

Точмаш 23
-
Постов
4 883 -
Зарегистрирован
-
Посещение
-
Победитель дней
278
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
Думаю,что надо бы вернуться к теме сварки чугунных секций котлов.В принципе,какого-то серьезного затруднения сама сварка не представляет-герметичность будет,но вопрос в работоспособности секции. Чтобы гарантированно работала,надо производить отжиг,иначе гарантии не будет. Полуавтомат панч.
![DSCN1342[1].JPG](https://websvarka.ru/talk/uploads/monthly_2024_01/861192650_DSCN13421.thumb.JPG.6eae593adedc15da895029b8b1f4ae5f.JPG)
![DSCN1371[1].JPG](https://websvarka.ru/talk/uploads/monthly_2024_01/1958328202_DSCN13711.thumb.JPG.46fd1730e9e057fce3d0c8476903fa17.JPG)
![DSCN1373[1].JPG](https://websvarka.ru/talk/uploads/monthly_2024_01/1471477021_DSCN13731.thumb.JPG.997be731e4a3a0e664e3e54fa86a87e2.JPG)
![DSCN1378[1].JPG](https://websvarka.ru/talk/uploads/monthly_2024_01/579965395_DSCN13781.thumb.JPG.d74b4640d91530449c2fb22951348ca0.JPG)
![DSCN1376[1].JPG](https://websvarka.ru/talk/uploads/monthly_2024_01/197474090_DSCN13761.thumb.JPG.8f18e105c723ad12d464a1998b9708c1.JPG)
![DSCN1379[1].JPG](https://websvarka.ru/talk/uploads/monthly_2024_01/1325757716_DSCN13791.thumb.JPG.9f115b2ff0c9cd980525c66027ed2add.JPG)
![DSCN1381[1].JPG](https://websvarka.ru/talk/uploads/monthly_2024_01/2020052780_DSCN13811.thumb.JPG.fe81f217e0fd269b39e5dc247da63768.JPG)
![DSCN1388[1].JPG](https://websvarka.ru/talk/uploads/monthly_2024_01/1450051474_DSCN13881.thumb.JPG.70148409bf1e10ada28e35305caea485.JPG)
![DSCN1389[1].JPG](https://websvarka.ru/talk/uploads/monthly_2024_01/1963930513_DSCN13891.thumb.JPG.4b9693364a91ebd124c0ef439aeda0d7.JPG)
-
Одна из самых сложных сварок чугуна без подогрева. Крышки эл.двигателей. Стенка отливки 4-5мм. Возникающие напряжения будут бесконечно множить отколы. Сейчас уже понимаешь,что это надо делать быстрее и с меньшими затратами -пайка Алармет 211,то есть рассматривается тот и тот вариант и выбирается лучший. Прочностные характеристики таких крышек пайкой примерно равнозначны сварки Панч 11
![IMG_20220205_170136[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_01/1737865886_IMG_20220205_1701361.thumb.jpg.c56218274d743e7310170bf0b3010508.jpg)
![IMG_20220205_172808[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_01/37600592_IMG_20220205_1728081.thumb.jpg.c38e1101eb54c2a387c7660b85933e89.jpg)
![IMG_20220206_160737[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_01/944749916_IMG_20220206_1607371.thumb.jpg.2dc0edc08af423c3d739fbabeb3cd447.jpg)
![IMG_20220207_113140[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_01/1626183934_IMG_20220207_1131401.thumb.jpg.7443c12dac43e28a39c4ed081ee4d352.jpg)
![IMG_20220207_113359[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_01/627658465_IMG_20220207_1133591.thumb.jpg.0a6980e52b79ee4f3650a8eeb82c574d.jpg)
-
Довольно часто встречаются пороки литья деталей из ст.30л. Стальное литье,это сложное дело.Корпус кассеты негерметичен. Лучше закрывать латкой при низком давлении,чем гонятся за каждым дефектом в отливке. Это касается деталей,работающих при низких давления, а при высоком (больше 150ати) ни в коем случае -произойдет отрыв по зоне сплавления,особенно это касается деталей из чугуна.
