- Популярный пост


ALEX47
-
Постов
275 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные ALEX47
-
-
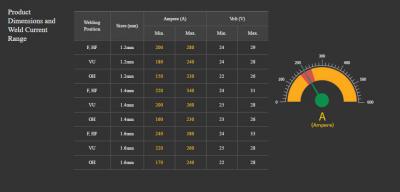
В принципе можно наверное и руками , в таблице от Селко автоматический режим стоит.
http://websvarka.ru/talk/public/style_images/master/attachicon.gifтаблиц.jpg
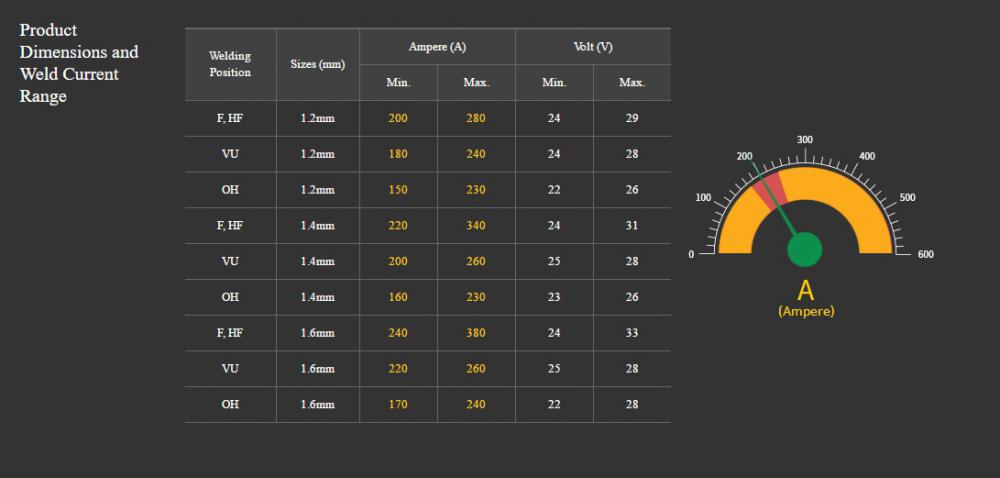
порошковая проволока 1.2 не рассчитана на режим 300 А.
-
 1
1
-
-
@Вад11, вот около 300 ампер.
300 А .для 1,2 это пережег .Так скакать не должно что то в цепи токо съема или массы не так.
-
А я вчера "загнал" свой High330 c проволокой 06мм в 270А , страсть такая маска на 11 стояла но мне показалось что она не затемнилась , перчатки задымили ну и супер струйный процесс .
газ смесь?
-
1
-
-
@ALEX47,Всего две крутилки и настраивается все на слух и глаз. Это я к чему начал, сегодня кинул массу на деталь, кругляк шестерку. В итоге на третьем шве он сплавился, настройки стояли 23В \8м, проволока 1мм.
Я то же из тех кто на слух на глаз на нюх.Но современная техника пытается это присякать. Не совсем понял что расплавилось,на как показывает практика если что то плавится значит контакт плохой.
Вот смотри на фото. Край как бы "горбом" встает. Попробуй тоже самое на токе 240А, внимательно смотри за краями ванны при движении горелкой. Техники разные попробуй и получишь отличный, красивый, гладкий шов. Твои потенциальные покупатели обалдеют. А ты им типа - нано технологии. -))
