

Точмаш 23
-
Постов
4 880 -
Зарегистрирован
-
Посещение
-
Победитель дней
277
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
К сведению
tuk- Это висело на этом сайте? Или не висело?“Китайский или немецкий Proxxon?Нам часто задают вопрос, где располагаются производство изделий Proxxon. Другой вопрос, который мы хотим затронуть, это то, что некоторые продавцы Proxxon в России, утверждают, что они торгуют немецким Proxxon, а другие - китайскими подделками под Proxxon.Мы, хотим, наконец, прояснить эти вопросы подробно. Немецкая фирма Proxxon является транснациональной компанией и имеет небольшой завод в Германии, однако основную продукцию, как по обьему, комплектации так и по ассортименту, Proxxon размещает на разных производствах, в европейских странах и в других.1. Основной объем производства продукции Proxxon выпускается в Китае, и, в современных условиях, так работает не только фирма Proxxon, но и практически все транснациональные компании.2. Эти заводы, где Proxxon выпускает свою продукцию или комплектацию, не всегда постоянны, и в разные моменты времени, Proxxon выпускает свою линейку мини станков и инструмента на разных заводах, размещая заказ, где, во-первых. обеспечивается правильная технология и контроль качества, во-вторых, из соображений себестоимости производства Proxxon.3.Выпуск продукции Proxxon проводится под постоянным контролем качества со стороны руководства и головной немецкой организации Proxxon, поэтому эти изделия качественны, независимо от места производства.4. Вся продукция с заводов Proxxon поступает и отпускается оптовикам со складов в Германии, т.е. напрямик, продукция с заводов-изготовителей не попадает к покупателю. Только через склад, где, вообще говоря, изготовитель обезличивается!Резюмирую, мы ответственно заявляем.1. Мы торгуем качественным товаром Proxxon, который закупаем в Германии непосредственно от головного немецкого офиса Proxxon, который прошел проверку качества и изготовлен на предприятиях под контролем Proxxon.2. Мы и никакой другой дилер, торгующий Proxxon, НЕ ЗНАЕМ ТОЧНО И НЕ ХОТИМ ЗНАТЬ, В СИЛУ НЕВАЖНОСТИ, СТРАНЫ ИЗГОТОВЛЕНИЯ, на каком заводе произведена та или иная партия Proxxon. Это зависит, в основном, где Proxxon размещал свой заказ в данный период времени. И это в основном китайские производства. Но это качественное производство под жестким контролем со стороны немецкорй фирмы.3. И если кто-то заявляет, что они торгуют немецким Proxxon, а, мол, другие - китайским...Отнеситесь критически к подобным заявлениям как средству коньюктурной борьбы за покупателя.Всего Вам хорошего господа моделисты и мастера. На самом деле, инструмент Proxxon реально один из наиболее качественных инструментов, и линейка станков Proxxon, одна из наиболее продвинутых и станки Proxxon уникально дополняют друг друга. Вы не разочаруетесь, купив Proxxon. Гарантия на станки - 2 года. -
Было когда-то (только баллоны были пропановые, по пятьдесят литров, давление-то у нас 8-10 бар, пропановые емкости позволяют), но это слишком громоздко, предложенный Вами вариант с трубой большого диаметра мне симпатичнее. Впрочем, это все пока "в воздухе висит"...
Да и компрессор не только питать надо, и воздух хранить, ему еще и охлаждение нужно неслабое (родного воздушного конечно должно быть достаточно, но этот огромный объем горячего воздуха надо куда-то утилизировать, предположительно на улицу, хотя может чего полезного придумаем).
А вот на счет 76-й трубы не уверен, там по виду из винтового блока выходит труба дюймов на пять
 . До ресиверов бы хотелось сохранить номинальное сечение.
. До ресиверов бы хотелось сохранить номинальное сечение.Я десять лет эксплуатирую винтовые компрессоры ДЕН 90Ш .Скажем так - в курсе проблем
-
Идея хороша - главное найти ту трубу, ассортимент на острове ограничен (да и цена часто не гуманна), часто приходится везти нужный сортамент с материка. Но это наверное проще, чем искать цистерну-газовоз
.Да, частотный преобразователь есть на борту компрессора.
Разводку сделайте из 76 трубы или большего диаметра - это даст еще дополнительный объем. Можно сделать реципиентную емкость из просроченных кислородных /углекислотных баллонов. Сейчас их много списывают в утиль и можно купить по цене лома...это один из вариантов.
-
Так у компрессора производительность высокая, под 40 кубометров в минуту, чтобы снизить количество циклов старт/стоп, нужен большой объем для хранения сжатого воздуха. Вот на ум и приходит ассоциация с Ж/Д-цистерной.
Пусть на ум вам придет 219 толстостенная труба достаточной длины в качестве дополнительного ресивера, скажем, метров 50. Это хорошее решение, проверенное временем, и с надзором нет проблем. Можете разрезать трубу на части, в гидроизоляцию и в землю ...с глаз долой.
Так у компрессора производительность высокая, под 40 кубометров в минутуЧастотный преобразователь установлен?
