

ALEX47
-
Постов
275 -
Зарегистрирован
-
Посещение
-
Победитель дней
2
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные ALEX47
-
-
Первые подвиги на порошковой проволоке. Марку не помню. Рутил 1.2мм. Режимы все возможные.
Режимы в корне не верны.Судя по швам току очень мало вследствие этого передерживаете и швы рыхлые и я на 100% уверен что был желтый налет ,а это перегрев.Не любит порошок не правильный режим .При правильном режиме капля отделения шлака очень мелкая а основной метал как будто иголка.
-
@ALEX47, а как обстоят дела потом с гаи?
А в чем могут быть проблемы с ГАИ?Обычная бдф площадка с установленным на не оборудованием к прицепу она имеет такое же отношение как контейнер.
-
 1
1
-
-
- Популярный пост
- Популярный пост
 Продолжается работа над проектом (М-2)
Продолжается работа над проектом (М-2) 







-
25
-
Ребяты, как у аппарата дела обстоят с каплями при сварке в углекислоте? Сильно брызжет? Если не сложно, можно фото без зачистки?
капли это не от аппарата.если сварщик нормальный то и аппарат работает правильно. У меня без брызг варит фотки может позже сделаю сейчас стоит не подключен,другим пользуюсь.
-
1
-
-
DOMEX понятия не имею. ...
Ой что вы темните.
не то цитировал.
-
1
-
-
Ну значит и "DOMEX 500 700 и 10хснд" вам тоже ни о чём не скажет.
Нагугливаете механические свойства, и видите что домекс 500 и 700 где-то около S690, а 10хснд немного ниже. Просто такую трубу в России не катают насколько мне известно -- слишком толстая стенка и сталь довольно жёсткая. Приходится в Европе покупать.
S690 так сказать мех.свойства .а DOMEX так сказать торговая марка - производитель.так кто же производитель ваших труб. Мне до европы 15 минут ехать и тропы на топтаны.
-

Это стальные профилированные трубы.
У меня есть трубы и из DOMEX 500 700 и 10хснд. А вот S690 мне не о чем не говорит.
-
@ALEX47, а теперь с вас параметры сварки.
На последнем фото довольно не плохо. И ещё вопрос, я пробовал только рутил. Может основная ровнее кладёт?
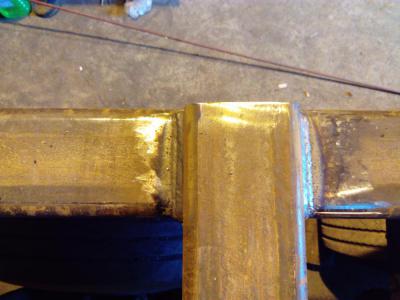
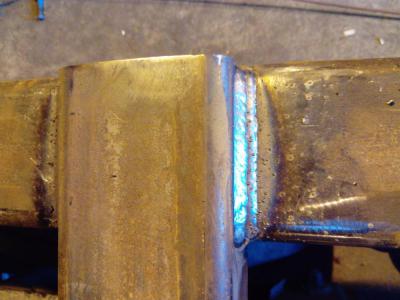
Трубы 100х100х12 и 80х80х10 S690
Это WeldeX?
проволока KISWE K-71TLF

-
Так порошком гораздо лучше получается DOMEX 500 проволока 1,2 порошок СО 2 .Что за марка стали?
-
1
-
-
Можно фото? Потому что не могу вспомнить ни одной картинки с тремя проходами. Хочу посмотреть как сделано и повторить порошком.
Мне то же очень бы хотелось.
по теме. вчера был разгрузочный день.
Ладно, ладно. Я понял.
Для вас нет разницы между ремонтом и изготовлением на продажу. Я понял. Деталь на фото стоит лимон евро. Понятно.
Разный. От S355 до хардокса. В основном S690.
В основном три прохода.
Сразу добавлю -- модель итальянская, обкатанная, слизанная вплоть до марок сталей. Но всё равно мы многие толщины и марки завысили по сравнению с оригиналом, хотя бы потому что в основном сталь у нас череповецкая, а не итальянская.
И цитируйте, пожалуйста, те предложения, на которые хотите ответить.
Усиление не всегда на пользу конструкции.
Там где он и должен быть. Рабочие органы, и некоторые отверстия под пальцы.
Вот мне интересно где в сельскохозяйственной технике можно применять хардокс (Сталь которая годится только для ковшей и кузовов так как она только износостойкая )