![IMG_20210730_101514[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_01/445142681_IMG_20210730_1015141.thumb.jpg.e80ce1b2f09451a90e826e1abc927308.jpg)
![IMG_20210730_101720[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_01/1151407138_IMG_20210730_1017201.thumb.jpg.62951ba69630a6d80da15c61500baf33.jpg)
-
 1
1
-
-
Шпиндель. Это такая трехсоткилограммовая деталь,которая требует изготовления сквозного квадратного/продолговатого/ отверстия с высокой точностью. В данном случае допуск 0,02мм,что мало реально добиться такой точности на вертикальных долбежных станках.Поступает сторонний заказ,где в чертеже указан такой допуск ..и начинается свистопляска. Эти современные чертежи много стоят,особенно те ребята,которые закладываю такие допуски,пользуясь коп. программами. Это как калькулятор:устройство производит расчет,руководствуясь теми исходными данными,которые в него введены,а у этого оператора,который производит ввод данных,руки есть,но проблемы с его профессиональной подготовкой. Встречаются случае,когда угол фаски задается не 45г,как обычно, а 33г 40". И начинают голову ломать,каким образом это сделать и,самое главное,зачем это нужно.Потом согласования и..оказывается можно и фаску с углом 45 и допуск отверстия 0,2, а не 0,02
К чему это? Такая ситуация встречается как в металлообработке,так и в изготовлении сварных конструкций,то бишь профессионализм разработчика желает лучшего,да и технолога тоже. Схватят какой-то выгодный заказ,а потом ломают голову,как его выполнить -главное, схватить,а уж потом куда кривая выведет. А выводит эта кривая к рядовому исполнителя,которого потом обвинят в непрофессионализме .
![IMG_20190802_143855[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_01/714249351_IMG_20190802_1438551.thumb.jpg.fbb2c2c6e0b36650bcbbc9b34a6786f4.jpg)
![IMG_20190802_143928[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_01/952026739_IMG_20190802_1439281.thumb.jpg.513f487eba26d668cfa87e5d3a539c81.jpg)
![IMG_20191203_151407[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_01/1803661000_IMG_20191203_1514071.thumb.jpg.1c6a796dafed9b8b3024d99fe0a6a79e.jpg)
![IMG_20191203_151419[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_01/1443455911_IMG_20191203_1514191.thumb.jpg.dcaa0e75199c3c221ac078d42398996d.jpg)
-
3
-
-
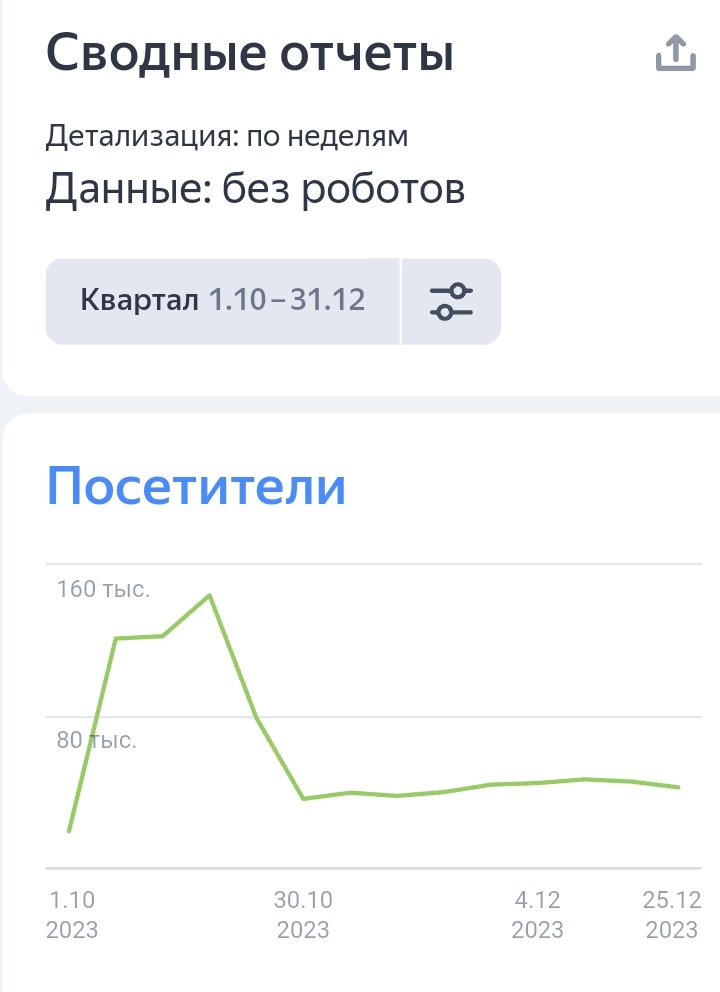
56 минут назад, svarnoi69 сказал:
ps. чо тут так уныло , а?

