

Точмаш 23
-
Постов
4 880 -
Зарегистрирован
-
Посещение
-
Победитель дней
277
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
2 минуты назад, Сергей175 сказал:
Индуктивность сварочной дуги — это настройка, которая всё чаще появляется в современных инверторных полуавтоматах. Она позволяет более тонко настроить сварочные параметры под конкретный сварочный процесс.
Настройка индуктивности корректирует «жёсткость» сварочной дуги:
-
При минимальной индуктивности снижается температура дуги и глубина проплавления металла, шов получается более выпуклый.
-
Для более глубокого проплавления выставляют большее значение индуктивности, дуга становится «жёсткой».
Прекрасно,а пинч -эффект ?
-
 1
1
-
-
4 минуты назад, Сергей175 сказал:
На аппарате
Просматривая вши сообщения,хочу задать вам вопрос:для чего нужна регулировка индуктивности и что это такое?
-
1
-
-
Просматривая цены на ремонт трубок автокондиционеров,видишь рекламные снимки,как этот, и возникает вопрос к рекламщикам услуг:насколько сужен ДУ в этом случае?

Так должно быть,но не так как выше.
![IMG_20230617_124248[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_06/509766219_IMG_20230617_1242481.thumb.jpg.f60164b0a8fb13c8b83c9d9592f6bfa8.jpg)
-
В 31.03.2024 в 01:58, krech сказал:
Могу швы положить одна красота , но без расковки чревато , большой рис что треснет чугун.
Проковывать этот шов нужно? Шов это так,на скорую руку с разделкой с двух сторон. По сути это уже криволинейный шов с соответствующими напряжениями длинной порядка 100мм /5мм. Нужна проковка или нет? Это я к "молотобойцам", а не только к тебе.
![IMG_20240401_120813[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/140964589_IMG_20240401_1208131.thumb.jpg.1e34dd945db7eb8c9bcd6110581542e7.jpg)
-
Интеркулер Мерседес,производство Испания. Хлопнул. Оторвана трубка по периметру. Снятие бачка,пайка. Керосиновая проба.Сборка. Можно пойти двумя путями;заглушить трубку с потерей мощности или спасти ее. Первый вариант проблем не составляет,второй сложнее.
![IMG_20240330_173929[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/21794864_IMG_20240330_1739291.thumb.jpg.ef66de9ca8e36214ab25a88cd1d7c0bd.jpg)
![IMG_20240330_173455[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/1532805811_IMG_20240330_1734551.thumb.jpg.7ad5a0140c0321e8c26f0294b54b0496.jpg)
![IMG_20240330_171726[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/946485184_IMG_20240330_1717261.thumb.jpg.9f83378e9ebfe5da14d70782a3e190e0.jpg)
![IMG_20240330_164047[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/269276999_IMG_20240330_1640471.thumb.jpg.6f1708eee5412252b688bd3e0f4ea00d.jpg)
![IMG_20240330_171726[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/580728544_IMG_20240330_1717261.thumb.jpg.9b20898554e47b06a41d869a5d035817.jpg)
![IMG_20240330_162145[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/680388178_IMG_20240330_1621451.thumb.jpg.cc1660f8fc58bb11c64ca26be08444f4.jpg)
![IMG_20240330_161615[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/507946102_IMG_20240330_1616151.thumb.jpg.07bea4689370ead40dbc63615a131e0c.jpg)
![IMG_20240330_160534[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/987292094_IMG_20240330_1605341.thumb.jpg.6df998136a2a888bba5f4be975ad599f.jpg)
![IMG_20240330_160143[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/212130131_IMG_20240330_1601431.thumb.jpg.9bb6f81788a8617a19b7fc435c946eef.jpg)
-
 3
3
-
-
Медицинская продукция-пузырьки. Требования очень жесткие. Опять человеческий фактор:при переустановке дар по касательной. Дело в том,что любое отклонение от оси приводит к изменению толщины стенок пузырька.Довольно сложное искривление стержня -такой своеобразный винт. На одной из четырех форм пришлось убрать по 0,3 на сторону,что привело к увеличению расхода пластика на один грамм. При массовом производстве это уже серьезно. Центровка,шлифовка,сварка,полировка.