-
Сварка стали Hardox
СОДЕРЖАНИЕ
Важные параметры, влияющие на результат сварки6Присадочные материалы6Требования по содержанию водорода в присадочных материалах7Присадочные материалы из нержавеющей стали8Защитный газ9Погонная энергия10Скорость охлаждения t8/511Порядок наложения швов и величина зазора между свариваемыми кромками12Температуры предварительного нагрева и между проходами12Водородное растрескивание13Температуры предварительного нагрева и между проходами для стали Hardox13Температура между проходами15Достижение и измерение температуры предварительного нагрева15Наплавка твердым сплавом16Рекомендации по минимизации деформации шва17Сварка на грунтовке Hardox18Термообработка после сварки18Сварка на грунтовке HardoxСварка может выполняться непосредственно на грунтовке Hardox благодаря низкомусодержанию в ней цинка. Грунтовку можно легко удалить щеткой или зачистить в областисварного шва, см. рисунок 13 Удаление грунтовки перед сваркой может быть целесоо-бразно, поскольку может минимизировать пористость сварного шва и облегчить сварку внеудобном положении. Если грунтовка остается на поверхности шва, его подповерхностнаяи поверхностная пористость может немного увеличиться. Дуговая сварка порошковой про-волокой с основным флюсом обеспечивает наименьшую пористость. Важно поддерживатьнадлежащую вентиляцию при всех процессах сварки; в этом случае грунтовка не окажетвредного воздействия на сварщика и окружающую среду. Для получения более подробнойинформации, загрузите файл «TechSupport #25» на сайте www.ssab.com.-
 4
4
-
-
Я сверлю не только окончание трещин,но и частенько по пути самой трещины.
Как думаете - зачем?
р.с. научился такому стилю у Точмаш 23
 ,лучше откладывается в голове на будущее,когда пробуешь сам найти ответ...далее обсуждение версий.
,лучше откладывается в голове на будущее,когда пробуешь сам найти ответ...далее обсуждение версий.Я никогда не сверлю трещину по длине. Когда происходит разделка трещины фрезой,то местами прорезаю насквозь стенку -это происходит не умышленно,так как выбираю больше чем на две трети толщины,но для полуавтомата большого значения это не имеет.Допускаю,что на снимках кажется - это сверление,но это не так.
К чему могут привести оставленные перемычки между отверстиями? Нарушается сплошность никелевого шва включениями фрагментов чугуна.Это может привести к поперечным горячим трещинам в связи с повышение концентрации серы в этих местах.
-
3
-
-
Виктор , я обычно пишу что делал , и не пишу того чего не делал .
Твои возражения готов выслушать и даже более , принять и намотать на ус .
Я не сомневаюсь,что ты это делал. В алюминии сложно выкручивать заломы. Бывают случаи,когда остаток того же метчика небольшого диаметра "выжигают" кислотой - немного прослабляют травлением . Алюминий вязкий металл и небольшой задир в резьбе застопорит обломок намертво.
-
1
-
-
Однозначно даст, клиент предупреждён, но такой детали не может найти по адекватной цене.
В чем там проблема? Не трудно вырезать остаток шпильки,перед этим надо снять размер. Вся работа порядка 2500р. если готов заплатить больше,то обговорите.
Ну пилить не спешите , впрочем пилить то все равно придется но попробуйте так пильнуть , фрезой чуток уберите алюминий раздайте в стороны и "докопайтесь" до шпильки , ну и попробуйте схватиться за шпильку по выше изложенному и думаю схватитесь ну и дальше все выше отписано .Только не в алюминии.
-
Да, Я выкладывал некоторые потуги (валики, провар).
Последний раз прислали четырех человек из подобного учебного заведения. 3 курс. Спрашиваю: что знаете? Ответили честно -ничего. Самым способным ,понимающим зачем он сюда пришел и что -то умеющим, был парень, живущий один с матерью и всячески ей помогающий. Остальные были случайными людьми.
-
1
-
-
Сергей Николаевич, сразу студиозов подключили... - " Нефигг штаны протирать, надо программы изучать.

Ты когда-нибудь учил кого-то чему -то ? Имею в виду молодое поколение?)
-
1
-
-
Четыре вала 60/1700. Заготовка ф 80 мм.Термообработка -улучшение (закалка и отпуск) ст.40х. Два вала без существенной деформации, а два с прогибом 18 мм.Правка на прессе. Черновая обработка. Чистовая на ЧПУ с припуском 0,5мм на сторону под шлифовку .Люнет. Последовал возврат, валы были сняты с ЧПУ при двух десятках. Последовал возврат на 1,2мм. Термоправка до 0,1мм. Вылеживание.Шлифование.






-
6
-
-
ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ДЕТАЛЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ Учебное пособие
Описаны технологические процессы изготовления основных ответственных деталей поршневых двигателей.
Рассматриваются конструктивные особенности деталей, технические требования на их изготовление и МАТЕРИАЛЫ, способы выполнения основных операций.
http://bek.sibadi.or...text/ED1901.pdf
ГОСТ Р 53808-2010. Двигатели автомобильные. Валы распределительные. Технические требования и методы испытаний
ГОСТ Р 53808-2010
Группа Д24
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Двигатели автомобильные
ВАЛЫ РАСПРЕДЕЛИТЕЛЬНЫЕ
Технические требования и методы испытаний
Automobile engines. Camshafts. Technical requirements and test methods
-
1
-
-
Ой не говори такое. При работе двигателя без нагрузки(стоячий автомобиль) происходит не полное сгорание топлива и продувка таким"инертным" газом можно получить обратный эффект.
