

Точмаш 23
-
Постов
4 920 -
Зарегистрирован
-
Посещение
-
Победитель дней
286
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
Будет уместно разместить материал обзора рынка бензогенераторов в России. Эта информация будет полезна для многих пользователей-
"Белый список" бензогенераторов: соотношение цена/качество/сервис
- 23 Июня 2022
- 80373
- Бензиновые генераторы
- Дмитрий Атеев
"Белый список" бензогенераторов: соотношение цена/качество/сервис
Автор: Дмитрий Атеев
Эта статья будет полезна тем, кто еще не выбрал бензогенератор и смотрит еще не в сторону конкретной модели, а выбирает торговую марку.
Все цены в статье указаны с учетом доставки в Московской области и в регионы, возможна скидка, уточняйте информацию по телефонам указанным на сайте. При нажатии на картинку открывается карточка товара.
Это четырнадцатая по счету статья про бензогенераторы на этом сайте. Те, кто читал предыдущие статьи, в целом знают, что выбирать генератор лучше по модели, а не по бренду (торговой марке) и уж точно не по "стране производства". Так как в России до "спецоперации" западных и отечественных брендов почти не было, а сейчас их совсем нет, то выбирать приходилось (и приходится) из китайской техники. В предыдущих статьях подробно разобрана ситуация, в которой находится российский рынок бензогенераторов. Если коротко: владельцы большинства торговых марок - российские коммерсанты. Большинство из большинства предпочитает называть свои марки "немецкими" и "англоязычными" именами, так как... процитирую новость ТАСС от 7 июня 2022 г:
Министр промышленности и торговли РФ Денис Мантуров в ходе форума "Неделя российского ретейла" отметил, что в ретейле и промышленности - засилье иностранных наименований. При этом представители бизнеса указывали, что иностранные названия в товарах способствуют их более активным продажам из-за сложившейся в обществе традиции воспринимать иностранные названия как более престижные.
Переведу с "официального" на нормальный: благодаря иностранным названиям мы можем продать дешевый товар дороже его реальной цены.
Понятно, что министр с бизнесменами не бензогенераторы обсуждали - это проблема универсальна и касается большинства торговых марок с "иностранными названиями". С этим разобрались.
Но почему все "иностранные" бензогенераторы китайские? Неужели мы (россияне) не можем делать какие-то там бензогенераторы, которые мы начали делать задолго до китайцев? Можем, но не делаем. Немцы тоже могут, но не делают, американцы могут, но не делают, корейцы могут, но не делают. И мы не исключение. Китайцы могут и делают. И даже те китайцы, которые не могут, тоже делают. Так жизнь сложилась.
Эта статья про "меньшее зло". Про китайские бензо и дизельгенераторы не совсем правильно говорить "лучше". Тут как в фильме "Тупой и еще тупее", все относительно, но с обратным знаком.
Поэтому давайте перейдем сразу к делу: перечислим всех, а потом выберем
лучших"наименьшее зло".Эталон
Если род человеческий пошел от Адама (или от первой бактерии по другой версии), современные бензогенераторы пошли от японской HONDA. Возможно в рекламе встречали выражение "тип Honda", по сути это китайская копия Хонды. Почему Хонда позволила себя копировать, это за рамками статьи, но от этого генератора пошли все современные китайские копии. При этом не стоит путать "тип хонда" с подделками, потому что оригинальную Хонду еще и подделывают. А потом продают на "Авито" или с рук у гипермаркетов стройматериалов. Оригинал выглядит так:

Это HONDA EG 5500 CXS, генератор на 5 киловатт, с ручным стартером. До ухода с российского рынка Хонды он стоил 229 990 рублей. Двести двадцать девять тысяч!
Тот, кто скажет, что это совершеннейшее безумие - будет прав. Поэтому "спецоперация" это скорее повод. Хонда и в 2021 году занимала меньше 1% российского рынка. Но это эталон. С этого генератора скопированы все остальные 99%.