![IMG_20240330_140904[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/514069922_IMG_20240330_1409041.thumb.jpg.279e8afedd748a8cf4114a9d9f83598c.jpg)
![IMG_20240330_115021[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/891682072_IMG_20240330_1150211.thumb.jpg.d88203022b8bc0732b75b6a987a15fb2.jpg)
![IMG_20240330_114811[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/2050136543_IMG_20240330_1148111.thumb.jpg.2726ced46346721dde5ffbac22556453.jpg)
![IMG_20240330_114522[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/1782213749_IMG_20240330_1145221.thumb.jpg.17eae67c65964df30edb66bcb0af98cd.jpg)
-
1
-
-
49 минут назад, volkovkit сказал:
В общем, запутались и, возможно, слишком сильно себя закапываем и вообще ничего не нужно, можно просто варить Св-08Г2С, как варим такую сталь по правилам Морского Регистра судоходства и всё.
Специфика этой организации(АЭС) такова,что даже в простых случая вы будете искать сложные решения. В принципе,все дело в ответственности:не дай бог,что-то случиться,начнутся проверки,кто,как,что и почему,то бишь поиски виновного. Естественно,вы будете искать любые документы,которые могут взять всю ответственность на себя). Проанализируйте,что может случиться,если эта проставка треснет во время работы агрегата и т.д. ? Последствия. Оценивайте эти последствия по максимуму,и если ни к каким серьезным последствиям ваша наплавка привести не может,то просто соблюдайте технологию наплавки. Это обыкновенный "кусок" литой стали,который работает в системе АС,а эта сталь,что на атомной станции,что в колхозе имеет одинаковые свойства-не дуйте на холодную воду,как на кипяток. Проедите входной контроль св.материала,так как поставщикам веры нет-в сертификатах напишут,что угодно.Возьмите св.08Г2С или 10ХСНД,все остальное перебор. Что там дальше? Зачистка,разделка,подогрев?..если нужен.
-
1
-
-
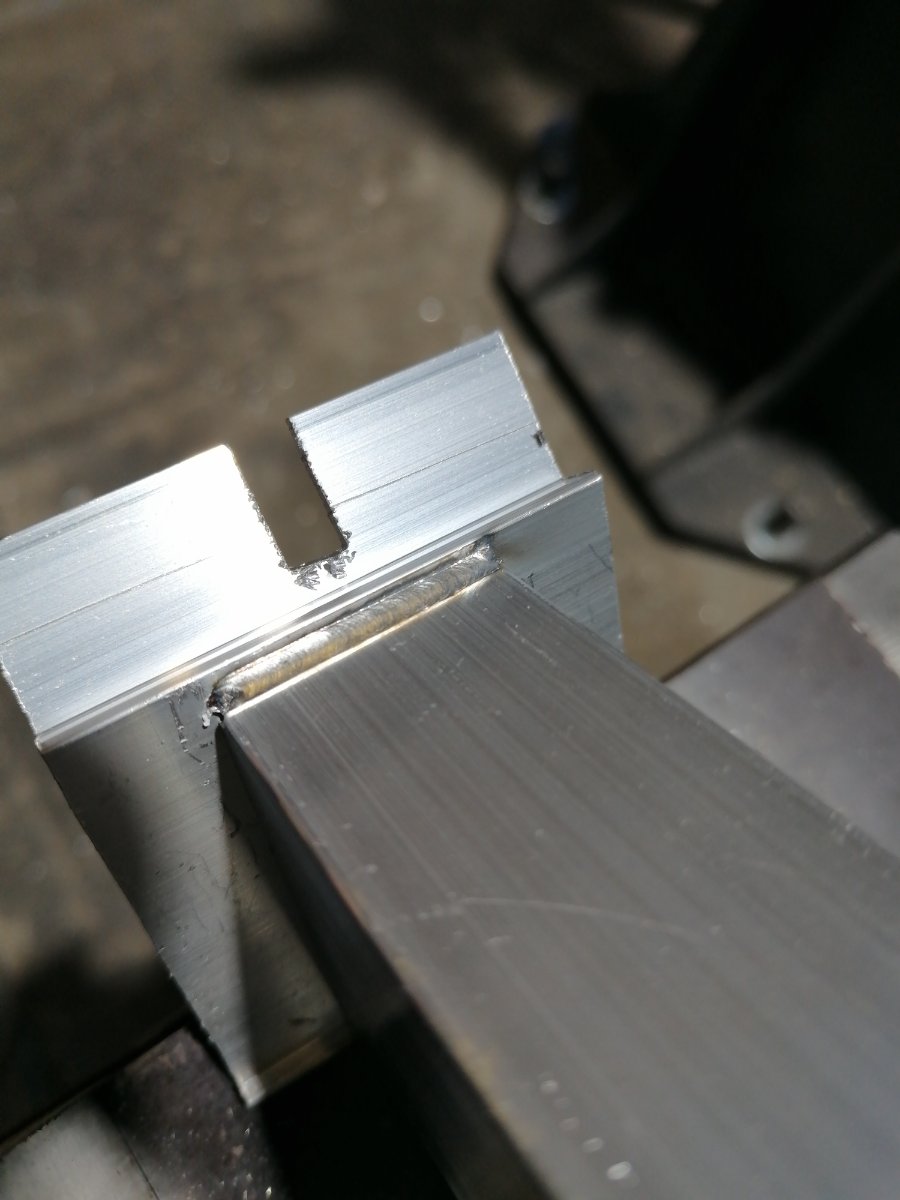
57 минут назад, SanyaRepin сказал:
втулка силуминовая, профиль АД
Вы сначала разберитесь тем ,что такое силумин. Профиль АД -?
