

Точмаш 23
-
Постов
4 880 -
Зарегистрирован
-
Посещение
-
Победитель дней
277
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
Сварочные напряжения и деформации1. Причины возникновения напряжений и образования деформаций
Основные понятия. Напряжением называется внутренняя сила, приходящаяся на единицу площади поперечного сечения тела. Изменение формы и размеров твердого тела под влиянием внешней или внутренней силы называется деформацией. Если форма и размеры восстанавливаются после прекращения действия силы, деформация является упругой. Если тело не принимает первоначальную форму, значит, деформация остаточная, или пластическая. Величина деформации определяется приложенным усилием. Чем оно больше, тем значительнее вызываемая им деформация. О величине усилия судят по напряжению, вызываемому данным усилием в теле. Таким образом, между напряжением и вызываемой им деформацией существует прямая зависимость.
Различают напряжения трех родов. Напряжения первого рода действуют и уравновешиваются в объемах, соизмеримых с размерами конструкции или ее отдельных элементов. Сварочные напряжения второго и третьего родов действуют и уравновешиваются в пределах микрообъемов и отдельных зерен металла.
В зависимости от направления действия в пространстве различают:
- линейные (одноосные) сварочные напряжения – действующие только по одной оси;
- плоскостные (двухосные) – действующие в двух взаимно-перпендикулярных направлениях;
- объемные (трехосные) – действующие в трех взаимно-перпендикулярных направлениях.
Различают рабочие и допускаемые напряжения. Допускаемые напряжения определяют максимальные уровни нагрузок, которые может выдержать изделие (предел прочности, предел текучести, предел усталости и т.п.). Если рабочие напряжения в сварных конструкциях меньше допускаемых, то возможна их деформация, а если больше допускаемых, то происходит их разрушение.
Влияние температуры. Изменение температуры детали при сварке приводит к изменению ее размеров. При неравномерном нагреве металл на участках с высокой температурой не может свободно расширяться из-за сопротивления соседних более холодных участков, что вызывает появление внутренних напряжений и приводит к деформациям и перемещениям отдельных элементов сварных конструкций.
Напряжения и деформации, возникающие от неравномерного нагревания и охлаждения материала, называются тепловыми или термическими. Расширение металла зависит от температуры его нагревания и коэффициента линейного расширения – величины, на которую удлиняется металлический стержень длиной 1 м при нагревании его на 1 °С. Чем больше коэффициент термического линейного расширения и выше температура, тем большую деформацию будет испытывать металл при нагревании и охлаждении.
Если закрепить концы стержня так, что он не сможет свободно удлиняться или укорачиваться, то термические деформации стержня вызовут в нем термические напряжения. Чем большую нагрузку испытывает закрепленный стержень, тем больше его деформация и тем выше возникающие в нем напряжения. На величину деформаций при сварке влияет теплопроводность металла. Чем она выше, тем деформация меньше. Так, например, при сварке нержавеющей стали, обладающей меньшей теплопроводностью и большим коэффициентом термического линейного расширения, чем малоуглеродистая сталь, деформации больше. Алюминий же, имеющий более высокий коэффициент термического линейного расширения, но значительно лучше проводящий теплоту, чем низкоуглеродистая сталь, при сварке меньше деформируется по сравнению с малоуглеродистой сталью.
Термические напряжения, которые возникают в металле без действия внешних усилий, называются собственными. Наибольшее значение имеют те напряжения, которые возникают во время охлаждения изделия. Если они действуют только вдоль шва, это не сказывается на прочности сварного соединения. Более опасны напряжения, действующие перпендикулярно к оси шва (поперечные), так как они могут вызвать появление трещин в шве и зоне термического влияния.
По продолжительности существования собственные напряжения бывают временные, которые существуют только во время сварки, и остаточные, сохраняющиеся устойчиво в течение длительного периода после сварки.
Величина и характер остаточных деформаций в значительной мере зависят от толщины и механических свойств основного материала, режимов сварки, формы сварных швов, последовательности их выполнения и конструкции свариваемых деталей.
Местные деформации возникают в отдельных участках конструкции. Деформации, в результате которых изменяются геометрические размеры всей конструкции, называют общими.