Правда это больше касается бензиновых двигателей.
Все может быть, но, тем не менее, пол -России поступает именно так.
-
Заполнение инертными газами это один из двух вариантов сварки емкостей для хранения горючих смесей. Второй - вымыть горячей водой с применением каустической соды, пропарить и в процессе работ проводить мониторинг газоанализатором. Первый все таки менее затратный по времени
"Выхлоп" - это тоже "инертный" газ
-
2
-
-
Антон, это от насоса похоже ?
Да это мы просто стареем , а люди они почти везде одинаковы .
Вот что творят и мы когда то тоже самое творили , но уверен и если он такого натворил то значит интерес есть , не отступит и победит свой котел с нашей и божьей помощью хотя он электронщик
http://websvarka.ru/talk/topic/14298-kak-svarit-dyriavyj-kotyol/?p=447035
Безусловно стареем, но что-то не приемлем в принципе .
-
2
-
-
-
Чугун всегда надо перепроверять,хотя товарищ ТочМаш не согласен...
http://websvarka.ru/talk/topic/12185-svarka-chuguna-tig-om/?p=437177
Направление трещин надо предвидеть.Сколько уже раз говорил себе,что надо перестать комментировать подобные вещи. но все-таки ..
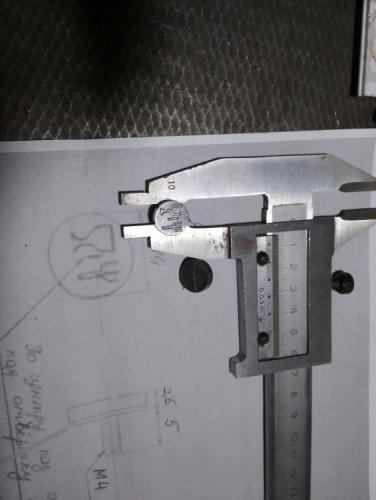
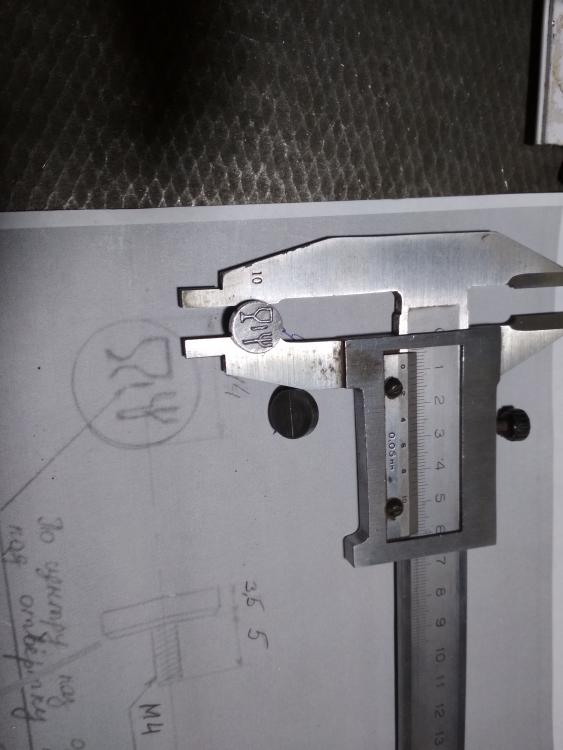
Подскажите,пожалуйста, чем наплавлять упоры на ступице? И стоит ли за это браться в плане работоспособности?
В наличии БрХЦрК, МНЖКТ,есть панч,но он по идее отпадает.
Лучше мнжкт, еще лучше подслой панч и 08 Г2Сhttp://i.piccy.info/a3/2021-01-11-08-33/i9-14153607/566x755-r/i.gif
Если нет возможности полностью отжечь секцию после сварики
Еще фото
http://i.piccy.info/i9/de9826cddb4c4c5d9eb27ec3a541dc8c/1610354224/100522/1405052/20210111_104221_800.jpghttp://i.piccy.info/a3/2021-01-11-08-37/i9-14153608/566x755-r/i.gif
,то не надо браться за нее.
