

Точмаш 23
-
Постов
4 880 -
Зарегистрирован
-
Посещение
-
Победитель дней
277
Тип контента
Профили
Форумы
Блоги
Загрузки
События
Сообщения, опубликованные Точмаш 23
-
-
Ну тогда супер. Аппарат Rehm Mega ARC450
да
Сколько вам лет? Вы и ЕГЭ пресекались в жизни?
-
Пайка алюминия.Технология
Ноколок (Nocolok)
ВВЕДЕНИЕ
В 2007 году во время участия в конференции по пайке в городе Аахен (Германия) мы услышали от немцев на первый взгляд странный вопрос: «Почему вы в России, производя столько алюминия, так мало его паяете?». Этот вопрос заставил задуматься о причинах, особенно учитывая тот
факт, что в 70—80-е годы было выпущено много отечественных книг о пайке алюминия и его сплавов, в которых был обобщен колоссальный теоретический и экспериментальный материал. Конечно, главная причина в том, что надо что-то произвести, чтобы паять. Спад промышленного производства оказал основное негативное влияние. Тем более, что именно за последние несколько десятилетий алюминий начинает активно использоваться в мировой промышленности, а именно, в авиастроении, автомобилестроении, изготовлении теплообменной аппаратуры, холодильной техники и др. В производстве теплообменников алюминий успешно конкурирует с медными сплавами. Основным способом соединения при массовом производстве становится пайка.
Главной проблемой при пайке алюминия является разрушение оксидной пленки алюминия. Существует много способов и материалов, которые успешно помогают ее решить. Другой проблемой является отсутствие визуального контроля температуры при ручных способах нагрева. При
температурах пайки не происходит изменение цвета поверхности деталей, что при газопламенной ручной пайке может привести к прожогам основного материала. Одним из решений данной проблемы явилась автоматизация процессов.
ТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ПАЙКИ АЛЮМИНИЯ И ЕГО СПЛАВОВ
С точки зрения разрушения оксидной пленки, пайка алюминия бывает:
• бесфлюсовая;
• флюсовая.
Бесфлюсовая пайка характеризуется разрушением оксидной пленки за счет механического воздействия (абразивная пайка, фрикционная пайка), ультразвука или создания среды, препятствующей образованию оксидов. В данном случае пленка разрушается, например, металлической щеткой под покровом жидкого припоя или трением прутка припоя по разогретой поверхности алюминия. Такая пайка широко применяется при ремонтных работах и заделках дефектов литья алюминиевых сплавов. Наиболее ярким примером является пайка припоем на основе системы Zn-Al-Cu HTS-2000. Ультразвуковые колебания, прилагаемые к паяемым образцам, также могут использоваться для некоторых соединений без применения флюсов. В основном это применяется для припоев на основе цинка или легкоплавких припоев с добавками цинка. К бесфлюсовой пайке также относится пайка в вакууме в парах магния. Это специфический способ не носит массового характера и имеет ограниченное применение в промышленности. Массовое промышленное применение имеет пайка с использованием флюсов, химических соединений, обе
спечивающих разрушение оксидной пленки и растекание припоя по поверхности алюминия. Но при данном методе должны учитываться необходимость последующих операций нанесения покрытий на алюминиевые детали и геометрическая сложность формы изделий. Наибольшее распространение получили флюсы для высокотемпературной пайки (выше 400°С). Их можно разделить на две основные группы:
• на основе хлоридов (коррозионноактивные);
• на основе фторалюминатов (некоррозионные).
После пайки даже с использованием одних и тех же припоев получается различный результат с точки зрения возможности нанесения покрытий на изделия. Хлоридные флюсы хорошо смываются водой и после их удаления на поверхность алюминия можно химическим или гальваническим способом нанести покрытия серебра или никеля. Однако хлоридные флюсы таят опасность коррозии соединений, если их остатки сохранятся после пайки. Поэтому особое внимание необходимо уделять тщательному удалению остатков флюса. Это усложняет и удорожает технологию изготовления изделий, особенно в случае протяженных паяных швов (например, при производстве пластинчато-трубчатых теплообменников). Использование флюсов на основе фторалюминатов позволяет создать на поверхности прочный слой, практически защищающий изделие от коррозии при нормальных условиях эксплуатации. Однако даже при удалении остатков фторалюминатных флюсов с помощью органических кислот не обеспечивается состояние поверхности для успешного нанесения покрытий других металлов. Зато остатки отработанных флюсов являются хорошей грунтовкой для последующей окраски. Наиболее ярким представителем технологии пайки с применением таких флюсов является пайка автомобильных радиаторов «Ноколок» в конвейерных печах.
Анализ мирового производства паяных конструкций из алюминия показывает, что пайка в печах конвейерного типа является самым массовым способом изготовления паяных соединений. Большинство радиаторных производств перешли на изготовление алюминиевых радиаторов. Не является исключением и Россия. Это производство характеризуется объемами в десятки и сотни тысяч изделий в год. Высокая автоматизация процесса нанесения флюса, транспортировки изделий позволяют гарантировать стабильное качество. Проблемы могут возникнуть с непропаями из-за плохой подготовки и сборки изделий под пайку (изношенные штампы, неравномерные зазоры при сборке). Исправление дефектов пайки осуществляется вручную с помощью газопламенного нагрева локальной области. Технология печной пайки использует заготовки из алюминия с плакированным слоем припоя на основе силумина. На собранное соответствующим образом изделие остается только нанести флюс и поместить в печь. Расход флюса можно свести к 5 г/м2, если в качестве атмосферы печи использовать азот. Однако отечественные заводы не в состоянии поставлять плакированный алюминий в виде лент и труб необходимого качества, что привело к ситуации, когда основные материалы и припой закупаются по импорту, включая флюс, оборудование и технологию пайки. Это производство практически выведено из сферы потенциальных возможностей поставок от отечественных производителей.
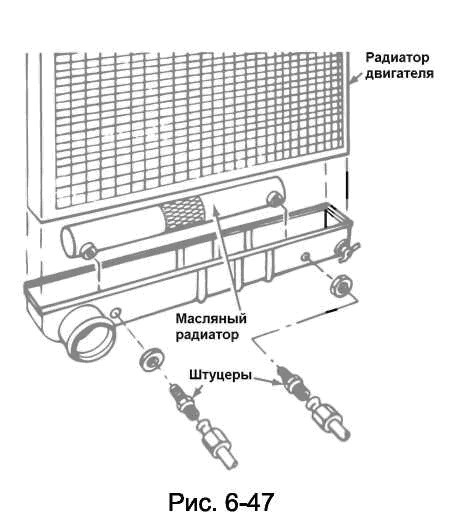
Изделия сложной формы (антенны, корпуса приборов и т. п.) в свое время паялись методом погружения в ванну с флюсом на основе хлоридов. Однако снижение объемов производства и высокая экологическая опасность способствовали переходу к новой технологии пайки в конвекционных печах с принудительным перемещением газовой среды. Флюс при этом наносится в виде пасты при сборке изделия, а припой может представлять собой плакированный слой или закладной элемент в виде фольги силумина Sil0 толщиной 50 мкм. [1]. Во многих случаях распространение такой технологии сдерживает отсутствие на рынке фольги припоя и сложности с поставками пасты флюса, обеспечивающей получение плотных и равномерных швов. В этом направлении сейчас идет активная работа в НП «Союз профессиональных паяльщиков им. С. Н. Лоцманова» по использованию технологических возможностей получения фольги припоев на основе алюминия методами высокоскоростного затвердевания расплава (ООО «МИФИ-АМЕТО) и разработке паст на основе хлоридных и фторалюминатных флюсов. Кроме радиаторного производства алюминий паяется при изготовлении трубопроводов, конструкционных элементов, холодильников, кондиционеров. В этих случаях применяется в основном ручная или автоматическая газо-пламенная пайка (рис. 1), в некоторых случаях — индукционная. Соединяемые детали могут быть как из технически чистого алюминия, так и из различных сплавов. Флюсы могут применяться как коррозионностойкие, так и коррозионные в зависимости от назначения изделий. При серийном производстве используют автоматические линии, при штучном и мелкосерийном производстве — ручные инструменты. При производстве холодильников ввиду того, что пайка идет на сборочном конвейере, чаще всего ее осуществляет рабочий с помощью ручной газопламенной горелки. Припои могут вводиться в виде прутка вручную, могут использоваться в виде закладных элементов в зависимости от сложности процесса и необходимой степени автоматизации.
Рис. 1. Автоматическая газопламенная пайка изделия из алюминия
В этой области пайка имеет несомненные преимущества, однако в России она часто не применяется, а в производстве вместо нее используется аргонно-дуговая сварка. Скорее всего, это объясняется недостатком информации о возможностях паяных соединений при конструировании
изделий и сложностью подбора технологии и материалов, а также доступностью последних на российском рынке. На отечественных заводах указанный вакуум знаний ощущается в полной мере. С другой стороны основная часть перечисленной продукции, например в области автомобилестроения, ввозится по импорту. Более 20 автомобильных заводов на территории России похоже даже и не рассматривают возможности производства паяных комплектующих в нашей стране. Какие же сплавы на основе алюминия можно соединять с помощью пайки? Сплавы серии 1ххх (99 %Al и выше), 2ххх (с добавкой меди), 3ххх (с добавкой магния), 4ххх (с добавкой кремния) и 7ххх (с добавкой цинка), несомненно, пригодны к пайке. Сплавы серии 5ххх (с добавкой магния) были не пригодны к пайке при содержании магния более 1 % и сплавы серии 6ххх (с добавкой кремния и магния) пригодны или не пригодны к пайке в зависимости от индивидуальных свойств сплавов. Таким образом, большинство сплавов алюминия можно паять. Основным фактором успешного соединения является правильный выбор припоя и флюса.
НАЛИЧИЕ МАТЕРИАЛОВ ДЛЯ ПАЙКИ АЛЮМИНИЯ
Пайку алюминия можно осуществлять низкотемпературными припоями на основе олова с добавками цинка, припоями на основе цинка с добавками алюминия и на основе сплавов алюминий-кремний с добавками меди или германия. Наиболее высокие свойства дает эвтектический силумин алюминий-12 % кремния. Соединения этим припоем обладают высокой прочностью и коррозионной стойкостью. Однако из-за высокой температуры пайки (595—610°С) данный припой позволяет паять не все сплавы алюминия, так как многие высокопрочные сплавы имеют
солидус ниже этой температуры. Без потери коррозионных свойств можно использовать припои системы алюминий—кремний—германий, однако они отличаются высокой стоимостью и не применяются при крупносерийном производстве. Наиболее доступным вариантом является применение припоев системы алюминий—кремний—медь, которые дают высокий уровень прочностных свойств, но имеют пониженную коррозионную стойкость. После пайки соединения желательно покрыть никелем или серебром для изоляции от коррозионного воздействия среды.
Несмотря на широкий выбор сплавов в продаже имеется в широком доступе эвтектический силумин в виде ленты, а проволока и прутки имеются только иностранного производства. Необходимость мелкосерийного производства припоев для пайки алюминия указанных систем очевидна, т.к. отсутствие материалов и выбора сочетания припой-флюс сдерживает организацию новых производств паяных конструкций из алюминиевых сплавов. Сварка в данной ситуации проще, понятней и доступнее.
Для перечисленных высокотемпературных припоев разработано большое количество хлоридных и фторалюминатных флюсов, однако на отечественном рынке присутствует старый и общепринятый флюс 34 А, который содержит большое количество хлорида лития и в процессе пайки образует темное покрытие, мешающее визуальному контролю формирования галтели. Нами также проведен анализ существующих составов и разработаны несколько композиций для альтернативного использования взамен флюса 34 А. В литературе существует описание припоев для пайки алюминия на основе цинка. Однако промышленного применения они не получили. За последнее десятилетие благодаря появлению флюса на основе фторалюмината цезия с температурой активности от 420°С в мировой промышленности для пайки алюминия, его сочетаний с медью
стали использоваться припои на основе цинка с добавками 2, 4, 15 и 20% алюминия. Массовое применение они нашли в производстве холодильников при монтажной пайке алюминиевых трубопроводов и сочетания алюминия с медью. Правильная организация технологии позволяет
получать плотные швы с высокими прочностными и коррозионными свойствами (рис. 2). Следует отметить, что цинковыми припоями возможна пайка большинства алюминиевых сплавов, т. к. температура пайки варьируется от 420 до 500°С в зависимости от состава припоя. НП «Союз профессиональных паяльщиков им С. Н. Лоцманова» в последние годы провел глубокий анализ свойств цинковых припоев, флюсов и возможностей получения с помощью них качественных соединений [2, 3]. Мы опробовали эти припои при пайке теплообменников, ремонте дефектов
литья, пайке трубопроводов и различных корпусных конструкций, включая конструкции из сплава Д16. Если не брать массовое производство автомобильных радиаторов, то для большинства задач пайки алюминия и его сплавов взамен флюса «Ноколок» подходит флюс производства ЗАО «АЛАРМ» марки ФА-40 и паста на его основе ФАП-40. Флюс производится по другой технологии, поэтому обладает отличными от «Ноколок» свойствами при приготовлении паст. Однако при пайке после расплавления его состав приближается к знаменитому фторалюминатному флюсу.
Рис. 2. Микроструктура паяных трубопроводов из алюминия АД1 припоем Zn-4Al.
ВЫВОДЫ
В настоящее время существует достаточная база знаний и опыта как отечественного, так и мирового, для пайки большинства алюминиевых сплавов. Не хватает только изделий, которые необходимо спаять. Таким образом, пытаясь ответить на вопрос: «Почему мы так мало паяем алюминий?», можно заметить связь между потребностью в пайке алюминия и наличия на рынке необходимых для этого материалов. Потребность в пайке возникнет при условии:
• увеличения производства изделий перечисленных выше групп из алюминия и его сплавов;
• учета и использования возможностей пайки при конструировании изделий, особенно при создании серийного и массового производства.
Выпуск известных и новых материалов для пайки алюминия российского производства будет возможен только при росте собственного, а не заимствованного производства. В противном случае он будет ограничен потребностями специальных производств, штучным изготовлением
паяных конструкций или сферой ремонта.И. Н. Пашков, НП «Союз профессиональных паяльщиков им. С. Н. Лоцманова»
Литература.
- В. М. Балашов, И. Н. Пашков, А. А. Каплунов. Высокотемпературные припойные пасты для пайки сложнопрофильных волноводных конструкций. Вопросы радиоэлектроники. Серия Общетехническая, 2009, вып. 3, стр. 89—98.
- I. N. Pashkov, A. A. Anohin, V. E. Bazhenov, M. V. Pikunov Soldering of Aluminum with Zn-Al alloys: Metallography and Joints Formation. IBSC-2015, Long Beach, April 19—22, 2015.
https://ritm-magazine.ru/ru/public/pochemu-v-rossii-malo-payayut-alyuminiy
Технология Софико
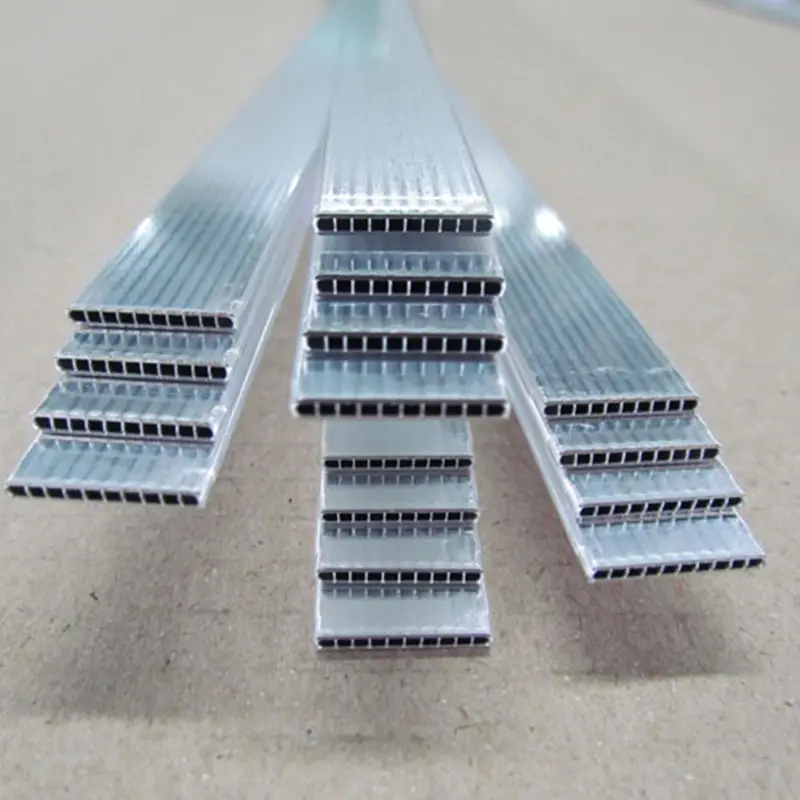
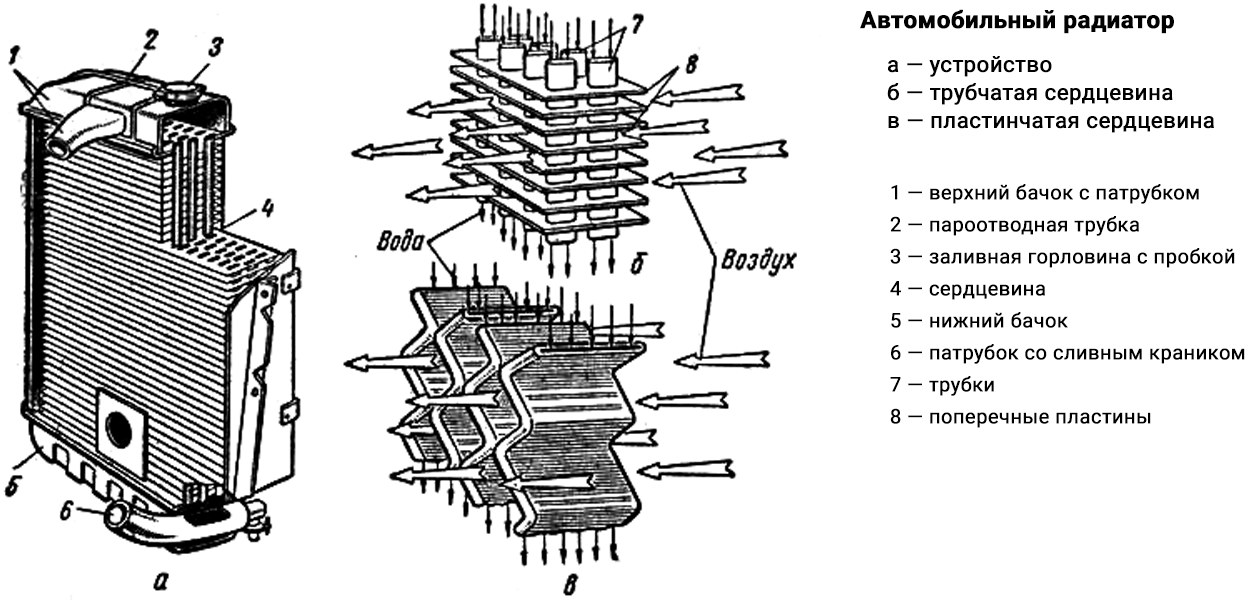
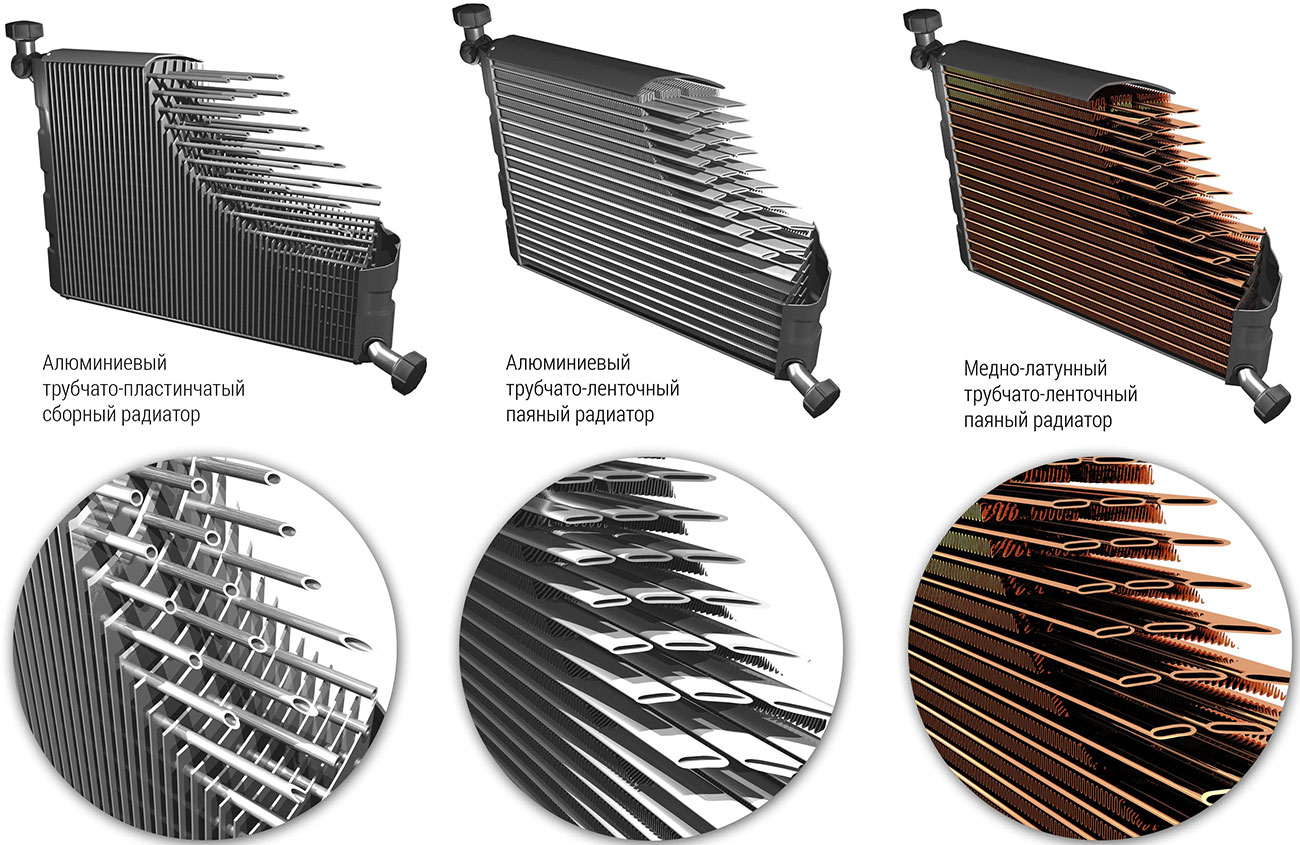
о типу конструкции выпускаются следующие радиаторы (теплообменники):
Тип 1. алюминиевые трубчато-пластинчатые сборные. Появились в конце 80-х годов 20 века, изобретение фирмы «Софико» (Франция). Охлаждающая сердцевина состоит из круглых трубок, нанизанных на охлаждающие пластины-«ламели». Используются пластиковые бачки
Тип 2. алюминиевые трубчато-ленточные несборные (паяные). Наиболее распространены в современном автопроме (получили широкое использования с конца 90-х годов 20 века); технология «Ноколок». Имеют охлаждающую сердцевину из трубок плоскоовального сечения и лент, сложенных в виде «гармошек», расположенных между трубок. Используются пластиковые или алюминиевые бачки либо алюминиевые коллекторы.
Тип 3. медно-латунные трубчато-ленточные несборные (паяные). На сегодняшний день используются крайне редко и только для грузовых автомобилей и спецтехники. Также, как и тип 2, имеют сердцевину из плоскоовальных трубок и лент между ними. Отличие от типа 1 – используется медь, а не алюминий. Материал бачков – латунь, возможно использование пластиковых бачков (достаточно редко).
Радиаторы охлаждения и отопления LUZAR алюминиевой трубчато-пластинчатой сборный (непаяной) конструкции
Изготовление автомобильных радиаторов происходит по технологии "Софико". Состоят из сердцевины, собранной из круглых алюминиевых трубок и пакета алюминиевых пластин, доньев, уплотнительных прокладок и бачков, разделительные пластины в которых обеспечивают циркуляцию жидкости внутри радиатора. Для повышения теплоотдачи внутри трубок радиаторов автомобиля устанавливаются турбулизаторы.