Распределение остаточных напряжений в сварных соединениях весьма разнообразно и трудно поддается регламентации и четкой классификации. Более или менее стабильный характер имеют остаточные собственные напряжения вдоль швов, в первую очередь стыковых (рис. 1). Для большинства сплавов в сварном шве величина наиболее опасных растягивающих остаточных напряжений достигает значения предела текучести и иногда превышает его.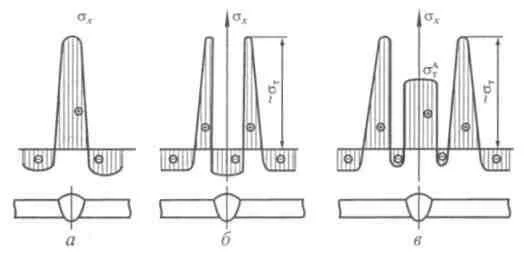 Рис.1Рис. 1. Распределение остаточных собственных напряжений вдоль шва в поперечном сечении сварных соединений: а – низкоуглеродистая сталь, титановые сплавы;
Рис.1Рис. 1. Распределение остаточных собственных напряжений вдоль шва в поперечном сечении сварных соединений: а – низкоуглеродистая сталь, титановые сплавы;
б – среднелегированная сталь;
в – среднелегированная сталь со швом, выполненным аустенитными (из коррозионно-стойкой стали) электродами,
σт – предел текучести свариваемого материала, σтА – предел текучести аустенитной стали;
Å – растяжение;
Q – сжатиеПричиной появления остаточных напряжений может служить разница в удельных объемах структур определенных участков сварного соединения. Эти напряжения носят название структурных остаточных напряжений. Они в большинстве случаев появляются совместно с температурными напряжениями. Например, при остывании легированных сталей образование мартенсита связано с резким увеличением объема. Так как здесь объемные деформации происходят при низких температурах, когда металл находится в упругом состоянии, то структурные превращения приводят к образованию остаточных напряжений.
Деформации конструкций, вызванные сваркой, разделяют на общие, характерные для сварной конструкции в целом, и местные, которые образуются в пределах одной или нескольких деталей, или на части одной из деталей конструкции. Наблюдаемые в сварных конструкциях общие и местные деформации вызываются необратимыми усадочными явлениями и пластическими деформациями, сопутствующими тепловому воздействию сварочной дуги, а также возникающими сварочными напряжениями. Деформации зависят от способа сварки, геометрических характеристик сечения, расположения соединения в конструкции, техники выполнения сварных соединений.
Различают деформации продольные и поперечные, изгиба, скручивания, потери устойчивости.
Причины возникновения деформаций. Основные причины деформаций: неравномерный нагрев металла; литейная усадка расплавленного металла; изменения в структуре металла.
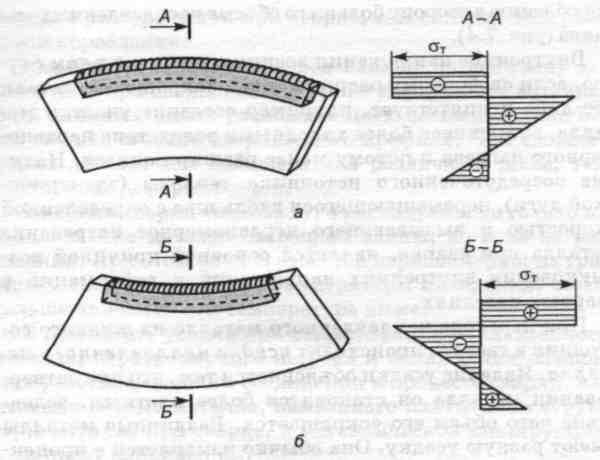 Рис. 2. Неравномерный нагрев металлаПри наплавке валика на кромку полосы валик и нагретая часть полосы расширяются и растягивают холодную часть полосы, создавая в ней растяжение с изгибом (рис. 2, а). Сам же валик и нагретая часть полосы будут сжаты, поскольку их тепловому расширению препятствует холодная часть полосы. Полоса прогнется выпуклостью вверх.
Рис. 2. Неравномерный нагрев металлаПри наплавке валика на кромку полосы валик и нагретая часть полосы расширяются и растягивают холодную часть полосы, создавая в ней растяжение с изгибом (рис. 2, а). Сам же валик и нагретая часть полосы будут сжаты, поскольку их тепловому расширению препятствует холодная часть полосы. Полоса прогнется выпуклостью вверх.
При остывании (рис. 2, б) валик и нагретая часть полосы, претерпев пластические деформации, будут укорачиваться, но этому снова воспрепятствуют слои холодного металла. Валик и нагретая часть полосы будут стягивать верхние волокна, и полоса прогнется выпуклостью вниз.
sт – напряжение текучести;
Å – растяжение;
Θ – сжатиеЛитейная усадка расплавленного металла. При остывании металл становится более плотным, его объем уменьшается, и в сварном соединении возникают внутренние напряжения (рис. 3). Из-за продольных напряжений изделие коробится в продольном направлении (рис. 4), а поперечные приводят, как правило, к угловым деформациям - короблению в сторону большего объема расплавленного металла (рис. 5).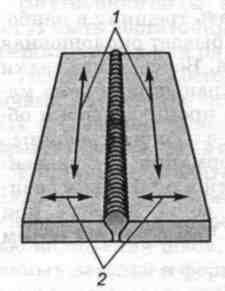
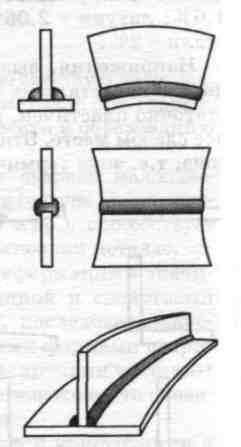
 Рис. 3. Литейная усадка наплавленного металла:
Рис. 3. Литейная усадка наплавленного металла:
1 – продольные напряжения; 2 – поперечные напряжения
Рис. 4. Деформация от продольной усадки
Рис. 5. Деформация от поперечной усадки: а – до сварки; б – после сварки
Внутренние напряжения возникают только в том случае, если свободному расширению и сокращению детали что-либо препятствует, например соседние участки металла, оставшиеся более холодными вследствие неравномерного нагрева и потому менее расширившиеся. Наличие сосредоточенного источника теплоты (электрической дуги), перемещающегося вдоль шва с определенной скоростью и вызывающего неравномерное нагревание металла при сварке, является основной причиной возникновения внутренних напряжений и деформаций в сварных изделиях.