-
5
-
-
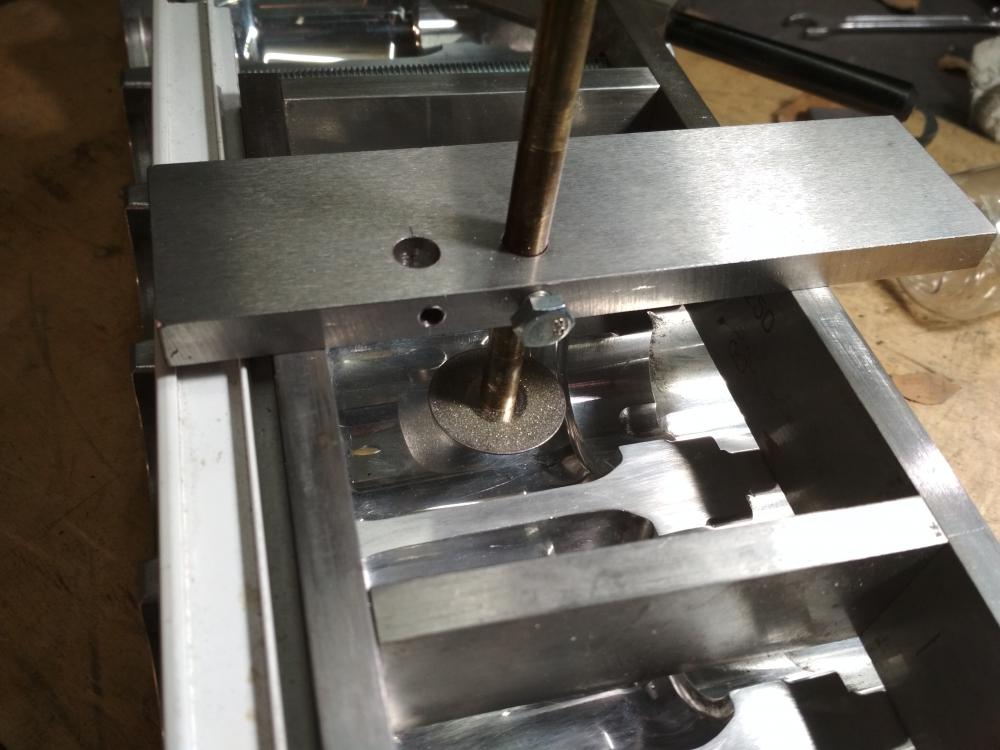
Шильда - " для пищевых продуктов ". Гравировка.

-
2
-
-
Внедрение сварных алюминиевых конструкций
Дальнейшее внедрение сварных алюминиевых конструкций в различные отрасли машиностроения во многом зависит от разработки новых способов сварки алюминиевых сплавов. Раньше алюминиевые сплавы сваривали в основном в нижнем положении из-за высокой жидкотекучести расплавленного алюминия.
В последнее время разработаны новые способы сварки, позволяющие сваривать алюминий во всех пространственных положениях. Так в ИЭС им. Е. О. Патона разработан способ импульсной сварки плавящимся электродом.
В научно-исследовательском и конструкторском институте монтажной технологии (НИКИМТе) разработан метод сварки труб с применением формирующего давления в их внутренней полости. За рубежом разработан способ механизированной сварки алюминиевых листов большой толщины в вертикальном положении, обеспечивающий получение высококачественных стыковых и угловых швов. Разработка новых способов сварки, как правило, сопровождается созданием соответствующего сварочного оборудования, позволяющего получить новый качественный эффект при изготовлении сварных конструкций.
Учитывая, что проблема очень широка, авторы не ставили себе задачу охватить все вопросы, связанные со сваркой конструкций из алюминиевых сплавов, и остановились на вопросах газоэлектрической сварки алюминиевых сплавов. Более детально осветили вопросы сварки трубных узлов и крупногабаритных деталей ответственных конструкций.
Сплавы алюминия в зависимости от назначения делят на деформируемые и литейные. Деформируемые алюминиевые сплавы разделяют на две группы: неупрочняемые и упрочняемые термической обработкой. К неупрочняемым термической обработкой относятся сплавы типа магналия (AMrl, АМг2 АМгЗ, АМг5 и АМгб), сплавы АМц, АМцС, а также алюминий АДОО, АДО, АД1 и АД. К упрочняемым термической обработкой относятся сплавы АД31, АДЗЗ, АВ, Д1, Д16, Д18, АК4, АК4-1, АК6, АК8, Д20, В93, В94, В95 и др.
Из деформируемых сплавов изготовляют различные полуфабрикаты в виде листов (толщиной до 10 мм), плит (толщиной свыше 10 мм), прессованных профилей, поковок, штампованных заготовок, прутков, проволоки, фольги, труб.
Термически упрочняемые алюминиевые сплавы обладают более высокими прочностными свойствами, чем термически неупрочняемые. Однако прочность последних можно повысить путем нагартовки.
Разупрочнение алюминия при сваркеВ сварных соединениях термически неупрочняемых сплавов системы А1—Mgнаименьшую прочность имеет металл шва, она составляет обычно 0,85—0,95 прочности основного металла. Во многих случаях этого достаточно, чтобы не предпринимать дополнительных мер с целью повысить прочность металла шва. Если листы перед сваркой нагартованы, то разупрочнение происходит также и в околошовной зоне. Равнопрочность всех зон сварного соединения и основного металла можно достигнуть прокаткой роликами металла шва и околошовной зоны, а также путем увеличения содержания магния в присадочной проволоке.
Значительно больше проблем возникает в случае необходимости получения сварных соединений, однородных по химическим свойствам с основным металлом термически упрочняемых сплавов. Металл зоны сплавления и околошовной зоны при сварке термически упрочненных алюминиевых сплавов подвергается термической обработке различных видов: закалке, отжигу, возврату. На рис. 1 приведена зависимость механических свойств сплава типа авиаль (системы А1—Mg—Si) от температуры и продолжительности выдержки. В зависимости от температуры и продолжительности ее воздействия степень разупрочнения различна. В некоторых случаях прочность сварных соединений сплавов, типа авиаль, дуралюмин может составлять лишь 50% прочности основного металла.