-
5 часов назад, Сан Толич сказал:
У меня отключено сохранение паролей и автозаполение, но, большинство сайтов не разлогиниваются, пока я сам не почищу историю браузера.
Вы ответили на свой вопрос...что-то из чего-то надо выбрать -это не системная ошибка форума.
-
2 минуты назад, Сан Толич сказал:
Постоянное "разлогинивание" через определенное и не очень продолжительное время (наверное, минут 15-20) - это особенность работы сайта? У меня так и на двух ПК и на телефоне.
Вы не пробовали разобраться в настройках компьютера и телефона?
-
В 23.03.2024 в 22:48, krech сказал:
Колокол ,чугунный ,от трактора
Ты бы в следующий раз лучше не торопился. Фаска на корпусе должна быть снята на 3/4 толщины. Стальная вставка должна быть отожжена и иметь слегка выпуклую форму-постепенно осаживая ее во время сварки,снимаются напряжения. В твоем случае,св.шов будет работать на срез(подкалочный слой),а не на растяжение,если бы была сделана разделка. Учитывая,что зона подкалки /мартенситная прослойка/ будет составлять не две десятки,а больше при тиг-сварке,да еще ты молотком постучал по этому шву,раздалбывая мартенсит,а он очень хрупкий,что может привести к отколу. Часто это происходит на подварочных швах,где напряжения распределяются таким образом,что край шва отрывается от чугунной основы.В следующий раз не торопись.Мораль сей басни такова-не забывай о разделке.
-
2
-
-
Пресс-форма крышки.Продолжение. Первый образец прошел проверку в Н.Новгороде).Последовало еще четыре. Снимаются десятки за проход и так часами... т.фрезы,алмазные боры,алмазные надфили ....,и крышка изготовленная с новой резьбой.
![IMG_20240324_202759[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/1846088601_IMG_20240324_2027591.thumb.jpg.94f3ecc8e3163d206ba9559dcf10bc2b.jpg)
![IMG_20240324_195321[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/395310771_IMG_20240324_1953211.thumb.jpg.73aa5cb23fbcbf9aaa8e87434d776bd4.jpg)
![IMG_20240324_190628[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/887372566_IMG_20240324_1906281.thumb.jpg.2ed888b91b0566f4f20614d83f6f9987.jpg)
![IMG_20240324_184833[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/329971807_IMG_20240324_1848331.thumb.jpg.84e31eda58388e97333a6fb931977353.jpg)
![IMG_20240324_182032[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/336632738_IMG_20240324_1820321.thumb.jpg.39efa2dab031ae9caeddc7dbb159eab9.jpg)
![IMG_20240324_181543[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/1827986978_IMG_20240324_1815431.thumb.jpg.90b5edb98d205546ead0e399b5baec2a.jpg)
-
2
-
2
-
-
24 минуты назад, Сергей175 сказал:
Совместимы ли данные марки алюминия
Да.
-
42 минуты назад, Roks23 сказал:
С панели пользователя также нет доступа к ЛС.
Проверьте,появился ли значок? Если нет,то выйдете из аккаунта,а потом зайдите вновь.
-
Участникам форума. Посмотрите у всех ли на панели есть значок -Личные сообщения.
-
Продолжение. В связи с тем,что интеркулеры,находящиеся в эксплуатации длительно время,имеют на поверхности довольно толстую и прочную окисную пленку. Тем более,что на Фредах трубная доска после штамповки выпуклой частью просечки обращена к сердцевине . Края неровные и грязь пескоструйной обработкой не удаляется полностью,что затрудняет пайку. Поэтому,после пескоструйной обработки,требуется фрезерование и шабрение на глубину порядка 0,3-0,4мм. 38 точек пайки.
