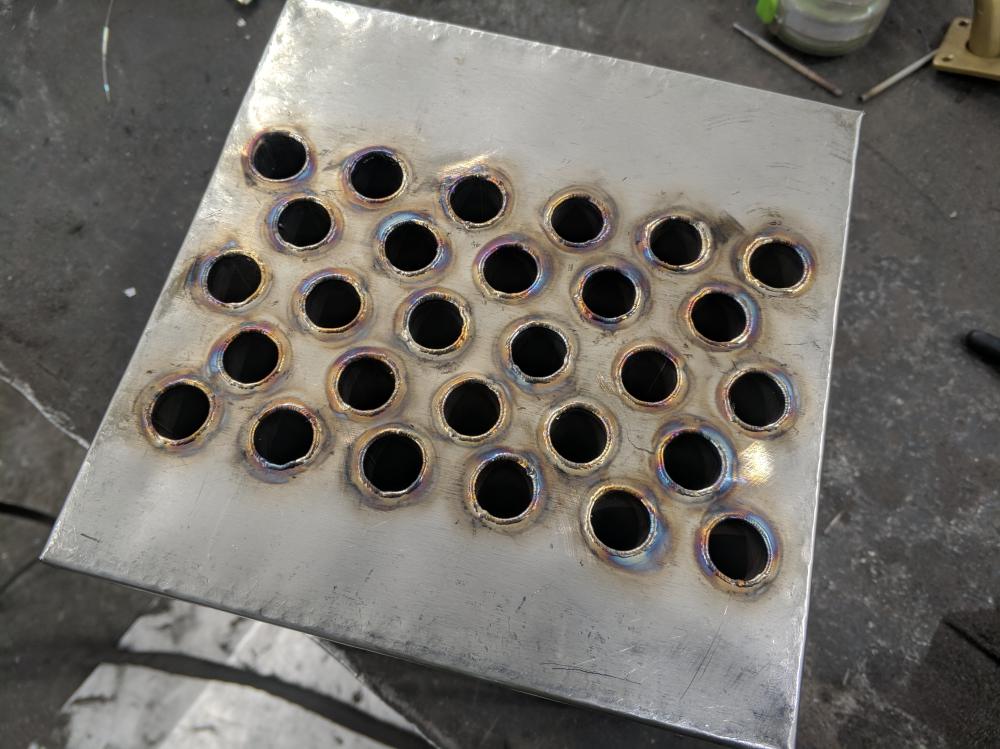
@Steelcar, Тут в принципе работа на любителя. В инертной камере бы это сваривать, и зазоры бы в 0, можно красоту сделать, а так морковкой отверстий насверлили, трубки развальцевали маленько и вари, удовольствия нет от слова совсем, напряжение в теле, не пошевелиться особо, длина дуги 0,5мм и води круги, ужас. Без импульса даже делать бы не стал.
-
3
-
-
- Популярный пост
- Популярный пост
0,8 нержа. Импульс 3гц/110А-5%/10А. Только трубки обваривал. Пайка не моя



-
11
-
@TigMaster, Не знаю ваше видео или не ваше. Пару советов от себя. Присадок лучше постоянно в ванне держать, особенно при сварке корня или зазора и ток придётся увеличить, хотя в видео он в принципе маловат (такое чувство что там ампер +-80). Почему присадок в ванне лучше держать постоянно? Есть как минимум 3 причины: 1) Видна не вооруженным глазом - неравномерный обратный валик, местами излишне выпуклый (вот это постоянное макание присадка дестабилизирует сварочную ванну, точнее поверхностное натяжение в ней и в момент отрыва присадки ванночка провисает. 2) Постоянное поступление легирующих элементов из присадки благотворно влияет на сам шов. 3) Меньше нагревается околошовная зона со всеми вытекающими из этого плюсами.
-
5
-
-
глубоко всё равно, что считает/думает отдельно взятый
У кого-то это взаимно бывает, и к счастью народу много и творческие личности, находящие по обеим сторонам баррикад, находят себе применение.