Радиаторы охлаждения и отопления LUZAR алюминиевой трубчато-ленточной несборной (паяной) конструкции
Производство таких автомобильных радиаторов происходит по технологии "НОКОЛОК", получившей свое название от разработчика технологии специального припоя, применяющегося при пайке алюминия. Технология их производства включает в себя этапы сборки сердцевины, флюсования и нанесения припоя, предварительного нагрева, пайки в азотной среде и мгновенного остужения. В результате обработки пакет из плоскоовальных трубок и гофрированной ленты превращается в прочную цельнометаллическую сердцевину; последний этап производства радиатора - соединение сердцевины с бачками.
 алюминиевый.jpg")
Радиаторы охлаждения и отопления LUZAR медно-латунной трубчато-ленточной несборной (паяной) конструкции
Такие радиаторы известны большинству автомобилистов как «медные радиаторы». Состоят из сердцевины, собранной из медных плоскоовальных трубок и медной ленты («гармошки»), спаянной с латунными доньями (опорные пластины, имеющие отверстия для трубок и ребра жесткости для последующего соединения с бачками). Следующим этапом полученный пакет соединяется методом пайки с латунными бачками. Готовое изделие окрашивается (исключение – радиаторы отопления).

https://luzar.ru/catalogue/radiatory/
http://lr-club.com/uploads/post-103831-1543555914.jpg


Припои для пайки алюминия твердые

Припой Castolin 192 FBK для пайки алюминия 1 пруток с флюсом
Количество: от 1 до 50 прутков (Розница)
Назначение припоя: Для пайки алюминия
Наличие флюса: С флюсом
Производитель: Castolin (EU)
Тип твердого припоя: Цинк-алюминиевыйПрипой для пайки алюминия и его сплавов. Припой на основе цинк-алюминий с флюсовым сердечником. Остатки флюса не коррозионные. Состав: Алюминий 2%, Цинк 97%. Температура пайки 380С. В наличии 180 руб.
В наличии 180 руб.от 10 шт.— 150 руб.
от 50 шт. — 110 руб.