При переходе наплавленного металла из жидкого состояния в твердое происходит усадка наплавленного металла. Явление усадки объясняется тем, что при затвердевании металла он становится более плотным, вследствие чего объем его сокращается. Различные металлы имеют разную усадку. Она обычно измеряется в процентах от первоначального линейного размера образца или детали. Так, усадка алюминия 1,7-1,8% ; бронзы – 1,45-1,6%; латуни – 2,06%; меди – 2,1%; малоуглеродистой стали – 2%.
Напряжения, вызванные усадкой, возрастают до тех пор, пока металл не начнет вытягиваться. Если он недостаточно пластичен, деталь может дать трещину в наиболее слабом месте. Этим местом часто бывает зона термического влияния. Вследствие усадки или сокращения объема металла в процессе сварки образуются горячие трещины. Деформация и связанные с ней напряжения зависят от зоны нагрева при сварке. Чем больший объем металла разогревается при сварке, тем сильнее деформации и коробления.
Размеры и положения швов влияют на величину деформации при сварке. Наибольшие деформации возникают в длинных швах, расположенных несимметрично относительно сечения свариваемого профиля. Чем сложнее форма детали, чем больше в ней различных швов, тем сильнее она деформируется.
Во время сварки теплота дуги расходуется не только на расплавление металла сварочной ванны, но и на нагрев изделия. При этом оно нагревается неравномерно: на границе с ванной — почти до температуры плавления, а чем дальше от ванны, тем температура ниже.
В результате усадки при затвердевании наплавленного металла, неравномерного нагрева и охлаждения различных участков сварного соединения в процессе сварки, изменения объема металла, вызванного изменением структуры металла при сварке, в металлической конструкции возникают напряжения.
Напряжения в сварных соединениях.
Напряжение σ определяется по формуле:
σ = P/F, Па,
где Р – нагрузка;
F – площадь, на которую действует нагрузка.
Внутренние силы, возникающие в металле при сварке, могут быть достаточными, чтобы привести к образованию трещин в швах или рядом с ними.
Напряженное состояние, вызванное сваркой малопластичных материалов, склонных к закалке (чугуна, легированных сталей, инструментальных сталей и др.), способствует образованию трещин в сварном шве и в основном металле.
Величина и характер остаточных деформаций в значительной степени определяются толщиной и свойствами основного металла, режимом сварки, последовательностью наложения швов, конструктивными формами свариваемых деталей и формой шва. При увеличении толщины свариваемого металла деформации снижаются, что связано с большей жесткостью конструкции.
Изменение размеров и формы сварной конструкции в некоторых случаях снижает ее работоспособность и портит внешний вид. При разработке технологии сборки и сварки конструкции учитывают необходимость снижения остаточных деформаций до величины, при которой они не отражаются на работоспособности и внешнем виде конструкции и не затрудняют сборку отдельных элементов.
2. Предотвращение напряжений и деформаций
Жесткое закрепление деталей. Эффективной мерой снижения сварочных остаточных деформаций является сварка деталей и узлов, закрепленных в приспособлениях. Однако при этом сильно возрастают сварочные напряжения. После того как сварной узел освобождают от приспособления, в котором он был закреплен, появляются деформации от усадки швов. Уменьшение деформаций при сварке в закрепленном состоянии объясняется тем, что при нагреве до высоких температур происходит пластическая деформация. Этот способ применяют для конструкций, изготовленных из вязких материалов, не склонных к образованию трещин.
Создание обратных деформаций. Часто заготовку подвергают дополнительной обратной деформации. Обратная деформация свариваемых элементов может выполняться по схемам, показанным на рис. 6. Метод предварительного изгиба свариваемых деталей используют для предотвращения угловых деформаций.
Листы небольшой ширины располагают, предварительно выгибая в сторону, обратную ожидаемой деформации. Листы большой ширины можно укладывать с предварительным изгибом свариваемых кромок.
Для устранения деформаций тавровых и двутавровых балок используют приспособления, которые изгибают балку в сторону, обратную ожидаемой деформации (см. рис. 6, а).
