

Глобул
-
Постов
5 878 -
Зарегистрирован
-
Посещение
-
Победитель дней
56
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Глобул
-
-
@ALEX47, а теперь с вас параметры сварки.
На последнем фото довольно не плохо. И ещё вопрос, я пробовал только рутил. Может основная ровнее кладёт?
-
 1
1
-
-
сомневаюсь. Если фотку покажете, то соглашусь наверное, но из того что вы показывали я ровных швов не видел. Обязательно по зоне сплавления какая-то неровность, и поверхность... как бы немного помятая. При том что сам шов в общем ровный. Вот это мне и не нравится. Хотя вот приваривал дистанционные втулки в неудобных местах -- там как раз порошком ровнее получается.Так порошком гораздо лучше получаетсяИ по моему порошок дороже. Ну должен быть дороже по идее.
Что за марка стали?Я писал выше:
Трубы 100х100х12 и 80х80х10 S690 Aristorod 12.51 Ø1.0 мм, 200 ампер, пульс, смесь 18% -
@круазик, опираюсь кистевым суставом куда-нибудь. Иначе никак.
-
4
-
-
@Кустарь, руки дрожат кстати. С детства. И я с детства умею это нивелировать упирая или по другому фиксируя кисть. Я взял в руки паяльник в 11 лет, а забросил в 20 с лишним. Современную электронику уже не понимаю, отстал. Зато сварку современную догонять начал за счёт форума и аппаратов селко на работе.
А пару лет назад я шлёпнулся с лесов и отломал себе кисть правой руки. Очень переживал, срослось кривовато, подвижность сустава уже далеко не та, однако это повлияло лишь на точность ударов молотком.
Вот такой вот тырминатор.
-
4
-
-
Нинада. Меняли уже.Диаметр, проволоки сменить?-
1
-
-
@круазик, Трубы 100х100х12 и 80х80х10 S690 Aristorod 12.51 Ø1.0 мм, 200 ампер, пульс, смесь 18%.
-
2
-
-
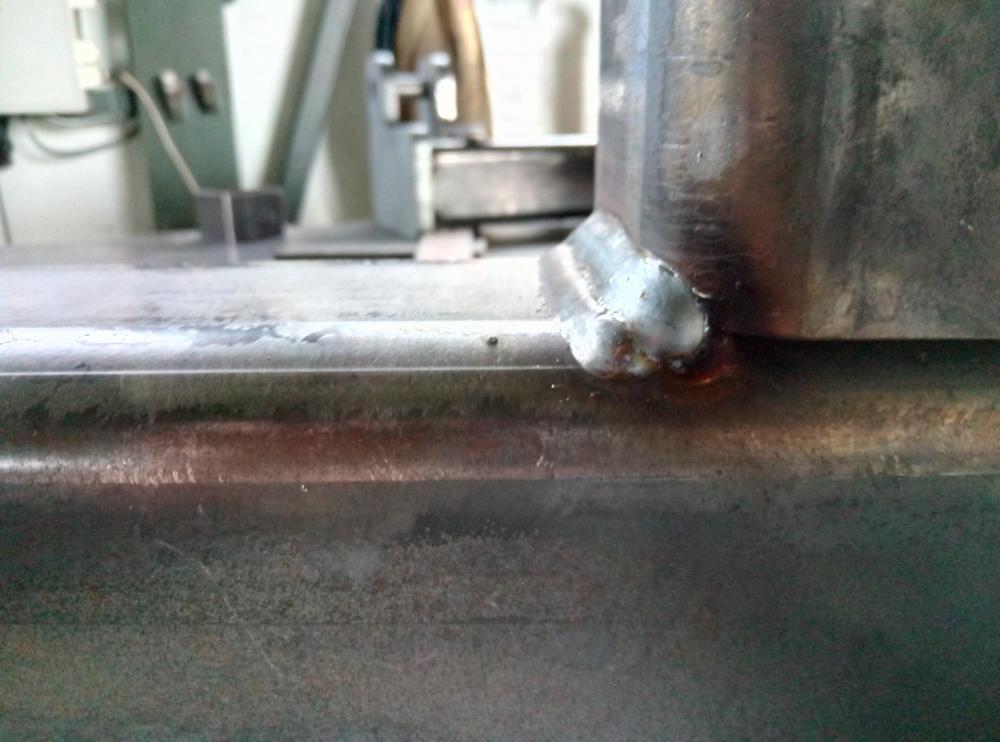
Верхние швы. Два получились, два нет, те что на косынках. А там где труба с трубой сварена тоже проходов штуки три.