Видите ли в сварке процессом руководит физика, если грубо величина погонный энергии. А одну и туже погонную энергию можно вложить на разных настройках. Хороший инженер эту величину вычислит, а хороший сварщик вложит в металл, а вот с как он это сделает, тут уже только опыт или физические возможности.
А есть люди, работающие на "интуитивном/подсознательном уровне", которые могут заткнуть за пояс любого профессионала, и здесь не только о сварке речь.
-
4
-
-
@welderman, и тоже по своему правы. Но это не исключает того что хороший спец обязан уметь самостоятельно подбирать режимы.
К тому же далеко не везде приступает оптимальная подготовка к сварке. В абсолютном большинстве и почти во всех отраслях приоритет, к сожалению, скорость.
И ещё одна дилема. Люди все разные, одному сварщику, подобранный “оптимальный” режим может показаться слишком медленным, а другой может за ним и не поспевать.
-
3
-
-
Вот по этому. На я смотрю со своей колокольни, гнать поганой метлой тех, кто без синергетики не может настроить ПА из профессии. А для личных домашних (потребительских) работ синергетика конечно несёт пользу.А когда синергетики нет, то именно новичку еще надо понять что хочет аппарат. -
Поэтому аппарат предлагает основываясь на том что вы указали
Вот поэтому я считаю что синергетика хороша для импульсных режимов, там специалист с ней может вступить в симбиоз и достигнуть великолепного по красоте результата, в обычном линейном режиме это лишнее.
А идоту синергия только мешать будет и виноватым будет сварочный аппарат.
-
-
Верить можно во что угодно, но у полуавтомата есть два задаваемых параметра - напряжение и скорость подачи. А ток определяется скоростью подачи и диаметром проволоки. При одной и той же скорости подачи для разных диаметров ток будет разный. Физика процесса такова, что ток устанавливается ровно такой, который успевает плавить проволоку пр заданной подаче. Процесс саморегулирующийся.
Лучше я бы точно не выразился
-
@Steelcar, НА моём ПА ток можно узнать только во время сварки
Мы же тут 2 дня уже выясняли что там основной что второстепенный показатель При сварке ПА (в чем его собственно и прикол) есть разумные диапазоны режимов сварки, когда, собственно, всё происходит красиво и качественно, просто работаешь либо чуть медленнее либо чуть быстрее.А вот мне интересно повторит ли кто эксперимент с проволокой 1 мм, а кто-то и вовсе 1,2 называл. Я свой вариант с 0,8 вроде как отстоял
-
1
-
-
С электродом красиво получилось
Электрод мера зазора) Всё сваривалось ПА. Проволокой 0,8мм. Там даже по шву видно что это ПА)
-
1
-
-
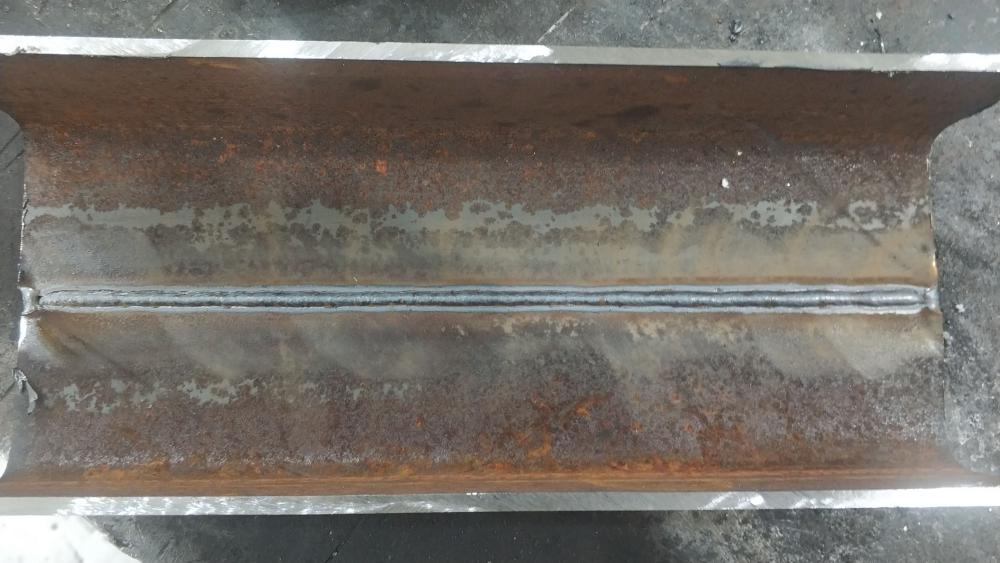
Эксперимент.