Конечно, нельзя сказать, что Хонда является идеалом. На Хонде стоит универсальный двигатель, лишь в мелочах отличающийся от двигателя снегоуборщика или мотокультиватора, поэтому он не идеален для генератора. Но мы его должны признать эталоном, потому что лучше него нет. Отсюда следует вывод, что китайские копии "тип хонда", на которые приходится 99% рынка, это в той или иной степени упрощенная версия оригинального японского генератора. Насколько упрощенная - можете представить себе сами, если учесть, что оригинал за 230 тысяч рублей производится тоже в Китае, в городе Чунцин на совместном с китайцами предприятии "Jialing-Honda". Вот фото коробки от оригинала. Внизу написано: "Made in China, Джиалинг-Хонда моторс Ко"
К этому мы еще вернемся, а теперь перейдем к китайским генераторам "тип Хонда".
Китайские генераторы, которые родились китайцами
Есть несколько западных и японских брендов, которые изначально производились на родине. К примеру, Briggs and Stratton, американский бренд сначала производился в США, а потом производство "переехало" в Китай. Это и так понятно. Будем считать его западным брендом.
Но есть множество торговых марок бензогенераторов, которые никогда не производились и даже не продавались в "родной стране". Именно из этих "китайцев" состоит российский рынок бензиновых генераторов. Перечислю все эти марки поименно.
- Huter
- Carver
- Patriot
- Champion
- Fubag
- Denzel
- DDE
- Foxweld
- Brait
- Спец
- Elitech
- TCC
- Skat
- СИБРТЕХ
- Hyundai
- Кратон
- STEHER
- Daewoo
- Энергопром
- Redverg
- Варяг
- STURM!
- KRONWERK
- Husqvarna
- Ganta
- Eco (который у нас почему-то называют Mitsui)
- EDON
- VARTEG
- Калибр
- Beezone
- Gigant
- Konner&Sohnen
Итого 33 марки. И еще несколько марок, которые принадлежат китайским производителям.
"Белый список"
Давайте попробуем убрать всю шелуху, отделить фантики от конфет, легенду от реальных потребительских качеств товара. Другими словами сделать то, что мы обязаны сделать по российском закону о Защите прав потребителей. По закону, по которому, напомню, название производителя и страну производства скрывать нельзя, характеристики должны быть реальные, а не завышенные, товар должен быть отремонтирован по гарантии в течение нескольких дней, а не 45 суток, как трактуют некоторые дилеры.
Если мы все это приведем в порядок, то из 38 марок останется всего 5-6.
К примеру, купили бы вы генератор Huyndai, если бы знали, что на самом деле на главных рынках мира, в том числе в США (самый крупный рынок) он не продается, производится на китайской фабрике Maifeng. Может и купили бы, но не за такую цену, как Хендэ. Платить 20% сверху, чтобы окупить чью-то франшизу - сомнительное удовольствие. Или генератор Daewoo, который производится на китайской фабрике Lutian. Стали бы вы переплачивать за "корейский" бренд, если учесть, что продукцию этой фабрики возят российские компании под торговыми марками Brait и Carver?
Стали бы вы покупать бензогенераторы Хускварна, если бы знали, что нигде в мире они не продаются, даже в Швеции и США? Кроме России разумеется. Может и стали бы, китайская фабрика Weima не так уж и плоха, но не по той цене, по которой купили бы Хускварну.
Или, допустим, бензогенераторы Champion. На мировом рынке такая марка есть, но к нашей, которая на рынке России она не имеет никакого отношения. Я недавно общался с китайцем, представителем завода Champion, он сказал, что мы не можем зайти на российский рынок только потому, что у нас на рынке уже зарегистрирован фэйковый бренд. Так и написал мне "faka brand", дословно.
Стали бы вы это покупать, если бы всё это продавалось под своими родными именами Bizon, Lutian, Kema и прочими торговыми марками реальных китайских производителей? Вряд ли. Как минимум, скидку бы попросили. А со скидкой не факт, что это кто-то возить станет - качество не то, а разница в цене с нормальными китайскими генераторами составляет 20-30 долларов в закупке.
Если заставить российские торговые марки из списка выше выполнять Закон о защите прав потребителей, рынок перевернется с головы на ноги и конкуренция будет проходить в поле технических характеристик и цены, а не в поле того, у кого толще и длиннее "бренд".