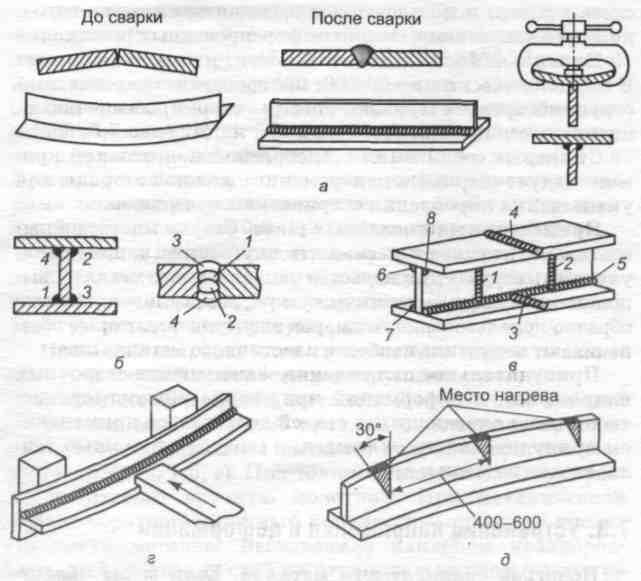 Рис. 6. Методы борьбы с деформациямиМетоды борьбы с деформациями:
Рис. 6. Методы борьбы с деформациямиМетоды борьбы с деформациями:
а – сборка деталей с учетом возможных деформаций;
б – рациональная последовательность наложения швов;
в – уравновешивание деформаций;
г – механическая правка;
д – термическая правка
Снижение массы наплавленного металла. В сварных конструкциях это достигается правильным конструированием изделия, сокращением количества и размеров сварных швов, уменьшением сечения швов за счет изменения угла скоса кромок, использованием технологии сварки с глубоким проплавлением и сварки на форсированных режимах.
Правильная последовательность наложения швов. В технологических процессах производства сварных конструкций предусматривают способы сварки, обеспечивающие получение минимальных деформаций (см. рис. 6, б, в). Стыковые соединения с Х-образной подготовкой кромок следует сваривать попеременно с каждой стороны для уменьшения коробления свариваемых элементов.
Применение многослойных швов. Сварка многослойными швами позволяет уменьшить внутренние напряжения, улучшить структуру и качество наплавленного металла, выполнить послойную термическую обработку швов. Целесообразно использование тех марок электродов, которые обеспечивают получение наиболее пластичного металла шва.
Принудительное охлаждение. Уменьшение сварочных напряжений и деформаций при сварке низкоуглеродистых и не закаливающихся сталей достигается применением принудительного охлаждения (водой, с помощью теплоотводов из меди и др.).
3. Устранение напряжений и деформаций
Методы борьбы со сварочными деформациями. При выполнении сварочных работ невозможно полностью избежать остаточных деформаций свариваемых изделий – можно лишь свести их к некоторой минимальной величине. Закрепление свариваемых деталей в приспособлениях помогает уменьшить деформации, но в то же время в деталях возникают дополнительные напряжения, которые могут привести к появлению трещин.
Методы борьбы со сварочными деформациями можно разделить на конструктивные и технологические.
К конструктивным методам относят:
▫ уменьшение количества вводимой при сварке теплоты в изделие за счет уменьшения количества сварных швов и объема наплавленного металла;
▫ симметричное расположение сварных швов для уравновешивания деформаций;
▫ симметричное расположение ребер жесткости в конструкции; уменьшение использования накладок и косынок; применение стыковых соединений вместо других, где это возможно.
Технологические методы борьбы со сварочными деформациями включают в себя следующие способы:
▫ рациональную технологию сборки и сварки изделия; жесткое закрепление свариваемых деталей; предварительный или сопутствующий подогрев изделия; проковку металла швов и околошовной зоны;
▫ механическую или термическую правку деталей и конструкций после сварки;
▫ термическую обработку.
▫ правильный выбор вида (способа) сварки и последовательности наложения швов. На величину деформаций влияют количество и размеры прихваток при сборке изделия под сварку (иногда изделие предварительно даже изгибают в сторону, обратную по отношению к изгибу, вызываемому сваркой).
Несмотря на принимаемые меры, часто сварные конструкции приходится править после сварки. Обычно производят механическую или термическую правку.
Подогрев свариваемого металла. Если меры предотвращения образования сварочных напряжений и деформаций оказываются недостаточными, появляется необходимость в устранении (снятии) возникших напряжений и деформаций. Для частичного или полного устранения внутренних напряжений применяют предварительный подогрев металла перед сваркой, термическую обработку швов и околошовной зоны после окончания сварочных работ, иногда полную термическую обработку изделия. Предварительный или сопутствующий подогрев изделия снижает перепад температур в зонах сварных соединений, что приводит к уменьшению остаточных напряжений и деформаций.
Местный предварительный подогрев для уменьшения сварочных напряжений и деформаций используют при сварке сталей, чугуна, алюминиевых сплавов, бронзы. При этом алюминий подогревают до 300 °С, бронзу – до 400, сталь – до 400-600, чугун – до 500-800 °С.
