

Учусь
-
Постов
1 230 -
Зарегистрирован
-
Посещение
-
Победитель дней
6
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Учусь
-
-
я про как должно быть
А я реалист

Наверно у них присутствует культура производства. Интересно в Каневском она присутствует (культура)? Конечно можно права по гостам покачать, да и газ на экспертизу отвезти, короче весело и с пользой время провести.
-
@Георгий 11, Ну лично я видел что из одной бочки и накладные на них листал. В бочках сжиженный аргон со всеми 9-ми, а потом что получается. Не думаю что где-то иначе.
-
Ну не в 5, у нас в 2 с небольшим. В принципе если до 1,5тыс - не жалко. Только разница будет в том, что могут перед заправкой вакуумировать баллон, а так один фиг из одной бочки всё.5 раз дороже -
Это, да, но где гарантия что это делают правильно на заправках?
Нет гарантии, с заправщиками хорошие отношения стройте: на чай им там денежку не большую выделяйте. И пару баллонов, желательно, своих привезите.
я с собой сварочник взял однажды и забраковал 10 баллонов, пока они не сдались и не "залили" мне отдельно.только у себя
в 5 раз дороже?Можно еще ВЧ брать
-
За что минусуют, тем более вроде как на форуме сие действие не принято, да и на сарказм похоже. Меня даже не много приколол такой эффективный маркетинг.
-
 2
2
-
-
- Популярный пост
- Популярный пост
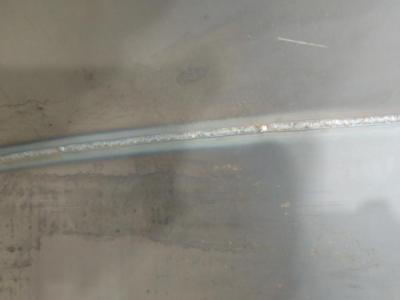
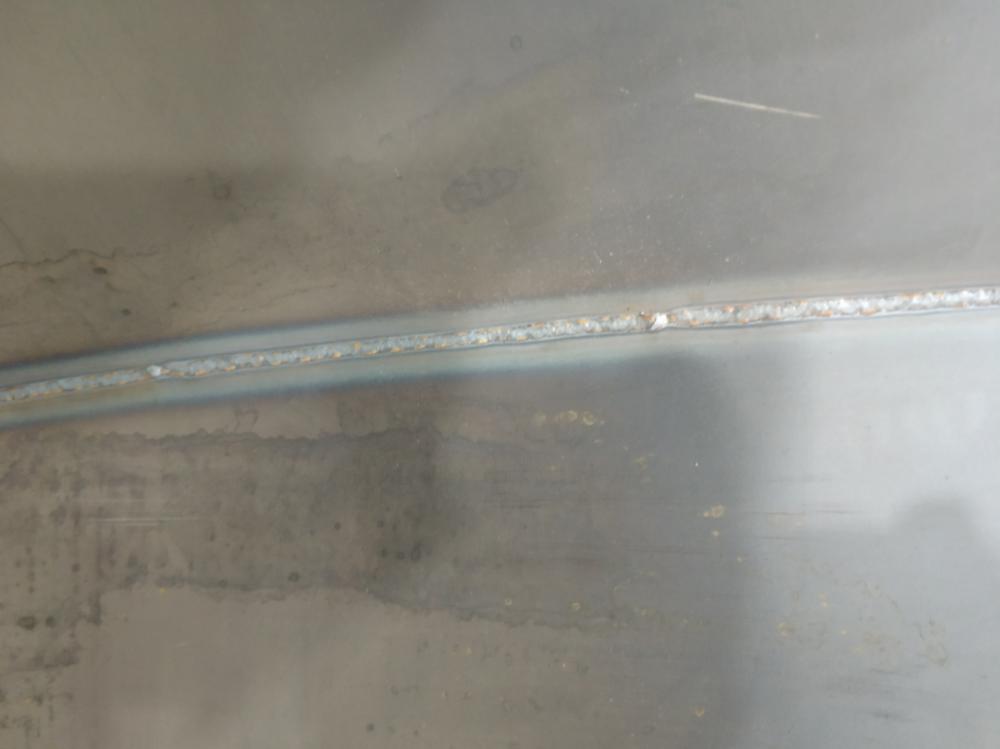
Выкладывают свои красивые швы, понимаешь, а вот какое чудо видел я



А вот это корень в моём исполнении, не идеальный, но сделанный почти заподлицо, для эстетики. Работа ПА.


