

Глобул
-
Постов
5 878 -
Зарегистрирован
-
Посещение
-
Победитель дней
56
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Глобул
-
-
Если уж делать самому, то тогда полностью плавную регулировку.
В серийных аппаратах этого не делают из-за себестоимости. А для себ,я в единичном экземпляре, это имеет смыл.
-
@svarnoi69, вывод-зажрались, поганцы!!!


Да ну его нафиг.
Я варил бак трактора. В поле. САКом. Электроды -- УОНИИ 13/65 четвёрка -- других нет. Нигде нет. Тогда электроды в каждом ларьке не продавались. Хорошо хоть щётку по металлу нашли, иначе вобще не знаю как бы это получилось.
-
 2
2
-
-
@медведь69, это скорее технологическая нужда. К примеру мы варим круглую ёмкость типа жд цистерны. Нам надо чтоб шов вдоль "трубы" выходя на торец был полным и цельным. Проще всего вывести его на железяку, и обрезать вместе с ней, чем заканчивать его на торце имея риск наделать кучу пор и подрезов. И при этом торец всё равно надо будет подработать механически.
-
3
-
-
@Kondor416, аатлична. Теперь покажи нам вертикал без отрыва элбэшкой.
Вот как-то так должно получиться: http://websvarka.ru/talk/topic/6148-budni-svarschika-s-illiustratciiami-chast-2/page-8?p=158829&do=findComment&comment=158829
Руку которая варит подпираем другой рукой, глаза в 40 см от дуги, корень ведём ровно, облицовку ведём прожаривая кромки и не задерживаясь на середине. Электрод должен иметь тоже направление что и шов, а не сбоку.
Дугу не отрывать.
-
1
-
-
@медведь69, это кусочек железа на который выводится шов с изделия. Он потом отпиливается вместе с концом шва. Но обычно шов и заводят с планки и выводят на планку.
@dobryvecher, раньше тупо молотком обламывали и турбинкой зачищали. А сейчас не знаю -- УШМ наверное.
-
@svarnoi69, а что для сварщика это проблема?
-
2
-
-
он любит мыть посуду, но тссс..
Тебя он любит, а не посуду. Наивная. Это я тебе как мужик говорю.
-
4
-
-
@Volodimir78, не боись -- мы же рядом.
Мы везде, на карту глянь: http://websvarka.ru/talk/membermap/
-
2
-
-
@serga01net, странные у вас представления о сварке.
-
@Mavritanets, справочник не помешает конечно. А то каждый раз в интернет лазить.
12.50 послабее, но он и поэластичнее. А там нагрузок особых не будет. Хотелось бы чтоб после отпиливания всех удерживающих геометрию железок эта геометрия не ушла. Всё таки швы длинные, а собственной жёсткости у этой лыжи нет. Если её свернёт в пропеллер будет грустно.
-
1
-
-
@Mavritanets, я назвал все три типа проволоки, и дал их основные параметры. Может ещё что-то?
Там св08г2с - 0.8 мм _ 422 Мпа _ 29%
Аристород 12.50 - 1.0 мм _ 470 МПа _ отн. удлинение 26%
аристород 69 - 1.2 мм_ 730 Мпа _ 19%
Наплавка OK Tubrodur 60 G M
А сталь такая S700MC или просто s700?Не знаю.
Узнаю только в понедельник.