Поэтому определим "Белый список", как 20 процентов торговых марок, на которые приходится реальный спрос, без всей этой мишуры и фантиков. Соответственно, все что не попало в "белый список", будем считать "черным", просто по принципу что добро борется со злом, день с ночью, без всяких там полуоттенков, чем, каюсь, грешат мои предыдущие статьи.
В одну статью всё не поместится, разберем всё по частям. К принципу цена/качество надо добавить слово "гарантия", чтобы получился принцип цена/качество/гарантия, так как ломается в принципе всё, даже Хонда, и без гарантии принцип цена/качество будет явно не полный.
"Белый список": Jialing. "Хонда на минималках"
Бензогенераторы Jialing можно в шутку назвать "Хондой на минималках". В русской транскрипции это название лучше произносить как "Цзянлицзян", но фактически к ним прикрепилось англизированное "Джиалинг". Джиалинг это партнер Хонды в Китае, у них совместное предприятие с Хондой по производству генераторов Honda на экспорт.
Фактически считается, что с этой компании началась китайская мотопромышленность. Первые мотоциклы они стали производить в 1979 году, а с Хондой начали сотрудничать в 1981. Компания публичная, данные по ней открыты, активы составляют 13 млрд юаней (порядка 2 млрд долларов). Работает на предприятии порядка 3000 человек.
Разумеется, мы не будем говорить, что двигатели Джиалинг полностью соответствуют оригинальной Хонде, хотя бы потому, что они дешевле, но в сравнительных характеристиках с остальными генераторами это одни из самых надежных и высококачественных китайских двигателей и бензогенераторов. В 2021 году у них появился представитель в России.
Из плюсов: дают гарантию 500 моточасов без ограничения по годам. Тут надо понимать, что в классических бензогенераторах нет ничего, что портится со временем, кроме недорогого блока АВР. Из минусов: ассортимент только 2 самые популярные модели, нет инверторных бензогенераторов.
У Джиалинга есть "реальный" трехкиловаттник, то есть генератор с мощностью 3,2 киловатта номинал.

Кто читал предыдущие статьи по этой теме, знает, что за 3 кВт у нас считают генераторы мощностью 2.8 кВа с двигателем 7 лошадиных сил. Иногда их выдают за 3 кВт, но по факту они даже 2.8 не тянут, разбор этого примера на основе модели HUTER DY4000L я провел в этой статье.
Двигатель для такой модели должен иметь не менее 223 кубических сантиметров и мощность 7.5-8 лошадиных сил.
Ну и, разумеется, классическая "шестерка", с колесами, ручками и электростартером. Джиалинг JH8500 за 69 тысяч рублей

Это все модели, которые приходят с завода Джиалинг. На эти мощности приходится где-то 60-70 процентов рынка бензиновых генераторов. Остальное это инверторы, двухциллиндровые "десятки" и генераторы в районе 1 киловатта.
Если "Джиалинг" является образцовым "хондозаменителем" хотя бы в следствие своего происхождения, то чем заменить модели, которых нет у "Джиалинга"?
Dinking
Еще один относительно крупный чунцинский производитель двигателей и бензогенераторов. В мире больше известен своими инверторными генераторами, но имеет в ассортименте и "классику". По инверторам - возможно, лучшее соотношение цены и качества. По итогам первого года работы нами были принято решение давать дополнительную гарантию от магазина в 300 моточасов, хотя сам дилер дает год. Тут надо понимать, что многие генераторы работают не в резерве, а по 200-300 моточасов в месяц и годовая гарантия, при условии, что соблюдаются обязательства производителя, это хорошая гарантия для профессионального использования. На практике многие производители негласно ограничивают гарантию на 500-800 часах или выводят пользователя на так называемую "негарантию", то есть лишают гарантии даже в первый год использования. Так у нас, к примеру, с китайскими генераторами A-ipower. Это юридически возможно, так как "производители", они же дилеры, не имеют по закону ответственности перед потребителем. Динкинг не ограничивает по моточасам, мы со стороны своего сервиса даем гарантию 300 моточасов для тех, кто берет генератор для резерва, а не для работы. Таким образом потребитель может выбирать, какая из двух гарантий ему выгоднее, или год без ограничения по часам или 300 моточасов без ограничения по годам.