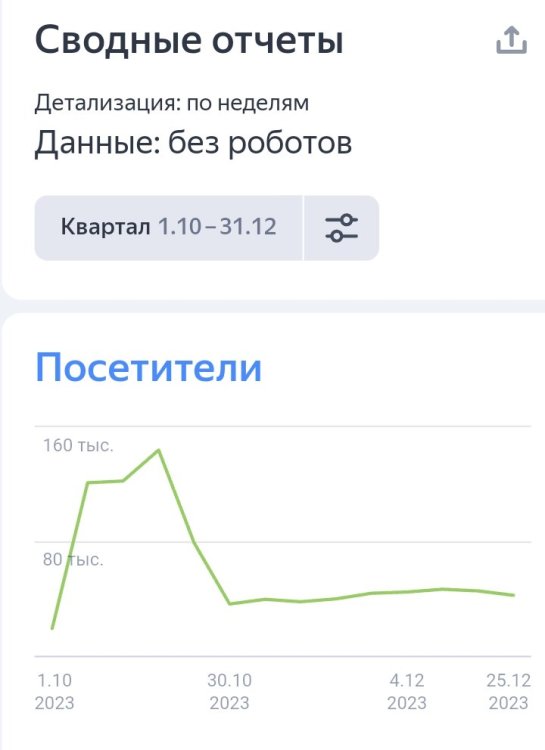
Это умышленная неточность,Сварной? Это статистика с ботами.Полагаешь,что я настоящую статистику без тебя не знаю?
-
1
-
-

Знаете,что самое главное в новом году,в самом его начале,а именно первого числа ближе к вечеру?Не предавайтесь размышлениям о смысле жизни,а накатите еще..
-
 1
1
-
2
-
-
Кронштейн Кио. Сварка простая. Что хотелось бы отметить? Выполняется без проковки Пнан11 или NF. Единственное,что надо накладывать валики противоположно утягивающими ,то бишь,закрепляются торцы,затем корень мм 15 с одной стороны,потом с противоположной и так по всему сечению.Если сваривать одну сторону,затем другую,то может произойти отрыв(не откол).
![IMG_20231230_131555[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/178413492_IMG_20231230_1315551.thumb.jpg.647b005fd11b1e5bc6423ec9f4a91f61.jpg)
![IMG_20231230_131944[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/1583503770_IMG_20231230_1319441.thumb.jpg.929c2329c264cd34aed61ff403cff54b.jpg)
![IMG_20231230_135609[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/1310277403_IMG_20231230_1356091.thumb.jpg.72ff8ee62cff27a22e1b2384f1321134.jpg)
![IMG_20231230_142845[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/2009373858_IMG_20231230_1428451.thumb.jpg.3b570ebe739a515c0c614eed76b07b30.jpg)
![IMG_20231230_140135[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/176200602_IMG_20231230_1401351.thumb.jpg.d7fd70fb0e233047c2691f5ef8f14161.jpg)
![IMG_20231230_140026[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/743256140_IMG_20231230_1400261.thumb.jpg.9480ed5e7aea989d36585bb2b6938ff8.jpg)
![IMG_20231230_135714[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/1187139626_IMG_20231230_1357141.thumb.jpg.cd815aa1a0dc5bb7af61ccc120c03218.jpg)
-
2
-
3
-
-
-
10 часов назад, hvr63 сказал:
Трубы из нержавейки. "Сварены" полуавтоматом "черной" проволокой.