Рис. 1. Влияние различных термических циклов на механические свойства сплава САВ-1:
а, б — термические циклы; в — изменение механических свойств
На рис. 2 показаны изменения твердости в сварном соединении труб сплава типа авиаль в поперечном направлении. В зоне сварного шва, где температуры достаточно высоки, обычно происходит последующее естественное старение металла с повышением прочностных характеристик. В зоне отжига обычно не удается достигнуть повышения прочности до уровня основного металла без повторной закалки всего соединения. Однако закалка всего сварного соединения (конструкции) возможна далеко не всегда, так как такую операцию трудно выполнить на крупногабаритной конструкции, а также на любой конструкции, имеющей жестко заданные размеры и не имеющей припуска на механическую обработку.

Рис. 2. Изменение твердости в сварном соединении труб из сплава типа авиаль (1-18 — номера точек измерения)
Следует отметить, что в тех многочисленных случаях (например, при сварке конструкций из сплавов авиаль, дуралюмин), когда для снижения склонности сварных швов к трещинообразонию приходится применять сварочную проволоку, отличающуюся по химическому составу от основного металла (например, значительно увеличивая в сварочной проволоке по сравнению с основным металлом процент содержания кремния), получить металл шва, равнопрочный основному металлу, невозможно. Ожидаемое снижение прочности сварных соединений следует учитывать при назначении допустимых нагрузок на конструкцию.
В последнее время получили распространение самозакаливающиеся алюминиевые сплавы. Эти сплавы стареют очень медленно и достигают нормальной прочности примерно через три месяца. Самозакаливающиеся сплавы относятся к системе А1—Zn—Mg. Для повышения предела текучести сплавы подвергают искусственному старению при 100° С в течение 90—100 ч. Сплавы такого типа, например, содержащие 4,5% Zn, 1,5% Mg, до 3% Мп и 0,2% Cr, в состоянии после искусственного старения имеют предел текучести 28—33 кГ/мм2, предел прочности при растяжении 36— 41 кГ/мм2. После сварки и искусственного старения при 100— 110° С в течение четырех суток предел прочности достиг 34— 39 кГ/мм2, при этом угол изгиба составил 130—160°. Однако при хороших прочностных показателях сплав обладает склонностью к образованию трещин в шве и зоне сплавления.
Положительное влияние на уменьшение склонности к образованию трещин оказывает применение присадки типа СвАК5. Из самозакаливающихся сплавов наибольшей стойкостью против образования кристаллизационных трещин обладают сплавы системы Аl—Zn—Mgс повышенным содержанием магния (6,5%) и небольшими добавками меди.
Повышения прочности сварных соединений сплава В95 достигают термической обработкой, однако не удается получить прочность сварных соединений выше 80% прочности основного металла при низком уровне пластичности.
Возникновение трещин Склонность к трещинообразованиюСущественным затруднением при сварке алюминиевых сплавов является склонность их к образованию трещин. Некоторые сплавы склонны к образованию горячих трещин, возникающих в период кристаллизации металла сварочной ванны, в других образуются холодные трещины, обнаруживаемые иногда спустя несколько месяцев после сварки.
Трещины всех типов чрезвычайно опасны для конструкций, так как могут привести к внезапному и полному их разрушению.
Горячие трещины выявлять несколько проще, так как все сварные швы при изготовлении конструкций подвергают различным методам контроля. Холодные трещины особенно опасны тем, что возникают в конструкциях, эксплуатируемых или находящихся на хранении как бездефектные. Разрушения от холодных трещин наступают неожиданно. В некоторых случаях растрескивание протекает в коррозионной среде. Поэтому все алюминиевые сплавы, прежде чем использовать для изготовления конструкций, необходимо тщательно исследовать на склонность к образованию горячих и холодных трещин.
Склонность алюминиевых сплавов к образованию трещин увеличивается с увеличением количества в них легирующих элементов, с повышением их прочности. Это относится к таким сплавам, как В95, В96, М40, 01915, 01911, 01063, ВАД23 и др.
Трещины при сварке возникают при достижении предельной деформации в металле шва или в зоне взаимной кристаллизации. В результате неравномерного распределения температур при сварке также в отдельных зонах металла возникают растягивающие напряжения. При остывании шва растягивающие напряжения возникают в зоне, где при нагреве была максимальная температура. В высоколегированных сплавах по границам зерен образуются эвтектики, которые в момент кристаллизации зерен остаются жидкими, имеют низкую прочность и при приложении растягивающих напряжений легко разрушаются.
Возникновение трещинВозможность возникновения трещин помимо химического состава сплава определяется также другими факторами, задающими величину и темп развития деформации в определенные промежутки времени. Величина и темп развития деформации металла на различных этапах нагрева и охлаждения зависят от режима сварки, условий охлаждения и жесткости закрепления.
Холодные трещины в алюминиевых сплавах могут быть не только металлургического происхождения, но и возникать от неправильного применения некоторых технологических операций. Например, проковка сварных швов может приводить к образованию трещин, иногда не выходящих на поверхность металла. Выявление таких дефектов затруднительно, поэтому в случае необходимости проведения подобных операций требуется тщательное предварительное исследование.
Чистый алюминий марок AB0000, АВ000, АВОО не склонен к образованию горячих трещин. Стойкость к образованию трещин снижается при увеличении содержания кремния, а также может снижаться или повышаться в зависимости от содержания железа. Алюминий других марок проявляет склонность к образованию трещин особенно при сварке листов и плит большой толщины. Подавление склонности к образованию горячих трещин в сплавах, содержащих до 0,35% Si, достигается таким содержанием железа, что выдерживается отношение Fe: Si>= 0,5. При более высоком содержании кремния соединение без трещин может быть получено при соотношении указанных элементов больше единицы.