Динкинг - надежные генераторы, хоть по КПД (коэффициенту полезного действия) несколько проигрывают Zongshen и Jialing. Но выигрывают по цене, не проигрывая в надежности. Многие комплектующие, например, AVR Lihua, также установлены и на Dinking, а как известно, AVR в классических генераторах любых производителей на первом месте среди поломок всех узлов. Дорогие AVR снижают количество поломок.
Двигатели Dinking в России продаются не первый год, генераторы завезли в 2022 году. В США генераторы Динкинг продаются под маркой Genmax. Кому интересен этот аспект, гуглите genmax amazon, можете посмотреть на американскую версию этих генераторов. Хотя мы обычно нечасто рекомендуем брать инверторные генераторы, для динкинга и зонгшена делаем исключение. Это хорошие и достаточно надежные генераторы. Для примера - инверторный генератор Dinking DK1200i

Dinking DKA8500EW с колесами и предустановленной автоматикой (без блока.

Dinking DKA3000 (3 кВт, 7 л.с.) - 25700 рублей.

ZONGSHEN и LONCIN
Разберем еще 2 крупных китайских завода - лидеров мирового рынка, которые присутствуют на российском рынке: Loncin, Zongshen.
Лонсин (иногда встречается европеизированное Лончин) - это еще одна, как и Джиалинг, "мотоциклетная" компания. Известна прежде всего как китайский партнер BMW, производит для немцев некоторые двигатели для их мотоциклов. С одной стороны это как бы уровень, с другой известен скандал с бракованными партиями движков для БМВ, связанный с отзывной кампанией, но в целом вроде от сотрудничества БМВ не отказалась, значит решили вопрос.
Мой личный опыт по этой марке второй после HUTER, мы в интернет-магазине силовой техники "Силовик" продавали эти бензогенераторы с лета 2012 года, то есть уже 10 лет, тогда у нас было всего три марки в ассортименте - Fubag, Huter и Skat, который тогда заказывался исключительно на заводе Лонсин (сейчас это не так). При этом Huter покупали для резерва, а Лонсин чаще для профессионального применения и он показал свою живучесть даже в работе (а не в стоянии в сарае, как большинство HUTER).
У Лонсин есть и уникальные модели, например одноциллидровая "десятка" или двухциллидровая трехфазная "двадцатка" с "кубовым" (999 см) двигателем. Стоит дорого, но для некоторых задач заменить нечем. Вот пример со ссылкой на официальный сайт. Стоит 275 тысяч рублей.

Zongshen (Зонгшен) третья "мотоциклетная" компания в нашем обзоре. Очень гордятся тем, что являются третьим в мире производителем бензиновых движков для малой техники после Хонды и Бриггс энд Страттона. Так это или нет, проверить трудно, остается поверить на слово. Интересный момент - в России двигатели и генераторы Зонгшен продвигает та же фирма, что являлась дилером Бригс энд Страттона, поэтому врать им особого смысла нет и они говорили мне, что качество Зонгшен по факту выше Бриггса. Скорее всего это так и есть, тем более американская марка номер 1 (исторически) сейчас тоже производится в Китае.
Из минусов: цены завышены дилером искусственно, по факту себестоимости это тот же Лонсин и Джиалинг, но продаются дороже. Из плюсов: есть уникальные модели. Вот, к примеру модель на 1.2 кВт классика, весом всего 27 килограммов и ценой 19500

Для маломощной нагрузки одно из лучших решений. Отработанная и надежная модель, продаем ее с 2016 года, в сервис не приходила ни разу.
Самая популярная модель у зонгшена, конечно, "трешка". 29900 рублей с доставкой. Очень надежный и ресурсный бензогенератор.

-
35 минут назад, tig сказал:
мелочевку без проблем
Точнее..
-
3 минуты назад, ErnestEdism сказал:
Какие причины могут вызывать подобные звуки и как их устранить?
