

Точмаш 23
-
Постов
4 920 -
Зарегистрирован
-
Посещение
-
Победитель дней
286
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
7 часов назад, welderman сказал:
Просто надо помнить о том, что хорошее зрение-явление временное.
Я об этом догадываюсь.Дело в том,что в стоимость маски Спидглас включено много другого,помимо ее себестоимости. Хочешь сказать,что оголовье этой маски действительно стоит 8тыс.? или все остальные комплектующие,помимо светофильтра стоят таких денег на российском рынке? Китайцы выпускают определенный класс светофильтров,который соответствует санитарным нормам,тем же нормам ЕN и по приемлемой в России цене.Разумеется не самые дешевые типы масок.
-
 2
2
-
-
Довольно спорный вопрос. Я,допустим,последнее время предпочитаю пользоваться маской KeyGree,чем Спидглас,которая стоит 4-5тыс.
-
Головка Ваз 2112 . АЛ 35.Типичные дефекты наплавки без подогрева-водородная пористость,а также надо убирать наплывы,восстанавливая форму окна.
![IMG_20240208_114418[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/274647236_IMG_20240208_1144181.thumb.jpg.efcf97f59aff9f94a0356aa34bcdc4d2.jpg)
![IMG_20240208_114426[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/1425259240_IMG_20240208_1144261.thumb.jpg.399a4ee0bede19f101d1d2379677a61e.jpg)
-
 1
1
-
3
-
-
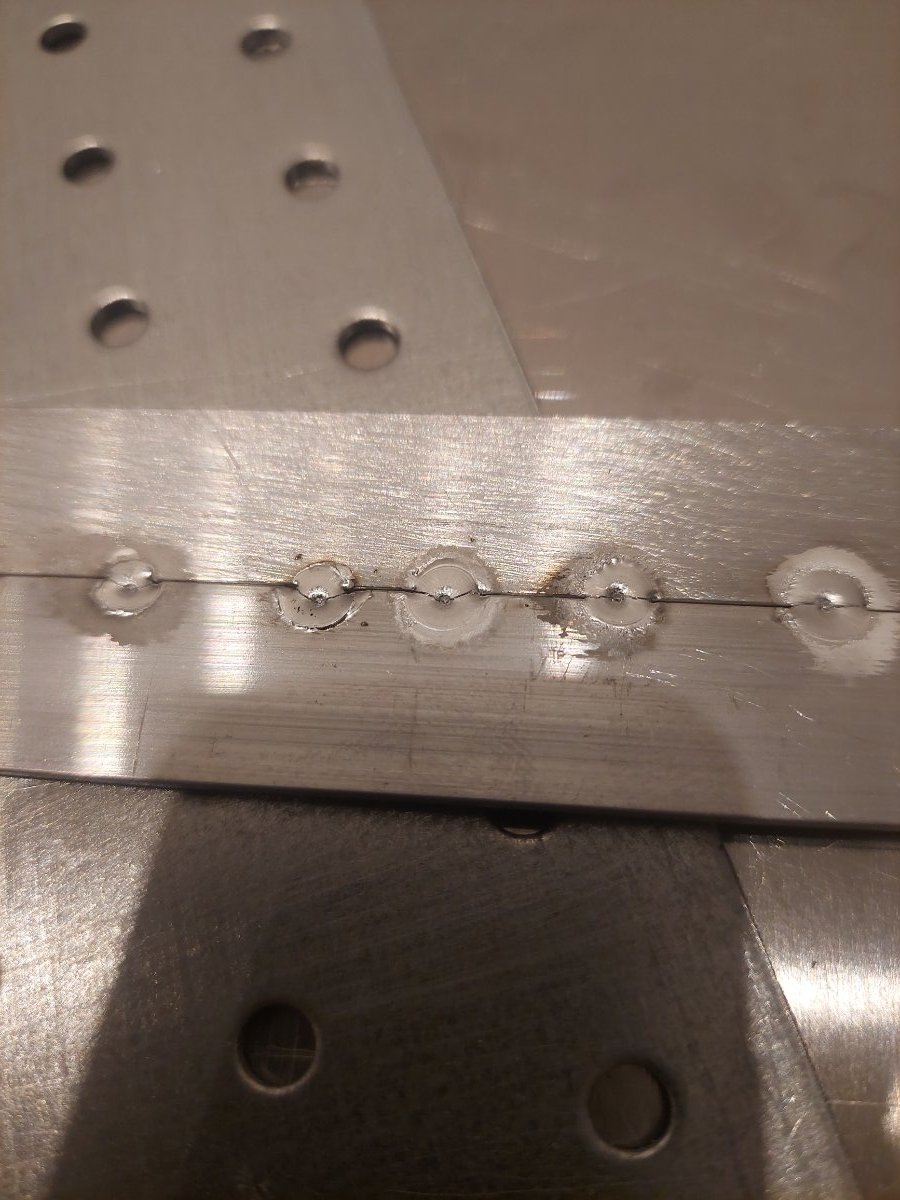
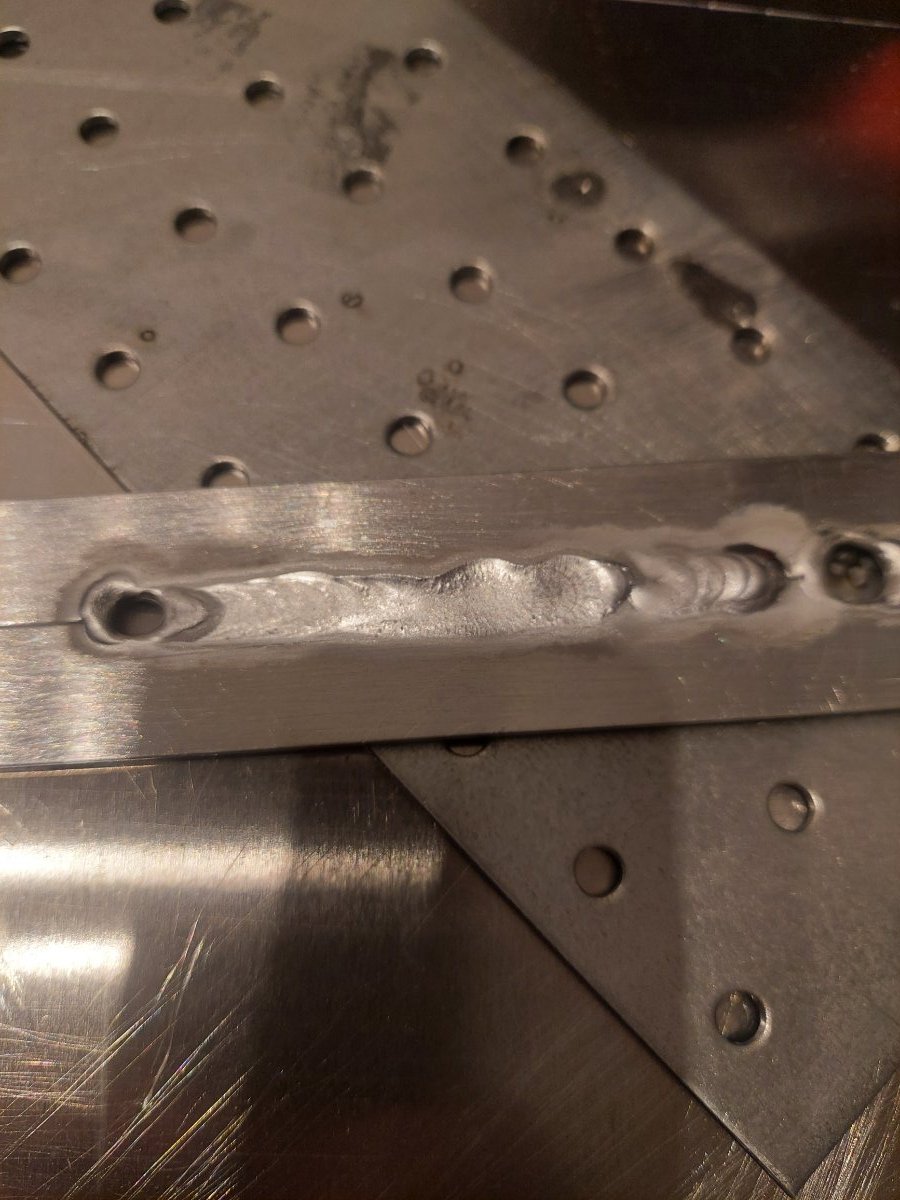
Алюминиевый капот Ауди 6. Надо восстановить уголок. Шаблон,небольшая вставка. 18а, 1,2мм 4043. Работа несложная,но какого-то времени потребует..
