

Глобул
-
Постов
5 878 -
Зарегистрирован
-
Посещение
-
Победитель дней
56
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Глобул
-
-
Интересно много это, или мало?
Один двухэтажный магазин -- металлокаркас из двутавра -- 70 тонн железа. Сварка обычно составляет около 1% от веса металлоконструкции. То есть 70.000 : 100 = 700 кг электродов.
-
 2
2
-
-
Вов, свою тему ты можешь почистить моими руками. Пиши прямо здесь что надо убрать, или в личку. От этого только лучше будет.
Сугубо моё мнение -- автор темы подобной значимости может, да и должен наверное, иногда прибираться в ней.
-
1
-
-
интересует как п/а с этим справляется.
Не скажу. Потому что не помню просто.
-
это обратный валик от корня?
Да. Варился сверху вниз. Зазор 4 мм притупление кажись меньше.
Это просто препод показал мне что корень у меня уже получается, а вот над вертикалом надо ещё работать.
-
2
-
-
@Георгий 11, химии процесса не знаю, просто я лично по любому буду зачищать. Даже если оно нормально варится по цинку, я лучше зачищу. Воспитание такое у меня, или религия, но вот люблю варить по чистому. Наверное много дерьма перенюхал.
-
2
-
-
@Шурпет, Попробую исправиться, и передать интонацию:
Как я понимаю 20% СО2 скапливаются внизу баллона,Нет, не может такого быть. Тогда получиться что мы одним аргоном варим, а не смесью -- баллоны то у всех почти стоя стоят.
-
1
-
-
Я на твоей стороне, но с наличием 60кг порошка за пазухой.
Интонацию передать сложновато. Я понимаю что порошок есть, его надо пользовать, и пытаюсь поставить себя на твоё место. Вот и спрашиваю.
Есть такая аксиома -- хочешь красивый второй проход -- выровняй первый. Не обязательно болгарить весь шов -- просто счистить всё что выступает. Заодно и шлак убрать. У тебя там не везде болгаркой залезешь, но там где можно это надо делать. О тебе потом судить будут по красоте швов.
Вертикалы сплошной проволокой у меня вот такие были в учебном центре:
http://s017.radikal.ru/i443/1605/79/3b79b92c39ba.jpg
Как раз по ширине тебе подходят (там больше сантиметра).
Делается это элементарно: Жарим правую кромку, потом жарим левую, потом правую, потом снова левую. Переход быстрый и по прямой не задевая середины. На фото видно разделку и шов который на ней получился с первого же прохода.
-
9
-
-
А я отвечаю:
"Утро доброе, когда оно днём, а потом она тебе кофе в постель приносит -- вот это доброе утро."
-
1
-
-
@Георгий 11, лучше предупредить по случаю. А от двух гаек конечно вряд ли.
-
Как я понимаю 20% СО2 скапливаются внизу баллона,
И что это мы значит одним аргоном варим. Почти у всех баллоны стоят стоя.
Те же детали которыми редуктор к баллону прикручивается соединяют медной трубкой.
-
2
-
-
У кого какие мнения?!
Если вы водитель, то старайтесь после сварки оцинковки за руль не садиться. Состояние может быть сродни лёгкому опьянению, причём оно не заметно, даже если хорошо хапнуть. Только на следующий день осознаёшь что был не вполне адекватен.
-
1
-
-
@Кустарь, Ну ты кулинар...

-
Ей только корень и первое-второе заполнение. Дальше - порошок.
А почему так? Просто чтоб порошок использовать? Или там по прочности так надо?
Просто от порошка швы кривоватые малёха. Яб наоборот делал. Порошок в корень, болгаркой подровнял и облицевал сплошной красивенько.
-
- Популярный пост
- Популярный пост
下面是这样的一天,我竟然是
Тфу, то есть вот такой вот выдался будень в субботу. Как порядочный китаец, я слизывал узел сельхозмашины:

-
22
-
@Гржемелик, @Кустарь, я и сам такой -- не прочитаю всё досконально, а потом вопросы задаю.
Ответ на ваше мнение по производству этого изделия я старался дать заранее:
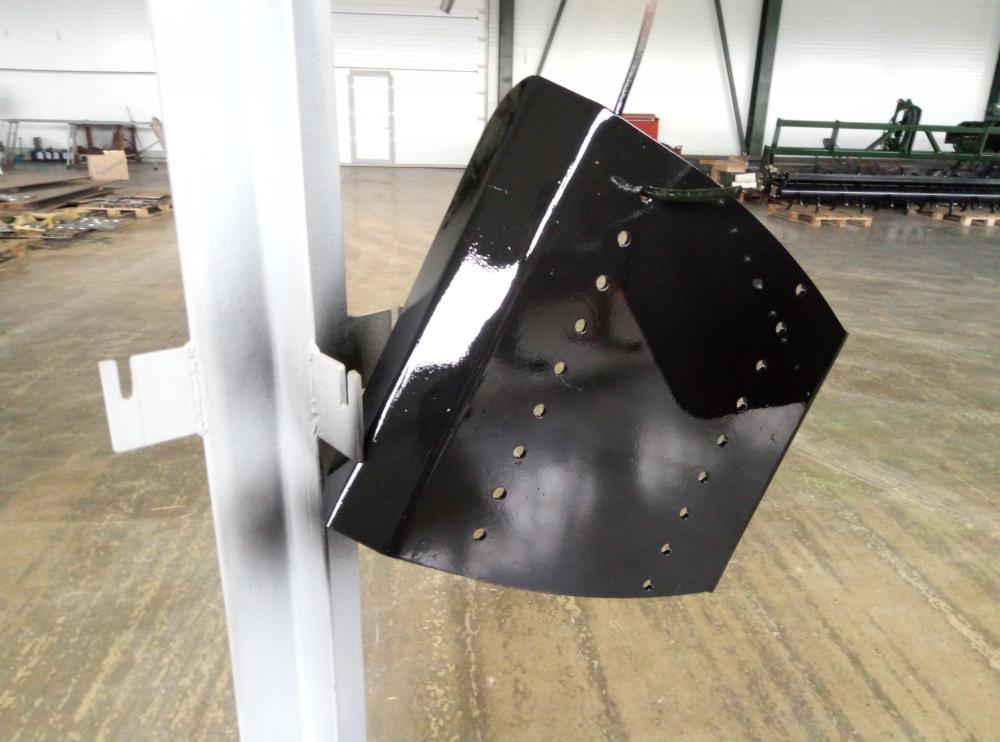
Ну а дальше вышлифовывание болгарками. На фото не удаётся поймать нормальный блик, и всё выглядит криво, поэтому пофоткал уже крашенные изделия. Всего их четыре штуки -- две на заказ сделаны, и две на пробную продажу. Если пойдут то... будем их в Италии заказывать готовые пока не будет своего пресса. А вот так мучиться больше не надо.Так что вы правы -- процесс не стоит того. Но там были ещё аспекты:
- клиент которому уже уйдут две штучки
- опыт подобного рода извращений, а они мне ещё предстоят, потому что гнутые детали всё же попадаются, и отказываться из-за них от отработки интересной машины не стоит
- ну и сама наплавочная проволока -- опробовать не просто на железяке, а с конкретными рамками.
а в местах изгибов сделать прорези с перемычками скажем миллиметров семь и шагом сто миллиметров. Сгибать тогда можно и руками просто запихнув в любую подходящую( а можно и рукотворную) щель. Угол сгиба контролировать по угломеру. А прорези будут готовыми разделками под заполнение. Как вариант.Думали.
Однако шаблоны которые будут удерживать угол в процессе всё равно нужны, и тогда уж легче прихватить к шаблону чем согнуть, а потом прихватить к шаблону.
Проще пресс сгородить с пуансонами.Сгородить?
Из чего? Ты эту железку согнуть пробовал? Эс семьсот, это не сталь три, там усилия будут страшные. Да и нельзя нам использовать самодельное оборудование, государь по карману ударит за это очень больно.
Мало того, многие детали, которые гнуть, надо резать лазером, а не плазмой -- точность нужна. Плазмой отверстие под болтик на десять надо резать на тринадцать, и то возможно придётся слегонца напильником поправить. И при этом не толще десятки. А если металл толще чем диаметр отверстия, то можно даже не пытаться -- будет дырка.
-
1
-
@psi, да не волнуйся ты так. Просто с жиру бесятся, пока хорошо живётся. Да и потом -- почему умалишённым нельзя организовать свою секту? Пусть общаются, так их хоть видно будет.
Александра Натальевна...

