

NikOtiN
-
Постов
1 282 -
Зарегистрирован
-
Посещение
-
Победитель дней
16
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Весь контент NikOtiN
-
Есть она там, в Таблица 1 группа Марганцовистые. Там же регламентирован хим состав, то есть можно подсчитать углеродный эквивалент и определиться с подогревом. ГОСТ 4543-71.pdf
-
@supoplex, А куда плыли-то? У вас разве гонки на грузовиках проводятся?
-
 У всех из них предел прочности выше чем у чугунов СЧ10, СЧ20, СЧ30.
У всех из них предел прочности выше чем у чугунов СЧ10, СЧ20, СЧ30. -
А на ютубе разве есть личные сообщения?
-
Ммм... для того чтобы один человек играл в Москве на бирже, 100 человек должны вкалывать на стройке в Мухосранске. Если все будут играть на бирже - откуда деньги?
-
Да, интересная работа это здорово!
-
@OBN_RacerMan, Судя по видео, на этом заводе сотрудников моложе 50 не особо много. Видимо с зарплатами там не очень, только люди советской закалки готовы работать за еду.
-
https://www.youtube.com/watch?v=h5xwqXQ5YQ4 Фермер рассказывает о финансовой стороне своего дела (содержание молочных коров). Для тех, кому лень смотреть Расход за год на 7 коров: 80000 сено + 30000 жом + 20000 зерно + 20000 прочее = 150000р Доход: 650000 (сдача молока) + 70000 (переработка) = 720000р. Разницу разделить на 12(мес) и на 2 (вдвоем работают) = 23750р дохода в месяц на каждого. Вот такой сильно упрощенный расчет, который многое не учитывает конечно же. Но для меня достаточно, чтобы понять, что в городе можно заработать сильно больше и сильно проще.
-
@3comma62, Вам предложили просто взять и измерить прибором(счетчиком) сколько конкретно ваш аппарат потребляет энергии в режиме холостого хода.
-
Я когда-то работал на ремонте насосов на ТЭЦ, балансировкой занимался не я, но присутствовал. Запомнилось, что на низких скоростях вращения, вибрации от дисбаланса чувствуются сильнее, чем на высоких.
-
Я недавно звонил в заочный отдел, просил выслать документ, нужный мне. Ответили что выслать не могут - нет конвертов, когда будут - непонятно. Раньше высылали оперативно, проблем не было.
-
Эльдара каждый день видим, он староста в нашей группе.
-
С вашего позволения выделю тезис
-
А какие-нибудь нюансы остались? Корпус вскрыть для продувки- не снимает гарантию?
-
Сопло влияет только на газовую защиту, если защита достаточна и нужно куда-то подлезть - сопло пилят плющат укорачивают и натягивают глубже. В случае самозащитной проволоки вообще можно без сопла варить.
-
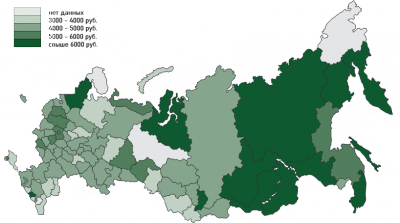
Я недавно столкнулся с информацией - оказывается размер патента зависит от коэффициента принимаемого региональными властями. Самый высокий в Респ. Саха - 10063р, а самый низкий в Чеченской Республике - 2237р. Видимо в последнюю трудовые мигранты не особо рвутся, стараются привлечь. Это я как обычно, чисто поговорить.
-
В наших букварях написано, что предварительный подогрев снижает развитие напряжений, способствуя равномерному расширению и сжатию между сварным швом и основным металлом.
-
Расскажу историю. Трактористы на нашем объекте попросили приварить сорванную гайку на корпусе маслофильтра. Гайка эта нужна чтобы скрутить сам корпус фильтра с посадочного места. Кроме гайки ухватиться надежно за сам стакан фильтра у них не получилось, он тонкостенный и мнется. Варить предлагалось по месту, как на фото, моторный отсек весь засран, внутри масло фильтра непонятно что - заводили последний раз еще при Брежневе. Ну я постарался аккуратно слиться, запуганный различными историями о взрывах емкостей из под ГСМ. Немного неудобно было перед мужиками, смотревшими на меня как на Спасителя


-
@Gorev S, А на чем основываются утверждения: 1. Содержание марганца влияет на разбрызгивание? На мой взгляд причина именно в том что ипсользуется смесь, а не углекислота. Ну и смесь подразумевает использование импульсного режима. 2. ТУ имеет более жесткие ограничение на содержание примесей чем ГОСТ ? На сайте ESAB даже не указан ТУ на эту проволоку как и содержание серы и фосфора. У вас есть доступ к этим ТУ?
-
Не, ну мы же на форум приходим чтобы потешить свое эго, померяться болтами, а тут какой-то чудак начинает задвигать про терпимость! Не проканает здесь такое!
-
Нет.
-
@bader, Деталь единичная или серия? Если серия, то как все устроено- не будете же каждую следующую деталь заново выставлять и обкатывать роботом? Никаких меток на столе или кондуктора не видно.
-
Было бы интересно взглянуть, на тот предел качества, который можно достичь в линейном режиме.