![IMG_20240207_174229[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/2003373766_IMG_20240207_1742291.thumb.jpg.8eb11c24b5f2b12ebbc3e782a657d80c.jpg)
![IMG_20240207_174349[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/937663708_IMG_20240207_1743491.thumb.jpg.66643fd4716b69d2b4a070b2f03d656e.jpg)
![IMG_20240207_175831[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/1665375095_IMG_20240207_1758311.thumb.jpg.e4c2c50147d9ee593130ac98972a3003.jpg)
![IMG_20240207_181458[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/1857305983_IMG_20240207_1814581.thumb.jpg.07154087a3c1713bdda4df10e44ac05d.jpg)
-
1
-
3
-
-
21 минуту назад, tehsvar сказал:
Сварог реал смарт миг 200, только (24002). Вполне хватит и такого. И как полуавтомат для себя хороший и на ММА работает неплохо.
У многих людей,которые занимаются кузовщиной, такой аппарат и в общем-то работает нормально. Тебе,конечно,статистика ремонта известна лучше,но,думается,что это вполне надежная машина и в выборе стоит на нем остановиться-в работе он проверен.
-
3
-
-
-
4 минуты назад, stalina сказал:
Иногда возникают ситуации, когда цена на сайте несколько отличается от итоговой стоимости товара.
Значит,укажите примерную вилку цен:покупателя надо сориентировать каким-то образом,чтобы он представлял приблизительную стоимость товара.
-
-
29 минут назад, welderman сказал:
Мануал краток-"регулировка времени действия полуволн".Как рассуждает пользователь ? Как правило, в режиме прямой логики: раз регулировка по минусу(DCEN -волна закрашена) значит увеличение "в плюс" по крутилке означает увеличение времени действия в пользу отрицательной полуволны, то есть к увеличению тепловложения в деталь и снижению( сужению) зоны/качества катодной очитски, то есть времени действия положительной полуволны(DCEP).
Как должен рассуждать пользователь? Проблема в сварке алюминия -это удаление оксидной пленки. Каким образом ее можно убрать из зоны сварки? Катодным распылением. Выясняем,что такое катодное распыление. Что первично в настройках АС? Хорошая очистка сварочной ванны. Это первично -все остальные параметры вторичны:не будет хорошей очистки,не будет качественной сварки. Глубина проплавления,ширина шва -вторичны и следуют за выполнением первого условия. Не трудно зажечь дугу на куске алюминия и экспериментально настроить приемлемый уровень баланса,не обращая внимание на то,что указано на панели аппарата.
-
1
-
-
-
17 часов назад, Uso сказал:
узлы проходят через аброзивноструйную очистку купершлаком и увозится на сварочный участок где-то подварить, где-то положить новый шов.
Столкнулись с такой проблемой. Сварщик кладет шов предварительно прочистив околошовную зону щеткой, и он начинает порится, после зачистки болгаркой такого нет. Есть подозрения что частицы купершлака вгрызаются в металл и во время сварки как то влияют.Бегло прочитал,подумалось,что речь идет об алюминиевых деталях. При обработки алюминия купершлаком,металл хорошо поддается пайки и сварке,то бишь очистка поверхности хорошая. В вашем случае,что отражено на снимках,это поверхностная очистка от слоя грязи,но не от окислов,краски и т.д. Что касается щетки по металлу,то возьмите кусок нержавеющей стали,зачистите его щеткой и поместите во влажную среду. Посмотрите на результат. Щеткой вы просто втираете всю грязь в поверхность,а не удаляете ее. А ваш случай,либо это будет использован хороший мощный пескоструйный аппарат с кварцевым песком ,либо абразивная зачистка,а не то безобразие,которое на снимках. Пористость в шве -это водород,это грязь,даже не окисные пленки. Фракцию песка надо подбирать под вашу задачу,а купершлак не для вас. Твердость частиц купершлака и кинетическая энергия частиц недостаточна для удаления загрязненного слоя.
-
1
-
1
-
-
В 29.01.2024 в 20:50, Nikonor сказал:
Продолжаю самообучаться.