в корзину

Припой HTS-2000 для пайки алюминия 1 пруток (12,5гр) без флюса
Количество: от 1 до 50 прутков (Розница)
Назначение припоя: Для пайки алюминия
Наличие флюса: Без флюса
Производитель: New Technology Products (США)
Тип твердого припоя: Цинк-алюминиевыйПрипой подходит для газопламенной пайки алюминия и его сплавов при помощи пропановых или ацетилен-кислородных газовых горелок. Дополнительное флюсование не требуется. Диаметр прутка 2,1мм., длина 46см., Рабочая температура 390-420С. В наличии 242 руб.от 10 шт.— 230 руб.
от 50 шт. — 218 руб.в корзину
 Припой Castolin AluFlam 190 для пайки алюминия 100г (25 прутков) без флюса
Припой Castolin AluFlam 190 для пайки алюминия 100г (25 прутков) без флюсаКоличество: от 1 до 50 прутков (Розница)
Назначение припоя: Для пайки алюминия
Наличие флюса: Без флюса
Производитель: Castolin (EU)
Тип твердого припоя: Алюминиево-кремниевыйПрипой для алюминия AluFlam 190 д.2,0мм в виде прутков, упак.100гр. Рекомендуемый флюс для данного припоя: Флюс Castolin 190 Flux. Температура плавления припоя 575 - 590гр.С. В наличии 593 руб.от 10 шт.— 564 руб.
от 50 шт. — 534 руб.в корзину
 Припой Chemet Aluminium 13 100г (25 прутков) без флюса
Припой Chemet Aluminium 13 100г (25 прутков) без флюсаКоличество: от 1 до 50 прутков (Розница)
Назначение припоя: Для пайки алюминия
Наличие флюса: Без флюса
Производитель: Chemet (Германия)
Тип твердого припоя: Алюминиево-кремниевыйПрименяется для сварки алюминия и его сплавов, у которых температура плавления выше 640С. Состав: Алюминий 87%, Силиций 13%. Рабочая температура 590-600С. В наличии 543 руб.от 10 шт.— 516 руб.
от 50 шт. — 489 руб.в корзину
 Припой Chemet Aluminium 13-UF офлюсованный 100г (12 прутков) с флюсом
Припой Chemet Aluminium 13-UF офлюсованный 100г (12 прутков) с флюсомКоличество: от 1 до 50 прутков (Розница)
Назначение припоя: Для пайки алюминия
Наличие флюса: С флюсом
Производитель: Chemet (Германия)
Тип твердого припоя: Алюминиево-кремниевыйПрименяется для сварки алюминия и его сплавов, у которых температура плавления выше 640С. Состав: Алюминий 87%, Силиций 13%. Рабочая температура 590-600С. Отсутствует 798 руб.
Отсутствует 798 руб.от 10 шт.— 759 руб.
от 50 шт. — 719 руб. Припой Chemet Aluminium 13 1,0кг (в прутках) без флюса
Припой Chemet Aluminium 13 1,0кг (в прутках) без флюсаКоличество: от 1,0кг (Опт)
Назначение припоя: Для пайки алюминия
Наличие флюса: Без флюса
Производитель: Chemet (Германия)
Тип твердого припоя: Алюминиево-кремниевыйПрименяется для сварки алюминия и его сплавов, у которых температура плавления выше 640С. Состав: Алюминий 87%, Силиций 13%. Рабочая температура 590-600С. В наличии 4658 руб.от 10 шт.— 4426 руб.
от 50 шт. — 4193 руб.в корзину
 Припой Castolin AluFlam 190 для пайки алюминия 1,0кг (в прутках) без флюса
Припой Castolin AluFlam 190 для пайки алюминия 1,0кг (в прутках) без флюсаКоличество: от 1,0кг (Опт)
Назначение припоя: Для пайки алюминия
Наличие флюса: Без флюса
Производитель: Castolin (EU)
Тип твердого припоя: Алюминиево-кремниевыйПрипой для пайки алюминия AluFlam 190 д.2,0мм в виде прутков, упак.100гр. Рекомендуемый флюс для данного припоя: Флюс Castolin 190 Flux. Температура плавления припоя 575 - 590гр.С. В наличии 5082 руб.от 10 шт.— 4828 руб.
от 50 шт. — 4574 руб.в корзину

Припой Castolin 192 FBK для пайки алюминия 1,0кг (в прутках) с флюсом
Количество: от 1,0кг (Опт)
Назначение припоя: Для пайки алюминия
Наличие флюса: С флюсом
Производитель: Castolin (EU)
Тип твердого припоя: Цинк-алюминиевыйПрипой для пайки алюминия и его сплавов. Припой на основе цинк-алюминий с флюсовым сердечником. Остатки флюса не коррозионные. Состав: Алюминий 2%, Цинк 97%. Температура пайки 380С. В наличии 17688 руб.от 10 шт.— 16804 руб.
от 50 шт. — 15920 руб.в корзину
 Припой Chemet Aluminium 13-UF офлюсованный 1,0кг (в прутках) с флюсом
Припой Chemet Aluminium 13-UF офлюсованный 1,0кг (в прутках) с флюсомКоличество: от 1,0кг (Опт)
Назначение припоя: Для пайки алюминия
Наличие флюса: С флюсом
Производитель: Chemet (Германия)
Тип твердого припоя: Алюминиево-кремниевыйПрименяется для сварки алюминия и его сплавов, у которых температура плавления выше 640С. Состав: Алюминий 87%, Силиций 13%. Рабочая температура 590-600С. Отсутствует 9679 руб.от 10 шт.— 9196 руб.
от 50 шт. — 8712 руб. Припой 34А для пайки алюминия 100г (в прутках) без флюса
Припой 34А для пайки алюминия 100г (в прутках) без флюсаКоличество: от 1 до 50 прутков (Розница)
Назначение припоя: Для пайки алюминия
Наличие флюса: Без флюса
Производитель: Россия
Тип твердого припоя: Алюминиево-медныйПрипой подходит для газопламенной пайки алюминия и его сплавов при помощи пропановых или ацетилен-кислородных газовых горелок. Диаметр прутка 4мм. Припой рекомендуется применять совместно с флюсом Ф-34А. Состав: Алюминий 66%, Медь 28, Кремний 6%. Температура плавления: 530-550 С. В наличии 835 руб.от 10 шт.— 794 руб.
от 50 шт. — 752 руб.в корзину
 Припой 34А для пайки алюминия 1,0кг (в прутках) без флюса
Припой 34А для пайки алюминия 1,0кг (в прутках) без флюсаКоличество: от 1,0кг (Опт)
Назначение припоя: Для пайки алюминия
Наличие флюса: Без флюса
Производитель: Россия
Тип твердого припоя: Алюминиево-медныйПрипой подходит для газопламенной пайки алюминия и его сплавов при помощи пропановых или ацетилен-кислородных газовых горелок. Диаметр прутка 4мм. Припой рекомендуется применять совместно с флюсом Ф-34А. Температура плавления: 525 С. В наличии 6261 руб.от 10 шт.— 5948 руб.
от 50 шт. — 5635 руб.в корзину
 Припой Castolin 1827 (Для пайки алюминия с медью) 70гр (5 прутков) без флюса
Припой Castolin 1827 (Для пайки алюминия с медью) 70гр (5 прутков) без флюсаКоличество: от 1 до 50 прутков (Розница)
Назначение припоя: Для пайки алюминия
Наличие флюса: Без флюса
Производитель: Castolin (EU)
Тип твердого припоя: Кадмий-цинковыйПрипой для соединения алюминия и меди, применяется совместно с флюсом Alutin 51L. Температура плавления 270-280гр.С В наличии 912 руб.от 10 шт.— 867 руб.
от 50 шт. — 821 руб.в корзину
 Припой Castolin 1827 (Для пайки алюминия с медью) 1,0кг (в прутках) без флюса
Припой Castolin 1827 (Для пайки алюминия с медью) 1,0кг (в прутках) без флюсаКоличество: от 1,0кг (Опт)
Назначение припоя: Для пайки алюминия
Наличие флюса: Без флюса
Производитель: Castolin (EU)
Тип твердого припоя: Кадмий-цинковыйПрипой для соединения алюминия и меди, применяется совместно с флюсом Alutin 51L. Температура плавления 270-280гр.С В наличии 11052 руб.от 10 шт.— 10500 руб.
от 50 шт. — 9947 руб.в корзину
 Припой Chemet Alumet-265 (для пайки алюминия с медью) 70гр (5 прутков) без флюса
Припой Chemet Alumet-265 (для пайки алюминия с медью) 70гр (5 прутков) без флюсаКоличество: от 1 до 50 прутков (Розница)
Назначение припоя: Для пайки алюминия
Наличие флюса: Без флюса
Производитель: Chemet (Германия)
Тип твердого припоя: Кадмий-цинковыйПрименяется для низкотемпературной пайки алюминия и его сплавов. Припой на основе кадмий-цинк. Применяется совместно с флюсом Aludeen. Состав: Кадмий 80%, Цинк 20%. Температура пайки 300С. В наличии 1572 руб.от 10 шт.— 1494 руб.
от 50 шт. — 1415 руб.в корзину
 Припой Chemet Alumet-265 (для пайки алюминия с медью) 1,0кг (в прутках) без флюса
Припой Chemet Alumet-265 (для пайки алюминия с медью) 1,0кг (в прутках) без флюсаКоличество: от 1,0кг (Опт)
Назначение припоя: Для пайки алюминия
Наличие флюса: Без флюса
Производитель: Chemet (Германия)
Тип твердого припоя: Кадмий-цинковыйПрименяется для низкотемпературной пайки алюминия и его сплавов. Припой на основе кадмий-цинк. Применяется совместно с флюсом Aludeen. Состав: Кадмий 80%, Цинк 20%. Температура пайки 300С. В наличии 16819 руб.от 10 шт.— 15979 руб.
от 50 шт. — 15138 руб.в корзину

Припой HTS-2000 для пайки алюминия 1,0кг (в прутках) без флюса
Количество: от 1,0кг (Опт)
Назначение припоя: Для пайки алюминия
Наличие флюса: Без флюса
Производитель: New Technology Products (США)
Тип твердого припоя: Цинк-алюминиевыйПрипой подходит для газопламенной пайки алюминия и его сплавов при помощи пропановых или ацетилен-кислородных газовых горелок. Дополнительное флюсование не требуется. Диаметр прутка 2,1мм., длина 46см., Рабочая температура 390-420С. В наличии 13189 руб.от 10 шт.— 12530 руб.
от 50 шт. — 11871 руб.в корзину
 Припой Harris-52 для пайки алюминия 1,0кг
Припой Harris-52 для пайки алюминия 1,0кгКоличество: от 1,0кг (Опт)
Назначение припоя: Для пайки алюминия
Наличие флюса: Без флюса
Производитель: HARRIS (США)
Тип твердого припоя: Цинк-алюминиевыйПрименяется для высокотемпературной пайки алюминия. Флюс не требуется. Состав: Алюминий 4%, Медь 2,5%, Цинк 93,5%. Рабочая температура 380-420С. Отсутствует 18786 руб.от 10 шт.— 17847 руб.
от 50 шт. — 16908 руб. Припой ALCOR-22 (Алюм.+Алюм.; Алюм.+Медь) 1 пруток
Припой ALCOR-22 (Алюм.+Алюм.; Алюм.+Медь) 1 прутокКоличество: от 1 до 50 прутков (Розница)
Назначение припоя: Для пайки алюминия
Наличие флюса: С флюсом
Производитель: HARRIS (США)
Тип твердого припоя: Цинк-алюминиевыйПрипой Alkor ZnA22 (алюм.+медь 2мм). Припой по алюминию ALCOR пайка алюминия + алюминий и алюминий + медь. Припой содержит антикорозийный, антипригарный флюс внутри прутка. Припой идеально подходит для проведения небольших ремонтных работ. В наличии 176 руб.от 10 шт.— 168 руб.
от 50 шт. — 159 руб.в корзину
-
 1
1
-
 3
3
-
Устройство
http://k-a-t.ru/dvs_oxl_1/3_padiator/radiator_3.jpg