-
@selco, да как только не пробовал.
Яж не сразу на изделие полез.
@медведь69, а вот тебе и выводные планки, кстати:


-
3
-
-
А импульс нет программы под сию проволоку или просто не стал заморачиваться .
Это вопрос?
Там просто сверху на дисплее индицируется тип выбранной проволоки, диаметр и газ. А импульс включай, выключай сколько хочешь -- синергетический режим для этого типа проволоки остаётся.
-
1
-
-
@selco, наплавочная проволока стояла в селко. Там и смесь, и прога синергетическая для неё есть, однако не варит хоть убей. По зоне сплавления шва с основным металлом явно видно несплавление, и ешё и сам валик торчит бугром. Дугу сделал +4 и только тогда пошло нормально сплавляться. Набрызг конечно жуткий, но зато шов нормальный.
-
2
-
-
,а если трубу распустить с нужными параметрами ? П.С. при корректировке радиуса (переменный ) -разогнуть легче .
Нет такой трубы. А если и будет то ровно разогнуть его будет очень сложно. Плюс к тому ещё и варить из кусков всё равно придётся.
@selco, для корня углекислота потому что она там на аппарате стояла. Я ею попробовал добиться "холодного" режима о котором тебя ранее пытал -- сказка просто -- решил ничего не менять.
Итальянская деталь штампована, и не понятно из чего. Возможно хардокс, тогда дырдочки должны быть прорезаны лазером, а там сильно на это похоже. Я точно знаю, что этот изгиб при работе приминает какую-то стерню, то ли подсолнуха, то ли ещё чего-то. Мне рассказывали но я не запомнил. Это как бы такая лыжа, которая едет по полю, и истирается она довольно хорошо. Поэтому наплавка.
-
3
-
-
- Популярный пост
- Популярный пост
Ну а дальше вышлифовывание болгарками. На фото не удаётся поймать нормальный блик, и всё выглядит криво, поэтому пофоткал уже крашенные изделия. Всего их четыре штуки -- две на заказ сделаны, и две на пробную продажу. Если пойдут то... будем их в Италии заказывать готовые пока не будет своего пресса. А вот так мучиться больше не надо.
Однако эксперимент показал что геометрию сохранить таким образом можно:










В принципе всё, можете пинать.