Сплавы системы А1—Мп применяют только с содержанием 1,2—1,6% Мп (сплав АМц). Этот сплав относится к числу хорошо сваривающихся. Тонкие листы (до 3 мм) свариваются без трещин. При сварке листов большей толщины склонность к образованию горячих трещин зависит также от содержания железа и кремния. У сплавов типа АМц, содержащих более 0,2% Fe, при соотношении Fe: Si> 1 склонность к образованию трещин близка к нулю. При содержании более 0,2% Siдолжно сохраняться соотношение Fe: Si> 1.
Сплавы системы А1—Mgобладают меньшей склонностью к образованию горячих трещин, чем сплавы систем А1—Си и А1—Si. Наибольшая склонность к образованию трещин наблюдается при сварке тавровых проб сплава, содержащего 1—2% и 2,5 — 3,9% Mgпри испытаниях на образцах крестовой пробы [17, 121]. Для предотвращения образования трещин необходимо применять присадочный материал с большим содержанием магния.
К термически упрочняемым сплавам системы А1—Mg—Siотносятся применяемые в СССР сплавы АВ, АК6-1 и АКВ. Упрочнение этих сплавов достигается за счет выделения фазы Mg2Siпри старении. Особенностями свариваемости таких сплавов являются повышенная склонность к образованию горячих трещин в процессе сварки и разупрочнение в околошовной зоне. Наибольшую склонность к образованию горячих трещин проявляют сплавы, содержащие 0,2—2% Siи 0,2—1,5% Mg. Склонность к образованию горячих трещин определяется наличием легкоплавкой тройной эвтектики А1—Mg—Mg2Si, а также двойных эвтектик А1—Mg2Siи А1—Si, расширяющих интервал твердожидкого состояния сплава.
Использование присадочных материаловВ сварных соединениях сплавов типа авиаль значительное уменьшение склонности к образованию горячих трещин может быть достигнуто при использовании присадочных материалов с содержанием 4,5—6,0% Si. При этом склонность к образованию трещин, определяемая по крестовой пробе, уменьшается с 60% до 0. Таким присадочным материалом может быть проволока СвАК5.
Применение присадочных проволок, содержащих несколько процентов магния, например, АМг6, также исключает образование трещин в шве, но одновременно с этим интенсивно развиваются околошовные трещины. Это связано с более широким интервалом твердо-жидкого состояния и большей линейной усадкой металла шва, выполненного таким присадочным материалом. При сварке сплава такого типа с применением присадочной проволоки, содержащей 5% Si, получаются швы, пониженные механические свойства которых не могут быть повышены термической обработкой.
При сварке деталей из сплава типа АВ хорошие результаты получены при использовании присадочного материала, содержащего 0,9% Mg, 2,3—3,5% Si, а также 0,25% Ті, 0,4% Мп или 0,2% Сг. Испытаниями на крестовой пробе трещины не обнаружены. Швы, выполненные с помощью этой присадки, имеют один цвет с основным металлом после анодирования в отличие от швов, выполненных с присадкой СвАК5. Сплавы АК6 и АК8, содержащие 2,2 и 4,3% Cu, склонны к образованию горячих трещин при сварке крестовой пробы. Эта склонность уменьшается при введении в них 0,08—0,15% Ті.
К сплавам системы А1—Си относятся литейные АЛ7, АЛ 12 и деформируемый Д20. Сваривающийся сплав Д20 содержит 0,4— 0,8% Мп и 0,1—0,2% Ті. Последний значительно измельчает зерно металла шва. Для повышения стойкости против трещин в сплаве должно быть не более 0,3% Fe, 0,2% Siи 0,05% Mg.
Дуралюмины относятся к системам Аl—Cu—Mg—Mn и Аl— Cu—Mg—Mn—Si. Основные марки дуралюмина Д1, Д6, Д16, 3125, АК8, ВД17. При сварке эти сплавы обладают повышенной склонностью к образованию трещин, а их сварные соединения имеют пониженные значения механических свойств в зоне сплавления со швом.
Применением присадочных проволок типа СвАК5 и В61 можно снизить вероятность образования трещин при любом способе сварки. Существенное значение при этом имеет правильный подбор режимов сварки. Низкая пластичность шва и зоны сплавления обусловлена тем, что по границам оплавленных зерен располагаются хрупкие прослойки интерметаллидов.
Одним из наиболее распространенных сплавов системы Аl— Zn—Mg—Cu является сплав В95. Для повышения коррозионной стойкости листы из сплавов В95 плакированы сплавом, содержащим 3,5% MgZn2.
Сплав В95 склонен к образованию горячих и холодных трещин. Последние наблюдаются только при газовой сварке. Для сварки сплава В95 применяют присадочный материал химического состава: 6% Mg, 3% Zn, 1,5% Cu, 0,2% Mn, 0,2% Ті, 0,25% Cr или 5% Mg, 0,2—1,5% Cu, 10% Zn, 0,2% Mn, 0,2% Ті, 0,25% Cr, остальное Аl. Можно также использовать сплавы, содержащие 3% Mg, 6% Zn, 0,5—1% Ті или 8—10% Mg, остальное Аl.