http://ktonaavto.ru/wp-content/uploads/2018/01/ustrojstvo-radiatora-ohlazhdenija-dvigatelja-06.jpg
Радиатор: основа автомобильных систем охлаждения
На любом современном автомобиле можно встретить несколько деталей для охлаждения или нагрева жидкостей и газов, используемых в различных системах - радиаторов. Все о радиаторах, их существующих типах, конструкции и принципе работы, а также о подборе и замене этих деталей — узнайте из данной статьи.
Что такое радиатор?
Радиатор — узел систем охлаждения различных агрегатов транспортных средств (двигателя, масла, отопителя салона, кондиционера, интеркулера и других); воздушный или жидкостный теплообменник, состоящий из ряда тонких трубок и резервуаров, обеспечивающий охлаждение протекающей жидкости набегающим потоком воздуха или жидкости.
В транспортных средствах присутствует как минимум один агрегат, требующий отвода тепла в процессе работы — двигатель. Во многих автомобилях также есть отдельные механизмы и системы, для нормального функционирования которых необходимо организовать охлаждение — система смазки двигателя или коробки передач, система охлаждения наддувного воздуха (интеркулер), система кондиционирования и другие. Наконец, в любой машине есть система отопления салона, для работы которой необходимо отбирать часть тепла от двигателя и направлять его в салон. Во всех этих системах присутствует похожая по конструкции и работе деталь — радиатор или теплообменник.
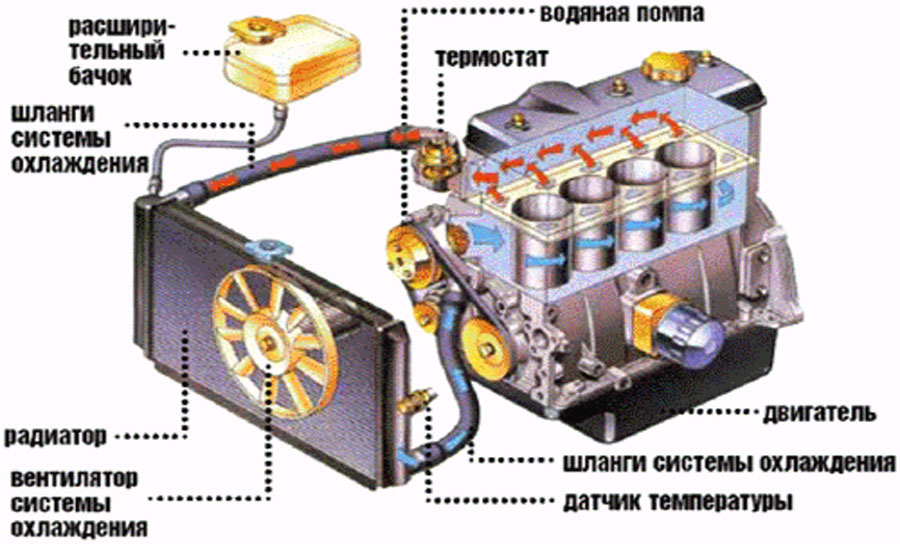
http://www.autoars.ru/articles/2019/radiator_8.jpg
Система охлаждения двигателя и место радиатора в нейНа радиаторы возлагается несколько функций:
- Отвод тепла от протекающей внутри радиатора среды (жидкости или газа) и отдача его в атмосферу;
- В радиаторах системы охлаждения ДВС — возможность добавления и слива жидкости в систему (за счет наличия заливной пробки и сливного крана);
- Также в радиаторах системы охлаждения ДВС — выравнивание давления в системе и в атмосфере, а также сброс чрезмерного давления через встроенный клапан;
- В радиаторах-испарителях системы кондиционирования — расширение рабочей среды (фреона) и понижение ее температуры;
- В радиаторах отопителей — отвод тепла от охлаждающей жидкости в салон автомобиля.
При этом любой радиатор обеспечивает теплообмен между различными средами (жидкостями, жидкостью и воздухом, газами), за счет чего достигается охлаждение одних сред и нагрев других. Все радиаторы важны для нормального функционирования отдельных систем автомобиля, в отдельных случаях радиатор в принципе делает возможной эксплуатацию транспортного средства. Поэтому неисправный теплообменник необходимо отремонтировать или заменить, но прежде, чем идти в магазин за новой деталью, необходимо разобраться в типах, конструкции и особенностях работы автомобильных радиаторов.
Типы и устройство автомобильных радиаторов
Все автомобильные радиаторы имеют принципиально одинаковую конструкцию, в которой можно выделить три части:
- Бачок с подводящим патрубком;
- Сердцевина;
- Бачок с отводящим патрубком.
Сердцевина — это система труб и пластин, которая является теплообменником. Бачки служат для подвода и отвода рабочей среды из сердцевины, они могут располагаться сверху и снизу или по бокам от сердцевины. На некоторых типах радиаторов бачки как таковые отсутствуют.
http://www.autoars.ru/articles/2019/radiator_5.png
Общее устройство автомобильного радиатора
http://www.autoars.ru/articles/2019/radiator_6.jpg
Основные конструкции автомобильных радиаторовПо конструкции сердцевины радиаторы делятся на два типа:
- Трубчатые;
- Пластинчатые.
В радиаторах с трубчатой сердцевиной теплообменник выполнен в виде системы труб круглого или овального сечения, которые для лучшей отдачи тепла окружены металлическими пластинами того или иного типа. В радиаторах с пластинчатой сердцевиной теплообменник выполнен в виде зигзагообразных трубок плоскоовального сечения, которые за счет большой площади поверхности не нуждаются в дополнительных металлических пластинах.
В свою очередь, трубчатые радиаторы делятся на две больших группы:
- Трубчато-пластинчатые;
- Трубчато-ленточные.
Сердцевина трубчато-пластинчатых радиаторов выполнена в виде системы трубок круглого или овального сечения, помещенных в пакет широких металлических пластин. Такой теплообменник имеет большую площадь поверхности, которая хорошо отдает тепло набегающему потоку воздуха и обеспечивает эффективное охлаждение протекающей по радиатору жидкости.
Сердцевина трубчато-ленточных радиаторов выполнена в виде системы трубок овального (плоскоовального) сечения, между которыми располагаются зигзагообразные (согнутые в гармошку) металлические ленты. Такая конструкция имеет увеличенную по сравнению с трубчато-пластинчатой площадь поверхности и, как следствие, более эффективную теплоотдачу.
По материалу изготовления радиаторы бывают двух основных типов:
- Медные (и медно-латунные);
- Алюминиевые.
В устройствах первого типа трубки и пластины/ленты выполнены из меди, которая обладает высокой теплопроводностью и поддается пайке. Однако медные радиаторы тяжелые и дорогие, поэтому в современных автомобилях они практически вытеснены радиаторами из алюминиевых сплавов. Бачки всех типов радиаторов могут выполняться из пластика, алюминия или латуни, на бачках обязательно присутствуют патрубки, резьбовые или байонетные горловины для установки пробки, штуцеры или краны для слива жидкости, гнезда для установки датчиков температуры и иные элементы.
При этом трубки сердцевины могут быть бесшовными или паяными/сварными, а сама конструкция сердцевины радиатора — сборной и паяной. Сборными чаще всего выполняются алюминиевые радиаторы с трубчато-пластинчатой сердцевиной — в этом случае трубки привариваются или припаиваются только к бачкам, а пластины и трубки соприкасаются друг с другом, однако никак не соединяются. Паяными и сварными выполняются алюминиевые и медные трубчато-ленточные радиаторы — в этом случае трубки и ленты спаяны друг с другом, что обеспечивает надежный контакт между деталями и жесткость всей конструкции.
Описанную конструкцию имеют все автомобильные радиаторы, отличаясь лишь некоторыми деталями, о которых сказано ниже.
Применяемость автомобильных радиаторов
http://www.autoars.ru/articles/2019/radiator_7.jpg
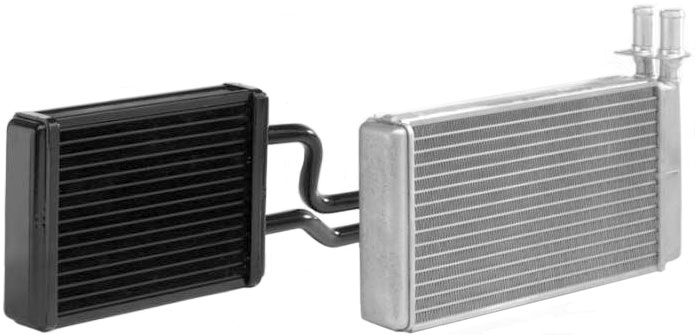
Радиаторы отопителя салона
http://www.autoars.ru/articles/2019/radiator_4.jpg
Масляный радиатор АКПП
http://www.autoars.ru/articles/2019/radiator_3.jpg
Конструкция радиатора кондиционераНа автомобили могут устанавливаться радиаторы различного назначения:
- Радиатор системы охлаждения двигателя. Присутствует на всех транспортных средствах, оснащенных ДВС с жидкостной системой охлаждения. Обеспечивает отвод тепла от охлаждающей жидкости в атмосферу за счет проходящего через радиатор потока воздуха;
- Радиатор отопителя. Является частью системы охлаждения двигателя, предназначен для подогрева поступающего в салон воздуха с целью поддержки комфортного микроклимата. Обеспечивает подогрев проходящего потока воздуха за счет тепла охлаждающей жидкости;
- Масляный радиатор. Присутствует в системах транспортных средств, машин и агрегатов со значительным нагревом масла — гидравлических, некоторых АКПП, в отдельных типах двигателей и т.д. Существуют масляно-воздушные и масляно-водяные радиаторы, в первом случае охлаждение осуществляется набегающим потоком воздуха, во втором — потоком охлаждающей жидкости (радиатор помещается в систему охлаждения двигателя);
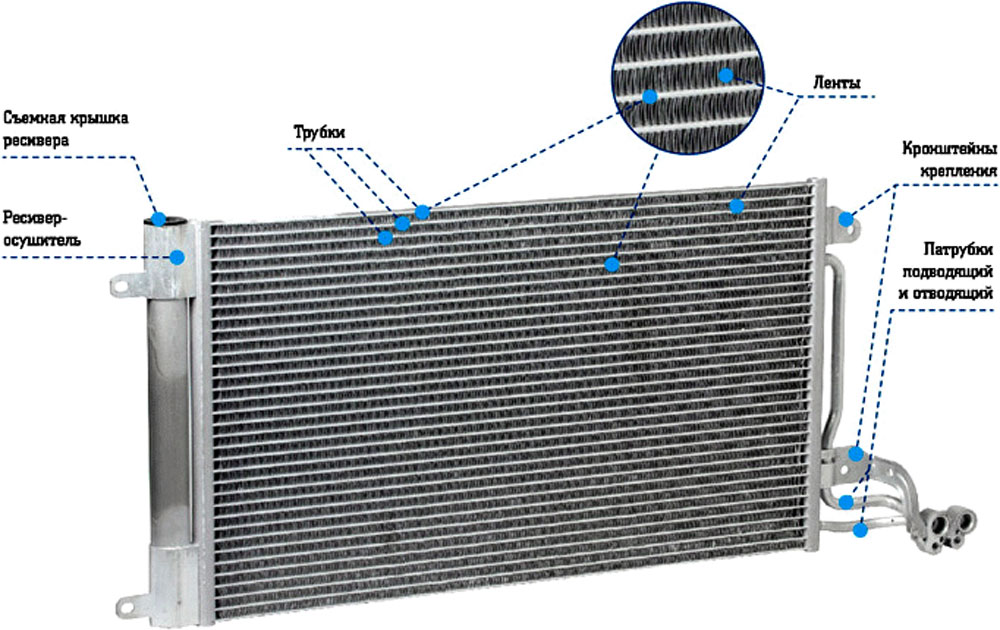
- Радиаторы кондиционера и испарителя. Присутствуют только на транспортных средствах, оснащенных системой кондиционирования воздуха. Радиатор кондиционера обеспечивает отвод тепла от хладагента набегающим потомок воздуха, радиатор испарителя обеспечивает расширение (испарение) хладагента с целью снижения его температуры. Первый радиатор обычно располагается в подкапотном пространстве рядом с радиатором охлаждения двигателя, второй — в салоне автомобиля или под приборной панелью, он обеспечивает охлаждение поступающего в салон потока воздуха;
- Радиатор интеркулера. Присутствуют только на автомобилях, имеющих систему промежуточного охлаждения наддувного воздуха (интеркулера). Это воздухо-воздушный радиатор, он имеет большую площадь для охлаждения поступающего от турбины воздуха набегающим потомок воздуха.
Эти радиаторы могут иметь существенные отличия в конструкции. Например, радиаторы отопителя имеют малые габариты, а радиаторы кондиционера имеют несколько патрубков для подвода хладагента. Масляные радиаторы обычно выполнены в виде одной трубы, свернутой в спираль или согнутой в гармошку, вокруг которой располагается пакет пластин или лент (либо вовсе без пластин). А радиатор интеркулера имеет большое сечение труб и патрубков, что обеспечивает пропуск большого количества воздуха без существенного повышения сопротивления потоку.
http://www.autoars.ru/articles/?id=168