![IMG_20240317_123515[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/443897365_IMG_20240317_1235151.thumb.jpg.7e75d835e0e9b10fc42323fc049974f2.jpg)
![IMG_20240317_123105[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/2118187585_IMG_20240317_1231051.thumb.jpg.48fc8c7373d934823e77b4f0ea01a17c.jpg)
-
2
-
-
44 минуты назад, Блудный химик сказал:
Хм, интересно, спасибо. А где можно прочитать теорию про явление электрической дуги? Чтобы прям основательно (не как в википедии)
 А то в интернете указаны только стандартные значения, уже кем-то измеренные на практике, а для хоть немного нестандартных значений - ничего...
А то в интернете указаны только стандартные значения, уже кем-то измеренные на практике, а для хоть немного нестандартных значений - ничего...
Откройте материалы -Сталеплавильные дуговые электропечи,скажем,тон на семь лома.Посмотрите,как они работают,а то этом тема уже не на детский сад смахивает,а черт знает на что.
-
Интеркулер Фредлайнера. 20 лет от роду.Оригинал. В этом случае интересно расположение трещин-6 в разброс,отрывы трубок. Вроде и доступ хороший,но пайка как-то трудно идет.
![IMG_20240316_164322[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/569669453_IMG_20240316_1643221.thumb.jpg.0615be6730e121bd5901578d7ae91d34.jpg)
![IMG_20240316_165330[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/122504217_IMG_20240316_1653301.thumb.jpg.3f45cc2a43bd98ae6780276924550127.jpg)
-
2
-
-
Радиатор Хундай. Трещина в бачке. Берем декоративную штамповку. Рихтуем,режем, свариваем. Сложнее всего сделать горловину с нормально работающим клапаном. Горловина паяная.
![IMG_20240314_165824[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/1406306585_IMG_20240314_1658241.thumb.jpg.4d1c0b90ea56a759b757f0ab6fffba78.jpg)
![IMG_20240314_185918[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/329475371_IMG_20240314_1859181.thumb.jpg.cdf7711de5dcbafd97e02b0f47257301.jpg)
![IMG_20240314_193409[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/32597179_IMG_20240314_1934091.thumb.jpg.6e59c3199fcc4e82e6533a80c37e63fd.jpg)
![IMG_20240314_194155[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/1526686702_IMG_20240314_1941551.thumb.jpg.7828e7a4e0025bc2849b0db45b1ff50f.jpg)
![IMG_20240314_195632[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/1387467113_IMG_20240314_1956321.thumb.jpg.e233fe9c4e71a5f2f5f28cc6628a01c3.jpg)
![IMG_20240314_193535[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/381698144_IMG_20240314_1935351.thumb.jpg.ba606e05477d7a21673cb9db9c80531f.jpg)
-
2
-
3
-
-
54 минуты назад, Струня сказал:
А вот выдержку какую для отжига давать?
Экспериментально. Образец в печь и минимальный слой окалины при достижении нужных свойств .
-
1
-
-
4 минуты назад, madtobacco сказал:
К сожалению, вся литература по лазерной сварке, находящаяся в общем доступе - бесконечно устарела...

Это в два прохода?
-
1
-
-
2 минуты назад, madtobacco сказал:
Осталось проверить гомогенность шва.
Это уже интересно)
-
1
-
-
5 часов назад, Amiandar сказал:
При подключении редуктора у30 ар40 п к баллону 40 литров углекислота травит из предохранительного клапана подскажите, пожалуйста, почему?
О чем изначально шла речь? Следующее,если темы объединили,то сочли нужным это сделать.
-
Регулятор расхода газа Сварог -https://propribory.ru/static/upl/29-11-2023/viiBNSpwieQtNW-w/rukovodstvo_u-30-ar_u-30-5_ar-40_int.pdf
7 позиция -предохранительный клапан. Видите его?