Исправление дефектовГазоэлектрическая сварка металлов является сложным технологическим процессом, в ходе которого возможно появление дефектов, не допустимых по условиям работы сварных конструкций. Необходимость исправлений дефектов определяют по результатам дефектоскопического контроля согласно техническим условиям на приемку сварных соединений.
Удаление дефектного участка шва следует производить в зависимости от размера сварного соединения пневматическим зубилом, шарошкой, шабером, но ни в коем случае не абразивным инструментом, так как абразив остается в металле шва и качество поверхности выборки получается неудовлетворительным.
Форма разделки дефектного места должна иметь плавный переход к окружающим участкам сварного соединения. Перед подваркой проводят дополнительный контроль дефектного места, чтобы подтвердить устранение дефекта. Подварку выполняют ручной или полуавтоматической сваркой с соблюдением всех требовачий подготовки деталей и материалов к сварке. После подварки производят окончательный контроль согласно техническим условиям на приемку сварных соединений. При сварке деталей из термически упрочняемых алюминиевых сплавов следует иметь в виду, что каждая подварка при исправлении дефектного участка шва приводит к снижению прочности сварного соединения из-за дополнительного разупрочнения металла в зоне термического влияния при повторных нагревах. Поэтому при сварке термически упрочняемых сплавов необходимо в каждом отдельном случае рассматривать вопрос о допустимости более чем однократной подварки или допустимости подварки вообще.
Контроль качества сварных соединений алюминияКачество сварных соединений определяет срок службы и надежность работы конструкций различного назначения из алюминия и его сплавов, применяемых в машиностроении, таких как емкости, резервуары, технологические трубопроводы и др.
Для оценки качества сварных соединений конструкций из алюминия и его сплавов в основном применяют следующие методы контроля: внешний осмотр и измерения, гамма- или рентгенографирование, ультразвуковую дефектоскопию, испытание гидравлическим давлением или гелиевым течеискателем.
Помимо этого, проводят испытания механических свойств соединений, металлографические исследования, контроль термической обработки, если она предусмотрена технологическим процессом.
Контроль осуществляют работники ОТК завода-изготовителя или другой изготовляющей организации во многих случаях с участием представителя заказчика.
Объем и методы контроля устанавливаются техническими условиями на изделие или специальными «Правилами контроля», распространяемыми на группу изделий или типов конструкций.
Контроль качества сварных соединений алюминия и его сплавов имеет свои особенности в связи с повышенной склонностью швов к образованию пористости, а также к возникновению несплавлений; между швами и кромками и между валиками. Несплавления, как правило, не выявляются рентгено- и гаммаграфированием, поэтому следует применять метод ультразвуковой дефектоскопии.
При сварке неплавящимся электродом со сквозным проплавлением и формированием корня шва на неостающейся подкладке частым дефектом, не обнаруживаемым рентгено- или гаммапросвечиванием, является несплавление в корне шва. При отсутствии доступа для подварки такие швы следует сваривать с защитой корня шва нейтральным газом. Кромки перед сваркой необходимо подвергать шабровке для удаления окисной пленки.
При многослойной сварке поверхностная пористость нижележащих валиков может переплавляться при наложении последующих валиков! Поэтому при промежуточном контроле просвечиванием ее можно не учитывать.
Контролю внешним осмотром обычно подвергают 100% выполненных швов. Внешние дефекты, такие, как трещины, наплывы, прожоги, незаваренные кратеры, свищи в начале Шва (зажигание дуги на основном металле), выводы кратера на орновной металл, сплошные сетки или цепочки пор, непровары, подрезы — не допускаются.
Для рентгеновского контроля применяют отечественные установки РУП-120-5, РУП-200-5, РУП-400 и аппараты зарубежных фирм, например, типа BGL-140 и BGL-200 бельгийской фирмы «Baltospot», типа «Liliput-120» и «Liliput-200» венгерской фирмы «Medicor» и др.
В монтажных условиях применяют гаммадефектоскопы типа ГУП, РИД с источниками кобальта-60, цезия-137, иридия-194 и др. В связи с повышенной пористостью сварных швов возникают определенные трудности в установлении норм на количество и размеры допустимых дефектов Их устанавливают в большинстве случаев, исходя из технологических возможностей существующих методов сварки на основании статистических данных.
Нередко при оценке качества швов по результатам просвечивания применяют эталонные снимки.
Для примера ниже приведены нормы на допустимые дефекты при рентгеновском контроле сварных швов, выполненных неплавящимся электродом на трубах со стенками толщиной 3,5 и 3,9 мм.
Не допускаются и подлежат исправлению следующие дефекты, выявленные с помощью рентгеновских снимков:
1) трещины, непровары, кратеры, свищи;
2) цепочки пор и вольфрамовых включений размером более 0,5 мм;
3) скопления Мелких дефектов — пор, включений размером более 0,5 мм, в общей сумме превышающих по площади 15 мм2, распространенных на любые 100 мм длины шва;
4) одиночные поры и вольфрамовые включения размером более 0,5 мм в количестве более трех, расположенные на участке шва длиной 100 мм.
Контроль рентгено- или гаммаграфированием сварных соединений толщиной 40 мм и более производят через 20—30 мм заполнения разделки. Это целесообразно для проверки устранения обнаруженных ранее дефектов.