Аргументы против,только обоснованные, для данного случая.
-
1
-
-
-
7 часов назад, Dmitry1962 сказал:
И вспышки не пропускает?
")
Нет.
-
4 часа назад, ГЛОБАЛ сказал:
Вертикальный и горизонтальный рост в компании.
Вертикальный рост еще как-то можно понять,а вот горизонтальный рост с трудом. Что это?..бесконечное расширение обязанностей?
-
1
-
5
-
-
По маске KeyGree. Батарейка литиевая Cr2450. Можно поставить 2032,как в Спидглас,но добавить еще двухрублевую монету-высота разная,а не пытаться в отсек засунуть две штуки.
Высота 2450-5мм, а 2032 -3,2мм. У первой емкость 610мАч, у второй 170мАч.
-
Крепление зеркала Ман. Все-таки 5356 предпочтительнее,чем 4043.
![IMG_20231207_112556[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/1957468319_IMG_20231207_1125561.thumb.jpg.9353ec1fc84104d5caf4e5b9a538ba38.jpg)
![IMG_20231207_113742[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/1612901248_IMG_20231207_1137421.thumb.jpg.328ac18bdf7bbee170d4a2aa780c0f9c.jpg)
-
2
-
1
-
-
9 часов назад, graycat сказал:
А по своему опыту лёгкое хорошим быть не может....наверное, но я не уверен.
Может быть,где-то вы правы,но иногда "внешность"обманчива. Элитех. Маленький аппарат,посмотреть не на что,но уж сколько лет работает. Купить его и в мыслях не было,просто случайно достался...,тем не менее,это маленькая и надежная машинка.У меня два аппарата подобного класса-это Форсаж 161 и Элитех .Сын предпочитает пользоваться Элитех,а не Форсажем.Если память не изменяет,то ХХ у Форсажа повыше и эл.с фтористо-кальциевой обмазкой зажигаются получше,но.. Объективности ради надо сказать,что у меня есть УШМ,ПШМ, станки заточные и прочее этой торговой марки и весь инструмент работает хорошо. На российском рынке инструмент торговой марки Элитех-это довольно дорогой товар.Все-таки они не страдают всеядностью и привозят в Россию приличную китайскую продукцию.

-
7 часов назад, graycat сказал:
кто производитель светофильтра?
Китай,но хороший Китай.
-
А вот эту маску стоит рекомендовать. На форуме уже говорилось о ней,но следует еще раз сказать,что маска действительно хорошая и мало в чем уступит Спидглас.
![IMG_20231222_184717[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/1267928694_IMG_20231222_1847171.thumb.jpg.1e0e8899e1089502a1ed5c2e8614683b.jpg)
-
2 часа назад, БукВарик сказал:
А если из флюса выпарить поступившую влагу,он сохранит свои химические свойства?
Это сварка АД31 автогеном. Пропановая горелка,естественно шов шире,чем у ацетиленовой. Тот же флюс,о котором говорил,без просушки.Конечно,автогенная сварка,это не ТИГ-сварка,но она была и будет,так как не требует какого-то сложного оборудования...она сложнее,чем ТИГ-св.