Проковка швов. Сварочные напряжения можно снять почти полностью, если в шве и околошовной зоне создать дополнительные пластические деформации, что достигается проковкой швов. Проковка швов создает местную пластическую деформацию удлинения, обратную деформации укорочения при сварке, вследствие чего изделие может приобретать первоначальную форму и размеры.
Послойная проковка швов применяется при сварке металлов больших толщин и специальных жаропрочных сталей. Ее производят при остывания сварного шва (температура 450 °С и выше либо 150 °С и ниже). В интервале температур 400-300 °С в связи с пониженной пластичностью металла при его проковке возможно образование надрывов. Специального нагрева сварного соединения для выполнения проковки, как правило, не требуется. Проковку выполняют после наложения каждого слоя частыми легкими ударами пневматического зубила или вручную молотком массой 0,6- 1,2 кг с закругленным бойком.
Частота и интенсивность проковки зависят от толщины металла, состава стали, температуры нагрева, при которой ведется сварка, и ряда других факторов. Проковку ведут до сглаживания рисунка шва.
Проковка сварного шва способствует также повышению усталостной прочности конструкции.
Механическая правка металла. При механической правке свариваемым деталям придают новые деформации, снижающие первоначальные, возникшие в результате сварки. Деформацию деталей устраняют механической правкой с помощью прессов, домкратов, правильных вальцов, ударных приспособлений и др. (см. рис. 6, г). При толщине металла до 3 мм правку производят вручную молотком. При механической правке образуется местный наклеп, повышающий предел текучести металла. Вызываемая наклепом неоднородность механических свойств отрицательно сказывается на статической прочности конструкции и при эксплуатации ее под переменными нагрузками.
Термическая правка металла. Различные деформации, возникающие после сварки, исправляют термической правкой (см. рис. 6, д). Термическая правка производится путем воздействия местного источника теплоты на деформируемый участок. Она широко используется, так как проста, удобна, дешева, позволяет исправлять общие и местные деформации. Термической правке можно подвергать металлы, обладающие достаточной пластичностью и не меняющие своих свойств в интервалах температур правки.
При термической правке выполняют местный нагрев деталей газовым пламенем или наплавкой валика. Местный нагрев расширяет металл, а соседние более холодные участки оказывают сопротивление расширению, в результате чего в горячем металле возникают напряжения сжатия. После охлаждения нагретого участка его размеры уменьшаются во всех направлениях, что приводит к уменьшению или полному исчезновению деформаций.
При правке деформированную поверхность нагревают до 750-850 °С со стороны выпуклой части. Нагретый участок стремится расшириться, однако окружающий его холодный металл ограничивает эту возможность, в результате чего возникают пластические деформации сжатия. В зависимости от величины деформации нагрев производят несколько раз, начиная с максимальной точки прогиба и постепенно переходя к краю исправляемого участка. После охлаждения линейные размеры нагретого участка уменьшаются, что приводит к снижению или полному устранению деформаций.
В случае деформации тонкого листа, приваренного к массивной раме, правку можно осуществлять путем нагрева металла в симметрично расположенных точках с выпуклой стороны листа. Нагрев следует начинать от центра выпуклости.
Деформации в листовых конструкциях успешно устраняются с помощью местного нагрева с одновременной правкой металлическим или деревянным молотком.
Термическая правка широко используется на производстве, поскольку она проста, удобна, дешева и позволяет исправлять как общие, так и местные деформации. Однако подвергать термической правке можно конструкции из металлов, которые обладают достаточно высокой пластичностью. Кроме того, при термической правке, протекающей с нагревом и охлаждением, металл детали в зоне правки пластически деформируется дважды, что может привести к ухудшению его механических свойств.
Термическая обработка сварных соединений. Термическую обработку применяют для снятия сварочных напряжений и улучшения структуры. Используют следующие основные виды термической обработки: высокий отпуск, нормализацию, аустенизацию.
Наиболее часто применяют высокий отпуск (нагрев до 650 °С, выдержка до 3 мин на каждый миллиметр толщины, медленное охлаждение на воздухе). Режим охлаждения в основном зависит от химического состава стали. Чем больше содержание элементов, способствующих закалке, тем меньше должна быть скорость охлаждения.
Отпуск после сварки, обычно применяемый для выравнивания структуры шва и зоны термического влияния, также снижает внутренние напряжения. Отпуск может быть общим, когда нагревается все изделие, и местным, когда нагревается лишь зона сварного соединения. Преимущество общего отпуска состоит в том, что снижение напряжений происходит во всей сварной конструкции независимо от ее сложности. Технологическая операция отпуска состоит из четырех стадий: нагрев; выравнивание температуры по длине и сечению изделия; выдержка при температуре отпуска; охлаждение.
Нормализацию применяют главным образом для сварных соединений труб из легированной стали диаметром до 100 мм и небольшой толщины. Она заключается в нагреве изделия до более высокой температуры, чем при высоком отпуске (для низколегированных сталей 900-950 °С), выдержке в течение нескольких минут и охлаждении на воздухе.