-
1
-
Просмотрел эту тему,но есть один момент,который требует особенного внимания в ремонте радиаторов и он практически никак не освещен и он довольно сложен.Может быть,стоит создать "подтему",некоторое разветвление темы пайки алюминиевых радиаторов,а именно: Критерии ремонтопригодности соты,имеющей надрыв в глубину от 1/3 и более на тонкостенных трубках с затрудненным доступом к месту повреждения . Вопрос в следующем:быт или не быть -глушить сразу или попытаться спасти соту? Практика показывает,что попытки "спасти соту" часто оборачивается перерасходом материала и времени и ее все равно надо будет глушить.Я понимаю,что здесь много разных "но",какие-то основные моменты должны быть оговорены,показаны,рекомендованы...чтобы это не терялось в общем потоке.Как ты думаешь?..тем более,что это нужно для тех,кто начинает заниматься пайкой.
-
3
-
-
Вот в Норильске тоже была утечка и что? Там присел самое низшее вроде как нач. цеха.
Есть должностная инструкция,то есть тот документ,который очерчивает круг его обязанностей,и он будет нести ответственность за невыполнение своих обязанностей.Многие скажут:а вы поставьте себя на его место,он человек подневольный,выполняет распоряжения(пожелания),отданные в устной форме и д. и т.п., вся эта песня с припевом о подневолье. Если он человек подневольный и тупо следует указаниям,то на кого пенять?..он же за что-то отвечает,в конце концов?
Добавлю.Есть книга Ломачинского "Записки судмедэксперта".Найдите главу -Дружба рядового с генералом,или хирургия гениальности.Это рассказ о том,почему французы опередили Союз в пересадке сердца.Почему это удалось сделать Бернарду,а не Военно-медицинской академии...вопрос был в "винтике"..случай весьма показательный и неважно,то ли страх,то ли сознание руководило это женщиной.
Это так,к слову пришлось.
-
недавно в Башкирии жительница села Исянгулово Лилия Акчурина выиграла в лотерею пять тонн асфальта. По данным организаторов акции, во втором полугодии главных приза было два — теленок и пять тонн асфальта.
-
6
-
-
По совету старших товарищей купил за недорого на барахолке советский ДКД 8-65
Вопрос такой. Нужно ли регулировать нижнюю гайку и для чего она эта регулировка там нужна ?
Оставьте в покое предохранительный клапан и ничего больше не трогайте,кроме нажимного винта.
-
2
-
-
Такое сплошь и рядом сейчас, многих пандемия затронула. Некоторые наши партнёры по техническим газам вообще закрыли производства до весны, распустив своих сотрудников.
Остаётся только вакцину ждать, массовая вакцинация - это пожалуй единственное, что позволит прекратить этот цирк, тогда и начнем потихоньку восстанавливаться от застоя и упадка экономики по всей стране, а там и заказы начнутся.
В этом году вообще не делал дорогих покупок и все, что мог, старался в "подушку" откладывать на черный день. Ваши потенциальные заказчики возможно так же поступают и откладывают на "лучшие времена", пока таковые не наступят...
А каким спектром работ занимаетесь? Тот же ремонт автотранспорта и тяжёлой техники будет всегда актуален, даже в кризис и войну, т.к без машины никуда, а тяжёлая техника конторы кормит и без нее тоже не обойтись.
Вы оптимист.Причем здесь так называемая пандемия?Ваша пандемия -это фикция чистой воды,это даже не эпидемия-это всего лишь предлог,а вот когда в сырьевой державе падет цена на основное экспортное сырье -нефть и газ,то это близко к катастрофе...потому что ничего другого в стране не осталось.
Запомнилось высказывание одного человека: -Вы ездите на немецких машинах,покупаете китайский ширпотреб,смотрите корейские телевизоры,а говорите о величии державы.
-
8
-
-
Пайка трубок радиатора? Не пойдет?
Пойдет.
-
Ни разу не пробовал, у нас он был в два раза дороже Кастолина.
Харрис алкор 22.На первом снимке нижний.Сейчас у него цена ниже,чем у 192 на 10-20%.Доступная информация --22%,остальное алюминий(что нам говорят сайты).При плавлении припоя аргоновой горелкой,присутствие цинка не ощущается.Жидкотекучесть высокая.Практического применения этого припоя не вижу-это какой-то промежуток между 190 и 192.



-
4
-
-
- Популярный пост
- Популярный пост
Как подобрать дюймовый болт взамен сорванного?Цель этой статьи – ознакомить технически неподкованных читателей с основными принципами подбора дюймовых болтов взамен вышедших из строя.
Владельцы импортных автомобилей и мотоциклов часто сталкиваются с необходимостью приобретения дюймовых крепежных деталей взамен изношенных, сорванных или утерянных. Перед покупкой нового дюймового болта важно выяснить, какого класса прочности был оригинальный метиз, а также его линейные размеры, шаг резьбы в дюймах, что часто вызывает определенные сложности у отечественного пользователя.
Сразу отметим, что, несмотря на внешнюю схожесть, заменить дюймовые болты на метрические не получится, так как они не взаимозаменяемы. Возьмем для примера болт М12 х 1,75 – 45 мм стандарта ISO и его американский аналог стандарта SAE 1/2" – 13UNC x 1 3/4". Геометрия резьбы у них идентична, то есть оба имеют угол при вершине 60°, при этом наблюдаем различие по другим параметрам: диаметр 12,7 мм (12 мм), шаг резьбы 2 мм (1,75 мм), длина 44,5 мм (45 мм).
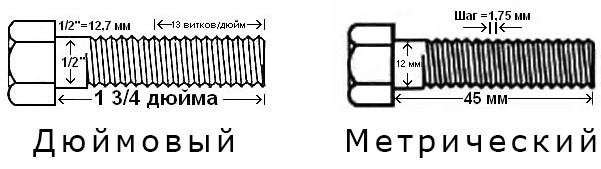
К вышеперечисленным отличиям добавим размер головки «под ключ». Расстояние между противоположно лежащими гранями (S) у болта М12 составляет 19 мм, соответственно и ключ нужен на 19 мм. У болта 1/2" размер «под ключ» составляет 3/4", а это 19,05 мм. Следовательно, привычный для нас гаечный ключ не годится для работы с крепежными деталями стандарта SAE. На нашем сайте можно купить дюймовые ключи всех размеров стандарта ANSI/ASME B107.6.
Как отличить крепеж метрический от дюймового?В первую очередь необходимо убедиться, что ваш иностранный крепеж – дюймовый.
Отличить его от метрического «на глазок» сложно и есть риск принять, например, болт UNC 5/16" за близкий ему по параметрам М8. Выявить нестыковку поможет метрический резьбомер – ни один его шаблон не подойдет к дюймовой резьбе. При отсутствии такого идентификатора, можно воспользоваться более доступным способом – попытаться навинтить на стержень гайку с известными параметрами. Если вам приходится часто заниматься идентификацией резьбы, рекомендуем приобрести резьбомеры.
На самом деле найти различия между дюймовым крепежом и метрическим можно еще проще. Если на его головке есть радиальные линии – это «американец», а если числа на головке – метрика. Линии и числа – это маркировка прочности. Однако стоит отметить, что крепеж класса прочности от 0 до 2 вообще не маркируется, поэтому этот способ не всегда приемлем.
Как определить диаметр болта в дюймах?
В США крепежные детали изготавливают по стандартам ANSI и SAE, в которых в качестве единиц измерения используются дюймы. Диаметр резьбы до 1/4" обозначается номерами от №0 до №12, а диаметр свыше 1/4" выражен целым числом или долей дюйма, например: 1/2" или 1 3/8". Поэтому при оформлении заказа на дюймовые болты вам надо знать параметры крепежа в американской системе мер.
Штангенциркулем выполняем замер диаметра резьбовой части метиза. В нашем случае – 9,52 мм. Полученное значение переводим в доли дюйма, используя таблицу, и получаем 3/8".
Наружный диаметр, мм 1,52 1,77 2,18 2,51 2,84 3,17 3,5 4,16 4,83 5,49 6,35 7,94 9,52 11,1 12,7 25,4 Номинальный размер #0 #1 #2 #3 #4 #5 #6 #8 #10 #12 1/4 5/16 3/8 7/16 1/2 1полная таблица доступна по ссылке
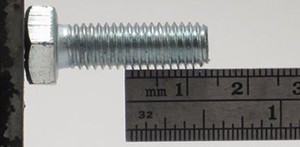
Как измерить шаг резьбы на дюймовом болте?
Проще всего это сделать при помощи резьбомера, который содержит набор шаблонов унифицированных американских резьб UNC (крупный шаг) и UNF (мелкий шаг). Просто поочередно прикладываете шаблоны к резьбовой поверхности метиза и выбираете тот, зубцы которого идеально совместились, без зазоров. Осталось прочитать шаг резьбы, прописанный на нем. Если ни один из шаблонов не подошел, то возможно у вас английская резьба BSW с углом профиля 55°.
Но далеко не у каждого мастера найдется дюймовый резьбомер, тогда можно воспользоваться штангенциркулем. Наша задача – подсчитать, сколько нитей помещается на одном дюйме длины (25,4 мм). В данном случае болт короткий, поэтому отмеряем расстояние 12,7 мм (в два раза меньше) на доступном участке стержня. В результате подсчета получаем 8 нитей, умножаем на 2. Шаг резьбы – 16.
Если из измерительных инструментов у вас есть только металлическая линейка, то подойдет и она (миллиметровая или дюймовая). Для получения точных результатов необходимо очистить резьбовую поверхность метиза от загрязнений. Прикладываем линейку и подсчитываем количество нитей на отрезке в 1" (25,4 мм) или 0,5" (12,7 мм), если длины стержня недостаточно.
Для подтверждения результатов обратимся к справочным таблицам, где приведен перечень диаметров резьбы и соответствующий каждому диаметру шаг:
Номинальный размер Наружный диаметр, мм UNC, ниток на дюйм UNF, ниток на дюйм #0 1,524 64 80 #1 1,778 64 72 #2 2,184 56 64 #3 2,515 48 56 #4 2,845 40 48 #5 3,175 40 44 #6 3,505 32 40 #8 4,165 32 36 #10 4,826 24 32 #12 5,486 24 28 1/4 6,35 20 28 5/16 7,937 18 24 3/8 9,525 16 24 7/16 11,113 14 20 1/2 12,7 13 20 1 25,4 8 12полная таблица доступна по ссылке
Как измерить длину дюймового болта?Болт состоит из ножки и головки. Длина измеряется без учета головки, замеряется только резьбовой стержень от плоскости головки до самого конца. Замер можно сделать как штангенциркулем, так и линейкой. Полученный результат в миллиметрах делим на 25,4 и получаем десятичную долю дюйма, затем переводим ее в дробную долю. В данном случае у нас болт длиной ≈ 32 мм.
L = 32 мм : 25,4 мм = 1,2598 или 1 1/4"
Как определить класс прочности детали?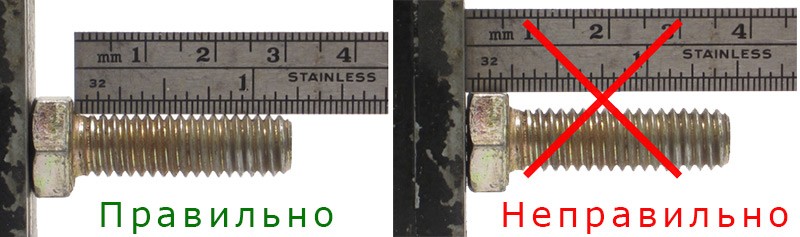
Чтобы оценить прочностные характеристики старого болта, необходимо очистить его головку от загрязнений и рассмотреть маркировку. Класс прочности метрических деталей обозначается цифровым кодом на головке, тогда как на головках крепежа иностранного производства может встречаться и другая маркировка. Например, прочность американских крепежных изделий стандарта SAE может быть идентифицирована по радиальным линиям – зарубкам на головке. Чем больше их количество, тем выше класс прочности крепежа и тем выше допустимое усилие затягивания.
Таблица сравнения прочности болтов:
Дюймовые Метрические Класс (SAE) Маркировка Диаметр Прочность на растяжение, PSI Класс (ISO) Маркировка Диаметр Прочность на растяжение, PSI (МПа) 2 1/4"
1/4"
–
3/4" 74.000 SI 5.6
М12
—
М24 72.500 PSI (500 МПа) 7/8"
–
1 1/2" 60.000 PSI 5 1/4"
1/4"
–
1" 120.000 PSI 8.8 М17
М17
—
М36 120.350 PSI (830 МПа) 1"
–
1 1/2" 105.000 PSI 8 1/4"
1/4"
–
1 1/2" 150.000 PSI 10.9
М6
—
М36 150.800 PSI (1040 МПа)Новый болт не должен уступать по прочности оригиналу. Подумайте дважды, прежде чем заменить высокопрочный оригинальный метиз дешевой альтернативой. Несколько рублей экономии могут стоить вам восстановления двигателя или даже жизни.
Когда все параметры метиза определены, можно легко найти его в нашем интернет магазине в разделе «Дюймовый крепеж» и оформить заказ.
Пример условного обозначения болта:- 1/2" – 13UNC x 1 3/4"
- 1/2" – диаметр стержня
- 13 – шаг резьбы
- UNC – тип резьбы
- 1 3/4" – длина (соответствует 44,45 мм)
Осталось выяснить, что делать, если дюймового крепежа с нужными вам параметрами нет в каталоге или сорван не только винт, но и внутренняя приемная резьба в корпусной детали. Есть способ решить эти проблему при помощи резьбовой вставки. После ее установки можно будет вкрутить равноценный по прочности и близкий по параметрам метрический болт.
ПОЛЕЗНЫЕ СОВЕТЫ 15.10.2020 14:56:05Британская дюймовая резьба Уитворта (BSW, BSF, BSP, BSPT) в деталях
Британская дюймовая резьба Уитворта (BSW, BSF, BSP, BSPT) в деталяхВ Великобритании до 1970-х годов (а, возможно, и позже) использовалась британская форма резьбы Витворта (Уитворта) – Whitworth British Thread. Она стала фактически первым в мире национальным стандартом винтовой резьбы в Англии и широко использовалась при сборке автомобилей, мотоциклов, самолетов, другой техники и механического оборудования.
British Thread Whitworth разработана британским инженером сэром Джозефом Уитвортом (1803-1887 гг.) в Манчестере и впервые стандартизирована в 1841 году. Став самой распространенной в Великобритании в 1860 годах, она получила широкое одобрение в развивающихся машиностроительных и автомобилестроительных отраслях страны.
В своей статье «Единая система резьбовых соединений» Дж.Уитворт предложил:
- Каждый диаметр болта должен иметь определенное число витков на дюйм (TPI).
- Угол профиля (между соседними сторонами витков) должен составлять 55°.
- Вершины треугольного профиля и основания впадин должны быть закругленными на 1/6 высоты.
- Зависимость радиуса закругления от шага определяется формулой r = 0.137329 x p (шаг).
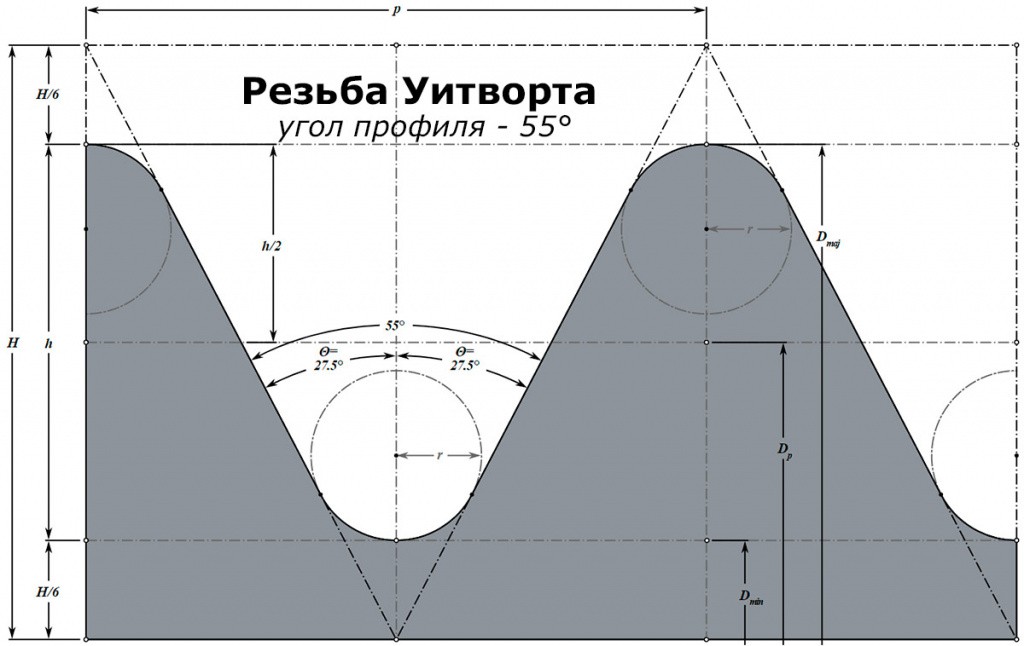
Форма резьбы Уитворта
Оригинальная резьба Витворта была крупной (BSW), потому что предел прочности стали на растяжение в то время был низким, и тонкие нити при затягивании просто срывались бы. Примерно 50 лет она господствовала в британской промышленности. Но по мере развития автомобилестроения инженерам потребовалась более тонкая нить, поэтому была разработана мелкая резьба British Standard Fine (BSF), представленная Британской ассоциацией инженерных стандартов в 1908 г. Это стало возможным благодаря тому, прочность стали значительно улучшилась.
Таким образом, дюймовый болт диаметром 1/2 дюйма может иметь либо 12 ниток на дюйм (BSW), либо 16 (BSF). В чем преимущество мелкого шага? Болты BSF обладают лучшей устойчивостью к вибрации. Они имеют большее сечение, поэтому примерно на 10 % прочнее, чем болты BSW с крупным шагом того же размера и из того же материала. Крепежные детали с крупной резьбой хорошо подходят для использования в резьбовых отверстиях, когда металл основания мягче, чем сам крепеж (например, шпильки в алюминиевых головках цилиндров).
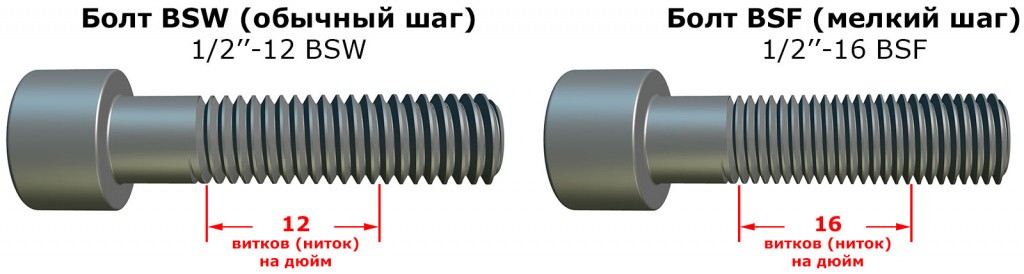
Количество витков у болта с обычной резьбой BSW и мелкой BSF
Со временем популярность дюймовых британских стандартов BSW и BSF быстро снижалась из-за глобальной тенденции производителей отдавать предпочтение метрическим болтам и гайкам или американскому дюймовому (UNC, UNF) крепежу. Сегодня крепежные изделия системы British Thread Whitworth устарели и почти не используются. Но потребность в болтах и гайках BSW и BSF продолжают испытывать те, кто работает на старом британском оборудовании или ездит на автомобилях, произведенных до принятия унифицированных, а затем и метрических стандартов.
Крупная резьба British Standard Whitworth (BSW или WW)Это британская стандартная крупная резьба Витворта, название которой сокращено до BSW (British Standard Whitworth) или просто WW. Она используется на болтах, винтах, гайках и других крепежных изделиях общего инженерного назначения, не требующих посадки с натягом. Ее профиль основан на фундаментальном треугольнике с углом 55°, углы которого имеют определенный радиус закругления, зависящий от шага r = 0.137329 x p (шаг). Высота профиля составляет h = 0,640327 х p.
Требования к форме профиля, размерам, допускам и обозначению определены в английском стандарте BS 84-2007.
Примеры условного обозначения: 3/8"W, 3/8"BSW или 3/8"-16BSW, где 16 - количество витков на дюйм (TPI).
В стандарт BS 84 включено 40 размеров: от 1/16"- 60BSW до 6"- 2 1/2BSW.