-
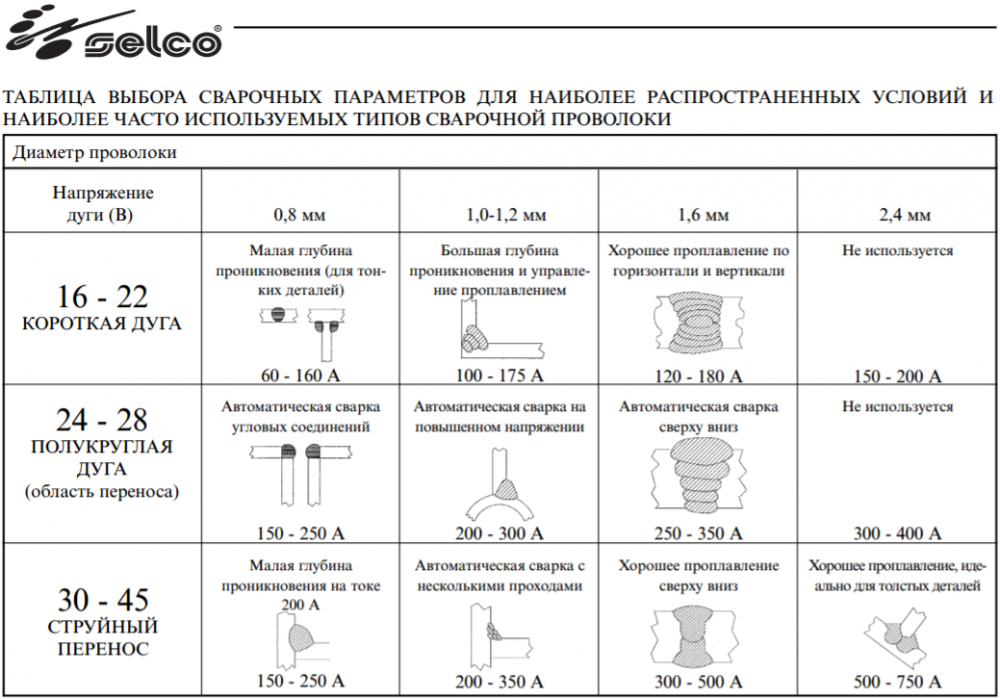
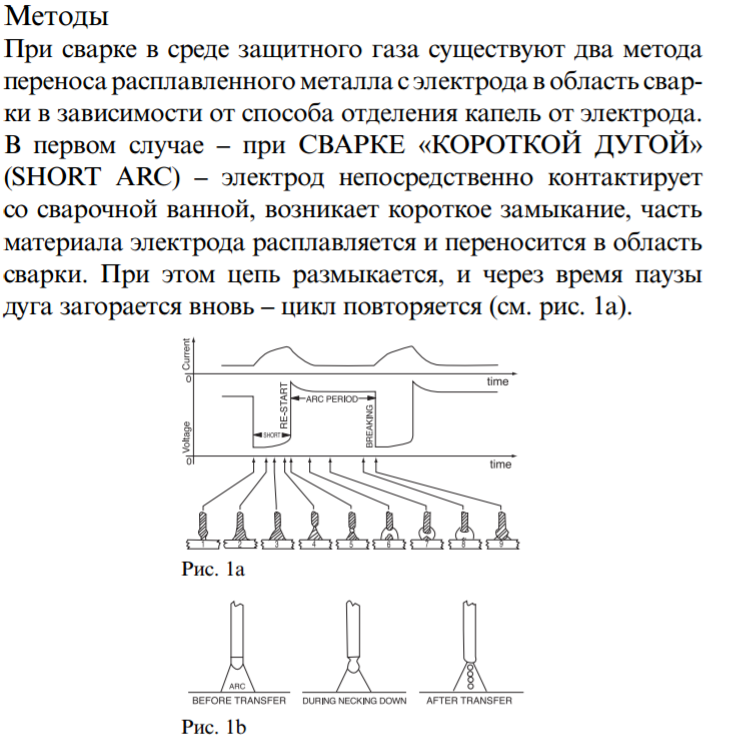
@Mavritanets, чудесно. В успехе этого опыта я и не сомневался. Мне надо понять.
Вот мануал говорит нам что shot arc режим находится в этой области вольтажа:
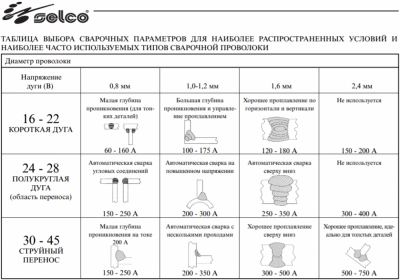
Однако я буду варить десятку. Да, в разделку, но облицовывать надо будет износоустойчивой наплавкой. То есть мне надо ещё и не наполнить разделку до краёв. Ну это не сложно, а вот боюсь что либо перегрею, либо недогрею. Там ещё и сталюка S700.
Кстати в наличии имеется проволока аристород 12.50, аристород 69 и св08 г2с.
Теперь в отрыве от торговой марки имеющаяся в наличии проволока:
- Ø 1.0 mm _ 470 МПа _ отн. удлинение 26%
- Ø 1.2 mm _ 730 Мпа _ 19%
- Ø 0.8 mm _ 422 Мпа _ 29%
Вопрос знатокам -- чем варить?
-
фото, иллюстрирующее нашу жизнь
То есть ты вот там, за этим Мужиком? В смысле за_мужем.
-
и если зазор без труда заплавляете , и капли металла не срываются в низ то вы достигли цели или очень близки к ней
Да нивапрос. Я восемь миллиметров заваривал снизу вверх. Просто подбор тока и импульс отключён разумеется. Но я варил снизу вверх, потому что хотел одинаковый валик с двух сторон. А сейчас задача сделать шов с минимальным тепловложением, чтоб свести к минимуму деформации.