![IMG_20240401_120813[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_04/1347546492_IMG_20240401_1208131.jpg.e751c7ff6c500a25c0d2b4bb949f6951.jpg)
![IMG_20240330_173929[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/1574811291_IMG_20240330_1739291.jpg.14a490d6c3e7ab98bbf62a2b8c1256c8.jpg)
![IMG_20240330_173455[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/1260838853_IMG_20240330_1734551.jpg.ac3fbdd65af524d991e8ae11be6adaad.jpg)
![IMG_20240330_171726[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/1062045191_IMG_20240330_1717261.jpg.5ae5de16c36e3f9ee38ea275ee7b4460.jpg)
![IMG_20240330_164047[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/1485912419_IMG_20240330_1640471.jpg.efa3d58ae02048d59c47d3687e5a84dc.jpg)
![IMG_20240330_171726[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/1458230384_IMG_20240330_1717261.jpg.d1d4cec257cf8e5b94923f5dbe006875.jpg)
![IMG_20240330_162145[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/923769263_IMG_20240330_1621451.jpg.f343d80c2da6966e9f0d1e7b70b54a0e.jpg)
![IMG_20240330_161615[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/1642651352_IMG_20240330_1616151.jpg.dcdd4bdf409c6eb9f198c1302240711e.jpg)
![IMG_20240330_160534[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/432888560_IMG_20240330_1605341.jpg.64958ae68dc61e2a77dad878b96067f3.jpg)
![IMG_20240330_160143[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/465091623_IMG_20240330_1601431.jpg.2d09b7389d4fd01400734e53ee9b0a14.jpg)
![IMG_20240330_140904[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/1276665534_IMG_20240330_1409041.jpg.0c7c1bad8b8bf46221cbf786e8d4adff.jpg)
![IMG_20240330_115021[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/112733489_IMG_20240330_1150211.jpg.2ffa653e11a96c1363c3c83166f3a155.jpg)
![IMG_20240330_114811[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/1974135612_IMG_20240330_1148111.jpg.76111bd7bd0e606e37e71e2fd7de6498.jpg)
![IMG_20240330_114522[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/2099043600_IMG_20240330_1145221.jpg.b8caced0b3b8fc5a7e9416977521fee4.jpg)
![IMG_20240324_202759[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/1135705541_IMG_20240324_2027591.jpg.dbbda806c0f8d0cc7f0136e392d97c54.jpg)
![IMG_20240324_195321[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/720914192_IMG_20240324_1953211.jpg.ab535226111068c5483e47e14e5c0d04.jpg)
![IMG_20240324_190628[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/915181920_IMG_20240324_1906281.jpg.b39ecf4fdfe6bf798080ba28d68e985f.jpg)
![IMG_20240324_184833[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/903050857_IMG_20240324_1848331.jpg.c47b98aad22272eb0f96ebbfe1da2ade.jpg)
![IMG_20240324_182032[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/1627102328_IMG_20240324_1820321.jpg.5b356190ff4488373d32ac5372a43fb9.jpg)
![IMG_20240324_181543[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/1822564946_IMG_20240324_1815431.jpg.1e037e4ce7665639f6a02b1954569218.jpg)
![IMG_20240317_123515[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/1325596908_IMG_20240317_1235151.jpg.d5117447097e3e50f486cdf7000bb0e9.jpg)
![IMG_20240317_123105[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/552660157_IMG_20240317_1231051.jpg.735f852ccb9d8cb8f5d1672959c8ea89.jpg)
![IMG_20240316_164322[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/1180372784_IMG_20240316_1643221.jpg.b8592cd565b2bafd47d80163e8527fdf.jpg)
![IMG_20240316_165330[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/598394975_IMG_20240316_1653301.jpg.baa2b95258373b94610338a6e8fbb3f7.jpg)
![IMG_20240314_165824[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/916885923_IMG_20240314_1658241.jpg.b4a4d82b42d8bd7191c37cce958a6b87.jpg)
![IMG_20240314_185918[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/454918062_IMG_20240314_1859181.jpg.ce6254b2e8f1cd759dcfcb5e45495ca1.jpg)
![IMG_20240314_193409[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/974580074_IMG_20240314_1934091.jpg.a1b4c7c87462cb360e5249dda9e8f1db.jpg)
![IMG_20240314_194155[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/1691614992_IMG_20240314_1941551.jpg.f05aa4c0b1b7318d39777fddba292688.jpg)
![IMG_20240314_195632[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/1637214786_IMG_20240314_1956321.jpg.c34e6aa82d46c456fe821fea68858191.jpg)
![IMG_20240314_193535[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_03/811079160_IMG_20240314_1935351.jpg.6004c2f1795bbaf36038886a19f6f30e.jpg)
Пульс и двойной пульс в MIG, для чего он и в чем отличие на разных металлах?
в Полуавтоматическая сварка — MIG/MAG
Опубликовано
Вам надо понять принцип работы аппарата.