-
Допустим,что на время отключается подача электроэнергии. Какой б.генератор подходит по своим параметрам для питания тиг аппарата в режиме АС?..резервный источник питания. Какие проблемы могут быть во время работы? ..бросок напряжения,перегрузка и т.д. К каким генераторам возможно безопасное подключение для сварочника...чтобы его не повредить? Будет ли такая связка работать нормально? Сила тока до 120а
-
Горловина. Должна быть станочная обработка,но за неимением необходимого станочного оборудования, да и специалистов тоже,пришлось вручную переделывать резьбу на упорную,припиливая по шаблону. Навскидку,ст.40х13, за 50ед НRC.
![IMG_20240227_191347[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/141952807_IMG_20240227_1913471.thumb.jpg.6382f069bd9761a65a3b7d59b3621755.jpg)
![IMG_20240227_191234[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/1018184129_IMG_20240227_1912341.thumb.jpg.f0b8807be53731b4be7f387231c3f9ba.jpg)
![IMG_20240227_115500[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/1803560171_IMG_20240227_1155001.thumb.jpg.2e4bd663cc96c0fb4b38c574265b93fd.jpg)
![IMG_20240227_115450[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/929067276_IMG_20240227_1154501.thumb.jpg.5d247a8bfddd89c9b8b26b48266bb95b.jpg)
-
 2
2
-
 2
2
-
-
4 минуты назад, Михаил123456 сказал:
Курс рассчитывается на студентов университета.
Если и дальше разговор пойдет в таком ключе,то я прибью эту тему.Понятно вам?
-
4 часа назад, welderman сказал:
это спамер
Флуд&тролинг .
-
19 минут назад, kostyan1970 сказал:
Поддув то зачем
Я говорил о создании избыточного давления инертным газом в зоне сварки. Тепловая рассевающая способность теплообменника большая,следовательно,при токах 150а и выше площадь нагрева прилегающих участков будет возрастать ,следовательно,испарение масла будет увеличено.Масло выгорая со стенок бачка и близлежащих трубок будет концентрироваться в зоне сварки. Избыточное давление позволит уменьшить его концентрацию в зоне сварки. Основная проблема этих радиаторов -это прочность шва бачка. Если изначально при изготовлении радиатора будет не проварен корень шва,то оставшийся зазор с внутренней стороны бачка -концентратор напряжения -клин,который при знакопеременной нагрузке разорвет шов...вопрос времени.
-
2
-
-
Только что, Jakodzun сказал:
Теперь я понимаю почему я с интеркулером так мучился.
В общем-то,речь идет о масляных радиатора,работающих при высоком давлении. С интеркулерами все гораздо проще,так как там давление низкое.
-
1
-
-
3 часа назад, Luza сказал:
А греть ещё желательно, чтоб остатки антифриза, или масла выжечь. И то не факт что выгорит все с первого раза.
Давай-ка по порядку. Выжечь масло в бачке? Каким образом? Нагреть до 250 С,так? Чтобы оно закоксовалось на стенках? Затем разделаешь трещину и будешь сваривать,где температура в зоне сварки будет составлять порядка 560С,закоксовавшееся масло будет выгорать интенсивнее и попадать в сварочную ванну,правда,в меньшем количестве. Как удалить масло с внутренней части бачка? Если бы был хлористый углерода,то эта проблема решалась бы мгновенно,но в связи с тем,что он был запрещен еще в советское время,так как достаточно ядовит, а его замена -дихлорэтан мало эффективен. По-этому,как мне представляется технология ремонта:нужно промыть радиатор сначала бензином,затем теплым раствором 10% едкого натра,затем промывка теплой водой и просушка воздухом. Перед сваркой нужно создать избыточное давление в бачке поддувом аргона.Затем сварка. Если ты посмотришь внимательно на приведенный мною снимок,то увидишь,что это типичный непровар со стороны брусков. Другой вариант ремонта. Вырезать часть бачка ,чтобы получить доступ к внутренней стороне. Горелкой выжечь масло и щеткой зачистить края шва на те 20мм. Подув и сварка.
-
2
-
1
-
-
1 час назад, Luza сказал:
До 230-250 С. Но это для ПА актуально, а аппарат РАДС нужно минимум 300 А.
Это зачем тебе нужна такая температура подогрева? Подогрев обязателен,чтобы удалить влагу в холодное время,но а 250-300С тебе зачем? Сначала выясни,какая масса изделия,скорость теплоотвода из зоны сварки,а потом уже говори о температуре подогрева.