-
14
-
@Дедушка Маразм, Это всё те же многосантиметровые зазоры методом сверху вниз? Берите 0,8 проволоку, медленно? Берите медную/керамическую подкладку, не найти и денег жалко? Не бывает быстро дёшево и качественно.
-
3
-
-
в замках поди?в некоторых местах пузыриьтся -
Оно и так и всё чистое, когда фрезой снимаешь, потом чуть дугой коснулся и как губка становиться, а вот с пульсом, да имеет смысл, как раз отлично сочетается с моим "ванночка с металлам присадка должна затекать на основной металл"лучший вариант вырезать усе до бела-
1
-
-
А вот меня какая мысль посетила, имеет ли смысл прогревать тигом, на токе много меньшим для создания сварочной ванны, просто чтоб открылись "первичные поры" и пропитанная грязь "выкипала" ?прогрев детали -
Господа, я с алюминием особо дел не имел, но в последнее время мне зачастили приносить всякое алюминиевое промасленное нечто и трачу я на него порядочно времени.
Понятно что перед сваркой всё масло вычищается и деталь обезжиривается, вопрос подготовки опустим. Меня напрягает, что почти постоянно при ремонте таких промасленных изделий, как только дуга касается материала образуется пора или лучше сказать пена и приходится всё долго и нудно выжигать, проваривать, счищать и т.д. до победного. Изрядно прогретая, во время сварки, деталька при этом сваривается вполне сносно. Ещё из моих наблюдений, в таких случаях, свариваю так, чтобы ванночка как бы натекала на основной металл и тогда поры обычно не образуются. Вот и у меня вопрос, как быстрее и качественнее победить такое? Прогревать резаком или кипятить в какой жиже, вообще ваши варианты решения таких вопросов. Буду очень благодарен.
-
@Hlorofos, Спасибо за добрые слова. Про дядю я это прекрасно понимаю, народ у нас оседлый не любит жизнь свою менять, а мне такие смены обстановки в радость, позволяют из колеи вылазить. Постоянно, когда нет работы и при наличии свободного времени, обязательно пару-тройку часов в день уделяю развитию, часто и в выходные прихожу, как раз никого нет, тишина и спокойствие. Сейчас в планах обкатывать бабочку под 45 градусов на катушках 159*3.5 (понимаю лучше чего-нить толстостенное найти мм 8, но пока так, мне важно моторику на трубе прочувствовать), пока черных, нержу жалко, надо к токарю трубу завести (резцом до бела металл снимут и направляющие зададут). Давеча электрод вспоминал, отвратно 5370 (2,5мм) себя вели на гроверсе, а там настройка длина дуги есть, которая напряжение холостого хода повышает (ну по крайней мере на табло так показано и это я на форуме краем глаза зацепил, кто-то обмолвился что основа НХХ любит повыше), после выкручивания в макс, стали отлично гореть на 45А.
-
3
-
-