Глубину залегания недопустимых дефектов по результатам просвечивания определяют методом ультразвукового контроля, позволяющего более точно зафиксировать место положения дефекта по толщине шва. Наличие скоплений и цепочек пор на рентгеновских снимках после окончательного просвечивания определяют по результатам послойного ультразвукового контроля. Для сварных швов этих толщин, выполненных плавящимся электродом в среде защитных газов, недопустимы следующие дефекты:
1) трещины, несплавления, незаплавленные кратеры, цепочки и скопления пор, наплывы;
2) поры и включения диаметром более 3 мм, поры и включения диаметром менее 3 мм при суммарной площади их изображения на снимке, составляющей более 2% по отношению к площади шва на любые 100 мм снимка.
Поры и включения, расположенные на глубине менее 5 мм, исправлению не подлежат, так как они переплавляются при наложении последующих валиков.
Браком считают детали, в которых при ультразвуковом контроле обнаружены следующие дефекты:
1) с эквивалентной площадью более 4 мм2 при контроле слоя толщиной 40 мм и более 7 мм2 при контроле слоя толщиной 200 м;
2) с условной протяженностью более 10 мм при глубине залегания дефектов до 40 мм и более 15 мм при глубине 40— 150 мм.
Допускаются дефекты с эквивалентной площадью менее 4 мм при суммарной площади менее 2% площади на любых 100 мм длины, не носящие протяженного характера.
Контроль ультразвуком производится с применением существующего для этих целей оборудования — УЗД-ЗМ, ДУГ-11ИМ и ДУГ-13ИМ и др.
Помимо рассмотренных, в зависимости от требований к конструкции и условий эксплуатации применяют и другие методы контроля:
а) проверка квалификации сварщиков, операторов, работников дефектоскопии и инженерно-технического состава, принимающего участие в изготовлении конструкций и контроле сварных соединений;
б) контроль качества сборки под сварку;
в) контроль в процессе сварки;
г) контроль качества свариваемых и сварочных материалов и материалов для дефектоскопии.
Особое внимание должно уделяться контролю качества травления присадочной проволоки и подготовки кромок под сварку (зачистка, травление).
В процессе сварочных и контрольных работ необходимо вести «Журнал сварочных работ», в который вносить все данные о сварке и результатах контроля сварных соединений различными методами.
Материал с сайта: http://ruswelding.com
-
1
-
-
Во время пробного прогона пресс-формы вылез недопустимый дефект -он виден на снимке- видимая разделительная полоса. Это медицинская продукция и требования другие ,чем к пищевым и техническим емкостям. Пришлось доработать . Кстати говоря, приспособление для доводки плоскости имеет право на жизнь,только в другом варианте. Этим приспособлением не пользовался...все ручная доводка.







-
7
-
-
@Serj55441, а какие суммы фигурировали, если не секрет?
Я вам скажу, какие в этом случае должны "фигурировать" суммы. Надо было по шаблону вырезать из ст. 3 поврежденные части, выставить и приварить, тем самым избегая перерасхода дорогого св. материала абсолютно неоправданного и не нужного в данном случае. . А заказчик не должен оплачивать "вольные фантазии" сварщика в 3-4 раза превышающие реальную стоимость работ.
-
3
-
 3
3
-
-
Так и есть, и ждём пока рука терпит. И опять провариваю 3 см простукиваю. Но у меня шов лопался, что и горелку не успевал положить, на фото видно трещину на шве длинна которого сантиметра 3. Поэтому стал варить с предварительным подогревом. Тогда хоть успевал положить горелку и проковать.
Изредка читаю тему и нет желания вмешиваться ,но в этом случае, наверное, стоит, потому что эта словесная жвачка будет бесконечной ).
Итак, вам надо ответить для себя на несколько вопросов, а именно:
Какая это трещина?...горячая или холодная ?
Какова природа холодных и горячих трещин?
Отрыв и откол при возникновении трещин, чем отличаются.
Что такое сульфид никеля?
Взаимодействие сульфида никеля и никеля, образование эвтектики, условия возникновения и к чему это приводит?
Когда вы ответите на эти вопросы, тогда вы что-то начнете понимать.
-
4
-
-
@Miners, такие вещи на словах донести трудно. Вот когда бак долбанёт, как следует, только тогда приходит понимание того, зачем, как и для чего написаны правила ТБ...
Когда он как следует долбанет,то наступает вечная память и ТБ уже ни к чему.
-
6
-
-
Это так, к сведению
Пропан-бутан при содержании его в воздухе в пределах от 1,5 до 10% образует взрывоопасную смесь. Пропан-бутан более чем в 2 раза тяжелее воздуха, поэтому он может, не рассеиваясь, разливаться на большие расстояния, заполняя все приямки, каналы, углубления, пропан-бутан создает в них взрывоопасную концентрацию. Несмотря на то, что в остальном объеме помещения концентрация газа будет незначительно или газ будет совершенно отсутствовать, появление в приямке источника тепла вызовет взрыв. Место взрыва может находиться на значительном расстоянии от места хранения пропан-бутана или места его использования. [c.300]
-
3
-













Микромастерская микросварщика
в Наши мастерские
Опубликовано
А свинец сваривать пробовали?)...это не серебро.
Значит надо подбирать присадочные материал с узким интервалом кристаллизации.
Ладно,извините,что вмешался в вашу беседу.