-
6
-
-
Ладно, ладно. Я понял.
Для вас нет разницы между ремонтом и изготовлением на продажу....
Эта деталь вот от этого комплекса. Стоимостью 1 250 000 евро.
И где у нас в черповце производят хордокс?И дайте конкретны марки стали которые используете именно вы.И где вы применяете хордокс? Максимум что они производят О9г2с. А связь здесь прямая Вы сделали упор на красоту а не на качество сварного соединения, а я вам показал что происходит с соединениями с критериями как у вас (красота.)




-
4
-
-
когда вы будете изготавливать изделие стоимостью 1.200.000 р. которое надо ещё продать, тогда и поговорим о красоте швов.
Когда вы будете ремонтировать оборудование стоимостью 1 250 000 евро тогда поговорим. А вот что потом бывает на мести красивых шовчиков. Да и как может быть один проход на такой толщине как у вас ,Какой металл для производства вы используете?






-
9
-
-
Я не говорю про горбатые швы и прочие. На п а. Получить шов как в музее можно, но опять же это не шов 100мм а экспонат. А так обычные ровные швы.Для кривых швов есть одна штука !
Не всегда,но в большинстве случаев ...
Если шов имеет правильную геометрию(красивый),то по логике он еще и прочный.
Правильно выполнен и все такое.

-
2
-
-
Зря спорите, мне так кажется вы про разные вещи разговариваете ...
Мы не спорим, мы разговаривает про качество продукции. А пока, судя по всем,у качество-не ахти.
-
вот это правильно. Красота в швах это вторично для полной картины теста ещё и в минус 30.@Глобул, Есть еще один нюансик. Попробуй тестик сделать. Привари полоску металла порошком и сплошной и поломай. У меня Линкольн 71Т, шов вязкий, хрен сломаешь. А 09Г2С (12.50, 12.51) дает шов более хрупкий.
И на счет красоты тоже поспорить можно. Попробую при случае что нибудь показать.
-
Я тоже последнее время с ней играюсь -- ничо так -- пользовать в некоторых местах можно вполне. Но там где можно положить 100 мм ровного, нижнего, углового шва в удобном положении на толстенном металле, хочется чтоб шов был действительно ровным. А порошковая как то этого не даёт. Зато круглое по кругу обходить, это да. Варит медленнее, ровнее успеваешь чем цельной проволокой.
Пока игрался, понял что для твоих ковшей она действительно самое то. А у нас вот не очень.
А с ней не надо играться ,работать надо и прежде всего над собою.100 мм это не швы, а музейные экспонаты.От проволоки не зависит красота шва да и швы не для красоты!
-
- Популярный пост
- Популярный пост
Продолжается работа над проектом (М-2)