http://websvarka.ru/talk/public/style_images/master/attachicon.gifpost-14762-00.jpg
Вставлю сваи 5 копеек. наплыв по нижней кромке по всей длине ,а значит току мало и скорость низковата. я бы даже добавил от 250А дугой в перед .
-
3
-
-
А если аппарат с синергией, как понять ампераж?
корректировкой длины дуги и индуктивностью.
Вот по моей проволоке. Оптимальные параметры в самом низу, посмотри. 220-260А.
так это таблица значений.естественно оптимальные параметры где то в центре.
-
2
-
-
Мало. Если 1.2мм поставь 220-240А, почувствуешь разницу.
По несплавлению попозже отвечу, сейчас не когда.
-
2
-
-
Это называется КАЧЕСТВО.Дальше пескоструй окраска сборка пусконаладка.
-
4
-
-
Сжигаю за день 6-7 кг четверки Уонии 13/55. Работа тупая, сжигаешь электрод за электродом. Но хорошо оплачиваемая. http://websvarka.ru/talk/public/style_images/master/attachicon.gif03.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gif04.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gif05.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gif06.jpg
Давайте я вам п.а. в аренду сдам (можно с помещением)?
-
- Популярный пост
- Популярный пост
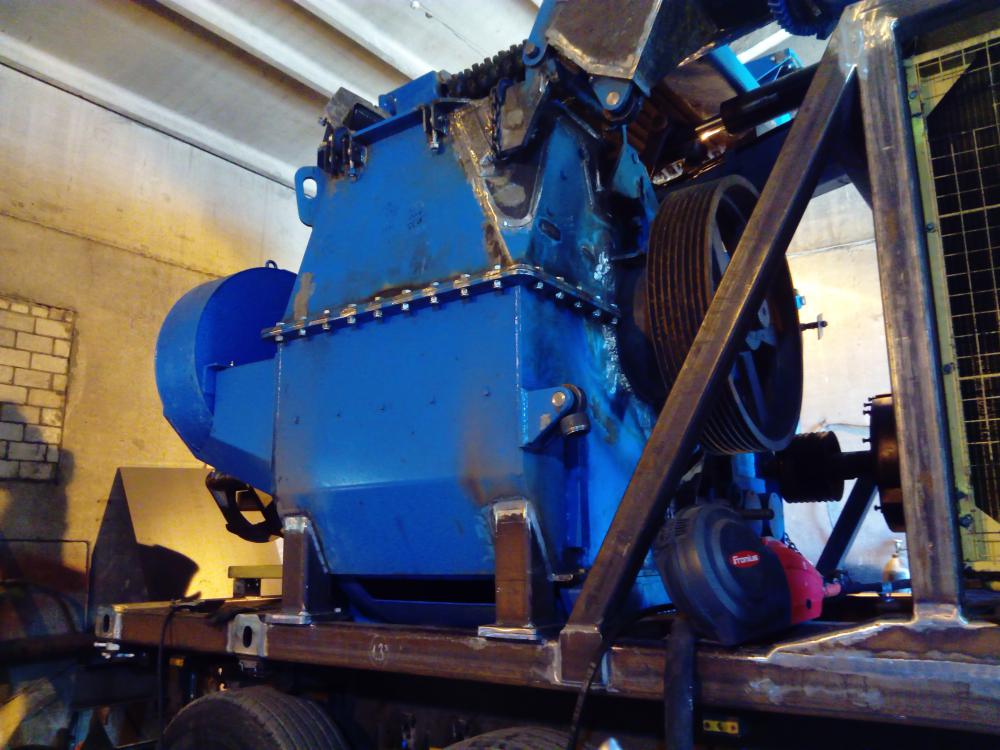
 Продолжается работа над проектом (М-2)
Продолжается работа над проектом (М-2) 
(М-2)