![IMG_20231222_200305[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/1293371543_IMG_20231222_2003051.thumb.jpg.33daa53761d6ddc213911bfbd0906405.jpg)
![IMG_20231222_201857[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/1817732151_IMG_20231222_2018571.thumb.jpg.44bc98e804a73103489441584c4f269a.jpg)
![IMG_20231222_202455[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/1415174493_IMG_20231222_2024551.thumb.jpg.6898a6fe9ad31e7a947ab411a6a31f00.jpg)
-
2
-
1
-
-
40 минут назад, tehsvar сказал:
сила бахнула
..и во сколько полноценных российских рублей обошелся бабах ?..почем пыль для гроверса?
-
37 минут назад, Струня сказал:
Руки трясутся ещё по причине слабости- непривычная моторика.
Здесь есть один принципиальный момент. Трясущиеся от напряжения руки на производстве и частном предпринимательстве -разные вещи. При каком -то заводском браке исполнитель остается в тени -страдает репутация предприятия и материальные издержки лежат тоже на предприятии . В случаях частного предпринимательства, вся ответственность,как материальная,так и рипутационные издержки целиком ваши -спрятаться не за кого будет. Когда рядом есть опытный наставник,который может исправить твою ошибку -это одно,а когда человек только начинает свое дело и зарабатывает репутацию-это другое,в принципе другое:несколько ошибок и репутация его, как сварщика накрылась медным тазом...со всеми вытекающими отсюда последствиями.
-
14 минут назад, Сан Толич сказал:
Важно, чтобы руки не тряслись (при ММА и TIG). Поэтому и кажется столько магии иногда в этом процессе.
Конечно,важно,чтобы они не тряслись от волнения особенно при сварке дорогих деталей ,но тряслись они в свое время у всех,пока не наступала уверенность в себе -это объективная реальность. Особенно,чтобы они не тряслись при пайке какого-нибудь радиатора ценой в 100ты. А что касается ВД,то это была основная номенклатура сварочных аппаратов в Союзе -простые ,надежные и неприхотливые,правда,характеристики одной серии были разные,что сказывалось при работе с эл. со фтористо -кальциевым покрытием.
-
1
-
-
1 час назад, welderman сказал:
Ещё одна жертва ЕГЭ, ММА с ТИГом попутала
 .Да и ТИГ-процесс вполне себе на DC работает по Al.
.Да и ТИГ-процесс вполне себе на DC работает по Al.
Абсолютное непонимание процесса сварки,да и в предыдущих постах проскакивает какое-то пренебрежение к электродам -96.40, 96.50. В принципе любой китайский бытовой инвертор потянет такую сварку. В связи с тем,что теплопроводность алюминия высокая,то место начала сварки требует предварительного подогрева металла,скажем от 3мм, а если деталь массивная то по всей длине кромок. К примеру,этими электродами можно заварить боковую трещину в ГБЦ и т.д. Единственное,что повышенные шлаковые включения в наплавленном металле шва ,делают нежелательным сварку ответственных соединений. Этот электрод можно использовать в качестве присадочного прутка для автогенной сварки алюминия.Безусловно,нужен навык в сварке такими электродами. Преимущества. Допустим,надо соединить сваркой две алюминиевые шины-100/10мм. Тащить аргонник в полевые условия или близкие к ним проблематично,поэтому небольшой пропановый баллон,горелку для подогрева,эл. 96.40 и обычный инвертор 200а. Удавалось сваривать алюминиевые провода,ГБЦ, шины и т.д. Такие электроды надо бы иметь в запасе,но гигроскопичность обмазки делает проблематичным длительное хранение электродов. Уже приходилось говорить,что в советское время/середина семидесятых/ на военных ремонтных заводах применялась автогенная сварка тех же ГБЦ и прочего алюминия.Это была не самодеятельность,а утвержденный тех.процесс-эта техника шла в армию. Когда аргонники не были столь широко распространены и доступны,как сейчас,то применялась в основном автогенная сварка,но достать флюс было проблемой,большой проблемой. Кстати,о флюсе. На снимках Кастолин 190. Поступает в продажу в порошке,но влага делает свое дело,то есть он превращается в желеобразную массу. Своих свойств не теряет,по крайней мере,для пайки. После вскрытия банки флюс надо обязательно хранить в герметичной таре, а такая банка ей не является.