Аустенизацию применяют для получения в сварных соединениях из хромоникелевых нержавеющих сталей однородной структуры аустенита, улучшения механических свойств (пластичности) и снижения сварочных остаточных напряжений (на 70-80%).
После окончания термообработки проверяют ее качество путем измерения твердости наружной поверхности сварных соединений или контрольных соединений и образцов, вырезанных из конструкции.-
 4
4
-
-
14 часов назад, novo сказал:
Аммиак, нашатырь, нашатырный спирт, как мы называем 10% раствор аммиака в воде, вступает в реакцию с кислородом, образуя озот, который не вступает ни с чем в реакцию и не горит, как и все инертные газы. Почему этот приём не использовался раньше - мне лично не понятно.
Информация к размышлению. Природный газ,в который добавлен для запаха этилмеркоптан,ощущается человеком при его концентрации 1%. Взрывоопасным смесь воздуха и газа становиться при концентрации газа от 5до 15%. Попадете в предел 5-15 взлетите на воздух,не попадете ваше счастье. Ваш нашатырный спирт -это русская рулетка...экспериментируйте,только чтобы вокруг вас поблизости никого не было,даже котов и собак.
-
-
-
10 минут назад, BUTCHER сказал:
А Вы пройдите. посмотрите. Тут уже и я готов его самого научить сваривать и кстати под любой контроль-(ВИК, УЗД, Рентген...) Но только не за 2500р час, как у этого научителя, а за 3000р. И по телефону так же могу его проконсультировать не за 1000р, а за 2000р...)
Свой предыдущий пост удалил, как ненужный,но в принципе привязка понятна.Возможно,вы и правы:слишком много учителей появилось в интернете -не смотрю и не читаю,просто не интересно. А замечание по категориям св. соединений -это о сварке в общем. На форуме достаточно много людей,которые не имеют о категориях никакого представления.
-
 1
1
-
2
-
-
9 часов назад, BUTCHER сказал:
Фото швов в студию. В большинстве случаев, стаж ничего не значит...
Стаж мало о чем говорит,впрочем,как и форма св.шва не определяет его эксплуатационных свойств. Это не тот случай,когда форма определяет содержание.
ГОСТ 23118— 20124.10.6В зависимости от конструктивного оформления, условий эксплуатации и степени ответственности швы сварных соединений подразделяют на категории I, II, III, которые определяют высокий, средний инизкий уровни качества. Характеристики категорий и уровней качества приведены в таблице 1 и приложении А....и дальше по тексту- Категории и уровни качества св. соединений- категория 3 -низкая -9 Поперечные стыковые швы, воспринимающие сжимающие напряжения.10 Продольные стыковые швы и связующие угловые швы в сжатых элементах конструкций.III — низкий11 Стыковые и угловые швы, прикрепляющие фасонки к сжатым элементам конструкций.12 Стыковые и угловые швы во вспомогательных элементах конструкций (конструкции 4-й группы)-
1
-
2
-
-
-
-
-
1 час назад, BUTCHER сказал:
вырезаю, а не переплавляю
Безусловно,вырезать все надо,иначе нельзя,а на снимке -показать причину образования трещин.Переплав иногда нужен,чтобы нащупать концы трещины,когда она после предыдущей сварки зачищена и имеет разветвления.
-
2
-
-
10 часов назад, BUTCHER сказал:
И такое бывает
Бывает,если загнать в шов "грязь". Преплав такого же шва..

-
10 часов назад, truev сказал:
сварку стали толщиной 6мм производить только tig. На производстве много изделий с ребрами толщиной 5-6мм варим mig.
Какой стали?Что собой представляют ваши изделия?..их назначение? Если это конструкции ответственного назначения,к примеру, из ст. 20Г,10ХСНД,10Г2С и подобные,то требование может быть обосновано тем,что в сварном шве будет меньше дефектов. Это ст.20Г. Сравните тиг и миг..

-
Еще раз к коллекторам. Нисан,дизель,практически новая машина. На мой взгляд,не слишком удачная конструкция:надо бы ребро жесткости сделать по всей длине,но... Привалочная поверхность на такой длине требует довольно точной подгонки,а если это будет не так,да еще перетяжка при сборке,которая будет создавать напряжения ...Закрепление на плите,подкладываем пару лезвий. В два слоя. Проковка обязательна. Несколько движений напильником и по 0,25мм на концах.