-
29
-
Спасибо
У Вас имеется фото работ или видео?а то ничего не нашёл по нему в сети
Вот на днях варили алюминий !на железе сейчас другим работаю .





-
1
-
-
@ALEX47,Доброго дня ..
Приветствую .Ст3 годна только для забора. Вот что бы не заниматься подобными вещами и не тратить свое время(конструкций из низколегированной конструкционной стали с толщиной стенки более 25 мм потребуется делать подогрев 150 град ) к тому же сварка РД в разделку корневой придется выдерать как раз все и прогреется .Нужно брать на вооружение современные материалы и технологии.
-
@ALEX47,Доброго дня ,а с каких таких пор ,при сварки таких толщин подогрев стал необязательным и по чему рдс для вас в данном случае будет утопией?
Добрый вечер.А скаких пор от толщины зависит подогрев.?РДС утопия потому что во первых это очень медленно ,во вторых будет вложено слишком много погонной энергии ,а это лишние напряжение.
Норма 15-17 мм. Чуток газа добавить и 20-25мм не проблема. А сопло то чем мешает?
Приветствую.Для порошка норма это 18мм вылет а газа вполне и 20л.хватит
-
1
-
-
Можно поподробнее о сварог pro mig 200 N229 ? как настраивается? какой газ используете? как нержавейку варит? жестянку меньше 1 мм?
спасибо
а что там настраивать? там даже для тех кто не сварщик табличка внутри есть отталкивайтесь от нее.Я использую в основном СО2.Нерж варит нормаль ,но нужна смесь и учтите то что нержа жесткая и поэтому навряд ли получится варить толщину менее 1мм. и жестянку тоже так как на аппарате не настраивается ширина дуги.Я использую проволоку 1,2мм в основном порошковую.варит отлично для аппарата данного класса.
-
@psi,не чего их боятся у нас в стране есть документ http://www.ballon-torg.ru/doc/ppb.pdf
Для них это не документ. ДОПОГ документ и даже он нам это разрешает единственное ото колпачки нужны а огнетушитель.
-
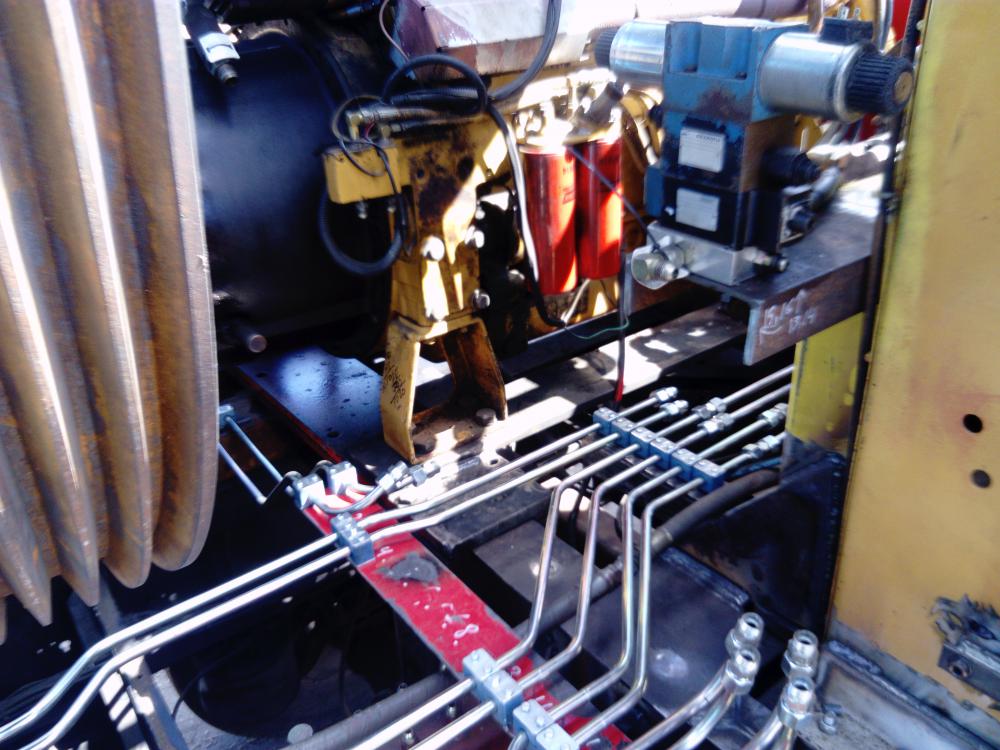
http://websvarka.ru/talk/public/style_images/master/attachicon.gifP05-06-17_15.08.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifP05-06-17_15.072.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifP05-06-17_15.071.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifP05-06-17_15.07.jpghttp://websvarka.ru/talk/public/style_images/master/attachicon.gifP05-06-17_15.051.jpgСегодня ездил на смотрины,треснуло основание колоны манипулятора.Как вы думаете уважаемые форумчане,есть ли смысл варить такую трещину и как бы вы это сделали?
Вопрос этот решаемый.Однозначно демонтаж.Разделать не широкую разделку так чтобы можно было качественно проварить .Берем порошковую проволоку и без колебательных движений дугой вперед.греть не чего не нужно все и так отлично варится можно только слегка масло выжечь и подсушить.С электродами браться не рекомендую это будет утопия.накладку сделать в виде фланца от нижнего шва перекрыв его в упор под верхние углы внешний диаметр равен или более окружности по углам. А потом по желанию можно сделать как Вадим(Вад11) показал только от фланца под верхний шов усиления колонны(не углублять ,а как бы продлить усилитель колонны ).
-
2
-
-
-
- Популярный пост
- Популярный пост
Продолжается работа над проектом (М-2)









-
22
-
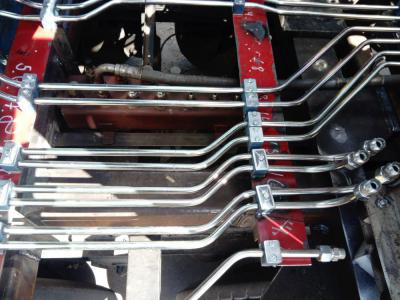
Ну нету у меня столика от sibarwelding. Извращаюсь:
http://websvarka.ru/talk/public/style_images/master/attachicon.gifP70525-103415.jpg
http://websvarka.ru/talk/public/style_images/master/attachicon.gifP70525-103341.jpg
что то шовчики не ровные.