Резьба Витворта: обозначения и понимание внутренней и внешней резьбы. Пояснение к таблицам
Таблица 1. Размеры крупной резьбы Уитворта BSW (Whitworth Coarse Thread BS 84)
Типоразмер Наружный диаметр Ниток на дюйм Шаг резьбы Внутренний диаметр Диаметр сверления (дюймы) (мм) (мм) (дюймы) (мм) (дюймы) (мм) W 1/16" 1/16 1,588 60 0,423 0,0412 1,05 0,0472 1,2 W 3/32" 3/32 2,381 48 0,529 0,0671 1,70 0,0748 1,9 W 1/8" 1/8 3,175 40 0,635 0,0930 2,36 0,1024 2,6 W 5/32" 5/32 3,969 32 0,794 0,1162 2,95 0,1260 3,2 W 3/16" 3/16 4,763 24 1,058 0,1341 3,41 0,1457 3,7 W 7/32" 7/32 5,556 24 1,058 0,1654 4,20 0,1772 4,5 W 1/4" 1/4 6,350 20 1,270 0,1860 4,72 0,2008 5,1 W 5/16" 5/16 7,938 18 1,411 0,2414 6,13 0,2598 6,6 W 3/8" 3/8 9,525 16 1,588 0,2950 7,49 5/16 8,0 W 7/16" 7/16 11,113 14 1,814 0,3460 8,79 0,3701 9,4 W 1/2" 1/2 12,700 12 2,117 0,3933 9,99 27/64 10,7 W 9/16" 9/16 14,288 12 2,117 0,4558 11,6 31/64 12,3 W 5/8" 5/8 15,875 11 2,309 0,5086 12,9 17/32 13,7 W 11/16" 11/16 17,463 11 2,309 0,5711 14,5 19/32 15,2 W 3/4" 3/4 19,050 10 2,540 0,6219 15,8 21/32 16,6 W 13/16" 13/16 20,638 10 2,540 0,6844 17,4 23/32 18,2 W 7/8" 7/8 22,225 9 2,822 0,7327 18,6 49/64 19,5 W 15/16" 15/16 23,813 9 2,822 0,7952 20,2 53/64 21,1 W 1" 1 25,400 8 3,175 0,8399 21,3 7/8 22,3 W 1 1/8" 1 1/8 28,575 7 3,629 0,9420 23,9 63/64 25,1 W 1 1/4" 1 1/4 31,750 7 3,629 1,0670 27,1 1 7/64 28,3 W 1 3/8" 1 3/8 34,925 6 4,233 1,1616 29,5 1 7/32 30,9 W 1 1/2" 1 1/2 38,100 6 4,233 1,2866 32,7 1 5/16 34,0 W 1 5/8" 1 5/8 41,275 5 5,080 1,3689 34,8 1 7/16 36,4 W 1 3/4" 1 3/4 44,450 5 5,080 1,4939 37,9 1 9/16 39,6 W 1 7/8" 1 7/8 47,625 4 1/2 5,644 1,5904 40,4 1 5/8 42,2 W 2" 2 50,800 4 1/2 5,644 1,7154 43,6 1 3/4 45,4 W 2 1/8" 2 1/8 53,975 4 1/2 5,644 1,8404 46,7 1 7/8 48,6 W 2 1/4" 2 1/4 57,150 4 6,350 1,9298 49,0 2 51,1 W 2 3/8" 2 3/8 60,325 4 6,350 2,0548 52,2 2 1/8 54,2 W 2 1/2" 2 1/2 63,500 4 6,350 2,1798 55,4 2 1/4 57,4 W 2 5/8" 2 5/8 66,675 4 6,350 2,3048 58,5 2 3/8 60,6 W 2 3/4" 2 3/4 69,850 3 1/2 7,257 2,3841 60,6 2 1/2 62,9 W 2 7/8" 2 7/8 73,025 3 1/2 7,257 2,5091 63,7 2 5/8 66,1 W 3" 3 76,200 3 1/2 7,257 2,6341 66,9 2 3/4 69,2 W 3 1/4" 3 1/4 82,550 3 1/4 7,815 2,8560 72,5 3 75,0 W 3 1/2" 3 1/2 88,900 3 1/4 7,815 3,1060 78,9 3 1/4 81,4 W 3 3/4" 3 3/4 95,250 3 8,467 3,3231 84,4 3 3/8 87,1 W 4" 4 101,600 3 8,467 3,5731 90,8 3 5/8 93,5 W 4 1/4" 4 1/4 107,950 2 7/8 8,835 3,8046 96,6 3 7/8 99,5 W 4 1/2" 4 1/2 114,300 2 7/8 8,835 4,0546 103,0 4 1/8 105,8 W 4 3/4" 4 3/4 120,650 2 3/4 9,236 4,2843 108,9 4 3/8 111,8 W 5" 5 127,000 2 3/4 9,236 4,5343 115,2 4 5/8 118,1 W 5 1/4" 5 1/4 133,350 2 5/8 9,676 4,7621 121,0 4 7/8 124,1 W 5 1/2" 5 1/2 139,700 2 5/8 9,676 5,0121 127,3 5 1/8 130,4 W 5 3/4" 5 3/4 146,050 2 1/2 10,160 5,2377 133,0 5 3/8 136,3 W 6" 6 152,400 2 1/2 10,160 5,4877 139,4 5 5/8 142,6 Мелкая резьба British Standard Fine (BSF)Дюймовая мелкая резьба British Standard Fine, сокращенно BSF, имеет профиль, идентичный оригинальной форме Витворта BSW с углом при вершине 55°, за исключением более частого шага. Это означает, что болты и гайки имеют больше витков на дюйм, более тонкую нить и меньшую высоту профиля.
Примеры условного обозначения: 3/8"BSF или 3/8"-20BSF
В стандарт BS 84 включено 30 размеров BSF: от 3/16"-32BSF до 4 1/4"-4BSF.
Таблица 2. Размеры мелкой резьбы Уитворта BSF (Whitworth Fine Thread BS 84).
Типоразмер Наружный диаметр Ниток на дюйм Шаг резьбы Внутренний диаметр Диаметр сверления (дюймы) (мм) (мм) (дюймы) (мм) (дюймы) (мм) F 3/16" 3/16 4,763 32 0,794 0,1475 3,75 0,1457 3,7 F 7/32" 7/32 5,556 28 0,907 0,1730 4,39 0,1811 4,6 F 1/4" 1/4 6,350 20 1,270 0,2008 5,1 0,2087 5,3 F 9/32" 9/32 7,142 26 0,97 0,2320 5,89 0,2323 5,9 F 5/16" 5/16 7,938 22 1,154 0,2543 6,46 0,2677 6,8 F 3/8" 3/8 9,525 20 1,270 0,3110 7,9 0,3268 8,3 F 7/16" 7/16 11,113 18 1,411 0,3363 8,54 0,3819 9,7 F 1/2" 1/2 12,700 16 1,587 0,4200 10,7 0,4370 11,1 F 9/16" 9/16 14,288 16 1,587 0,4825 12,3 0,5000 12,7 F 5/8" 5/8 15,875 14 1,814 0,5336 13,6 0,5512 14 F 11/16" 11/16 17,463 14 1,814 0,5961 15,1 0,6102 15,5 F 3/4" 3/4 19,050 12 2,117 0,6432 16,3 0,6594 16,75 F 7/8" 7/8 22,225 11 2,309 0,7586 19,3 0,7776 19,75 F 1" 1 25,400 10 2,540 0,8720 22,1 0,8957 22,75 F 1 1/8" 1 1/8 28,575 9 2,822 0,9828 25 1,0039 25,5 F 1 1/4" 1 1/4 31,750 9 2,822 1,1078 28,1 1,1220 28,5 F 1 3/8" 1 3/8 34,925 8 3,175 1,2150 30,9 1,2402 31,5 F 1 1/2" 1 1/2 38,100 8 3,175 1,3400 34 1,3583 34,5 F 1 5/8" 1 5/8 41,275 8 3,175 1,4650 37,2 1,4724 37,4 F 1 3/4" 1 3/4 44,450 7 3,628 1,5670 39,8 1,5748 40,0 F 2" 2 50,800 7 3,628 1,8170 46,2 1,8425 46,8 F 2 1/4" 2 1/4 57,150 6 4,233 2,0366 51,7 2,0551 52,2 F 2 1/2" 2 1/2 63,500 6 4,233 2,2866 58,1 2,3031 58,5 F 2 3/4" 2 3/4 69,850 6 4,233 2,5366 64,4 2,5551 64,9 F 3" 3 76,200 5 5,080 2,7438 69,7 2,7756 70,5 F 3 1/4" 3 1/4 82,550 5 5,080 2,9938 76 3,0079 76,4 F 3 1/2" 3 1/2 88,900 4 1/2 5,644 3,2154 81,7 3,2283 82 F 3 3/4" 3 3/4 95,250 4 1/2 5,644 3,4654 88 3,4764 88,3 F 4" 4 101,600 4 1/2 5,644 3,7154 94,4 3,7441 95,1 F 4 1/4" 4 1/4 107,950 4 6,350 3,9298 99,8 4,0197 102,1 Совместимы ли резьбы BSW – UNC и BSF – UNF?Все эти виды резьб являются дюймовыми и разработаны для резьбовых крепежных деталей (болтов, винтов, гаек и др.)
- BSF и BSW – британский стандарт, а UNF и UNC - американский стандарт.
- BSF и UNF - системы с мелкой резьбой, а BSW и UNC - системы с крупной резьбой.
Взаимозаменяемость BSW и UNC невозможна, даже если учесть, что многие комбинации диаметра и шага у них совпадают (за исключением размера 1/2", где BSW имеет 12 витков на дюйм, а UNC – 13). Теоретически некоторые гайки BSW можно было бы навинтить на болты UNC и наоборот, но практически этого делать нельзя, ни при каких обстоятельствах. Разница в углах (55° против 60°) приведет к значительной потере удерживающей силы, снижению сопротивления усталости и прочности соединения.
UNF и BSF имеют совершенно разное число витков на дюйм, значит, они абсолютно не взаимозаменяемы.
Трубная резьба (BSP)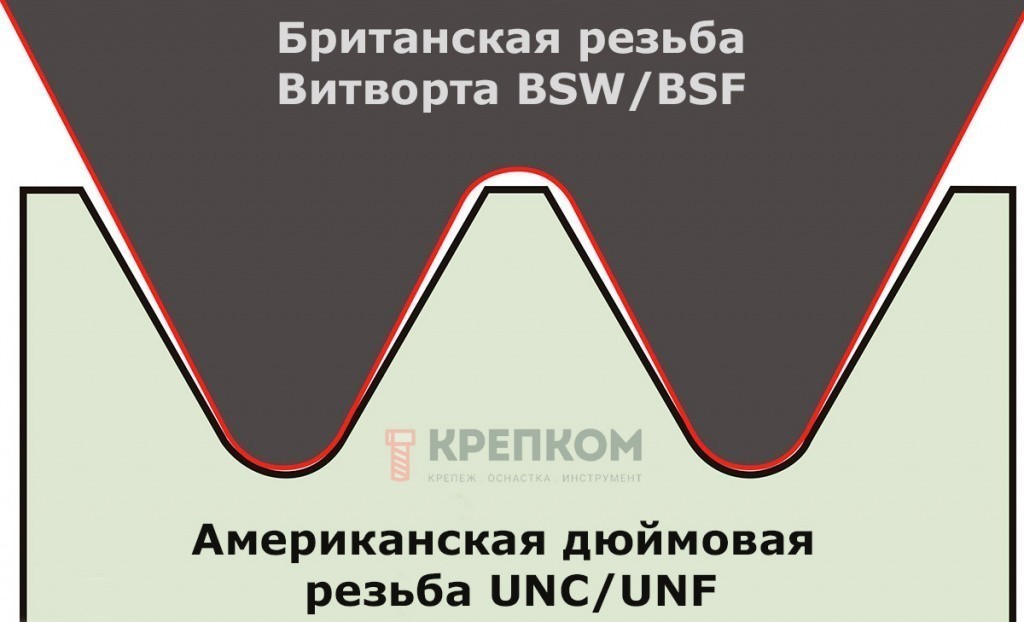
Совместимость американской резьбы UNC/UNF и Британской Витворта BSW/BSF
BSP (British Standard Pipe) известна как трубная резьба Витворта и ставшая самой популярной в мире. Она имеет два варианта исполнения – это цилиндрическая (BSPP), которая обычно герметизируется различными уплотнительными материалами, либо коническая (BSPT), которая самоуплотняется на резьбе.
Оба варианта широко применяются в сантехнических, газопроводных, водопроводных, масляных системах, пневматическом оборудовании для резьбовых соединений труб с фитингами, а также на крышках, масленках, заглушках, кранах, вентилях и т.д.
Обозначение номинального диаметра для BSP – это размер трубы (ее условный проход), то есть он немного меньше, чем фактический наружный диаметр трубы. Оба типа потоков – BSPP и BSPT имеют угол профиля 55°, как у их прототипа BSW, и всего четыре значения шага – 28, 19,14, 11.
Трубные соединения BSPP (G)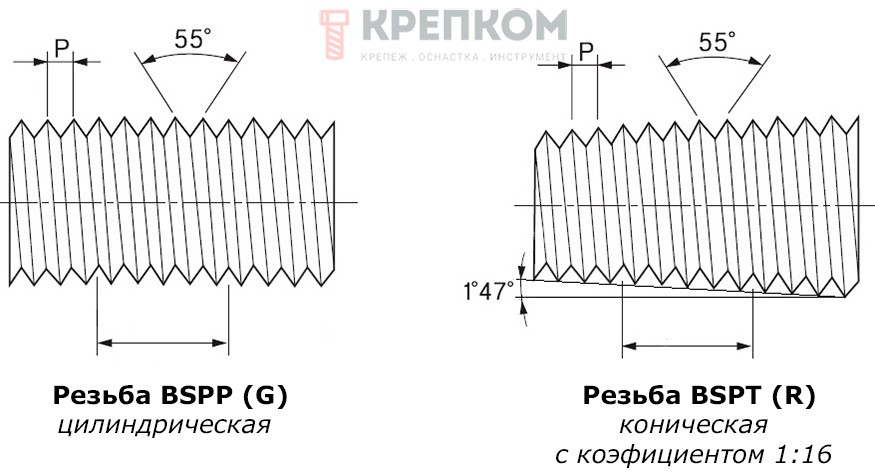
Отличия дюймовой резьбы BSPP (G) и BSPT ®