-
1
-
-
Дешево и сердито. Наборы пенитрантов состоят из трех аэрозольных упаковок-пенетранта,очистителя и проявителя,где очиститель абсолютно лишнее звено...,647 растворитель его заменит. Красная цена тому же Фубагу 500р,плюс проявитель еще 500р. А самодельные смеси на основе керосина с его высокой проникающей способностью,плюс жирорастворимый краситель,растворимый в керосине вполне подойдут. Нанесение раствора,выдержка,удаление растворителем,обмеловка и просушка горелкой/феном...,что еще для счастья надо.
-
Вот трещина, о которой речь идет.
![IMG_20240118_140228[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_01/1249808124_IMG_20240118_1402281.thumb.jpg.75fbda7c9778d0fd1e3263ef6488aceb.jpg)
-
1
-
1
-
-
Только что, Luza сказал:
Да они просто сварены халтурно, изначально, я ведь эти бачки вскрываю, бывает что полностью, а изнутри видно это, + сварено ПА, значит брак там в виде пор и прочего присутствует, ну и человеческий фактор. Заводские которые были немецкие и штатовские отходили по 7 лет, без проблем, а вот когда стали закупать непонятно что и у кого, у нас на предприятии и начались проблемы. Вот два видео о производстве, посмотрите ради интереса.
Это ближе к истине -пористость в швах есть.Плюс -
Самым важным параметром, характеризующим свойства гидравлических (ипрочих) масел, является вязкость и ее изменение в зависимости от условий работысистемы (давления, температуры). С ростом давления вязкость масла возрастает, аповышение температуры, напротив, приводит к уменьшению вязкости.-
1
-
-
2 часа назад, anmaik1971 сказал:
Короче я так понял что в шланге есть калибровочное отверстие, типо жиклёр, он там для того чтобы небыло гидроудара, поставили родной шланг всё прекратилось, вот так ещё
Дроссель. Гидравлический удар в простом варианте можно рассмотреть на примере паропроводных систем. Влага конденсируется на каком -то участке.Затем,при быстрой открытии задвижки,подающей пар в систему и резком увеличении давления,жидкость-представим это в форме футбольного мяча-начинает двигаться с большой скоростью по трубе,пока не встретит какое -либо препятствие резко снижающую его скорость -колено,задвижка и т.д. Следует удар о "препятствие".Это самый простой пример- с жидкостями все обстоит сложнее,но я не думаю,что это является причиной возникновения трещин.
-
1
-
-
Кронштейн зеркала. Узел в сборе стоит около 100тыс. По сути,это тавровое соединение. В ремонтной практики бывают случаи,когда надо искать оптимальные варианты ремонта,в данном случае пайка Кастолин 1827.
![IMG_20240220_141800[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/255171786_IMG_20240220_1418001.thumb.jpg.50293cc3acb7b264dfb1ff24bd769634.jpg)
![IMG_20240220_135908[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/1387337930_IMG_20240220_1359081.thumb.jpg.e79965996e0ffc1114d4a9de2b17dd6e.jpg)
![IMG_20240220_135848[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/1085306_IMG_20240220_1358481.thumb.jpg.e2abd4708d13c66fdee03a864ca97aed.jpg)
![IMG_20240220_125325[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/1117932422_IMG_20240220_1253251.thumb.jpg.9c546b24ab0594ac60f742e89126d7d9.jpg)
![IMG_20240220_122225[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/1120821263_IMG_20240220_1222251.thumb.jpg.5165d689faf68c808d87cc26d5e1d704.jpg)
-
1
-
-
В 18.02.2024 в 21:38, Luza сказал:
Там трещину как справедливо заметил
Надо прорезать полностью, там провар не сквозной, и масло стоит в щели. Я тоже пропиливаю болгаркой насквозь, по шву. Ну и разделка фрезой, все как обычно. Да, материал АМц.