-
@ALEX47,спасибо за предложение. Я работаю только на выездах, гаража или другого места, где можно попробовать маску в работе, не имею. К сожалению.
приезжайте в выборг.
-
2
-
-
@BAN, маска у меня 715, самая младшая модель. Цветопередача у нее классная. Тоже есть желание сравнить ее с спидгласс, но за отсутствием последнего осуществить такой тест нет возможности.
поеду в питер могу с собой взять ХХi посмотреть по пробовать.
-
@ALEX47, не подскажете, что можно настроить на ирмиге 180 с двумя крутилками, чтоб было меньше капель?
Вылет по меньше дугу по короче.выставляйте подачу чуть в + ,но чтобы не стучала проволока.Перенос должен быть мелко капельный .если капли крупные добавляем подачу.если не успеваем держать ванну убавляем все. Учитывайте то что на одном и том же напряжение на дуге сила тока завит от подачи.
-
У Фрони 5000-го пульса нет как класса. Отрываешь крышку, все выставляешь (марку проволоки, диаметр, газ) и ампераж или как я привык, толщину . И ву а ля, кнопка на горелке и удовольствие от сварки.
так фроня и выставляет на толщину 8мм 250А.
-
1
-
-
Без пульса?
Что я не припомню чтобы порошком в пульсе сваривали.180 мало потому ,что режим работы 220-260 А.для 1.2.Это указано на упаковке.Да и настроить нормальный режим меньше 230А сложно да и не нужно..
-
- Популярный пост
- Популярный пост
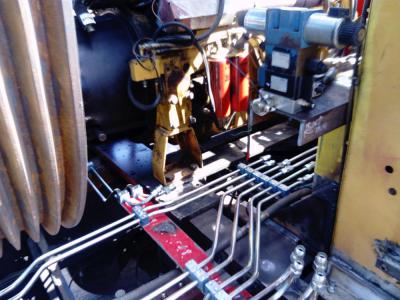
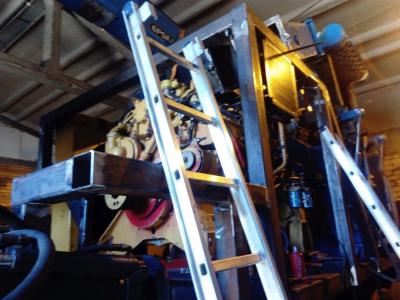
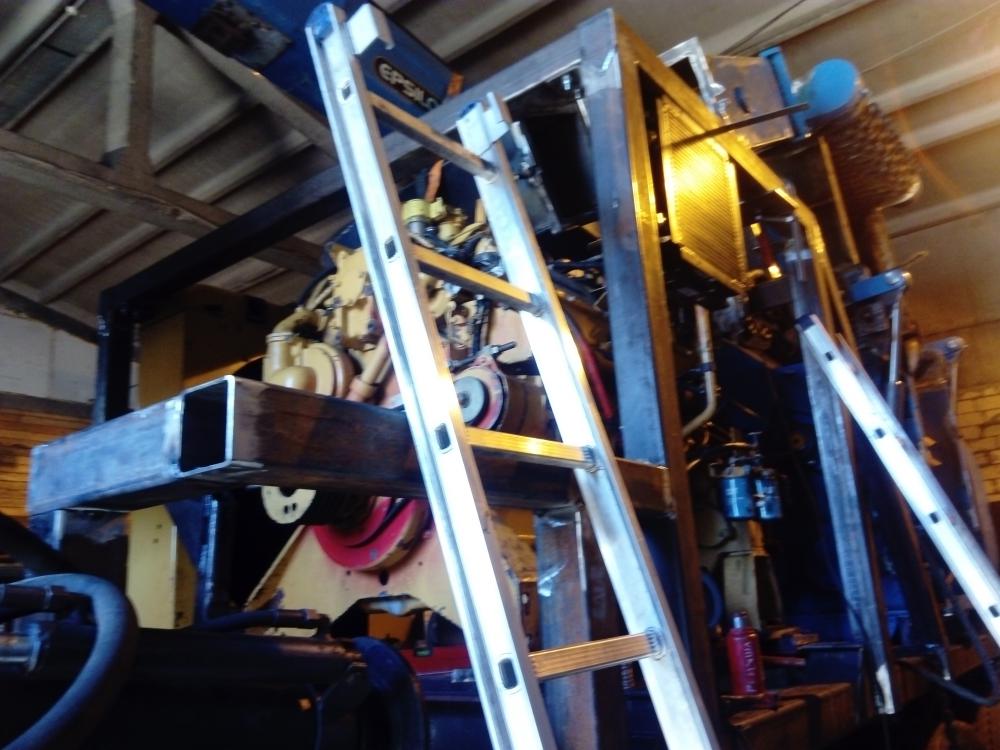
А мы все продолжаем (
Продолжается работа над проектом (М-2) )Сегодня так сказать первая примерочка первой части.
Небольшой выгул прицепа и небольшие доделки.









-
19

































Будни сварщика с иллюстрациями, часть 4
в Фотогалерея
Опубликовано