Фитинг BSPP (папа)
Соединения с цилиндрической несамоуплотняющейся резьбой Витворта BSPP не будут герметичными без использования дополнительного уплотнителя. Фитинги BSPP обычно комплектуются резиновым уплотнительным кольцом, которое зажимается между бортиком охватываемой части трубы и внутренней поверхностью охватывающего фитинга.
В России к стандарту BSPP адаптирован ГОСТ 6357-81. Международными регламентирующими нормативно-техническими документами являются: DIN ISO 228, DIN 259, в которые включены размеры от 1/8" до 4".
Трубную цилиндрическую наружную и внутреннюю резьбу BSPP принято обозначать буквой «G». Пример условного обозначения: G 1 1/2"-А, где А – класс точности. Левая идентифицируется по двум дополнительным буквам «LH», например: G 1 1/2" LH - А.
Таблица 3. Параметры цилиндрической трубной резьбы Уитворта BSPP (G), DIN ISO 228 BSP (DIN 259)
Размер G Ниток на дюйм Шаг резьбы Внешний
диаметр Внутренний
диаметр Длина
резьбы Диаметр сверления G
(конусность 80%) (дюймы) (мм) (дюймы) (мм) (дюймы) (мм) (дюймы) (мм) (мм) 1/8 28 0,907 0,3830 9,728 0,3372 8,566 5/32 4,0 8,8 1/4 19 1,337 0,5180 13,157 0,4506 11,445 0,2367 6,0 11,8 3/8 19 1,337 0,6560 16,662 0,5886 14,950 1/4 6,4 15,3 1/2 14 1,814 0,8250 20,955 0,7335 18,631 0,3214 8,2 19,1 5/8 14 1,814 0,9020 22,911 0,8105 20,587 0,3214 8,2 21,1 3/4 14 1,814 1,0410 26,441 0,9495 24,117 3/8 9,5 24,6 7/8 14 1,814 1,1890 30,201 1,0975 27,877 3/8 9,5 28,3 1 11 2,309 1,3090 33,249 1,1926 30,291 0,4091 10,4 30,9 1 1/8 11 2,309 1,4920 37,897 1,3756 34,939 0,4091 10,4 35,5 1 1/4 11 2,309 1,6500 41,910 1,5335 38,952 1/2 12,7 39,5 1 3/8 11 2,309 1,7450 44,323 1,6285 41,365 1/2 12,7 42,0 1 1/2 11 2,309 1,8820 47,803 1,7656 44,845 1/2 12,7 45,4 1 3/4 11 2,309 2,1160 53,746 1,9995 50,788 5/8 15,9 51,4 1 7/8 11 2,309 2,2440 56,998 2,1276 54,041 5/8 15,9 54,6 2 11 2,309 2,3470 59,614 2,2306 56,656 5/8 15,9 57,2 2 1/4 11 2,309 2,5870 65,710 2,4706 62,752 11/16 17,5 63,3 2 1/2 11 2,309 2,9600 75,184 2,8435 72,226 11/16 17,5 72,8 2 3/4 11 2,309 3,2100 81,534 3,0935 78,576 13/16 20,6 79,2 3 11 2,309 3,4600 87,884 3,3435 84,926 13/16 20,6 85,5 3 1/4 11 2,309 3,7000 93,980 3,5835 91,022 7/8 22,2 91,6 3 1/2 11 2,309 3,9500 100,330 3,8335 97,372 7/8 22,2 98,0 3 3/4 11 2,309 4,2000 106,680 4,0835 103,722 7/8 22,2 104,3 4 11 2,309 4,4500 113,030 4,3335 110,072 1 25,4 110,7 Трубные соединения BSPT ®Соединения с конической самоуплотняющейся резьбой BSPT не требуют использования герметизирующих прокладок. Уплотнение (запечатывание) обеспечивается самим резьбовым соединением. Это достигается за счет плотной стыковки двух сопряженных резьб – наружной конической (ее диаметр уменьшается по длине) и внутренней цилиндрической (диаметр неизменный по всей длине). Британский стандарт определяет конусность 1:16. Для абсолютной герметизации трубного соединения рекомендуется использовать герметик.
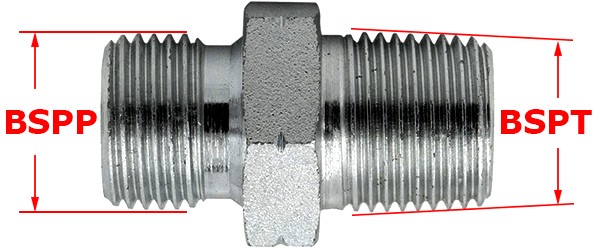
Фитинг с цилиндрической и конической резьбой BSP
BSPT взаимозаменяема с конической резьбой российского стандарта ГОСТ 6211-81. Эквивалентные нормы: ISO 7/1, DIN 2999, BS 21 (BS EN 10226-1).
В стандарты включено 15 размеров от 1/16" до 6" (трубные соединения свыше 6 дюймов в диаметре свариваются).
BSPT (внешний конус) может применяться с внутренней цилиндрической BSPP и по ГОСТ 6357-81 для создания герметичных соединений.
Наружную коническую резьбу BSPT принято обозначать буквой «R», а сопрягаемую с ней внутреннюю цилиндрическую буквами «Rp». Например: R 1/2" и Rp 1/2".
Таблица 4. Параметры конической трубной резьбы Уитворта BSPT ®, ISO 7/1
Размер R Ниток на дюйм Шаг резьбы Внешний
диаметр Внутренний
диаметр Длина
резьбы Диаметр сверления R
(конусность 95%) (дюймы) (мм) (дюймы) (мм) (дюймы) (мм) (дюймы) (мм) (мм) 1/16 28 0,907 0,3041 7,723 0,2583 6,561 5/32 4,0 6,6 1/8 28 0,907 0,3830 9,728 0,3372 8,566 5/32 4,0 8,8 1/4 19 1,337 0,5180 13,157 0,4506 11,445 0,2367 6,0 11,8 3/8 19 1,337 0,6560 16,662 0,5886 14,950 1/4 6,4 15,3 1/2 14 1,814 0,8250 20,955 0,7335 18,631 0,3214 8,2 19,1 3/4 14 1,814 1,0410 26,441 0,9495 24,117 3/8 9,5 24,6 1 11 2,309 1,3090 33,249 1,1926 30,291 0,4091 10,4 30,9 1 1/4 11 2,309 1,6500 41,910 1,5335 38,952 1/2 12,7 39,5 1 1/2 11 2,309 1,8820 47,803 1,7656 44,845 1/2 12,7 45,4 2 11 2,309 2,3470 59,614 2,2306 56,656 5/8 15,9 57,2 2 1/2 11 2,309 2,9600 75,184 2,8435 72,226 11/16 17,5 72,8 3 11 2,309 3,4600 87,884 3,3435 84,926 13/16 20,6 85,5 4 11 2,309 4,4500 113,030 4,3335 110,072 1 25,4 110,7 5 11 2,309 5,4500 138,430 5,3335 135,472 1 1/8 28,6 136,1 6 11 2,309 6,4500 163,830 6,3335 160,872 1 1/8 28,6 161,5Размеры труб и кре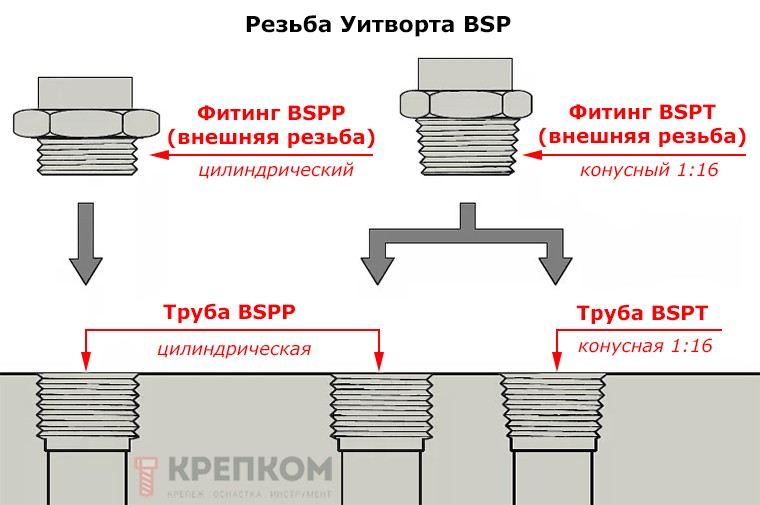
Особенности резьбы BSPP и BSPT и совместимость фитингов, труб
Типоразмер штока Типоразмер втулки (фитинга) Параметры трубы Номинальный (внутренний)
диаметр Внешний
диаметр Толщина R 1/16" Rp 1/16" 3 7,1 2 R 1/8" Rp 1/8" 6 10,2 2 R 1/4" Rp 1/4" 8 13,5 2,3 R 3/8" Rp 3/8" 10 17,2 2,3 R 1/2" Rp 1/2" 15 21,3 2,6 R 3/4" Rp 3/4" 20 26,9 2,6 R 1" Rp 1" 25 33,7 3,2 R 1 1/4" Rp 1 1/4" 32 42,4 3,2 R 1 1/2" Rp 1 1/2" 40 48,3 3,2 R 2" Rp 2" 50 60,3 3,6 R 2 1/2" Rp 2 1/2" 65 76,1 3,6 R 3" Rp 3" 80 88,9 4 R 4" Rp 4" 100 114,3 4,5 R 5" Rp 5" 125 139,7 5 R 6" Rp 6" 150 168,3 5 Сравнение BSPT и NTP – отличие и совместимостьНаряду с британским трубным конусом BSPТ (BSP) большой популярностью в мире пользуется другая коническая резьба для труб – NTP, являющаяся национальным стандартом США, основанном на ANSI/ASME B 1.20.1 (аналог ГОСТ 6111-52).
Конические резьбы NPT и BSP нельзя совмещать друг с другом, даже при совпадении числа витков на дюйм длины. Они не взаимозаменяемы из-за различий в форме. NPT имеет угол наклона треугольника 60° и сглаженные выступы и впадины (форма Селлерса). У BSP угол составляет 55° и имеет закругленные вершины и впадины (форма Витворта).
Сравнивая эти две системы, нельзя сказать какая из них лучше. Несмотря на два разных дизайна, каждая из них обеспечивает герметичное соединение труб за счет уплотнения на конусе.
Трубные конусные резьбы NPT и BSP подходят для безопасной транспортировки жидкостей, газов, пара и обе могут использоваться на трубопроводах из широкого спектра материалов: сталь, латунь, бронза, чугун и пластик. Но при использовании в системах высокого давления для уплотнения соединений NPT и BSP всегда требуется резьбовой герметик (тефлоновая лента или жидкий химический), что позволит предотвратить риск спиральной утечки.
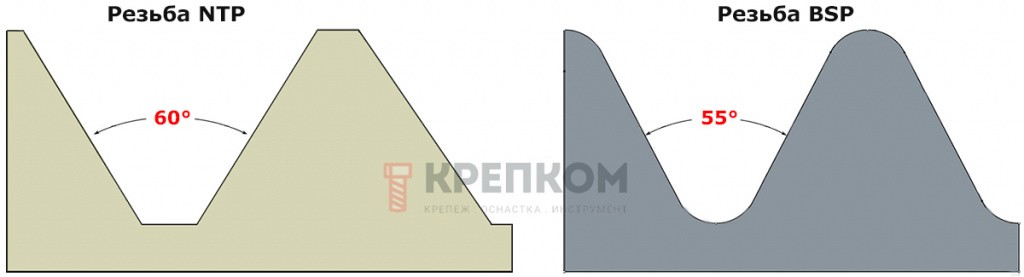
Отличие дюймовой резьбы NTP и BSP
Статьи по теме:
-
11
-
Терпеть не могу 190-й, Хоть на много и дороже, но использую в таких случаях 195-й
Хорошо,а об алкоре 22,что скажешь?Впрочем,снимаю вопрос -это уже обговаривали.
-
Радиатор .Соты,в результате рихтовки,надорваны.Вопрос о том стоило ли сначала закрепить,а потом рихтовать,оставлю за скобками.Думается,что все-таки лучше использовать Кастолин 190 вместо 192 с его излишней жидкотекучесть,как в этом случае -повреждении сот посредине с большим надрывом(здесь еще подвела спешка -сыграла фреза при удалении оребрения -6мм по алюминию.это надо делать только двухперьевой 3мм) .Что по этому поводу думают наши корифеи радиаторных дел