Требуется повторить чёрную деталь не имея гибочного пресса. Разумеется собирать я это буду на шаблонах вырезанных на плазме ЧПУ, разумеется будут приняты меры чтоб железяку не скрутило. То есть вдоль, изнутри, её будут держать шаблоны которые задают углы сгибов, а поперёк с внешней стороны просто ровные полосы. Тут обсуждать нечего. А вот режим правильно выбрать -- это для меня вопрос.

-
1
-
-
Обьясните пожалуйста что такое Cold Mig и как его добиться на аппарате Selco.
Третий час просеиваю форум и ничего внятного не нашёл. В мануале к аппарату есть вот это: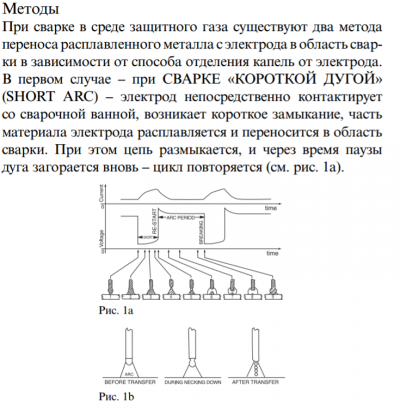
Если это и есть Cold Mig, то я так и не вычитал где оно включается. Или вручную настраивать?@Mavritanets, @selco, на вас уповаю.
-
2
-
-
Бетонмешалку, для жарки семечек.
После стирки робы жарить в ней семочки? Как? Вонять же будут!
-
1
-
-
@ugaida, нет. Оплачивать имя сайта (websvarka.ru) надо через 25 дней. Оно на год оплачивается..
-
- Популярный пост
- Популярный пост
@chdv1971, лучшего решения нет:
http://rusknife.com/uploads/monthly_08_2012/post-1779-0-30259200-1346098252_thumb.jpg
Сотку выдирает полностью с одной установки.
-
14
-
@юрий1982ефим555, и ещё совет. Удалите болгаркой шов который явно не получился и пробуйте снова. Поверьте, это не трудно и не долго, а бонусов целых два: сэкономите железо и получите очень полезный опыт и хорошую привычку.
-
1
-
-
-
@юрий1982ефим555, вы читали: http://websvarka.ru/talk/topic/8703-zapiski-nachinaiuschego-svarschika-chast-3/?
Ну это на всякий случай. И заметьте -- это уже третья часть данной темы. Есть ещё:
Записки начинающего сварщика, часть 2
Потихоньку вычитывайте это. Там есть ответы на вопросы с которыми вы ещё не столкнулись, но свои швы всё равно выкладывайте. Мы будем вам помогать.
Скорее всего вас перенесут в общую тему Записки начинающего сварщика, часть 3
По теме -- ведёте электрод хорошо. Пробуйте дать наклон и поварить снизу вверх -- много интересного увидите, если у вас маска в 40 см от дуги. Если дальше, то не увидите ничего.
-
4
-
-
@Георгий 11, у нас толщины металла от 10 и выше. Людям далёким от агрономии я говорю что мы "плуги варим", ну и для нашего разговора пойдёт. Грубо говоря железяку загоняют в землю, и прикладывают усилие в 300 - 500 лошадиных сил.
Специалисты Selco рекомендуют варить эти железки ниточками, на токах 200 - 250 ампер. Проволока толщиной 1 - 1.2 мм. То есть катет 10 мм это три нитки. Причём наш шеф интересовался напрямую. Он ездил в Италию по делам, ну и на селко заглянул, пообщался. Благо на итальянском он шпрехает свободно.
-
Как найти золотую середину без разделки?
Инженер нужен. Считать надо. В наше время все эти вещи давно изучены, и их можно посчитать. Только человек нужен который это делать умеет. Вот и всё.
В примитиве сварочный шов уложенный правильно имеет усиление, выпуклость. Если её нет, или она избыточна, то это говорит о нарушении технологии. То есть как индикатор соблюдения технологии выпуклость нужна. Так же как и обратный валик гарантирует сплавление внутренних кромок. А сам валик в принципе там только дросселирует поток.
-
1
-
-
@Георгий 11, почему хамить?
Человек приводит конкретные цифры. Так может почитав, кто-то и задумается, что не всё так правильно, как казалось. Понимание не возьмётся ниоткуда. Оно из зёрнышка обычно начинает прорастать. Из вот такого вот зерна сомнения в своих убеждениях.

Газовая сварка
в Плазма и газ-резка, сварка, напыление
Опубликовано
@Krasavcneg, в пламени пропана металл сгорает. То есть не выполняется одно из главных условий сварки -- защита расплавленного металла. И на этом всё.
И не обязательно читать интернеты. Возьмите тот же резак и попробуйте что нибудь заварить. А так же поверхностно осмотрите все виды сварки -- везде защита в первую очередь -- обмазка на электроде, углекислота, аргон, флюс.