@Hlorofos, Я на них ушел после 8 месяцев первоначального обучения сварки, полтора года уже как, но сейчас думаю на время устроиться на ответственное производство ради дальнейшего совершенствования сварочного навыка, если найду достойное место естественно.
-
1
-
-
нужно сделать такую чешуйку
Когда то я так же считал
 Тогда лучше без пульса, присадок 0,8 ток 45-50а, хотя можете попробовать и без присадка, чуть меньший пережог получите при должном навыке, но всё-таки попробуйте в пульсе, что я вам посоветовал, быть может внешний вид больше вам понравится, там аккуратный чуть выпуклый переход должен получиться.
Тогда лучше без пульса, присадок 0,8 ток 45-50а, хотя можете попробовать и без присадка, чуть меньший пережог получите при должном навыке, но всё-таки попробуйте в пульсе, что я вам посоветовал, быть может внешний вид больше вам понравится, там аккуратный чуть выпуклый переход должен получиться.-
1
-
-
@Graff_1, Не правильный у вас пульс в следствии чего шов местами перегрет, а еще электрод плохо заточен (очень важно для мощного импульса иметь острый кончик, чтобы дуга была очень точно сфокусирована). Попробуйте. 170А(7%-10%)/15А, 2,5Гц. Дуга около 1мм.
Суть импульсного режима на тонком металле, это максимально мощный и короткий импульс и ток паузы, обеспечивающий диаметр ванны примерно равный толщине кромки.
-
6
-
-
@Rumata, Ох уж эта аврора. На 98/2 18В я ставлю на 10м/м на тавровой тройке.
Ставьте 15В и от этого током пляшите, создавая короткую дугу, канал на тефлон или аналоги поменяйте, дуга станет ещё короче. Индукцию на 4 поставьте, но это уже последний параметр докалибровать аппарат. А еще у меня вопросы по вашей смеси, слишком уж много копоти, возможно режим просто не правильно настроен. На нерже нет характерного ззззз.
@Hlorofos, Вот тут линейный режим, так что можно и без импульса.
-
2
-
-
@Георгий 11, Как уже подсказали выше, сначала изготовить рамку, взять поверочный угольник и к нему притянуть железки (я правда не знаю что такое вайс грип, притягиваю струбцинами), сначала прихватки, потом сварка, дать не много остыть вместе с притянутым угольником, хватит и пары минут. Так собрать два противоположных угла, потом с тем же поверочным угольником собрать всё в кучу и получится ровная рамка. К столу можно не прихватывать. Но я бы вопреки другому совету, лист вваривал без зазора, но своим телом и в импульсе. Минимально короткий мощный импульс (200-250а), а базу подбирать для держания постоянной ванночки в 1,5мм, и естественно мои любимые 2,5Гц.
-
2
-
-
- Популярный пост
- Популярный пост
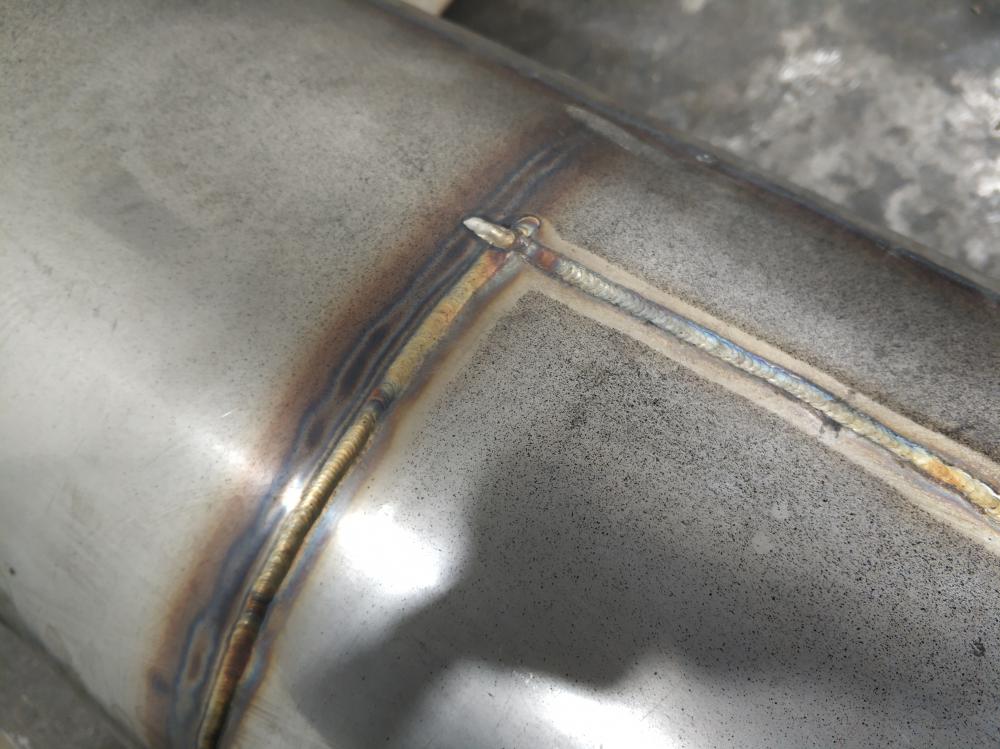
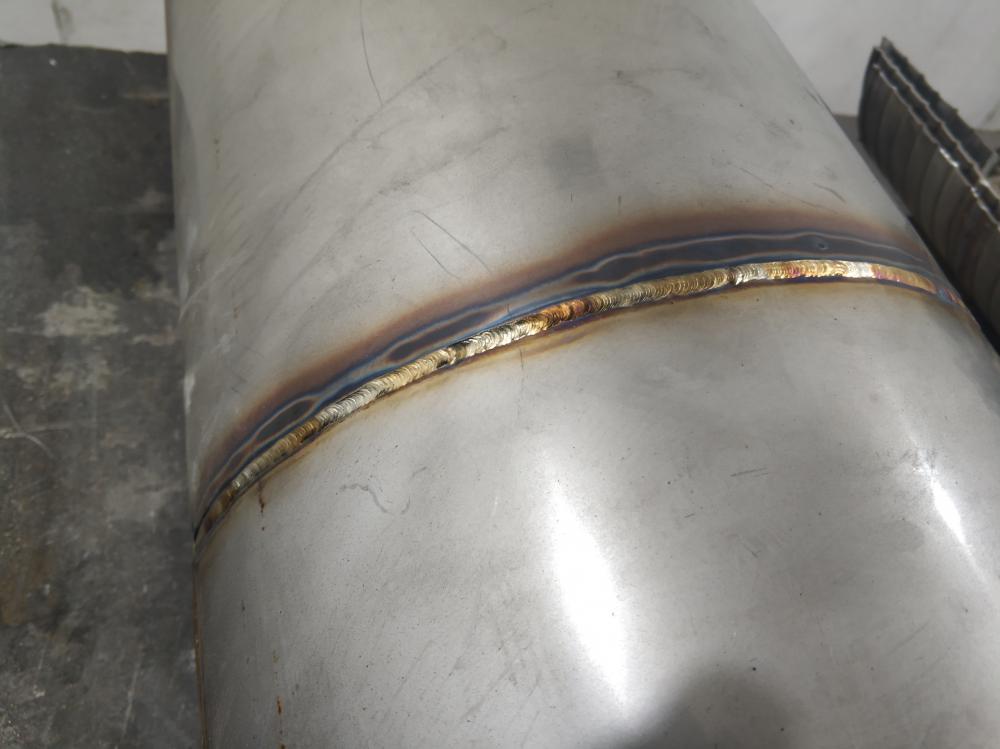
Попросили у глушителей удалить катализаторы.