![IMG_20231212_181601[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/2032117442_IMG_20231212_1816011.thumb.jpg.9a635ec76bc4dc93e56c58c335ff1452.jpg)
![IMG_20231212_181623[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/1072288039_IMG_20231212_1816231.thumb.jpg.eaddab2812a20fb1f7d94a8f7f6ac124.jpg)
-
1
-
-
7 часов назад, Юрий7777 сказал:
Алюминий варят исключительно переменкой!!! Постоянный ток не даст пробить оксидную пленку. Или нужен аппарат с импульсом. Повышенный ток пробивает оксид, а пониженным варят.
Кто вам такое сказал? Откуда вот это все берется?...уж извольте ответствовать.
-
2
-
-
14 минут назад, welderman сказал:
Если нажимаете на кнопку-то помпа должна работать без остановки всё время с производительностью1,5л/80сек,пока кнопка нажата. Вот минуту и держите.Если не так-проверяйте цепи питания и пусковой конденсатор.
Я не совсем понимаю,почему человек,работая на производстве, должен заниматься диагностикой неисправного оборудования?Понятно,если это свой аппарат,но он наемный работник и его задача настроить аппарат на нужный для работы режим и заниматься сваркой,а не заниматься несвойственной ему работой. Как ты это себе представляешь проверку конденсатора в трюме корабля? Есть мастер,есть начальник цеха,есть соответствующие службы...это производство .
-
2
-
![DSCN1342[1].JPG](https://websvarka.ru/talk/uploads/monthly_2024_01/896918642_DSCN13421.JPG.9f2c084fe7a20dfb2b086e6f7008c3a5.JPG)
![DSCN1371[1].JPG](https://websvarka.ru/talk/uploads/monthly_2024_01/1830307992_DSCN13711.JPG.abec67208d84a844532042a4387ef257.JPG)
![DSCN1373[1].JPG](https://websvarka.ru/talk/uploads/monthly_2024_01/1641832936_DSCN13731.JPG.57771b57c0ff4696acfd006f1f15fe52.JPG)
![DSCN1378[1].JPG](https://websvarka.ru/talk/uploads/monthly_2024_01/1309645950_DSCN13781.JPG.802dac829f00ae01172bea175c9f9906.JPG)
![DSCN1376[1].JPG](https://websvarka.ru/talk/uploads/monthly_2024_01/1851597769_DSCN13761.JPG.56de4ee6069cff3f280fd87ded0a4c6f.JPG)
![DSCN1379[1].JPG](https://websvarka.ru/talk/uploads/monthly_2024_01/1687217301_DSCN13791.JPG.0cde4462a5b89a1f3ea2375773e97772.JPG)
![DSCN1381[1].JPG](https://websvarka.ru/talk/uploads/monthly_2024_01/685242518_DSCN13811.JPG.0f92466702c56b6d87fa6406cec0d75a.JPG)
![DSCN1388[1].JPG](https://websvarka.ru/talk/uploads/monthly_2024_01/1966348607_DSCN13881.JPG.054040aecc4403c1e080a909de937939.JPG)
![DSCN1389[1].JPG](https://websvarka.ru/talk/uploads/monthly_2024_01/1049254402_DSCN13891.JPG.1e4630a2c3b2406331018d696df6afa7.JPG)
![IMG_20220205_170136[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_01/1195888199_IMG_20220205_1701361.jpg.39c85a4f7bb8e65e01e49217daa7c6c6.jpg)
![IMG_20220205_172808[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_01/1898899920_IMG_20220205_1728081.jpg.dc5322e317ee461097edf3027cece0f4.jpg)
![IMG_20220206_160737[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_01/1953970774_IMG_20220206_1607371.jpg.f28f0a975dcde852522f7acc63d76e3b.jpg)
![IMG_20220207_113140[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_01/18776522_IMG_20220207_1131401.jpg.983fc078b73d5a811c3d8831b1f7b68c.jpg)
![IMG_20220207_113359[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_01/1992847586_IMG_20220207_1133591.jpg.6e563b24ec1e2994064021bbc9b0ee06.jpg)