-
20
-
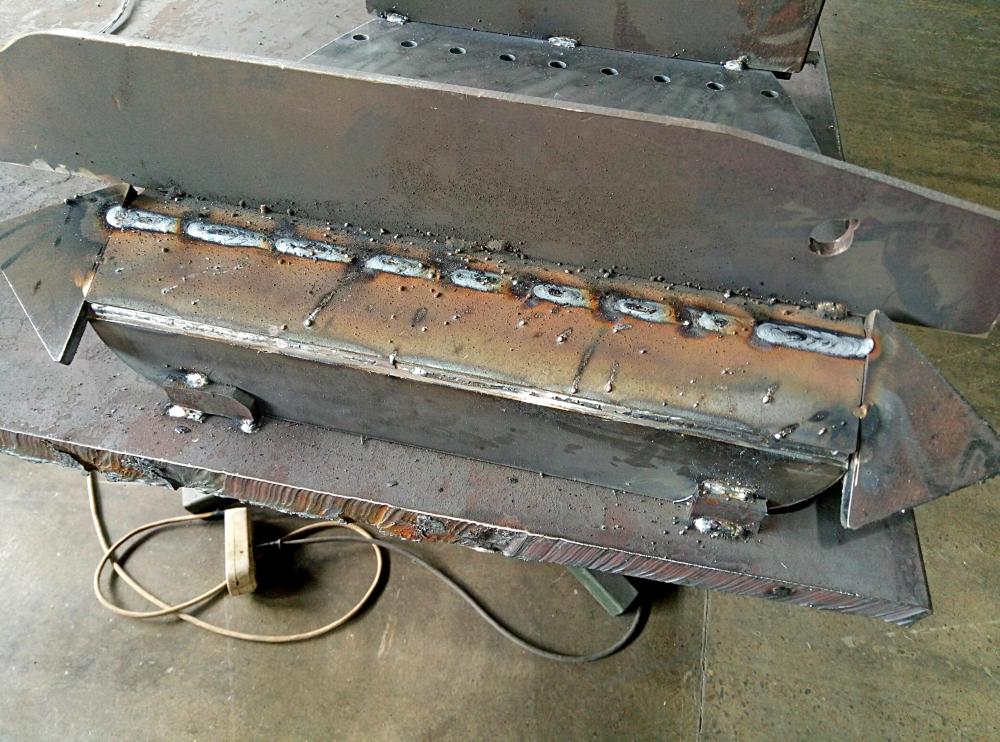
Теперь начинается самое страшное -- заполнение.
Дело в том, что заполнить надо износоустойчивой наплавкой. Это порошковая проволока Tubrodur 60 G M. Зараза такая даёт нормальное сплавление только на длинной дуге, а значит тепла мы вольём в изделие просто очень много. Слава Selco, что у их аппарата есть возможность просто регулировать длину дуги. как бы я извращался на простом полуавтомате понятия не имею.
Вот такой вот ужас получается:
После щётки:

Металл очень жидкий, дуга длинющая, поэтому ни о каком горизонтале даже речи быть не может -- только нижнее положение. Поэтому изделие приходится отрезать от стола и задирать один край на ножки.
Ножки тоже к столу намертво прихвачены, а изделие, разумеется прихвачено к ножкам -- страшно потомушто. Оно всё потрескивает, прихватки регулярно рвёт. Шаблоны, которые внутри, просто вывалились когда отрезал изделие от стола, но вроде видимых изменений формы нет, и шаблоны встали на место:



-
8
-
-
- Популярный пост
- Популярный пост
Далее.
Растачиваем разделку кромок, ибо проварить нам надо на всю глубину:


Растачиваем практически насквозь, и потом ещё и пропиливаем отрезным диском для получения зазора:



как видите и притупление тоже получилось.
@медведь69, закончу -- сообщу. А пока скрою твоё сообщение.
Извините, фотки грузятся долго.
Теперь намертво крепим изделие к столу, и прихватываем к ней железки, которые будут удерживать его от деформаций. То есть с внутренней стороны его держат шаблоны на которых собрана форма изделия, а с внешней просто прямые рёбра. Шаблоны вдоль, рёбра поперёк. Как видите в качестве рёбер жёсткости использовал всё что нашёл из обрезков. Это 15 мм толщиной лист s355:



Ну а теперь корень.
Варим в разбежку, проволока св09г2с 0.8 мм. Ток не знаю, вольтаж около 16.5 - 17 вольт, углекислота.
Постоянно даю изделию остыть -- страшновато -- а вдруг скрутит в пропеллер, абидна будит.





А теперь, перед заполнением, я как обычно прохожу отрезным диском по краю шва. Таким образом всё по бокам выравнивается и вычищается. Получается вот такая картинка, после которой надо только посбивать болгаркой бугры на шве, чтоб они вам не испортили форму следующего прохода, и пройтись щёткой:




-
16
-
- Популярный пост
- Популярный пост
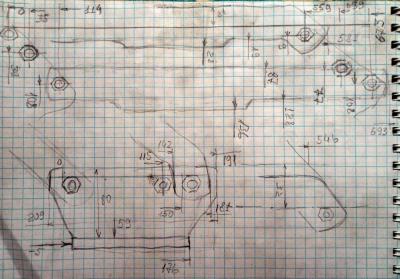
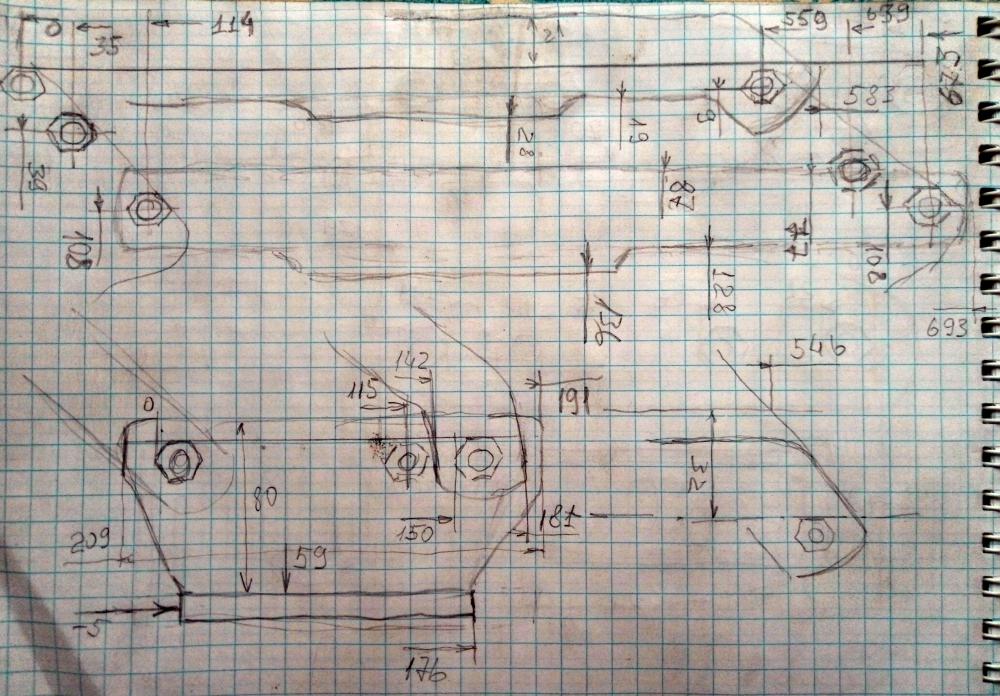
Имитируем сгиб, ибо согнуть десятку s700 на длину в 400 мм нам не под силу -- просто не чем.
Итак нам надо получить вот такую чёрную железяку. Слева оригинал, справа заготовки из которых мы будем её лепить.



Заготовки нам нарезала плазма с ЧПУ. Она очень умная, и мы попросили ещё вырезать нам линию сгиба из толстого листа, на которой мы будем собирать заготовки. Для неё это раз плюнуть, а для нас гарантия качества, повторяемости, и сохранения всей геометрии.
То есть мы себе вырезали шаблоны на которых будет собираться железка. Они же будут удерживать её от деформаций в процессе сварки:


-
11






































Имитируем сгиб листового металла.
в Фотогалерея
Опубликовано
@медведь69, это я тебя запутал.
Обычно квадратные отверстия пробивает пресс. Но если это хардокс, то его никакой пресс не пробьёт, поэтому прорезают лазером.
Так же лазером надо резать деталь под пуансон (под пресс) потому что ему требуется точность.
Плазма не в состоянии вырезать с такой точностью даже деталь для закладки в пресс-форму. А о дырках ваабще речи нет. В смысле позиционирует она их превосходно, но вот огрехи самого реза требуют либо доводки напильником, либо больше дырку.
У нас дырки круглые, потому что болты будут такие. В оригинале болт имеет под шляпкой квадрат, и полукруглую обтекаемую шляпку. А у нас будут болты тоже с такой шляпкой, но под шестигранник. А конечному потребителю ваабще начхать какие там болты. Это всё просто товарный вид.
Дырочки резала плазма, потому что там точность не нужна.
А у нас ни пресса нет, ни лазера.