Обратил внимание, что электрод стал плохо поджигаться. Начальный ток 30а. А потом, такое ощущение, что дуга идёт от всего электрода, а не от кончика, хотя кончик не тупой, вроде и шарик есть.
Вот, варил точками - сила тока 120-240 а. Длительность 0.5с. Видно, что треснула. Варил соседнюю - вроде норм. Толщина 1мм.
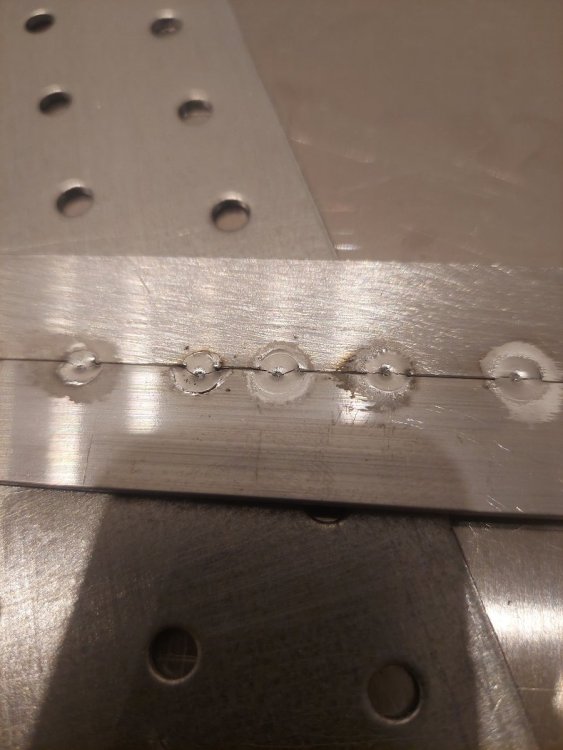
Далее - на фото ниже, толщина 1мм.,видно что скорость движения была быстрее, но это не помогло. Ток 45а. Баланс 30,частота 60.
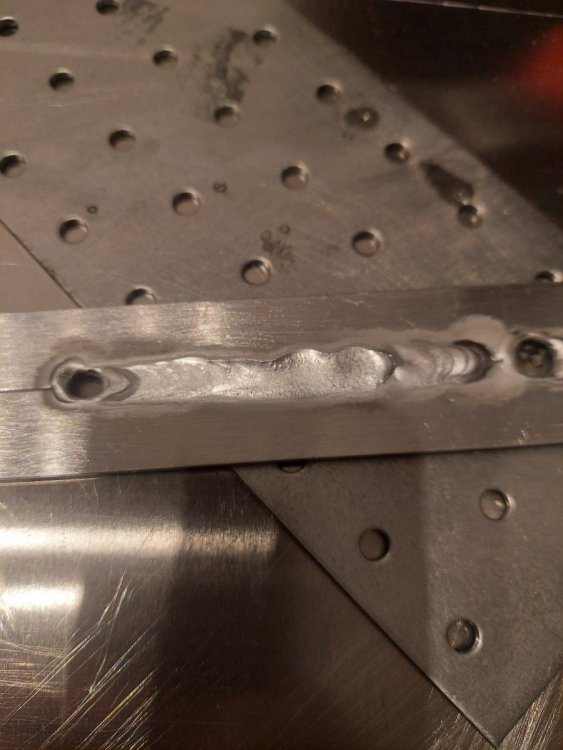
Следующее фото
Толщина 1 мм., ток 40а.

Далее, последнее фото толщина 2мм. Ток 60-65, баланс 35, частота 80.
Видно, что шов треснул., как этого избежать?