4 и 5, проволока 0,8. Подача 8м/м. Напряжение +-18В, смесь. Ток получился 130А
4. Зазор примерно 2,5мм





5. Зазор чуть больше 3-мм - электрод 2,5мм в обмазке.



-
7
-
-
@copich, Ну тогда за место скобок было более уместно поставить дробь "/". Тогда бы не состоялся диалог про напряжение. Тут либо вы не совсем правильно перевели свои мысли в текст либо я не правильно перевёл текст в мысли.
-
1
-
-
У них это наглядно показано, со срезами.мне с недавних пор они стали совсем не интересными. Не являются для меня их исследования буквой закона.А так при желании с вашей стороны, хватит 5 минут, вбить в поисковик фразу "влияние диаметра электродной проволоки на глубину проплавления" и почитать/посмотреть на картинки из советских учебников или каких вас там устроят.
Напряжение практически не влияет на глубину проплавления. Ну какие-нибудь доли процента. Его влияние состоит в основном на ширину шва (ванны) за счёт длины дугового промежутка, который в свою очередь влияет на геометрию дугового конуса (больше напряжение - выше дуга - больше диаметр конуса - шире ванна).
-
Но к дуге свободного горения это слабо относится, т.к. дуга горит свободно и она рассеивается.
По изучайте исследования линкольн эллектрикс. Если вам таки интересен данный вопрос. Где-то у них даже видео было с высокоскоростной камеры.
из исследований в лаборатории, диаметр проволоки сильно влияет на проплавление в глубь.
И только потому что через неё можно больший ток пропустить.при равной плотности тока для диаметрально различных проволок провар будет выше у более толстой.Вот так ещё куда не шло.
-
3
-
-
@copich, Ладно по другому. Ток в глубине проплавления первичен. Чем выше диаметр проволоки тем больше току можно подать. Но есть ещё один важный параметр как плотность тока на единицу площади. Вот на более тонкой проволоке плотность тока выше, чем собственно и достигается большее проплавление вглубь.
-
1
-
-
из исследований в лаборатории, диаметр проволоки сильно влияет на проплавление в глубь. Брали тавровое соединение и дополнительно игрались еще параметрами, как напряжение (ток ). В итоге сильно и очень сильно видна была разница. Для больших железяк брали конечно проволоку 1.2 - 1.6 . На одном заводе даже пробовали 2.0, чтобы 16 мм за один проход по их хотелке продавить. Конечно с небольшой разделкой. Проволока 0.8 при толщине 10мм детали даст не глубокое проникновение дуги и сама проволока будет сверху размазываться, да еще и пережигаться, т.е. выход конечного изделия будет более хрупким по шву.
Вообще вроде как проплавление вглубь больше у проволоки более тонкой. Тест не корректный. Есть оптимальные рабочие режимы проволок разных сечений, есть оптимальная погонная энергия применительно к толщине. А в ваш тест больше похож на: "а что будет если". ИМХО.
-
@installl, Номер не правильный указал) Изменил выше
-
@installl, вторую крутилку ближе к 130 или чудь дальше, капли очень крупные. Зазор 2-2,5мм. Железки приподнять над столом. Если захотите быструю образную связь кидайте мне фотки в ватсап или вайбер
8(958)871-72-73.
.
-
2
-














Записки начинающего сварщика
в Ручная дуговая сварка — ММA
Опубликовано
@NikOtiN, 10-15 градусов от нормали держите электрод;
ток подберите чуть меньший: возможно слишком крупные капли от стержня отделяются и по ванне хлобычут;
бывает такое еще и от "сырых" не прокаленных электродов, либо сама обмазка у электродов по рецептуре не очень.
Может и ещё чего есть, я больше по тигу и ПА.