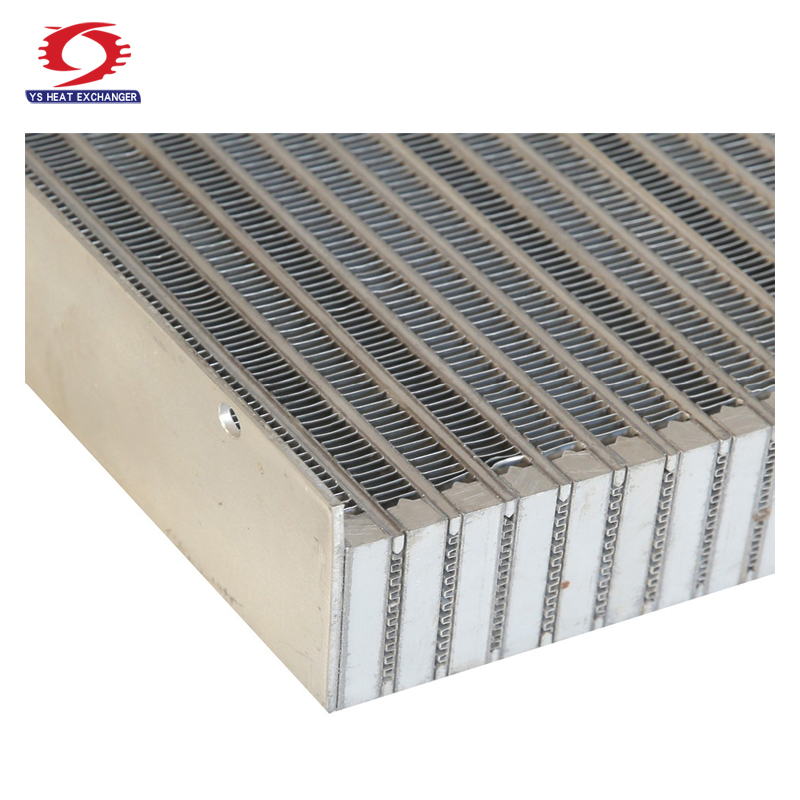
Давай на этом остановимся подробнее. Это алюминиевый радиатор,изготовленный по технологии брускового типа Plate&Bar. На снимке срез набора.Видно,что на фронтальную поверхность выходят упрочняющие/связывающие стержни трубок, а не сами трубки.Набор брусков,флюсовая пайка и вертикальное упрочнение трубок стяжкой прутками.Трубка пластинчатая из десяти секций. В автокондиционерах таких трубок 15,что позволяет выдерживать давление выше 30ати. Если масляный радиатор работает на верхнем пределе 80ати,как сказано выше,то толщина стенки трубок должна быть порядка 0,6-0,8мм и выше в зависимости от диаметра. В принципе,конструкционные особенности этого радиатора понятны,но остается вопрос,а именно:интересует статистика подобных ремонтов,то бишь,если радиатор работает в условиях постоянной нагрузки или циклической,в зависимости от усилия,что намного хуже (уточни этот момент),то возникает вопрос-Трещина,возникшая в месте соединения бачка с набором,должна быть вырезана полностью. Если нагружение циклическое,то должен быть сформирован обратный валик,так как необходимо локализовать устье трещины,иначе при знакопеременных нагрузках дни такова шва будут сочтены-вопрос времени. Продукты горения масла будут неизбежно попадать в шов,тем самым его загрязняя и снижая его прочность.
-
6 минут назад, kostyan1970 сказал:
Скорее всего на тягачей не такой.
Это хорошо ,что была поднята тема радиаторов такой конструкции.В основном рассматривается ремонт радиаторов легковых автомашин,большегрузов реже,а тяжелой техники еще реже;и чем больше появится материалов о радиаторах любых конструкций и технологий их ремонта,то форум от этого только выиграет .
-
1
-
1
-
-
Только что, Luza сказал:
У нас Комацу, Катарпиллеры, Хитачи, Либхеры,
Надо будет завтра выйти и свистнуть -может быт,и покажется какой-нибудь Катерпиллер в образе сидельного тягача..самое большее.
-
1
-
-
Только что, Luza сказал:
У нас на всей технике такие радиаторы, и масляные и тосольные, на гидравлических толщина стенок 16 мм.
Егор,в на юге нет такой техники,как у тебя ,по крайней мере, редко встречающаяся и подобные радиаторы явление нечастое -это погрузчик.