-
24
-
@ALEX47, я ничего не понял. Яб тоже заварил, и сплошной и порошковой, и электродом. В чём суть то? Ну да, порошковой это немного легче, но не радикально, по моему.
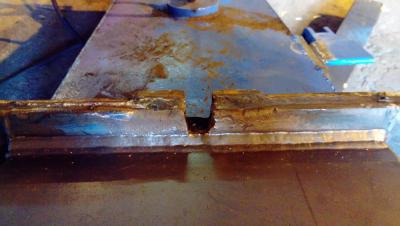
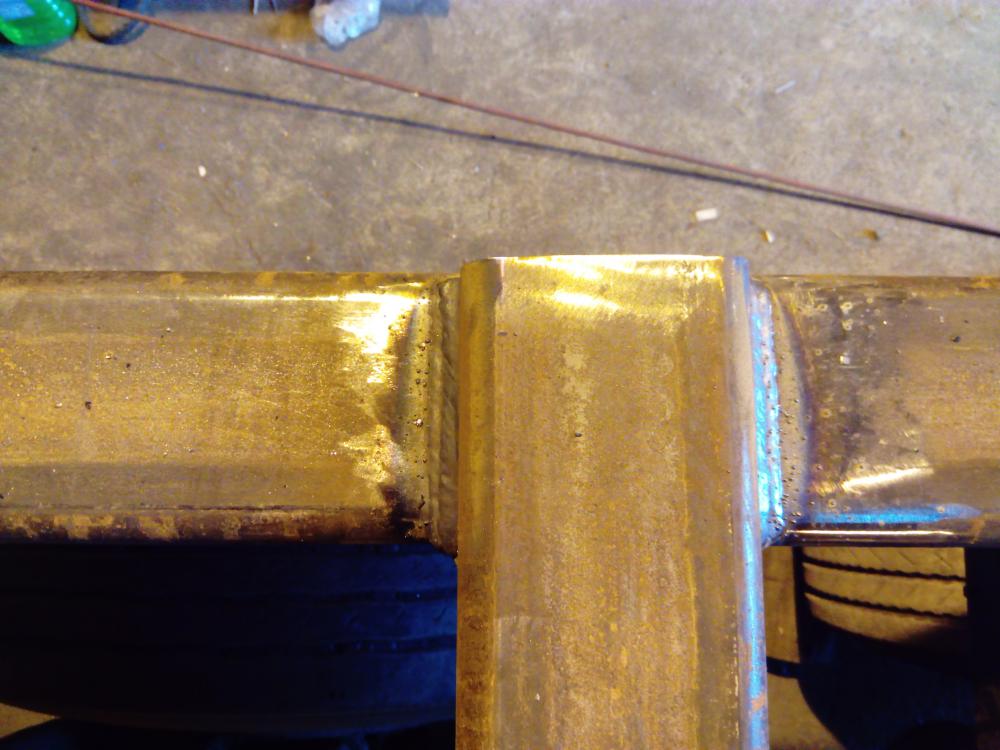
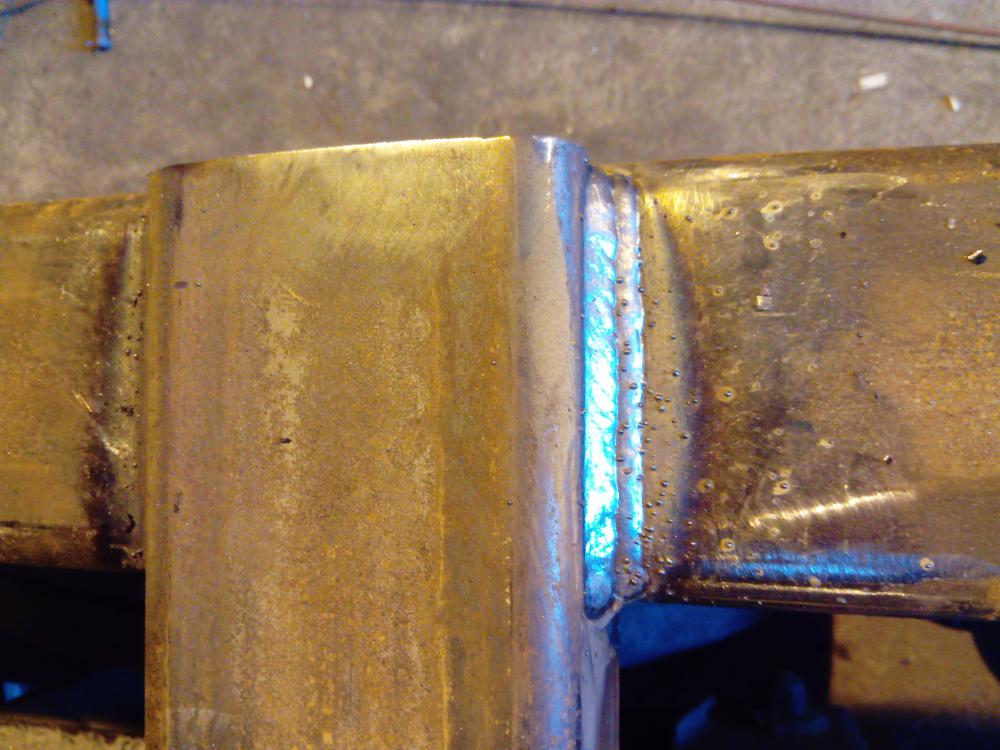
суть в том что шов получается не окислившейся ,а если все подготовить то и форма шва. то что на фото это обратный шов ток 250 А.
-
- Популярный пост
- Популярный пост
Продолжаем работу.