![IMG_20240427_124757[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/427114376_IMG_20240427_1247571.thumb.jpg.daf24ae632a8250a8beda9a4122ff990.jpg)
![IMG_20240427_120554[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/1240074620_IMG_20240427_1205541.thumb.jpg.428ae7db56248f7387284ef0b8b51ed1.jpg)
![IMG_20240427_120116[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/910302170_IMG_20240427_1201161.thumb.jpg.427e0319067ceaf01c782ed3cfa4a841.jpg)
![IMG_20240427_115840[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/843440641_IMG_20240427_1158401.thumb.jpg.c3e523e6a296d5c4d352937632c9cd94.jpg)
![IMG_20240427_114914[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/1133007795_IMG_20240427_1149141.thumb.jpg.5081ce858d2eab65b2d495863570d434.jpg)
![IMG_20240427_113756[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/950265838_IMG_20240427_1137561.thumb.jpg.5c7fb6215a7c25ca7a11051a079c0b70.jpg)
![IMG_20240427_113751[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/2049632622_IMG_20240427_1137511.thumb.jpg.7cf2abbf0e2209da8cee1e04bf0d8e72.jpg)
![IMG_20240427_111215[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/1749537883_IMG_20240427_1112151.thumb.jpg.169fd630c8d8e144b9a6e5b102d06257.jpg)
-
1
-
5
-
-
-
Посмотрим,как связать данный вид работ с этой темой,но пока так.
Возникают такие ситуации,когда можно затратить несколько минут -полчаса,чтобы избежать необоснованных затрат на приобретение новых зап.частей. Это привод жалюзи автобуса МАН. Стоимость редуктора,тяг ..порядка 45 тыс. Б/у 20тыс.Итак,есть редуктор,тяги,но отсутствует шестигранная конусная головка -9/10 и диски крепления тяг. Надо изготовить эту головку с внутренним конусным шестигранником и диски. Это классический случай,когда не нужно ст.оборудование, нужна гайка и надфиль,тиг.
![IMG_20240414_181636[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/1639662163_IMG_20240414_1816361.thumb.jpg.ea2a07080dd540cb20387d471f724a8d.jpg)
![IMG_20240414_174927[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/89167946_IMG_20240414_1749271.thumb.jpg.b6e9cff929df1481bf0dd4ac8cfe8204.jpg)
![IMG_20240414_174834[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/203570662_IMG_20240414_1748341.thumb.jpg.c56b965633e25f91a67b2809c60e739e.jpg)
-
3
-
-
15 минут назад, Сан Толич сказал:
Пока на манометре ~5МПа, значит жидкая фаза есть
0,8МПа
-
В 06.04.2024 в 15:01, Morvein сказал:
картер механизма обратного хода возможно восстановить или под замену материал чугун, за новый цену ломят по 30 шт.
Когда публикуете такие снимки,где трудно определить габариты изделия,то кладите рядом линейку с четкой видной градуировкой,скажем,ленту рулетки. Целесообразность подобного ремонта определяется его габаритом. Цена будет зависеть от того,какое количество св. материала понадобиться и способа ремонта -ММА, Тиг, полуавтомат, автоген. Ремонтопригодность полная. Корпус в печь,выжечь масло. Толстые стенки на связи,усиливающие боковые стальные накладки.Разделка 3/4. Проволока NiFe,полуавтомат. Навскидку,цена будет начинаться от 20тыс.
-
1
-
-
8 часов назад, copich сказал:
Ведь смысл не только в самой идеи, но и как ее предложить массе пользователей.
То что разрабатывается для крупного серийного производства,не совсем подходит для мелкосерийного,не говоря о сервисно-гаражном.Для первого -очевидный экономический эффект,для второго -проблемы и убытки, а для третьего -Раздел Техника-молодежи- Сварка для любознательных.
-
2
-
-
Тяга переключения передач Рено. Копеечная деталь,но трудно достать. Это рабочая машина крупного сервиса,рынок знают хорошо-в наличии нет.Подбирается подходящая,но наполовину-один наконечник надо заменить,так как он меньшего диаметра.Стенка стакана 1мм. ф внешний 22, внутренний 20. Внутри-пружинное кольцо,цилиндрическая пластиковая и конусная втулки. Проблема в том,что нагрев должен быть исключен,чтобы не повредить пластик. Можно рассмотреть несколько вариантов ремонта,но остановлюсь на трех. Тот,который на снимках:нержавеющая трубка 18-9 нужного диаметра (просто была под рукой). В размер,фрезой диаметр 19мм,оставляем припуск на калибровку после сварки,приваривается донышко,затем тяга, калибруем отверстие,вальцуем. Второй вариант,лучший. На токарном станке вытачиваем стакан ст.3-20,привариваем тягу, калибруем отверстие, вальцуем. Третий вариант. Полуавтоматом точкой с охлаждением в воде на раз-два-три ,т.е.точка и мгновенное охлаждение. Надо сказать-худший вариант.