-
3
-
-
-
или я не прав?
Сварочный шов всегда рассматривается как треугольник в сечении. У него получается одна внешняя сторона и два катета.
-
@ALEX47, давайте вместе. Я за пятьсот штук евро буду вам поставлять эту деталь, а вы её будете менять за лимон двести.
Бред?
Конечно бред. Деталь столько не стоит. И продавать вам её не придётся. Она уже продана, можете там швы ложить какие угодно, там уже красота точно ни к чему.
И где у нас в черповце производят хордокс? Максимум что они производят О9г2с.
Чо правда?
А мы свой камазик в Череповец гоняли за S690 и хардоксом. Привезли. Видимо потому что не знали что его там не производят.
И где вы применяете хордокс?Там где он и должен быть. Рабочие органы, и некоторые отверстия под пальцы.
-
ПА швы зализаны УШМ, именно угловые, то есть катет немного спилен до ровной плоскости, у вас такое не пройдет?
Не катет а усиление, выпуклость шва.
Покупатель у нас специфический, зашлифованные швы заметит и это вызовет недоверие сразу. Они щас дерьмо покупать не хотят.
На выставке. Когда полазиешь по выставке сельхозмашин, многое начинаешь понимать. Нашего производителя по швам видно сразу, и не надо говорить что это сварщику видно, а остальным пофигу. Я этот вопрос там прозондировал, и увидел что все, практически, кто может себе купить борону за лимон семьсот не верят что наше изделие сделано у нас. Сразу ссылаются на выставочные экземпляры нашего производства, начинают МНЕ рассказывать какие там швы. Ониж сначала не знают что я сварщик. Там же сплошные манагеры у экспонатов.
-
5
-
-
Когда вы будете ремонтировать оборудование стоимостью 1 250 000 евро тогда поговорим.
Ладно, ладно. Я понял.
Для вас нет разницы между ремонтом и изготовлением на продажу. Я понял. Деталь на фото стоит лимон евро. Понятно.
Какой металл для производства вы используете?Разный. От S355 до хардокса. В основном S690.
Да и как может быть один проход на такой толщине как у васВ основном три прохода.
Сразу добавлю -- модель итальянская, обкатанная, слизанная вплоть до марок сталей. Но всё равно мы многие толщины и марки завысили по сравнению с оригиналом, хотя бы потому что в основном сталь у нас череповецкая, а не итальянская.
И цитируйте, пожалуйста, те предложения, на которые хотите ответить.
-
@morgmail, толсто получиться слишком. То есть шов будет выделяться из общей картины.
Там получается куча однотипных деталей, однотипно между собой сварены. И красиво когда все швы друг на друга сильно похожи. Первую раз раму я старался не вращать, а навалить нормальных вертикалов. Но получилась фигня полная -- половина швов такие, а половина другие. Оба типа по своему нормально выглядят, но в общей картинке портят всё. Поэтому раму вращаем и всё варим в нижнем положении.
Можно и вертикалы ложить -- не вопрос. Но тогда все швы надо делать вертикальными, и всё будет в порядке, но разные -- нет.
@morgmail, те швы что я выделил на последнем фото конечно облицовывались. Там навалено первым проходом слишком много, я потом его отболгарил до ровного и облицевал. Так же многопроходные стараюсь под следующий проход болгаркой выравнивать, но у нас же многопроходной это три прохода, поэтому ровняешь первый если кривоват, и потом привариваешь его ещё двумя.
-
2
-
-
@Vovka123, ещё раз повторюсь, и обращу твоё внимание на то, что ты говоришь о том же самом -- о недостаточной прочности. Но заметь, речь идёт о прочности, которую твой шов таки имел, и не малую, но недостаточную.
В наших сельхозмашинах металлы довольно толстые. Мы привариваем 18 мм к 12 мм, к 15 мм, но без разделки, ибо прочности швов там достаточно, и даже с двукратным запасом как минимум, а вот красоты швов нам как раз таки не хватает частенько, и я эти проблемы даже сюда выкладывал.
Вот так вот бывает.

Хотя вот такие места разумеется разделывать приходится иначе там шов совсем слабенький будет:

-
4
-
-
Не верно ни то ни другое.красивый шов не всегда прочный и правильно сварен и наоборот.Шов прочный всегда. Как бы он не был сварен, но красивый, ровный шов всегда имеет прочность. Вопрос только достаточно ли её. Если конструктор посчитал что прочности шва хватит без разделки, то не надо считать шов не прочным. А так зачастую и рассчитывают, ибо изготовление разделок это огромные трудозатраты. Куда умнее будет придумать конструкцию которая работает и так.
И наоборот, если шов правильно сварен, то он имеет единую ширину и единое усиление по всей длине, а также он имеет плавный переход к основному металлу по краям, и мелкую чешуйчатость. Как он может при всём при этом быть не красивым?
-
3
-
-
@Шурпет, надеюсь трудовой подвиг будет достойно награждён.
Достойной наградой считаю все бонусы кроме денег.
-
2
-
-
@Вад11, 25% удлинение характерно для проволоки с пределом прочности до 500 МПа. А в табличке как-то размыто это дано. Если там действительно 620 МПа при 25% удлинения, то это просто шикарно.
Для примера аристород 12.51 которым мы варим имеет 540 МПа при 25% в углекислоте, и 560 МПа на 26% в смеси. А вот 69-ый аристород уже 800 МПа на 19% в смеси.
-
а пока судя по всему качество на ахти.
Пойду кота поглажу...
-
6
-
-
А какой у вас был первый хелви?
Он не был, он есть, и немного используется:

-
А 69-ый аристород ещё легче ломается. Мы эти опыты тоже проводили.У меня Линкольн 71Т, шов вязкий, хрен сломаешь. А 09Г2С (12.50, 12.51) дает шов более хрупкий.Есть такой параметр, который называется относительное удлинение. Он обычно тем выше, чем ниже сопротивление на разрыв металла шва. Разумеется более мягкий металл более эластичен. А вот ударная вязкость, это совсем другая кухня. Я в этом параметре ещё не разобрался. Почитал, но ничего пока не понял, надо больше читать.
@ALEX47, когда вы будете изготавливать изделие стоимостью 1.200.000 р. которое надо ещё продать, тогда и поговорим о красоте швов. Там тиккурила двухкомпонентная наносится на её же грунтовку, и в комплекте к этой краске идёт маска за 15 тыр шоб дышать. Качество покраски в принципе как на новом авто, и вдруг швы кривоватые? Нет, никак не получится.
-
И прошу отнестись с пониманием.
Вот я об этом и хотел сказать. То есть даже у хелви вот такое бывает, правда у двух селко за год ничего не найдено, но повторюсь -- случай единичный, ибо у нас ещё плазморез от хелви -- никаких проблем. Машинка поработала на стройке довольно плотно, выпендривалась и отказывалась резать довольно жёстко, пока не обеспечили необходимые давления и проходные сечения на воздухе.
Глобул, подробнее можно? Что за аппарат, модель, серийник, фото и можно в личку!Можно. Постараюсь. Но давайте договоримся, что это ваша инициатива. Я не требую всё мне починить и исправить. Если вы просто донесёте это до производителя, уже хорошо.
-
100 мм это не швы, а музейные экспонаты.
не понял, что это значит.
От проволоки не зависит красота шва да и швы не для красоты!
У нас как раз приходится делать упор на красивые швы. Как бы ровно я не вёл горелку, порошковая проволока не даст настолько ровные края. То есть насчёт работы над собой -- цельной проволокой шов получается строгий -- ровные края, ровная поверхность, порошком получается ровный шов, и поверхность гладкая, но вот только не ровная. Так же как и поверхность, так и края не имеют как под линеечку отчерченной границы. Вот эти особенности и не пустят порошок на "лицевые швы", так же как и проволоку 1.6 мм, так же как и первый наш полуавтомат хелви. Не умеет он класть такие швы и всё.

-
3
-
-
Постигаю сварку порошковой проволокой. Нравиться.
Я тоже последнее время с ней играюсь -- ничо так -- пользовать в некоторых местах можно вполне. Но там где можно положить 100 мм ровного, нижнего, углового шва в удобном положении на толстенном металле, хочется чтоб шов был действительно ровным. А порошковая как то этого не даёт. Зато круглое по кругу обходить, это да. Варит медленнее, ровнее успеваешь чем цельной проволокой.
Пока игрался, понял что для твоих ковшей она действительно самое то. А у нас вот не очень.
-
@Георгий 11, фланцы варил?
Особенно крупные. Да и мелкие в принципе так же. Жаришь во фланец на большом токе, а труба сама приваривается, практически тянешь нижнее по фланцу вплотную к трубе, и получаешь отменный валик, и чудесную зону сплавления. Если толщины одинаковые, то там в принципе нижнее с некоторым наклоном электрода. А вот в горизонте техника начинает отличаться. Приходится немного больше уделять внимания верхней половине валика. Как в стыковом, так и в угловом варианте.
То есть швы в первую очередь отличаются техникой их выполнения. В нижнем углом назад, вертикал углом вперёд (снизу вверх). Остальные отличия вертикала и нижнего минимальны. Потолок в основном отличается мастерством, впрочем как и горизонт. Но вот уровень мастерства для стыкового потолочного требуется выше чем для углового -- в углу металл держится прекрасно.
(всё это без разделки)
@amigo, у меня рутилом получится то же самое что у вас. При всём моём опыте, если мне придётся варить рутилом такое, то я задеру ток и пойду в отрыв. Ещё и уклон постараюсь дать.










Будни сварщика с иллюстрациями, часть 3
в Фотогалерея
Опубликовано
Это стальные профилированные трубы.