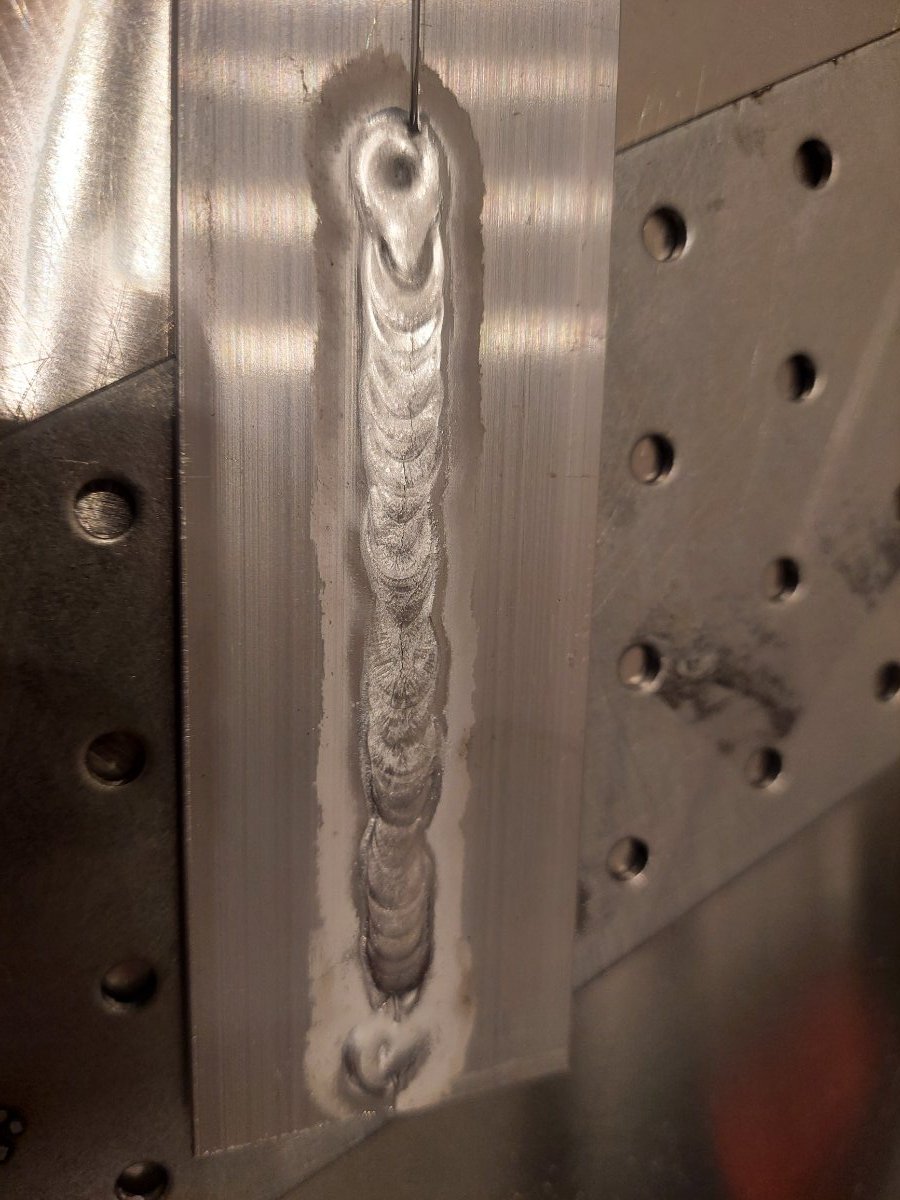
Посмотрите,это 13-я трубка. Толщина стенки 1,2мм. Ток 38а,150Гц,баланс 35,WZ8 -1.6,заточенный в конус,пр. 4043 1,6мм. У вас в одной руке горелка,где есть кнопка,т.е. после того,как вы отпустите кнопку,сработает функция -снижение тока.Манипулируя кнопкой вы можете снижать силу тока,тем самым снизить температуру св. ванны,а нажатием -увеличить температуру. В к другой руке у вас есть присадка,которой при ускоренной подачи вы также снизите температуру св.ванны и исключите прожег. Итак, присадка,кнопка и скорость сварки
![IMG_20240131_181900[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_01/1843799521_IMG_20240131_1819001.thumb.jpg.a6a03c981515d2f09ed47cc71463c17d.jpg)
![IMG_20240131_182315[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_01/1647372989_IMG_20240131_1823151.thumb.jpg.79686f7e63b8b40b692f8d50afb0d963.jpg)
-
3
-
2
-
-
Обработка купершлаком ничем не отличается от обработки кварцевым песком.
-
10 минут назад, Dolbayan сказал:
да я не сильно категоричен по отношению к данной организации
Это не вам,а welderman.Всегда обращай внимание на первый и главный вопрос -Кто будет отвечать в случае форс-мажора? ...это нефтехимия, а не заборостроение. Когда будет получен ответ на этот вопрос,то будет понятен алгоритм действий.