![IMG_20210730_101514[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_01/1153083969_IMG_20210730_1015141.jpg.ae70c91809e34e4eeabe175ca1899a57.jpg)
![IMG_20210730_101720[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_01/864560133_IMG_20210730_1017201.jpg.a3498122e0613033b1b12e3e052455c8.jpg)
![IMG_20190802_143855[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_01/2053074266_IMG_20190802_1438551.jpg.508a645fc8c762482b239887c148c0e5.jpg)
![IMG_20190802_143928[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_01/1397424553_IMG_20190802_1439281.jpg.729613b6cc725ff01d97612ecc759705.jpg)
![IMG_20191203_151407[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_01/1416086856_IMG_20191203_1514071.jpg.3c1eb33a1c5e125b11477fb6f925b8c1.jpg)
![IMG_20191203_151419[1].jpg](https://websvarka.ru/talk/uploads/monthly_2024_01/1792947849_IMG_20191203_1514191.jpg.0888a5cf73259e45f5cb7450f057e948.jpg)
![IMG_20231230_131555[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/64110973_IMG_20231230_1315551.jpg.97d5398113b67d91745e908caba802d8.jpg)
![IMG_20231230_131944[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/1751899137_IMG_20231230_1319441.jpg.d43f3fd29556e61a30feeaa3737c5732.jpg)
![IMG_20231230_135609[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/692677274_IMG_20231230_1356091.jpg.a20f2f6a06dfba2c12e94fbf251b7bb9.jpg)
![IMG_20231230_142845[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/1754615649_IMG_20231230_1428451.jpg.0972c032e7d7e70530ab7c27a036ffec.jpg)
![IMG_20231230_140135[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/146459013_IMG_20231230_1401351.jpg.f97896c9c74aed181e9f0888df354fd5.jpg)
![IMG_20231230_140026[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/1928556591_IMG_20231230_1400261.jpg.172f5f1db2ad29fa9ccf13d44360f3e3.jpg)
![IMG_20231230_135714[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/1981307013_IMG_20231230_1357141.jpg.36c331473778a83ec52039139e34c6f5.jpg)





![IMG_20231207_112556[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/57340875_IMG_20231207_1125561.jpg.5b5b6610c632fbf21ed2c1ae01a614c8.jpg)
![IMG_20231207_113742[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/307485123_IMG_20231207_1137421.jpg.ea4d39cacc4ee2b69de7930484e752cb.jpg)
![IMG_20231222_184717[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/9322467_IMG_20231222_1847171.jpg.5140a30b8ef937a43bd21a79a96e0b14.jpg)
![IMG_20231222_200305[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/438915171_IMG_20231222_2003051.jpg.579c3413b80f5aebc0d543a26d52a313.jpg)
![IMG_20231222_201857[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/2018268120_IMG_20231222_2018571.jpg.01b3e21ebe8a82a8decedab78a9487fe.jpg)
![IMG_20231222_202455[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/1805317246_IMG_20231222_2024551.jpg.e784c2d425c0106447d1ed3cf814deb0.jpg)
![IMG_20231212_181601[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/1696268897_IMG_20231212_1816011.jpg.593afc491be6ec1c1635431a48f622ee.jpg)
![IMG_20231212_181623[1].jpg](https://websvarka.ru/talk/uploads/monthly_2023_12/1553739790_IMG_20231212_1816231.jpg.a0ac2a1d1ffe5e1bd424cc6ad71a8fbc.jpg)
Сварочные швы
в Фотогалерея
Опубликовано
Чугун. Полуавтомат панч11...просматривая архив)