-
Валерий, а какие именно катки на БМД из магниевого сплава, двойные основные или одинарные поддерживающие? И это касается только БМД-1 или БМД-2 тоже? Беглый поиск в гугле не дал конкретики, только общие фразы про использования магния на БМД.
Что ж,вопрос на засыпку.Молодец.Какие литейные сплавы магния существуют? и что из них можно выжать в катках? Вообще-то,у меня есть фрагменты таких катков,то бишь,это должны быть не МЛ5,а что-то более прочное-износостойкое?Как думаешь?
-
Всем здравия.
Господа сварные,кто нибудь работал такими электродами и что можете сказать о них,сам ещё не работал,хотелось знать,что ожидать.
Улучшенные МР3
-
1
-
-
Моноблок это несколько баллонов уставленых стационарно и связаных единым коллектором.
Это называется реципиентной емкостью.Такая емкость может состоять и из 400 баллонов.
-
1
-
-
.Теперь я хочу 500 а,привык,чтоб не было проблем!
Если у тебя есть возможность,то это верное решение.
Хоть разговор совершенно не по теме, вставлю свои 5 коп.
Вот именно это умение - настроить ОСОЗНАННО, у подавляющего большинства отсутствует напрочь. Часто вижу лично, что единожды выставленные (пойманные, точнее) настройки полуавтомата просто боятся менять, либо руководство (тоже не от большого ума) просто-напросто ЗАПРЕЩАЕТ что-то менять в параметрах. Мол, потом вернуть прежние значения будет невозможно. Так и работают сварочники на одном единственном направлении. А попробовать что-то изменить - это уже не наша духовная скрепа. Или того лучше - настроить не могут, попробовать боятся, вот и стоят аппараты стоимостью под миллион эдаким памятником тупости и пофигизма...
Почему не по теме? Как раз в тему.
-
Ну да, типа дорого - богато... цыгане начальники?? -))
Цыгане здесь причем? Это спортивные тренажеры.
-
- Популярный пост
- Популярный пост
Сын сбросил несколько фотографий. Сварог Реал 200,углекислота.Повышенная "шерстивость",то бишь "чешуйчатость ",обязательное условие.




-
25
-
Да нет тут не какого "кроилово "
У сих мотолыг все герметично , то есть система охлаждения она у всех герметична , но вот скажете система смазки и тут усе герметично то есть "сухой картер" и масло в отдельном бачке .
Здесь,очевидно,другое:перевозка техники на ремонтный завод.Эта машина подлежит полной разборке.
-
1
-
-
@3comma62, СО2 в баллоне находится в сжиженном состоянии. Манометр общего давления постоянно должен показывать 50 кгс/см2 (плюс-минус мелочь) , даже на полностью заправленном (залитом) баллоне - давление газообразной фазы, вплоть до полного израсходования жидкой фазы.
За 2 часа упало с 5 до 4,4 ? Что-то многовато. А на фото вентиль открыт или закрыт?
Летом может быть и 65 и до 70ати,в зимнее время 40-43ати.
Вот и подключил первый свой в жизни баллон с углекислотой и произвел первые попытки поварить. Смущает давление в баллоне (вчера с заправки привез и сегодня подключил). Это нормальное давление у вновь заправленного баллона? За 2 часа экспериментов с 5 Mpa упало до 4,4.
http://websvarka.ru/talk/public/style_images/master/attachicon.gif09e31b77-6767-47d2-98ed-1934c904c927.jpg
Нормальное давление.
-
2
-
-
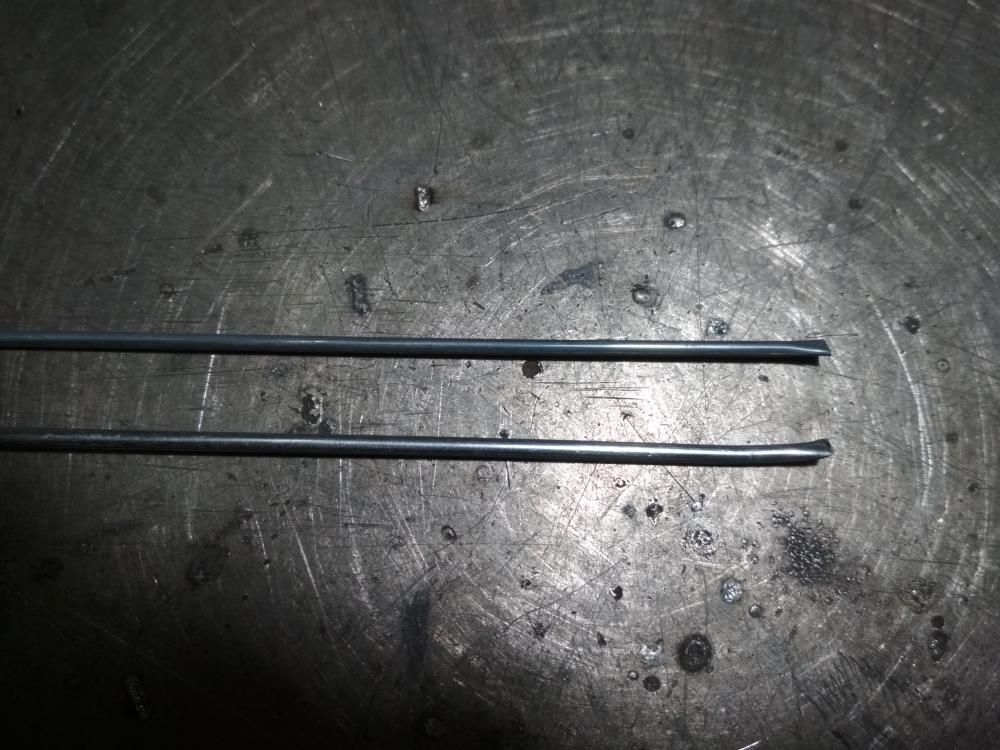
А что мешает использовать как альтернативу один пруток диаметром 3,0 или 3,2 мм? В повседневной работе необходимо иметь прутки как разных диаметров, так и разных марок.
Мешает то,что нет нужного диаметра...,а на все случаи этих диаметров не запасешься и смысла нет запасать.
-
1
-
-
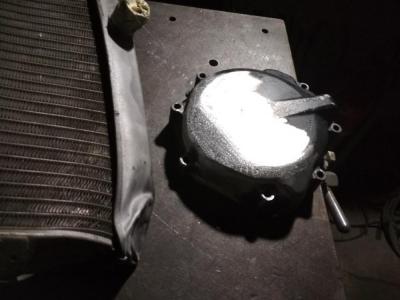
И окончание работы.Провариваем изнутри трещины,затем наплавляем слой металла на плоскость примерно 3-4мм,чтобы это позволило вывести геометрию крышки шлифовкой.Осталось на притирочной плите скорректировать плоскость с допуском 0,1мм. Следов ремонта будет не видно,что и требовалось.


-
9
-
-
Здравствуйте!
Слышал ли кто-нибудь про сварку пучком присадочной проволоки при ТИГ сварке? Сварщики предлагают взять три присадочных прутка диаметром 1мм в пучок для ускорения процесса сварки. Есть ли недостатки у этого метода?
Если вам так хочется варить тремя прутками, однородными по своему хим.составу,то сделайте свивку.Примерно так обстоят дела с использованием проволоки из бр.КМц -3-1 ф1.2мм в качестве присадки-надо свить .
-
4
-































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Очумелые ручки или просто кроилово
в Остальные вопросы
Опубликовано
Это обыкновенная погоня за течью ..и гнаться можно бесконечно.Скорее всего электродом..шлак мешает