-
1
-
-
19 минут назад, welderman сказал:
Жалко мне Вас.Потому как: если Вы будете упорствовать в своём нежелании расстаться с энной суммой денежных знаков, сроки вашей аттестации будут сдвигаться в неопределённую туманную даль.
Смените соединение, где в ГОСТ есть способ сварки РАД.
Не будь столь категоричен в отношении НАКС -в каком бы состоянии не находилась эта организация,но это , по сути, единственная заслонка полному техническому беспределу ,кой процветает сейчас пышным цветом...это констатация факта,а не голос в защиту конторы. Обрати внимание -нефтехимия?
-
1
-
-
15 минут назад, Dolbayan сказал:
в НАКСе попросили принести тех инструкцию,что мы данное соединение можем сваривать РАД и в примечаниях ссылаться на этот документ
Чем вы занимаетесь? ..строительством атомных станций,подводными лодками, сантехникой?
-
В.П. Сидоров, Д.Э. Советкин, Г.М. Короткова Тольяттинский государственный университет, Тольятти, Россия О ДОПУСТИМЫХ ТОКАХ НА ВОЛЬФРАМОВЫЙ ЭЛЕКТРОД ДУГИ С РАЗНОПОЛЯРНЫМИ ИМПУЛЬСАМИ ТОКА
О ДОПУСТИМЫХ ТОКАХ НА ВОЛЬФРАМОВЫЙ ЭЛЕКТРОД ДУГИ С РАЗНОПОЛЯРНЫМИ ИМПУЛЬСАМИ ТОКАfile.pdf
-
2
-
-
-
23 минуты назад, Luza сказал:
А вот к производителям такой продукции вопросы есть.
Допустимые токи на электрод в дуге с РПИ резко уменьшаются при увеличении доли обратной полярности свыше 30 %, однако такой баланс обеспечивает качественное разрушение окисной пленки при сварке алюминиевых сплавов.
-
1
-
-
Было уже,но стоит повторить- Зачем в вольфрамовые электроды добавляются редкоземельные металлы -лантан (La),церий (Ce),иттрий (Y) , а также торий(Th)
W-дуги могут быть с катодным пятном и без катодного пятна или нормальные дуги. Нормальная дуга всегда может быть получена на электроде из чистого вольфрама. Получению пятна на катоде способствует введение в вольфрам добавки тория или лантана до 1-2% -лучший теплоотвод ,меньший вылет электрода и более острая заточка электрода. Поверхность торированного или лантанированного вольфрама ,имеющего по сравнению с чистым вольфрамом пониженную температуру,практически не оплавляется в широком диапазоне токов. Ее коническая вершина сохраняется и обеспечивает сжатие дуги у катода. Это касается сварки DC.
Токовая нагрузка на электрод-
Допустимые токи на электрод в дуге с РПИ резко уменьшаются при увеличении доли обратной полярности свыше 30 %, однако такой баланс обеспечивает качественное разрушение окисной пленки при сварке алюминиевых сплавов.
-
4
-
-
-
38 минут назад, Luza сказал:
Изготовлено из профильных труб. Видимо заклеить оригинал не получается.
И какая же будет рассеиваемая тепловая мощность данной конструкции? Егор,хренью занимаетесь,откровенно говоря.
-
1
-
-
В процессе сварки на переменном токе неплавящимся эл. полярность меняется 50 раз в сек.,т.е. деталь становиться поочередно,то анодом,то катодом,это же касается электрода. При малой мощности доля энергии дуги, порядка 40% может выделяться на катоде,а 20-30% на аноде.В это время катод холодный и на эмиссию нужно затратить значительную мощность источника.С увеличением тока,доля катодного тепла уменьшается до 25%,а доля анодного пятна достигает 85%. Для чего нужен баланс? Регулируя его мы определяем время нахождения того же вольфрамового электрода в качестве катода,так и анода. Чем меньшее время он будет анодом,то тем меньше будет испытывать тепловую нагрузку -это будет отражаться на диаметре шарика.Но увеличивая "катодное " время электрода,мы будем улучшать катодную очистку,т.е. эмиссия увеличивается и оксидная пленка на алюминиевой детали разрушается интенсивнее,что в свою очередь приводит к перегреву электрода. Деталь во время анодной поляризации будет разогреваться тем сильнее,чем длительней этот период. Следовательно,температура ванны повышается и проплавление увеличивается. Регулировкой баланса полярности можно найти оптимальный режим сварки,то есть,либо вы будете стремится улучшить катодную очистку,то будет перегревать электрода,тепловложение в деталь уменьшится и проплавление будет небольшое,при уменьшении токовой нагрузки на электрод,очистка ухудшается,а тепловложение в деталь увеличивается.