-
2 минуты назад, kostyan1970 сказал:
прессованые со сферой внутри.
АД?
-
1 час назад, kostyan1970 сказал:
Если заварить только трещину и это гидравлика, то рванет рядом.
Это понятно. Думалось,что там давление невысокое. Все-таки нужен образец - разрезать,посмотреть,а потом уже делать выводы. Вы работаете на ШАЗе?
-
12 минут назад, kostyan1970 сказал:
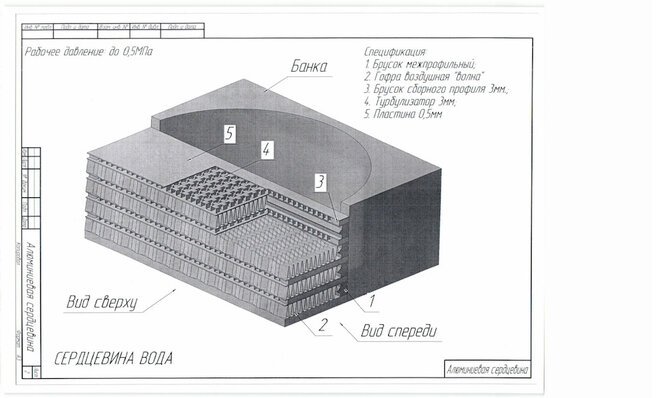
Чертежи на заводе. Давление держит от20 до 80 бар. Схематично вот так.
.jpeg.af34d12ff0e4758df992de1afcc0b58b.jpeg)
.jpeg.03b7feec2c932c7ee0f2cbf2fb0fb095.jpeg)
Я смотрю на это изделие с точки зрения его ремонтопригодности,то бишь ,может быть,действительно срезать бачок,облицевать край по всему периметру, а затем произвести сварку. Верхняя кромка слишком близко подходит к трубкам,а масло-продукты сгорания мешают сплавлению.
-
18 минут назад, kostyan1970 сказал:
Радиатор сделан по брусковой технологии, здесь нет трубной доски.
Хорошее уточнение. Раньше как-то не встречались. Брусковая технология? Чертежи есть? Хорошо бы сделать срезы,посмотреть толщину стенок,но пока нет образцов для этого. А так,"железяка" мощная и на какое давление рассчитана?
![IMG_20240227_191347[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/1003111882_IMG_20240227_1913471.jpg.2f953b7e0862de650a7b1adbbd1283a8.jpg)
![IMG_20240227_191234[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/1127801853_IMG_20240227_1912341.jpg.7fe4f800026dc67e7c56c88c19029186.jpg)
![IMG_20240227_115500[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/1193579167_IMG_20240227_1155001.jpg.5f6b5b80eaf63212579f23d714040372.jpg)
![IMG_20240227_115450[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/1724301332_IMG_20240227_1154501.jpg.ac9734e4b7d85d2830a66fe49ce3ef23.jpg)
![IMG_20240220_141800[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/949291101_IMG_20240220_1418001.jpg.d012fafabbcc123ef9bdf8a8362a221e.jpg)
![IMG_20240220_135908[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/1481230145_IMG_20240220_1359081.jpg.06bd3b90c9c93a7e5ba36996f267c3c0.jpg)
![IMG_20240220_135848[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/290740672_IMG_20240220_1358481.jpg.112441e5193914ce73c144ac2a5c3de1.jpg)
![IMG_20240220_125325[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/1116517735_IMG_20240220_1253251.jpg.e0cff331aa227d28946c7062f2f2e0cd.jpg)
![IMG_20240220_122225[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_02/348463432_IMG_20240220_1222251.jpg.5ee034af385b6fcbf3ba196aa15dfd79.jpg)
Сварка алюминиевых радиаторов
в Аргонодуговая сварка — TIG
Опубликовано
Вернусь к вышеупомянотому радиатору. Была трещина,затем сварка и через неделю работы трещина с другой стороны бачка. Абсолютная очевидность-надо срезать бачок,удалять остатки масла и приваривать...заводской дефект шва. Другого объяснения нет,впрочем проблема встала в полный рост после проведения ТО,что тоже наводит на определенные размышления..