Такие швы. Нержа 1,5мм Пульс 200/20, 7% 2,5гц Присадок постоянно в ванне ибо зазорчик.




А вот один не плохой шов с завода, остальные хрень.

-
12
-
-
интересно, это порево покупают?
Основные конкуренты же. Можно же сварочный шов в ноль счистить, что собственно они и делают, а можно и не счищать, кто на швы смотрит. На моей памяти всего один заказчик отметил их внешний вид. Еще часто покупали спрашивают почему у нас ценник выше чем у Сибача, естественно чужую работу не критикуем (тут в т.ч. и размер изделия, если посмотреть видео), поэтому отвечаем: потому что такая вот цена
-
3
-
-
А чего импульса нет? Внутри он бы ух как зашел. 200А/30А. Время импульса в районе 10%, 2,5Гц. 2,5Гц вообще самая оптимальная частота, не медленно, но и не слишком быстро.Нержа 316-
1
-
-
@SergDemin, За что купил за то и продаю. Симптом у малыша еще: все лампочки моргают, а опосля отсутствия поджига ток на 1А уменьшается.
-
У меня такая фигня на малыше гроверсе, когда частоту выше 60Гц ставишь. Спрашивал пока на выставке был, сказали возможно осциллятор на кнопку пробивает.
-
1
-
-
Не понял, типо без поддува варил и с обратной стороны валик цветной?
Такого не бывает, ну только если флюсовым присадком варить. И подкладка не поможет.
Не, это отжиг металла такой без защиты, там уже проварено было. Считаю его довольно таки светлым. Ну по крайней мере когда то я умудрялся даже на тройке ежей делать










О защитных газах и смесях
в Расходные материалы
Опубликовано
какими путями? Свой я уже описывал. А чистотой газа мериться смысла не вижу, без хорошего газа с нержей не поработать