-
4
-
1
-
-
2 минуты назад, copich сказал:
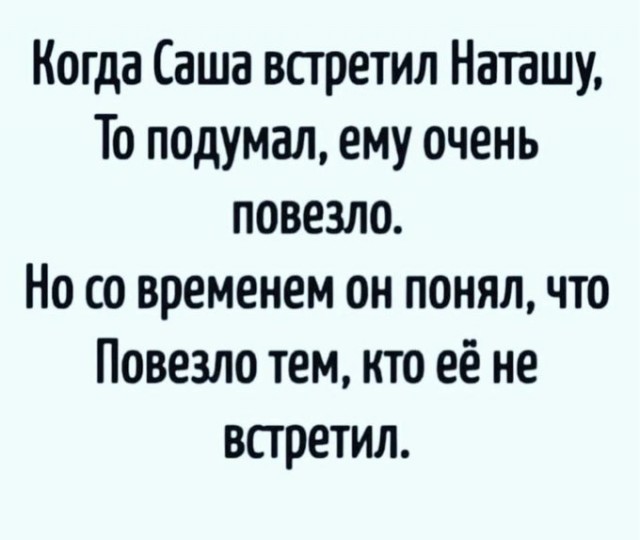
А после они взяли и обмотали образцы, до сварки, скотчем и очень так уверенно. Как мы не пытались, но такое отмыть не реально, надо травить. На что и было сказано свое ФИ. Но в итоге, рентген показал брак, ожидаемо. Клиент этого не понял... мол брак сварки и технологии. А у кого все правильно было подготовлено, то и результат получился ожидаемо правильный....
Здесь не только глаза откроются,но и челюсть отвиснет. Какое может быть травление,если клеевй слой будет препятствовать контакту жидкости с поверхностью металла? Думаете там чем-то или нет? Соответствующим растворителем надо смывать клей или производить механическую зачистку поверхности.
![IMG_20240208_114418[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/322313807_IMG_20240208_1144181.jpg.93dfbfdba851d3462d770dad7f9e0638.jpg)
![IMG_20240208_114426[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/1507972111_IMG_20240208_1144261.jpg.60ce8844e009177513bd9d64c55b8dd4.jpg)
![IMG_20240207_174229[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/25667367_IMG_20240207_1742291.jpg.6a20da2870e46f59823cc0df06a4405b.jpg)
![IMG_20240207_174349[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/298525646_IMG_20240207_1743491.jpg.79c02b19526c05a37fa74a8992e93526.jpg)
![IMG_20240207_175831[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/105378890_IMG_20240207_1758311.jpg.b2b55806a83ec4fae4f2e3604ed886dd.jpg)
![IMG_20240207_181458[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/680885767_IMG_20240207_1814581.jpg.4aeb6ab28dff151c9099093439e6d3ab.jpg)





![IMG_20240131_181900[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_01/364205188_IMG_20240131_1819001.jpg.7820343c484990c062afb29ed916add4.jpg)
![IMG_20240131_182315[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_01/1904190717_IMG_20240131_1823151.jpg.3db221af2312ac1df83f14a277e0de63.jpg)

Сварка алюминиевых радиаторов
в Аргонодуговая сварка — TIG
Опубликовано
Месяц назад уже был этот масляный радиатор.Безусловно,не надо идти на уступки-техника стоит,надо что-то сделать быстро и т.д. и т.п. Месяц он проработал,но поры сделали свое дело. В чем здесь проблема? Он сделан так,что трубная доска практически не имеет "юбки" и небольшое смещение заводского шва привело к образованию трещины.Даже при вымытом радиаторе масло удалить сложно,соответственно и сварка проходит сложно. Ванна на токе 150а подходит к основаниям трубок. ..и заводской шов.