-
18
-
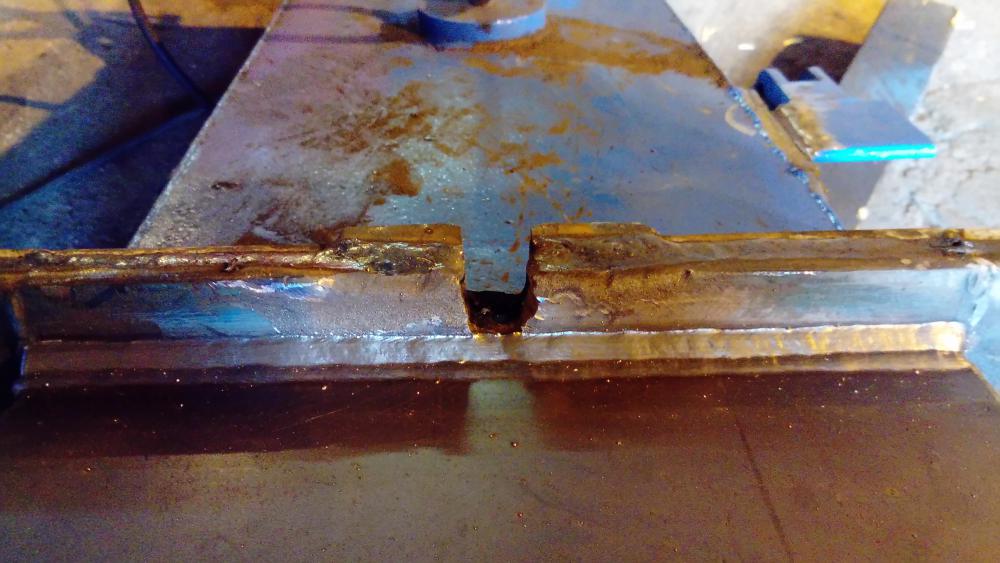
Всех приветствую.Подвернулась случайно возможность показать для чего нужна порошковая поволока (обратное формирование шва) и ее преимущества перед сплошной.Бойцы мои пилили пилили да что то пошло не так.И итог тавровое соединение вертикал толщина 6 зазор 5 мм ничего не готовил как было так и заварил.





-
6
-
-
- Популярный пост
- Популярный пост
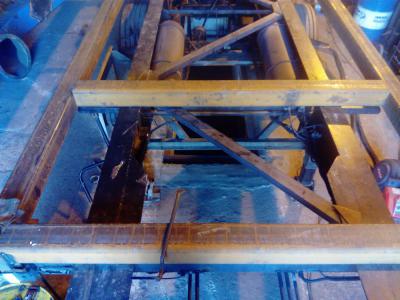
Продолжается работа над проектом (М-2) .Подоспел прицеп с Голландии .Идет сборка подрамника (БДФ).
Материал труба 140х140х10 10ХСНД.










-
34
-
Я могу вас уверить в том что в ручном режиме это не пройдёт, да и расход воздуха будет ого го, да и строжка обычно используется в таких условиях что плазменным резаком там не поорудуешь. Да и какую же сцецодежду иметь нужно?@ALEX47,А у меня 1000 А источника нет, а плазма 100 А и компрессор есть, так что подожду сопла.
-
Можно и плазмой строгать, специальные сопла с увеличенным отверстием
Можно конечно, но затраты на оборудование будут на много больше чем на ВДС.
-
1
-
-
Вад11,300 хватит ампер + ну компрессор 500Друзья, делитесь только СОБСТВЕННЫМ опытом! Всех уважаю.
Всех приветствую.Из личного опыта компрессор минимум 500л (по нагнетанию т.е. на выходе) ресивер литров 400.аппарат 500 А не меньше.У меня компрессор 1100л и не скажу что его хватает с излишком ,во время строжки он практически не выключается .Вадим прав для электрода 8 минимум 350 А.



















































Сварочные швы
в Фотогалерея
Опубликовано
Колебания вперед назад можно в корневых использовать.Лучше и правильно вообще без колебаний.Наплывы получаются когда неверный режим или скорость сварки.Что бы не было наплывов дугой вперед да и правильно это ,единственный минус это кол-во проходов возрастет зато шов будет очень прочный и эластичный.