![IMG_20240412_130504[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/1735500289_IMG_20240412_1305041.thumb.jpg.70fe3b7d8774b4966de92762e0620b63.jpg)
![IMG_20240412_122224[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/1128781045_IMG_20240412_1222241.thumb.jpg.8bd407ae7491e3d185a1100ce0470027.jpg)
![IMG_20240412_120705[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/999287456_IMG_20240412_1207051.thumb.jpg.65a55e55f453631cacd57621c52757c9.jpg)
-
1
-
2
-
-
Третий раз возвращается этот радиатор -периодичность раз в месяц. Причины понятны:резкое нарастание давления появляются трещины в швах напротив патрубков,бачок/колба раздут. Как стабилизировать эту трещину? В принципе св.шов должен быть с обратным валиком,чтобы исключить появление концентраторов напряжения,но если появилась трещина и она не вырезана полностью,то устье трещины превращается опять в ее вершину и знакопеременные нагрузки неизбежно сделают свое дело,вопрос времени -работа "гидравлического клина". Что имеем в этом случае? Жесткую привязку шва со стороны брусков и относительно пластичную со стороны колбы.Чтобы прекратить "раскачку" стенки или ее уменьшить,то нужно будет сделать две-три стяжки стенок бачка 10мм шпильками. Объяснять,что гидросистему надо смотреть,а не в радиаторе рыться -не понимают. Купим новый радиатор за 40т. Покупайте,может быть,попадется с качественной заводской сваркой ...прослужит подольше...
![IMG_20240304_171104[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/1621225033_IMG_20240304_1711041.thumb.jpg.9eb3af423bb7b3c8b5bf570f8fe9cc0e.jpg)
-
5 минут назад, NikOtiN сказал:
Красная таблетка
Ты осторожней с таблетками,а то задам пару ненужных вопросов по теме.
-
1
-
-
1 минуту назад, Сергей175 сказал:
Например?
Принцип работы полуавтомата,основы.
-
1
-
-
Только что, Сергей175 сказал:
Завтра буду разбираться.
Разбирайтесь в принципиальных вещах,как только поймете принцип,то поймете частности.
-
2 минуты назад, Сергей175 сказал:
На звание профи не притендую. Я новичок, мне можно.

Дело не в этом. Если вам дадут/укажут настройки аппарата по режимам,то это вам мало,что даст. Вам надо понимать,как работает этот аппарат в принципе,понимаете?
![IMG_20240509_200539[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_05/1359856212_IMG_20240509_2005391.jpg.d2553cda24c19a37df62c9137f3c7081.jpg)
![IMG_20240509_195322[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_05/1815761550_IMG_20240509_1953221.jpg.01bb80cc433956bbd8add8a095deedd9.jpg)
![IMG_20240509_195300[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_05/78788034_IMG_20240509_1953001.jpg.ff749ca12b7477fed6ed079219c7a777.jpg)
![IMG_20240509_184633[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_05/750918942_IMG_20240509_1846331.jpg.18ff3af2daa99add4ed32d61a7f72a0f.jpg)
![IMG_20240509_180433[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_05/378391105_IMG_20240509_1804331.jpg.9c7fdf039a68be60aa9d4be91d5b9ec5.jpg)
![IMG_20240509_163550[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_05/1508824960_IMG_20240509_1635501.jpg.85edbf05e80ff28b9a401522b9eced07.jpg)






![IMG_20240427_124757[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/317772474_IMG_20240427_1247571.jpg.022938d138da4453b6e5dcef10ec0e8e.jpg)
![IMG_20240427_120554[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/1125546688_IMG_20240427_1205541.jpg.9b635dc0ad1b58638149a39257d62b25.jpg)
![IMG_20240427_120116[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/619275129_IMG_20240427_1201161.jpg.b33567dce1deae906d043b08653d3326.jpg)
![IMG_20240427_115840[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/1935036066_IMG_20240427_1158401.jpg.7c16aef843a5ab4b764b25f5bd47c0f0.jpg)
![IMG_20240427_114914[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/1752707255_IMG_20240427_1149141.jpg.87156bb0b26c13c20c48de7c13f6e6ef.jpg)
![IMG_20240427_113756[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/1770353091_IMG_20240427_1137561.jpg.7e8af69c1866034e2e852861487d163c.jpg)
![IMG_20240427_113751[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/1173274904_IMG_20240427_1137511.jpg.605422c600074b4df12b8d9fbfdc32ee.jpg)
![IMG_20240427_111215[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/2095533848_IMG_20240427_1112151.jpg.1b35100602a26f6f8938ea725347db55.jpg)

![IMG_20240414_181636[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/924395140_IMG_20240414_1816361.jpg.e2996a6e6de03ce7c8d918235726ea97.jpg)
![IMG_20240414_174927[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/195831804_IMG_20240414_1749271.jpg.72f3c2715f3a781cf61b0d8acdfc2784.jpg)
![IMG_20240414_174834[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/1923332614_IMG_20240414_1748341.jpg.88639d61212deef70d0eab7256ef47f4.jpg)
![IMG_20240412_130504[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/1810106043_IMG_20240412_1305041.jpg.99b41c19eb6903d1291e70843ee70804.jpg)
![IMG_20240412_122224[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/49681543_IMG_20240412_1222241.jpg.f275601057d49965370b3b3fa2f1c179.jpg)
![IMG_20240412_120705[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/1916297857_IMG_20240412_1207051.jpg.d48c7abb941ee238080d1988e2b9e325.jpg)
Поржать #6
в Курилка
Опубликовано
https://www.yaplakal.com/findpost/133772491/forum2/topic2777932.html